








专利摘要
本发明公开了一种含砷除钴渣回收处理方法,将含砷钴渣加入反应容器的碱溶液中获得浆液,从浆液底部通入气体氧化剂,在搅拌下进行常压氧化浸出;浸出完毕后将反应物料进行过滤,得滤渣和含砷滤液,向所述含砷滤液中加入还原剂,即得再生的除钴剂。本发明在氧化碱浸过程中通过搅拌方式、搅拌速度,气体流量、气体通入方式的协同作用下,实现了全混槽反应机制,实现了砷的高效浸出,并且直接在所得含砷滤液中加入还原剂即得到了再生除钴剂,大幅降低了工艺生产的难度与工艺生产成本,具有重大的产业化意义。
权利要求
1.一种含砷除钴渣回收处理方法,其特征在于:包括以下步骤:
(1)将含砷钴渣加入置于反应容器的碱溶液中获得浆液,从浆液底部通入气体氧化剂在搅拌下于60℃~100℃进行常压氧化浸出;
按每克含砷钴渣每分钟通入气体氧化剂的流量为0.03~0.06L;
所述搅拌的转速为50~250r/min;
所述含砷钴渣的粒径为1~100μm;
(2)浸出完毕后将反应物料进行过滤,得滤渣和含砷滤液,向所述含砷滤液中加入还原剂,进行还原反应,所得还原反应后液为再生的除钴剂。
2.根据权利要求1所述的一种含砷除钴渣回收处理方法,其特征在于:
按每克含砷钴渣每分钟通入气体氧化剂的流量为0.05~0.06L;
所述搅拌的转速为100~250r/min;
所述含砷钴渣的粒径为1~50μm;
所述氧化浸出的温度为60℃~85℃。
3.根据权利要求2所述的一种含砷除钴渣回收处理方法,其特征在于:所述反应容器的底部设有进气环管,所述进气环管上设置有n个通气孔,所述n≥1,所述气体氧化剂由通气孔通入浆液中。
4.根据权利要求3所述的一种含砷除钴渣回收处理方法,其特征在于:所述进气环管上每15厘米设置4~10个通气孔,所述通气孔在进气环管上进行均匀布置。
5.根据权利要求4所述的一种含砷除钴渣回收处理方法,其特征在于:所述通气孔与反应容器底部水平面呈α夹角,所述30°≤α≤60°;所述通气孔的孔径为2mm~6mm。
6.根据权利要求1所述的一种含砷除钴渣回收处理方法,其特征在于:所述碱溶液为氢氧化钠溶液或氢氧化钾溶液;碱溶液的浓度为2mol/L~10mol/L;所述碱溶液与含砷钴渣的液固质量比控制在(2~10):1。
7.根据权利要求6所述的一种含砷除钴渣回收处理方法,其特征在于:所述碱溶液的浓度为4mol/L~5mol/L;
所述碱溶液与含砷钴渣的液固质量比控制在(4~5):1。
8.根据权利要求1所述的一种含砷除钴渣回收处理方法,其特征在于:所述再生的除钴剂返回作为锌冶炼过程中砷盐法除铜镍钴工序的原料。
9.根据权利要求1所述的一种含砷除钴渣回收处理方法,其特征在于:所述还原剂为水合肼;按含砷钴渣中每克砷加入水合肼2-10ml。
10.根据权利要求1所述的一种含砷除钴渣回收处理方法,其特征在于:所述还原反应的温度为40℃~80℃;还原反应的时间为1~3h。
说明书
技术领域
本发明涉及含砷钴渣处理技术领域,具体涉及一种含砷除钴渣回收处理方法。
背景技术
砷是自然界广泛分布的一种类金属元素,是人体的必需元素,砷的氧化物及其化合物均有毒性,对人体有害。砷可通过饮水、食物进入人体,也可经过呼吸道、皮肤黏膜等进入人体,会引起人的消化系统、神经系统、免疫系统和皮肤等病变,长期暴露在含砷环境下会引起癌变。某炼锌厂采用砷盐除钴每日需要消耗大量三氧化二砷,形成砷铜、砷镍等合金,这些除钴废渣目前无法得到回收利用,造成有价金属资源浪费,其中砷会造成严重的环境污染。含砷废渣属于危废,需要出资聘请危废处理公司回收有害元素,致使工厂的生产成本提高。
砷的资源化回收可分为火法和湿法两大类。火法主要包括有氧化焙烧、真空焙烧和还原焙烧等方式;湿法主要有硫酸酸浸法、硫酸铜置换法、硫酸铁法以及碱法浸出等。专利文献CN102534235A中公开了一种从湿法炼锌砷盐净化钴镍渣中回收有价金属的方法,该方法的主要流程为:含砷渣经H2SO4选择性浸出后,ZnSO4溶液送回锌系统回收,滤渣煅烧得钴镍煅烧渣,钴镍煅烧渣经过H2SO4再次浸出,其浸出液用NaOH中和而沉淀砷铜,得到的砷铜渣送回铜系统,溶液用Na2CO3沉淀钴镍。此法能将砷渣中有价金属锌、铜、钴、镍等金属元素分离回收,但是存在砷污染且H2SO4浸出的过程中有AsH3气体产生的风险,并且在煅烧的过程中会导致砷混合在烟灰中,导致砷的二次污染,难以实现工业化。
专利文献CN102965499A中公开了一种湿法炼锌砷盐净化渣中有价元素的提取方法,该方法同样先经过选择性酸浸得到ZnSO4溶液,再通过添加双氧水除铅,然后再中和沉砷,最后沉钴镍。该方法虽然克服了砷的第二次污染,但是在第一步选择性酸浸得到ZnSO4溶液的时候,低价砷未能很好地氧化成高价砷酸盐,同样会有剧毒AsH3气体产生的风险。
中国发明专利CN201210448673.4介绍了一种用含砷镍钴渣湿碱法制备砷酸盐的方法,在高压釜中通氧气做氧化剂,在≤300℃条件下碱法浸出,制备砷酸盐,实现了含砷镍钴渣中砷的污染减排以及砷的回收利用。但该专利在高压釜中进行,对于工业生产而言,存在着耗能过高的问题,并且也会增加设备投资费用。中国发明专利CN201310421661.7是对上一专利的改进加入铜氧化物作为氧化剂,温度控制在≤300℃,同样存在能耗较高的问题。
砷盐净化除钴是整个炼锌工艺的附属工艺,其整体能耗不宜过高,否则会增加整个工业生产成本。因此,亟需开发一种条件更温和、更加绿色环保的除砷工艺,以期在常温常压下即可完成砷的回收利用,企业投资小,并可大幅度减少企业的资源浪费情况。
发明内容
针对以上背景技术中提到的不足和缺陷,本发明的目的在于,提供一种操作简便、清洁环保、成本低、反应条件温和、工业应用前景好的含砷除钴渣回收处理方法。
为了解决上述技术问题,本发明提出的技术方案为:
一种含砷除钴渣回收处理方法,包括以下步骤:
(1)将含砷钴渣加入置于反应容器的碱溶液中获得浆液,从浆液底部通入气体氧化剂在搅拌下于60℃~100℃进行常压氧化浸出;
按每克含砷钴渣每分钟通入气体氧化剂的流量为0.03~0.06L;
所述搅拌的转速为50~250r/min;
所述含砷钴渣的粒径为1~100μm;
(2)浸出完毕后将反应物料进行过滤,得滤渣和含砷滤液,向所述含砷滤液中加入还原剂进行还原反应,所得还原反应后液为再生的除钴剂。
所述再生除钴剂返回作为锌冶炼过程中砷盐法除铜镍钴工序的原料。
本发明采用碱和气体氧化剂,在常压、小于100℃温度下对含砷除钴渣进行氧化浸出,含砷除钴渣中的砷以五价砷的形式被氧化浸出,形成砷酸盐进入浸出液中,经热过滤后再将含砷滤液中的五价砷盐还原为三价砷,除钴剂得到再生,实现了砷的循环使用,所得到的滤渣中不含砷,可直接进入铜冶炼系统中。
本发明利用碱法常压浸出,避免了产生剧毒砷化氢气体的危险,浸出反应条件温和,砷的浸出率高,除钴剂得到再生,砷得到循环使用,达到了绿色冶金的目标,不会造成二次砷污染。该方法操作简单,能耗和成本低,清洁环保,适合于在工业上广泛使用。
本发明的技术方案,通过搅拌方式、搅拌速度,气体流量、气体通入方式的协同作用,使得本发明的气、液、固反应体系中流体分子和微元在反应器内被最大程度的保证充分混合,在反应器的空间所有位置,对于任一时间的流体的流动状态、各组分浓度、温度均相同。即通过本发明的技术方案,可实现全混槽反应机制,使反应可以在常压、小于100℃温度下进行,且以空气作为氧化剂,却获得了砷的高效浸出,然后在含五价砷的滤液中,加入还原剂后,所得溶液无需处理即可直接作为除钴剂。
该方法反应条件温和、工艺简单、成本低、不引入新的杂质、无二次污染、适合于工业应用。
作为优选的方案,所述反应容器的底部设有进气环管,所述进气环管上设置有n个通气孔,所述n≥1,所述气体氧化剂由通气孔通入浆液中。
作为进一步优选,所述进气环管上每15厘米设置4~10个通气孔,通气孔在进气环管上进行均匀布置。
作为更进一步的优选,所述进气环管上每15厘米设置4~6个通气孔。
作为进一步的优选,所述通气孔与反应容器底部水平面呈α夹角,所述30°≤α≤60°,气孔直径2mm~6mm。在此角度范围内,可以使气体氧化剂的气流形成螺旋状有利于进一步增加传质动力,且气流螺旋方向与搅拌桨旋转方向相反,同时在此孔径范围内,可以保证足够的射流深度,这两者可使气泡更易被打碎,减少溢出量,增大反应量。同时在反应器底部形成局部湍流,增强传质,减少底部固体反应物质残留,使反应更加完全。
作为更进一步的优选,所述通气孔与反应容器底部水平面呈α夹角,所述45°≤α≤60°,气孔直径2mm~3mm。
在实际操作和生产过程中,从反应容器底部开始依次设置m根进气环管,所述m≥1。所述m>1的情况为随着反应容器的体积增大,仅从底部通过气体氧化剂中,气体流动无法满足全混槽反应模型时采用。
作为优选的方案,所述搅拌采用机械连杆浆式搅拌器。
在实际操作和生产过程中,所述机械连杆浆式搅拌器可采用单层或多层浆叶。
作为进一步的优选,所述搅拌的转速为100~250r/min。
作为更进一步的优选,所述搅拌的转速为200~250r/min。
发明人发现,在本发明的气、液、固反应体系下,若搅拌速度过快,将使固体物质跟随水的运动而运动的过程中增加不稳定液流,大大降低搅拌的作用,反而降低反应效果。
作为优选的方案,按每克含砷钴渣每分钟通入气体氧化剂的流量为0.05~0.06L;
上述优选的搅拌转速下和优选的气体氧化剂通入流量下,砷的浸出率更高。
优选的方案,所述含砷钴渣先经破碎、细磨、筛分处理。
优选的方案,所述含砷钴渣的粒径为1~50μm。
作为进一步的优选,所述含砷钴渣的粒径为1~40μm。
优选的方案,所述含砷钴渣为锌冶炼过程中砷盐法除镍钴工序所产生的废渣。
作为优选的方案,碱溶液采用氢氧化钠溶液或氢氧化钾溶液。
作为优选的方案,碱溶液的浓度为2mol/L~10mol/L。作为进一步的优选,所述碱溶液的浓度为4mol/L~5mol/L。
作为优选的方案,碱溶液与含砷钴渣的液固质量比控制在(2~10):1。作为进一步的优选,所述碱溶液与含砷钴渣的液固质量比控制在(4~5):1。
优选的方案,氧化浸出的温度为60℃~85℃。
优选的方案,氧化浸出的时间≥6小时。
作为进一步的优选,氧化浸出的时间为6~48h。
作为更进一步的优选,氧化浸出的时间为8~24h。
作为优选的方案,气体氧化剂为空气。
优选的方案,所述还原剂为水合肼。
优选的方案,按含砷钴渣中每克砷加入水合肼2-10ml。
优选的方案,所述还原反应的温度为40℃~80℃;所述还原反应的时间为1~3h。
在本发明的技术方案中,采用水合肼作为还原剂,在碱性条件下,水合肼的还原能力强,所产生的生成物为N2,不会对溶液体系带来任何杂质。发明人发现,加入水合肼的量对反应也有一定的影响,如果加入量过少,则无法完全将五价砷还原为三价砷,而加入量过大,则会导致还原过度,会产生负三价砷,并且还会增加调酸环节的调酸用量。
本发明所处理的含砷钴渣为含砷的重金属物料,优选为锌冶炼过程中砷盐法除铜钴镍工序所产生的废渣。
本发明的原理和优势:
锌冶炼过程中砷盐法除铜钴镍工序的主要化学反应为:
2Co2++2AsO33-+5Zn+12H+=2CoAs↓+5Zn2++6H2O
2Ni2++2AsO33-+5Zn+12H+=2NiAs↓+5Zn2++6H2O
6Cu2++2AsO33-+9Zn+12H+=2Cu3As↓+9Zn2++6H2O
除杂完成后,产生含CoAs、NiAs和Cu3As的除钴渣;
本发明氧化浸出过程中发生的主要化学反应如下:
砷合金浸出反应式:
水合肼还原反应式:
2AsO43-+N2H4·H2O=2AsO33-+N2+3H2O
在本发明的技术方案中,先在小于100℃、常压的情况下,实现了砷的高效选择性氧化浸出,在该条件下不仅大幅降低了设备、操作的要求,在浸出后所得含砷滤液中加入水合肼将五价砷还原成三价砷,在该过程中不会引入任何杂质,可将所得三价砷溶液,作为除钴剂返回用于锌冶炼过程的除钴镍工序,且除钴后液钴含量达到企业标准,通过本发明的处理,实现了资源利用的闭路循环,整个过程实现了零排放。
本发明在氧化碱浸过程中通过搅拌方式、搅拌速度,气体流量、气体通入方式的协同作用下,使得本发明的气、液、固反应体系中流体分子和微元在反应器内被立刻充分混合,使反应器的空间所有位置,对于任一时间的流体的流动状态、各组分浓度、温度均相同。即通过本发明的技术方案,可实现全混槽反应机制。因此为砷合金浸出反应的进行提供了动力学条件,使氧化碱浸可以在小于100℃温度、常压下进行,该方法反应条件温和、成本低、绿色环保、操作简便、适合于工业化应用。
本发明在常压、小于100℃的工艺条件下,在碱性溶液中以廉价的气体氧化剂(如空气)进行浸出,在优选的方案中,砷的浸出率高达99%以上,所得滤液加入还原剂后,无需后处理,即能直接返回锌冶炼过程的除铜镍钴工序,实现了砷的循环使用,整个处理过程绿色环保,不会造成二次砷污染。
本发明的常压、小于100℃的反应条件,大幅降低了工艺生产的难度与工艺生产成本,具有重大的产业化意义。
附图说明
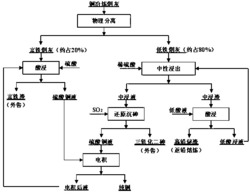
图1、本发明含砷除钴渣处理工艺流程;
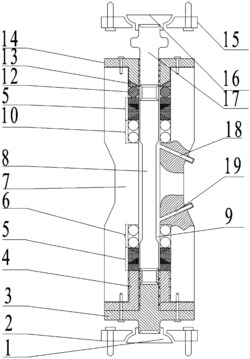
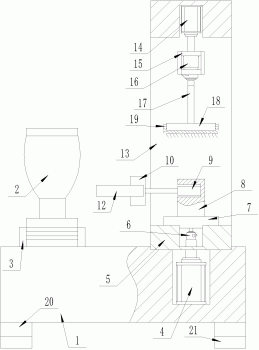
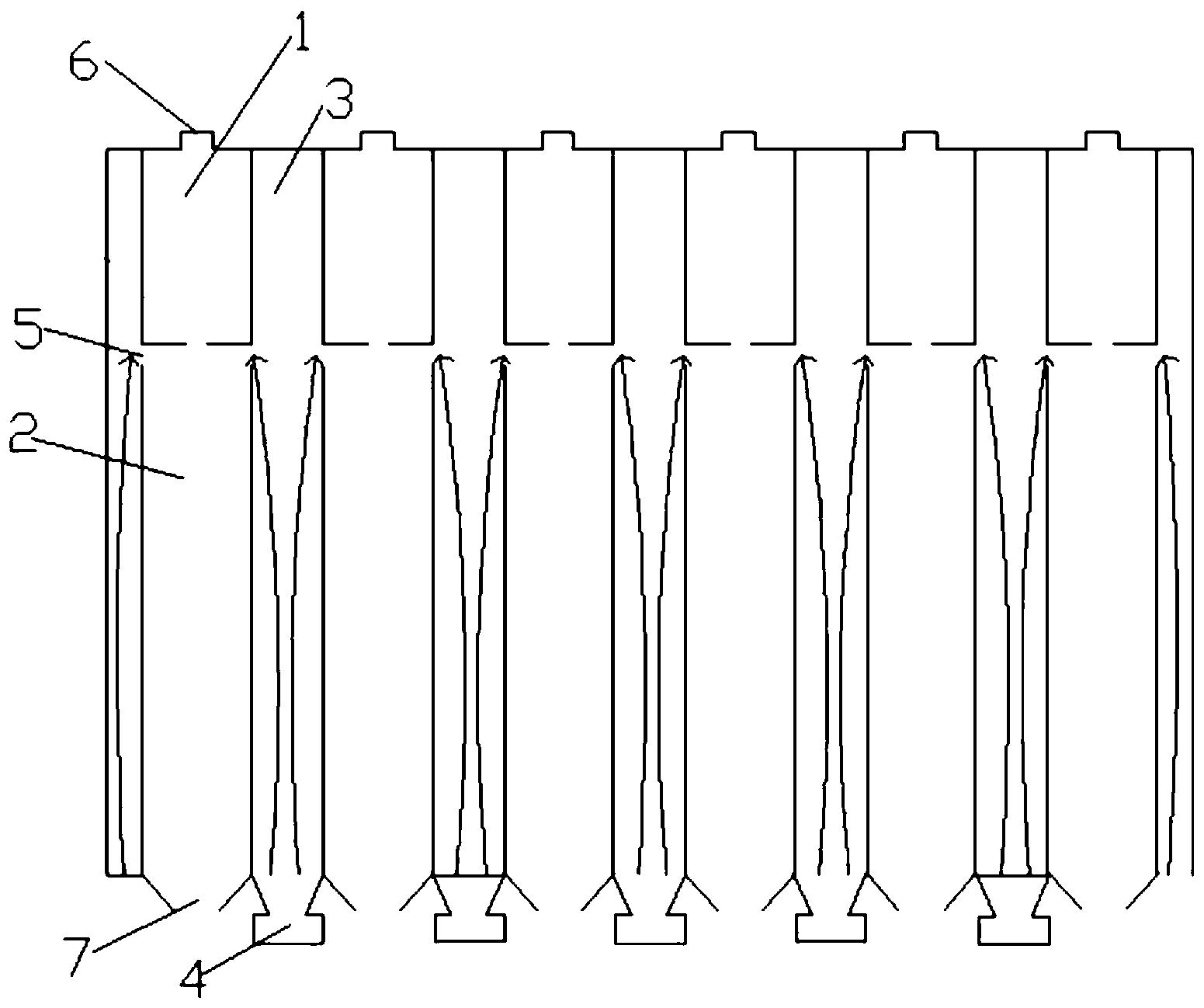
图2、本发明实施例中的反应容器示意图;
其中:1、反应容器;2、搅拌浆;3、通气管;4、通气泵;5、进气环管。
具体实施方式
为了便于理解本发明,下文将结合说明书附图和较佳的实施例对本发明作更全面、细致的描述,但本发明的保护范围并不限于以下具体的实施例。
除非另有定义,下文中所使用的所有专业术语与本领域技术人员通常理解的含义相同。本文中所使用的专业术语只是为了描述具体实施例的目的,并不是旨在限制本发明的保护范围。
除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
本发明各实施例及对比例中的含砷钴渣的主要组成成分为:Cu:47.27%、As:10.67%、Zn:5.78%、Co:2.43%、Ni:0.47%。该原料由某炼锌厂提供,为锌冶炼过程中砷盐法净化除镍钴工序所产生的废渣。
实施例1
向300mL的5M NaOH溶液中加入60g的粒径为1μm的含砷钴渣物料,形成混合料浆,将混合料浆置于反应器中,将反应器在85℃水浴下加热;反应器的底部设有周长为15cm的进气环管,该进气环管上均布设置有6个通气孔,孔径3mm,且同一横截面上的进气环管上通气孔与反应容器底部水平面呈45°,从通气孔中向反应器内通入空气,空气的通入流量为3.5L/min,同时采用桨式搅拌器在250r/min转速下进行搅拌反应8h,实现对含砷钴渣的氧化碱浸;过滤所得固相为铜镍钴富集渣,直接送入铜系统中作为铜原料,液相为富含砷的浸出液,该浸出液的主要成分为砷酸钠和锌酸钠,向含砷的浸出液中加入水合肼24ml,在70℃下,反应2h,将AsO43-还原为AsO33-即获得再生除钴剂,将再生除钴剂用于锌冶炼过程的除钴镍工序,再生的除钴剂除钴率为97.38%,除铜率为99.34%,除镍率为97.18%,溶液钴含量0.31ppm。小于工业标准要求的溶液钴含量底于1ppm。
对本实施例含砷滤液进行检测,含砷钴渣中砷的浸出率为99.84%,锌的浸出率为99.92%。
实施例2
向300mL的5M NaOH溶液中加入60g的粒径为40μm的含砷钴渣物料,形成混合料浆,将混合料浆置于反应器中,将反应器在80℃水浴下加热;反应器的底部设有周长为15cm的进气环管,该进气环管上均布设置有6个通气孔,孔径3mm,且同一横截面上的进气环管上通气孔与反应容器底部水平面呈45°,从通气孔中向反应器内通入空气,空气的通入流量为3.5L/min,同时采用桨式搅拌器在250r/min转速下进行搅拌反应24h,实现对含砷钴渣的氧化碱浸;过滤所得固相为铜镍钴富集渣,直接送入铜系统中作为铜原料,液相为富含砷的浸出液,该浸出液的主要成分为砷酸钠和锌酸钠,向含砷的浸出液中加入水合肼36ml,在60℃下反应2.5h,将AsO43-还原为AsO33-即获得再生除钴剂,将再生除钴剂用于锌冶炼过程的除钴镍工序。再生除钴剂除钴率为98.05%,除铜率为99.83%,除镍率为97.88%,溶液钴含量0.24ppm。小于工业标准要求的溶液钴含量低于1ppm。
对本实施例含砷滤液进行检测,含砷钴渣中砷的浸出率为99.56%,锌的浸出率为99.42%。
实施例3
向300mL的5M NaOH溶液中加入60g的粒径为40μm的含砷钴渣物料,形成混合料浆,将混合料浆置于反应器中,将反应器在85℃水浴下加热;反应器的底部设有周长为15cm的进气环管,该进气环管上均布设置有6个通气孔,孔径3mm,且同一横截面上的进气环管上通气孔与反应容器底部水平面呈45°,从通气孔中向反应器内通入空气,空气的通入流量为3.5L/min,同时采用桨式搅拌器在250r/min转速下进行搅拌反应8h,实现对含砷钴渣的氧化碱浸;过滤所得固相为铜镍钴富集渣,直接送入铜系统中作为铜原料,液相为富含砷的浸出液,该浸出液的主要成分为砷酸钠和锌酸钠,向含砷的浸出液中加入水合肼48ml,在80℃下反应1h,将AsO43-还原为AsO33-即获得再生除钴剂,将再生除钴剂用于锌冶炼过程的除钴镍工序。再生除钴剂除钴率为96.15%,除铜率为99.61%,除镍率为96.08%,溶液钴含量0.46ppm。小于工业标准要求的溶液钴含量低于1ppm。
对本实施例含砷滤液进行检测含砷钴渣中砷的浸出率为98.56%,锌的浸出率为99.92%。
实施例4
向240mL的4M NaOH溶液中加入60g的粒径为20μm含砷钴渣物料,形成混合料浆,将混合料浆置于反应器中,将反应器在60℃水浴下加热;反应器的底部设有周长为15cm的进气环管,该进气环管上均布设置有4个通气孔,孔径2mm,且同一横截面上的进气环管上通气孔与反应容器底部水平面呈60°,从通气孔中向反应器内通入空气,空气的通入流量为3L/min,同时采用桨式搅拌器在200r/min转速下进行搅拌反应48h,实现对含砷钴渣的氧化碱浸;过滤所得固相为铜镍钴富集渣,直接送入铜系统中作为铜原料,液相为富含砷的浸出液,该浸出液的主要成分为砷酸钠和锌酸钠,向含砷的浸出液中加入水合肼60ml,在40℃下反应3h,将AsO43-还原为AsO33-即获得再生除钴剂,将再生除钴剂用于锌冶炼过程的除钴镍工序。再生除钴剂除钴率为95.74%,除铜率为99.74%,除镍率为95.29%,溶液钴含量0.51ppm。小于工业标准要求的溶液钴含量低于1ppm。
对本实施例含砷滤液进行检测含砷钴渣,含砷钴渣中砷的浸出率为99.13%,锌的浸出率98.64%。
实施例5
向200mL的3M NaOH溶液中加入60g的粒径为30μm含砷钴渣物料,形成混合料浆,将混合料浆置于反应器中,将反应器在95℃水浴下加热;反应器的底部设有周长为15cm的进气环管,该进气环管上均布设置有6个通气孔,孔径4mm且同一横截面上的进气环管上通气孔与反应容器底部水平面呈30°,从通气孔中向反应器内通入空气,空气的通入流量为2L/min,同时采用桨式搅拌器在100r/min转速下进行搅拌反应6h,实现对含砷钴渣的氧化碱浸,过滤所得固相为铜镍钴富集渣,直接送入铜系统中作为铜原料,液相为富含砷的浸出液,该浸出液的主要成分为砷酸钠和锌酸钠,向含砷的浸出液中加入水合肼12ml,在70℃下,反应2.5h,将AsO43-还原为AsO33-即获得再生除钴剂,将再生除钴剂用于锌冶炼过程的除钴镍工序。再生的除钴剂除钴率为96.48%,除铜率为99.65%,除镍率为96.47%,溶液钴含量0.42ppm。小于工业标准要求的溶液钴含量低于1ppm。
对本实施例含砷滤液进行检测含砷钴渣,原含砷钴渣中砷的浸出率为92.13%,锌的浸出率90.79%。
实施例6
向100mL的2M NaOH溶液中加入10g的粒径为50μm含砷钴渣物料,形成混合料浆,将混合料浆置于反应器中,将反应器在95℃水浴下加热;反应器的底部设有周长为15cm的进气环管,该进气环管上均布设置有6个通气孔,孔径5mm,且同一横截面上的进气环管上通气孔与反应容器底部水平面呈30°,从通气孔中向反应器内通入空气,空气的通入流量为3.5L/min,同时采用桨式搅拌器在250r/min转速下进行搅拌反应12h,实现对含砷钴渣的氧化碱浸,过滤所得固相为铜镍钴富集渣,直接送入铜系统中作为铜原料,液相为富含砷的浸出液,该浸出液的主要成分为砷酸钠和锌酸钠,向含砷的浸出液中加入水合肼36ml,在60℃下,反应3h,将AsO43-还原为AsO33-即获得再生除钴剂,将再生除钴剂用于锌冶炼过程的除钴镍工序。再生的除钴剂除钴率为97.38%,除铜率为99.76%,除镍率为97.42%,溶液钴含量0.12ppm。小于工业标准要求的溶液钴含量低于1ppm。
对本实施例含砷滤液进行检测含砷钴渣,原含砷钴渣中砷的浸出率为94.17%,锌的浸出率89.12%。
实施例7
向50mL的1M NaOH溶液中加入10g的粒径为40μm含砷钴渣物料,形成混合料浆,将混合料浆置于反应器中,将反应器在20℃水浴下加热;反应器的底部设有周长为15cm的进气环管,该进气环管上均布设置有6个通气孔,孔径6mm,且同一横截面上的进气环管上通气孔与反应容器底部水平面呈30°,从通气孔中向反应器内通入空气,空气的通入流量为4L/min,同时采用桨式搅拌器在50r/min转速下进行搅拌反应72h,实现对含砷钴渣的氧化碱浸,过滤所得固相为铜镍钴富集渣,直接送入铜系统中作为铜原料,液相为富含砷的浸出液,该浸出液的主要成分为砷酸钠和锌酸钠,向含砷的浸出液中加入水合肼12ml,在80℃下,反应1.5h,将AsO43-还原为AsO33-即获得再生除钴剂,将再生除钴剂用于锌冶炼过程的除钴镍工序。再生的除钴剂除钴率为95.24%,除铜率为99.69%,除镍率为94.96%,溶液钴含量0.57ppm。小于工业标准要求的溶液钴含量低于1ppm。
对本实施例含砷滤液进行检测含砷钴渣,原含砷钴渣中砷的浸出率为94.33%,锌的浸出率83.78%。
对比例1:
该对比例的其他条件与实施例1相同,只是氧化碱浸过程中的搅拌转速为20r/min。经分析,原含砷钴渣中砷的浸出率为67.75%,锌的浸出率为80.34%。
对比例2:
该对比例的其他条件与实施例1相同,只是氧化碱浸过程中的搅拌转速为800r/min。经分析,原含砷钴渣中砷的浸出率为54.92%,锌的浸出率为68.41%。
对比例3:
该对比例的其他条件与实施例1相同,只是氧化碱浸过程中空气的通入流量为0.01L/min。经分析,原含砷钴渣中砷的浸出率为78.93%,锌的浸出率为92.74%。
对比例4
该对比例的其他条件与实施例1相同,只是将只是氧化碱浸过程中空气从浆液顶部通入,经分析,原含砷钴渣中砷的浸出率为20.62%,锌的浸出率为99.31%。
对比例5
该对比例的其他条件与实施例1相同,只是氧化碱浸过程中空气的通入流量为8L/min。在反应过程中,气体溢出,且将水份带出反应体系,影响体系平衡。
对比例6
该对比例的其他条件与实施例1相同,只是颗粒进一步的减少,发现略小于1μm后,浸渍效果没有进一步的提升,但是会增加磨矿的耗能,当含砷钴渣粒径更进一步的减小至纳米级后,会使得浆液体系中,出现泥浆状溶液,不利用搅拌时的充分分散,使得反应无法充分反应完成。
对比例7
该对比例的其他条件与实施例1相同,只是含砷镍钴渣物料粒径为≥200μm。经分析,原含砷钴渣中砷的浸出率为77.21%,锌的浸出率为99.52%。
对比例8
该对比例的其他条件与实施例1相同,只是进气环管通气孔孔径为10mm。经分析,原含砷钴渣中砷的浸出率为80.21%,锌的浸出率为99.62%。
对比例9
该对比例的其他条件与实施例1相同,只是进气环管通气孔孔径为1mm。经分析,原含砷钴渣中砷的浸出率为65.21%,锌的浸出率为99.48%。
对比例10
该对比例的其他条件与实施例1相同,只是将通气孔与圆环切向呈α夹角为90°。反应器底部有残余的固体,反应不完全。
对比例11
该对比例的其他条件与实施例1相同,只是水合肼加入量为0.5ml/g·As,所得再生除钴剂除钴率为75.48%,除铜率为95.21%,除镍率为73.96%,溶液钴含量2.94ppm,未达到工业标准的要求,通过对比例3可知,还原剂的加入量要满足实验所需,过低的加入量会使的砷还原不充分,影响除钴效果。
对比例12
该对比例的其他条件与实施例1相同,只是还原温度为95℃,所得再生除钴剂除钴率为80.11%,除铜率为99.34%,除镍率为79.86%,溶液钴含量为2.38ppm,未达到工业标准的要求。温度过高,水合肼的分解速率更快,不能很好的进行反应,影响除钴效果。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种含砷除钴渣回收处理方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0