







专利摘要
用于车铣复合机床的激光加热自动监测系统及监测方法,涉及车铣复合机床加工技术领域。为了解决工件加工过程当中,由于激光器参数或电压不稳等原因,导致工件加热区域温度不稳定,使得材料的受热不均,从而导致被加热的工件性能变得不符合加工要求。本发明包括车铣复合机床、温控模块、机械臂组件、龙门连接架、底座和两个机器视觉模块,龙门连接架设置在底座的一侧,机械臂组件设置在底座的另一侧,且机械臂组件与底座滑动连接,车铣复合机床设置在底座的上表面且处于龙门连接架上的上横梁的下方,两个机器视觉模块并排设置,且两个机器视觉模块分别与龙门连接架上的上横梁滑动连接,温控模块设置在机械臂组件上。本发明主要用于工件的加工。
权利要求
1.用于车铣复合机床的激光加热自动监测系统,其特征在于:它包括车铣复合机床、温控机构、机械臂组件、龙门连接架(1)、底座(2)和两个机器视觉机构,
龙门连接架(1)设置在底座(2)的一侧,机械臂组件设置在底座(2)的另一侧,且机械臂组件与底座(2)滑动连接,车铣复合机床设置在底座(2)的上表面且处于龙门连接架(1)上的上横梁的下方,两个机器视觉机构并排设置,且两个机器视觉机构分别与龙门连接架(1)上的上横梁滑动连接,温控机构设置在机械臂组件上,且正对车铣复合机床;
所述的机械臂组件包括机械臂安装座(3)、第一机械臂(4)和第二机械臂(5),第一机械臂(4)的一端与机械臂安装座(3)的顶端铰连接,第一机械臂(4)的另一端与第二机械臂(5)的一端铰连接,第二机械臂(5)的另一端与温控机构固连;
所述的温控机构包括红外测温相机(6)、激光器(7)、焦距调整机构(8)和摄像头(9),焦距调整机构(8)设置在所述第二机械臂(5)另一端的上表面上,摄像头(9)设置在所述第二机械臂(5)另一端的下表面上,激光器(7)设置在所述第二机械臂(5)另一端的端头部,红外测温相机(6)固定安装在焦距调整机构(8)内;
所述的焦距调整机构(8)包括安装座(8-1)、外套(8-2)、内筒(8-3)、镜片固定架(8-4)、镜片和两根固定杆(8-5),安装座(8-1)固定安装在所述第二机械臂(5)另一端的上表面上,外套(8-2)插装在安装座(8-1)上的圆孔中,内筒(8-3)设置在外套(8-2)中,两根固定杆(8-5)上下并排设置,固定杆(8-5)的一端固连在外套(8-2)的一侧端面上,固定杆(8-5)的另一端铰接在镜片固定架(8-4)上,镜片安装在镜片固定架(8-4)内;
红外测温相机(6)固定安装在内筒(8-3)中。
2.根据权利要求1所述的用于车铣复合机床的激光加热自动监测系统,其特征在于:所述的外套(8-2)是由上下两半弧形板(8-2-1)组成,处于内筒(8-3)上方的弧形板(8-2-1)的内壁处设置有一个方形凸起(8-2-2);
所述的内筒(8-3)的外圆周壁上沿着内筒的轴线方向设置有一个的滑槽(8-3-1),方形凸起(8-2-2)与滑槽(8-3-1)相匹配。
3.根据权利要求2所述的用于车铣复合机床的激光加热自动监测系统,其特征在于:所述的滑槽(8-3-1)的长度为内筒(8-3)长度的一半。
4.根据权利要求3所述的用于车铣复合机床的激光加热自动监测系统,其特征在于:每个机器视觉机构包括全局相机(10)和位置调整机构,位置调整机构包括第一液压缸(11)、横梁滑块(12)和第二液压缸(13),全局相机(10)固装在第一液压缸(11)伸缩杆的顶端,第一液压缸(11)的缸体部分固接在横梁滑块(12)上,横梁滑块(12)与龙门连接架(1)上的上横梁滑动连接,第二液压缸(13)固装在龙门连接架(1)上的上横梁上,且第二液压缸(13)伸缩杆的顶端固接在横梁滑块(12)上。
5.根据权利要求4所述的用于车铣复合机床的激光加热自动监测系统,其特征在于:所述的车铣复合机床包括车床机构(18)和铣床机构(15),车床机构(18)上设置有夹盘(14)和车刀(16),铣床机构(15)上设置有铣刀(17)。
6.利用权利要求5所述的用于车铣复合机床的激光加热自动监测系统的激光加热监测方法,其特征在于:
具体监测步骤如下:
步骤一,固定工件:将工件夹持在夹盘(14)上;
步骤二,定位激光加热光斑的位置:打开激光器(7)和摄像头(9),利用摄像头(9)采集激光加热光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给机械臂组件,机械臂组件接收到数字信号后调整其在底座(2)上的位置,保证激光加热光斑处于工件上;
步骤三,获取红外测温光斑的位置图像:打开红外测温相机(6),利用摄像头(9)采集红外测温光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给焦距调整机构,焦距调整机构接收到数字信号后调整镜片固定架(8-4)的倾斜角度,通过改变镜片与红外测温相机(6)之间的光路角度进行对焦,保证激光加热光斑和红外测温光斑重合;
步骤四,利用两个全局相机(10)分别采集激光加热光斑和红外测温光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给位置调整机构,位置调整机构接收到数字信号后调整第一液压缸(11)和第二液压缸(13)的输出参数,保证两个全局相机(10)焦点均落在工件上,以实现全局相机(10)的对焦;
步骤五,利用车刀(16)车削工件;
步骤六,车削时,利用车削全局相机采集车削过程中的切屑图像,利用摄像头(9)采集红外光斑的图像,通过采集到的图像特征信息,反馈给机械臂组件、车床机构(18)和激光器(7),调整机械臂的运动和激光器的功率参数,车床机构(18)接收到数字信号后调整车刀(16)的切削参数,激光器(7)接收到数字信号后调整其加热温度,实现工件车削的实时监控和温度测量;
步骤七,利用铣刀(17)铣削工件;
步骤八,铣削时,利用铣削全局相机采集铣削过程中的切屑图像,利用摄像头(9)采集红外光斑的图像,通过采集到的图像特征信息,反馈给机械臂组件、铣床机构(15)和激光器(7),调整机械臂的运动和激光器的功率参数,铣床机构(15)接收到信号后调整铣刀(17)的切削参数,激光器(7)接收到数字信号后调整其加热温度,实现工件铣削的实时监控和温度测量。
7.根据权利要求6所述的用于车铣复合机床的激光加热自动监测系统的激光加热监测方法,其特征在于:
所述的步骤三中,在获取红外测温光斑位置图像的过程中,确定红外测温相机对焦成功:通过摄像头(9)采集红外测温光斑的位置图像,通过图像识别技术对采集的红外测温光斑的位置图像进行处理后,判断红外测温光斑的个数,如果红外测温光斑的个数为一个,表示红外测温相机对焦成功,如果红外测温光斑的个数为两个,表示红外测温相机对焦未成功,当红外测温光斑的个数为两个时,通过图像识别技术将获取的图像特征转化成数字信号,并传输给焦距调整机构(8),焦距调整机构(8)接收到数字信号后调整镜片固定架(8-4)的倾斜角度,通过改变镜片与红外测温相机(6)之间的光路角度使得红外测温相机重新对焦,摄像头(9)采集一帧新的红外测温光斑的位置图像,图像识别技术对新采集的红外测温光斑的位置图像进行处理,重新判断红外测温光斑的个数,直到红外测温光斑的个数为一个,表示红外测温相机对焦成功,此时红外测温光斑与激光加热光斑重合。
说明书
技术领域
本发明涉及车铣复合机床加工技术领域,尤其涉及用于车铣复合机床的激光加热自动监测系统及监测方法。
背景技术
激光加热辅助加工技术是将一束高能激光束照射在材料去除区域,短时间内提高工件材料的局部温度,改变了材料的切削性能,之后采用刀具进行加工。通过对材料加热,提高材料的塑性,使屈服强度降低到断裂强度以下,降低切削力,减小刀具磨损,降低切削振颤,从而达到提高加工效率,降低成本,提升加工表面质量的目的。
但是,在激光加热辅助加工过程当中,激光光束照射到材料去除区域时,可能会因为激光器参数或电压不稳等各种原因,导致被照射区域里的激光加热光斑温度过高或过低,使得激光加热辅助加工过程中材料的受热不均,从而导致被加热的工件性能变得不符合加工要求,而且有时对加工切屑也有着要求。因此,在辅助加工过程中需要对工件的加工温度进行自适应调节和对工件加工切屑进行合理监控。
发明内容
本发明需要解决的技术问题是:在激光加热辅助加工过程当中,由于激光器参数或电压不稳等各种原因,导致工件被照射区域里的激光加热光斑温度过高或过低,使得激光加热辅助加工过程中材料的受热不均,从而导致被加热的工件性能变得不符合加工要求;进而提供一种用于车铣复合机床的激光加热自动监测系统及监测方法。
本发明为解决上述技术问题采用的技术方案是:
所述的用于车铣复合机床的激光加热自动监测系统包括车铣复合机床、温控机构、机械臂组件、龙门连接架1、底座2和两个机器视觉机构,龙门连接架1设置在底座2的一侧,机械臂组件设置在底座2的另一侧,且机械臂组件与底座2滑动连接,车铣复合机床设置在底座2的上表面且处于龙门连接架1上的上横梁的下方,两个机器视觉机构并排设置,且两个机器视觉机构分别与龙门连接架1上的上横梁滑动连接,温控机构设置在机械臂组件上,且正对车铣复合机床。
进一步地,所述的机械臂组件包括机械臂安装座3、第一机械臂4和第二机械臂5,第一机械臂4的一端与机械臂安装座3的顶端铰连接,第一机械臂4的另一端与第二机械臂5的一端铰连接,第二机械臂5的另一端与温控机构固连。
进一步地,所述的温控机构包括红外测温相机6、激光器7、焦距调整机构8和摄像头9,焦距调整机构8设置在所述第二机械臂5另一端的上表面上,摄像头9设置在所述第二机械臂5另一端的下表面上,激光器7设置在所述第二机械臂5另一端的端头部,红外测温相机6固定安装在焦距调整机构8内。
进一步地,所述的焦距调整机构8包括安装座8-1、外套8-2、内筒8-3、镜片固定架8-4、镜片和两根固定杆8-5,安装座8-1固定安装在所述第二机械臂5另一端的上表面上,外套8-2插装在安装座8-1上的圆孔中,内筒8-3设置在外套8-2中,两根固定杆8-5上下并排设置,固定杆8-5的一端固连在外套8-2的一侧端面上,固定杆8-5的另一端铰接在镜片固定架8-4上,镜片安装在镜片固定架8-4内;红外测温相机6固定安装在内筒8-3中。
进一步地,所述的外套8-2是由上下两半弧形板8-2-1组成,处于内筒8-3上方的弧形板8-2-1的内壁处设置有一个方形凸起8-2-2;所述的内筒8-3的外圆周壁上沿着内筒的轴线方向设置有一个的滑槽8-3-1,方形凸起8-2-2与滑槽8-3-1相匹配。
进一步地,所述的滑槽8-3-1的长度为内筒8-3长度的一半。
进一步地,每个机器视觉机构包括全局相机10和位置调整机构,位置调整机构包括第一液压缸11、横梁滑块12和第二液压缸13,全局相机10固装在第一液压缸11伸缩杆的顶端,第一液压缸11的缸体部分固接在横梁滑块12上,横梁滑块12与龙门连接架1上的上横梁滑动连接,第二液压缸13固装在龙门连接架1上的上横梁上,且第二液压缸13伸缩杆的顶端固接在横梁滑块12上。
进一步地,所述的车铣复合机床包括车床机构18和铣床机构15,车床机构18上设置有夹盘14和车刀16,铣床机构15上设置有铣刀17。
所述的用于车铣复合机床的激光加热监测方法,具体监测步骤如下:
步骤一,固定工件:将工件夹持在夹盘14上;
步骤二,定位激光加热光斑的位置:打开激光器7和摄像头9,利用摄像头9采集激光加热光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给机械臂组件,机械臂组件接收到数字信号后调整其在底座2上的位置,保证激光加热光斑处于工件上;
步骤三,获取红外测温光斑的位置图像:打开红外测温相机6,利用摄像头9采集红外测温光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给焦距调整机构,焦距调整机构接收到数字信号后调整镜片固定架8-4的倾斜角度,通过改变镜片与红外测温相机6之间的光路角度进行对焦,保证激光加热光斑和红外测温光斑重合;
步骤四,利用两个全局相机10分别采集激光加热光斑和红外测温光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给位置调整机构,位置调整机构接收到数字信号后调整第一液压缸11和第二液压缸13的输出参数,保证两个全局相机10焦点均落在工件上,以实现全局相机10的对焦;
步骤五,利用车刀16车削工件;
步骤六,车削时,利用车削全局相机采集车削过程中的切屑图像,利用摄像头9采集红外光斑的图像,通过采集到的图像特征信息,反馈给机械臂组件、车床机构18和激光器7,调整机械臂的运动和激光器的功率参数,车床机构18接收到数字信号后调整车刀16的切削参数,激光器7接收到数字信号后调整其加热温度,实现工件车削的实时监控和温度测量;
步骤七,利用铣刀17铣削工件;
步骤八,铣削时,利用铣削全局相机采集铣削过程中的切屑图像,利用摄像头9采集红外光斑的图像,通过采集到的图像特征信息,反馈给机械臂组件、铣床机构15和激光器7,调整机械臂的运动和激光器的功率参数,铣床机构15接收到信号后调整铣刀17的切削参数,激光器7接收到数字信号后调整其加热温度,实现工件铣削的实时监控和温度测量。
进一步地,所述的步骤三中,在获取红外测温光斑位置图像的过程中,确定红外测温相机对焦成功:通过摄像头9采集红外测温光斑的位置图像,通过图像识别技术对采集的红外测温光斑的位置图像进行处理后,判断红外测温光斑的个数,如果红外测温光斑的个数为一个,表示红外测温相机对焦成功,如果红外测温光斑的个数为两个,表示红外测温相机对焦未成功,当红外测温光斑的个数为两个时,通过图像识别技术将获取的图像特征转化成数字信号,并传输给焦距调整机构8,焦距调整机构8接收到数字信号后调整镜片固定架8-4的倾斜角度,通过改变镜片与红外测温相机6之间的光路角度使得红外测温相机重新对焦,摄像头9采集一帧新的红外测温光斑的位置图像,图像识别技术对新采集的红外测温光斑的位置图像进行处理,重新判断红外测温光斑的个数,直到红外测温光斑的个数为一个,表示红外测温相机对焦成功,此时红外测温光斑与激光加热光斑重合。
本发明与现有技术相比产生的有益效果是:
本发明通过温控机构中的激光器加热工件,并通过温控机构中的摄像头采集工件上的激光加热光斑和红外测温光斑的位置图像,通过机器视觉机构中的全局相机采集切屑图像,通过图像识别技术利用计算机对采集的位置图像和切屑图像进行处理、分析和理解,图像识别技术将其获取的位置图像特征转化成数字信号反馈给温控机构中的激光器,用于调整加热温度,保证在加工工件过程中,加热温度保持不变;图像识别技术将其获取的切削图像特征(切屑的大小、连续性等状态)转化成数字信号反馈给车铣复合机床,用来调整切削参数,以达到温度自控和调整切削状态的目的。
附图说明
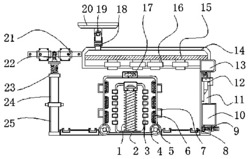
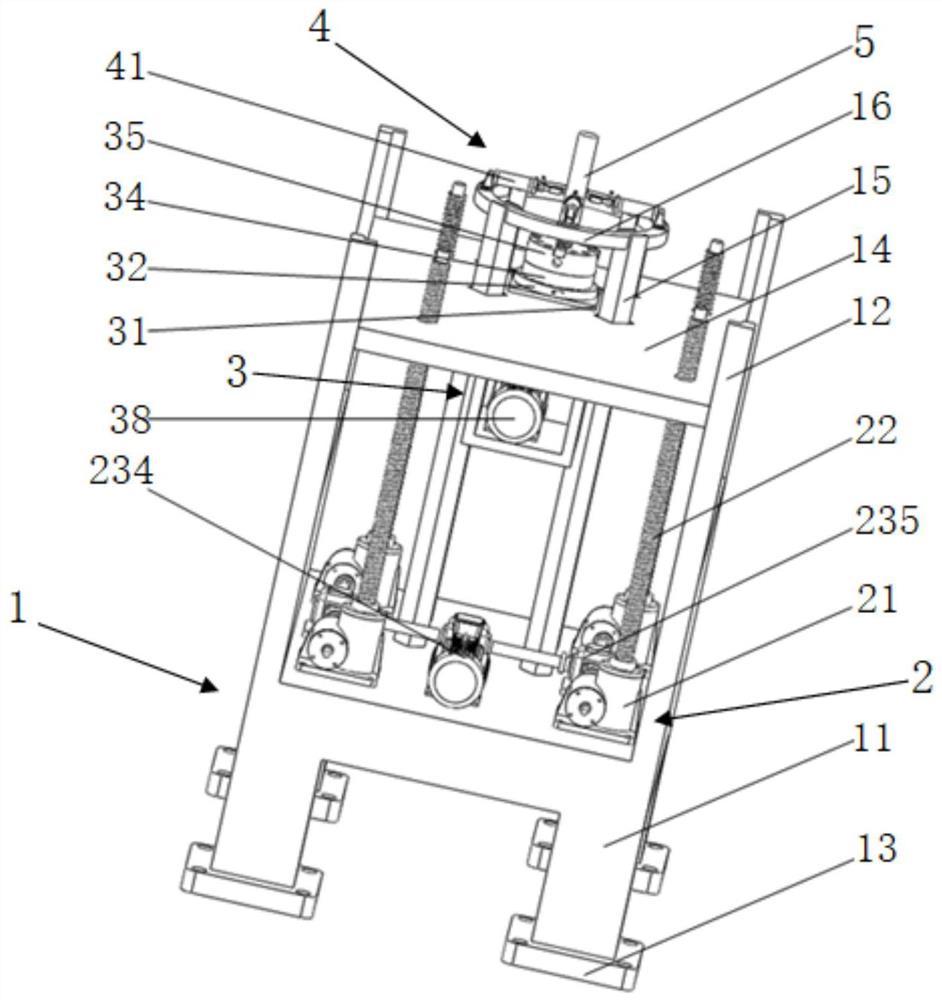
图1为本发明的整体结构示意图;
图2为图1中I处的局部放大图;
图3为图1中II处的局部放大图;
图4为焦距调整机构的结构示意图;
图5为焦距调整机构的结构拆解图;
图6为外套的侧视图;
图7为内筒的结构示意图。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案:
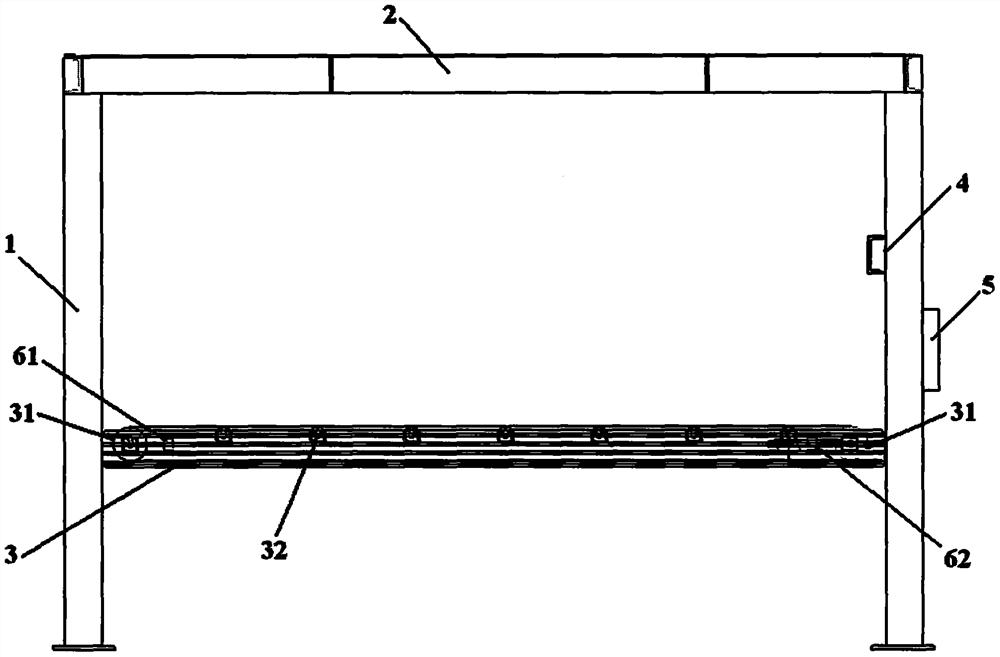
具体实施方式一:如图1所示,本实施方式中所述的用于车铣复合机床的激光加热自动监测系统包括车铣复合机床、温控机构、机械臂组件、龙门连接架1、底座2、第三液压缸19和两个机器视觉机构,
龙门连接架1设置在底座2的一侧,机械臂组件设置在底座2的另一侧,且机械臂组件与底座2滑动连接,第三液压缸19固定连接在底座2上,机械臂组件与第三液压缸19伸缩杆的端头部固定连接,机械臂组件通过第三液压缸19进行驱动,实现与底座2的相对滑动,车铣复合机床设置在底座2的上表面且处于龙门连接架1上的上横梁的下方,两个机器视觉机构并排设置,且两个机器视觉机构分别与龙门连接架1上的上横梁滑动连接,温控机构设置在机械臂组件上,且正对车铣复合机床,所述的温控机构用于加热工件、自动监测及调整加热温度;
所述的两个机器视觉机构分别用于监测车、铣的加工状态,即其中一个机器视觉机构用于监测车削加工状态,另一个机器视觉机构用于监测铣削加工状态,并分别反馈给机械臂组件和车铣复合机床。
在加工工件的过程中,图像识别技术将其获取位置图像特征转化成数字信号反馈给第三液压缸19,第三液压缸19驱动机械臂组件伴随工件的移动而移动。
本发明通过温控机构加热工件,并通过温控机构采集工件上的激光加热光斑和红外测温光斑的位置图像,通过机器视觉机构采集切屑图像,
通过图像识别技术利用计算机对采集的位置图像和切屑图像进行处理、分析和理解,图像识别技术将其获取的位置图像特征转化成数字信号反馈给温控机构,用于调整加热温度,保证在加工工件过程中,加热温度保持不变;图像识别技术将其获取的切削图像特征(切屑的大小、连续性等状态)转化成数字信号反馈给车铣复合机床,用来调整切削参数,以达到温度自控和调整切削状态的目的。
具体实施方式二:如图1所示,本实施方式中,所述的机械臂组件包括机械臂安装座3、第一机械臂4和第二机械臂5,第一机械臂4的一端与机械臂安装座3的顶端铰连接,第一机械臂4的另一端与第二机械臂5的一端铰连接,第二机械臂5的另一端与温控机构固连。
机械臂安装座3的下端与第三液压缸19伸缩杆的端头部固定连接。
其他组成及连接方式与具体实施方式一相同。
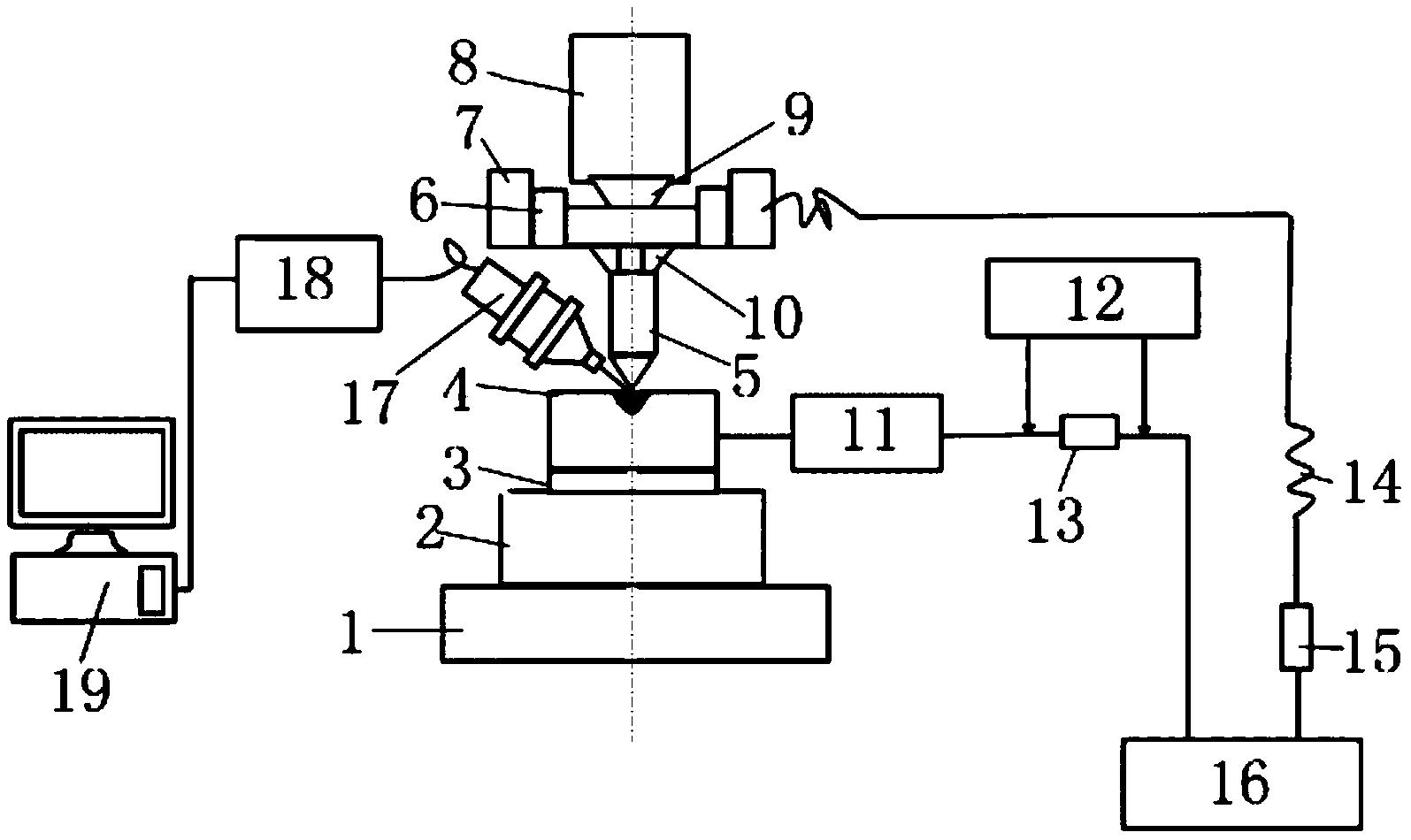
具体实施方式三:如图1和图2所示,本实施方式中,所述的温控机构包括红外测温相机6、激光器7、焦距调整机构8和摄像头9,焦距调整机构8设置在所述第二机械臂5另一端的上表面上,摄像头9设置在所述第二机械臂5另一端的下表面上,激光器7设置在所述第二机械臂5另一端的端头部,红外测温相机6固定安装在焦距调整机构8内。
其中激光器用于加热工件;红外测温相机用于获取激光器加热工件过程中工件的温度和工件表面激光吸收率的大小;摄像头用于采集工件上的激光加热光斑和红外测温光斑的位置图像。其他组成及连接方式与具体实施方式二相同。
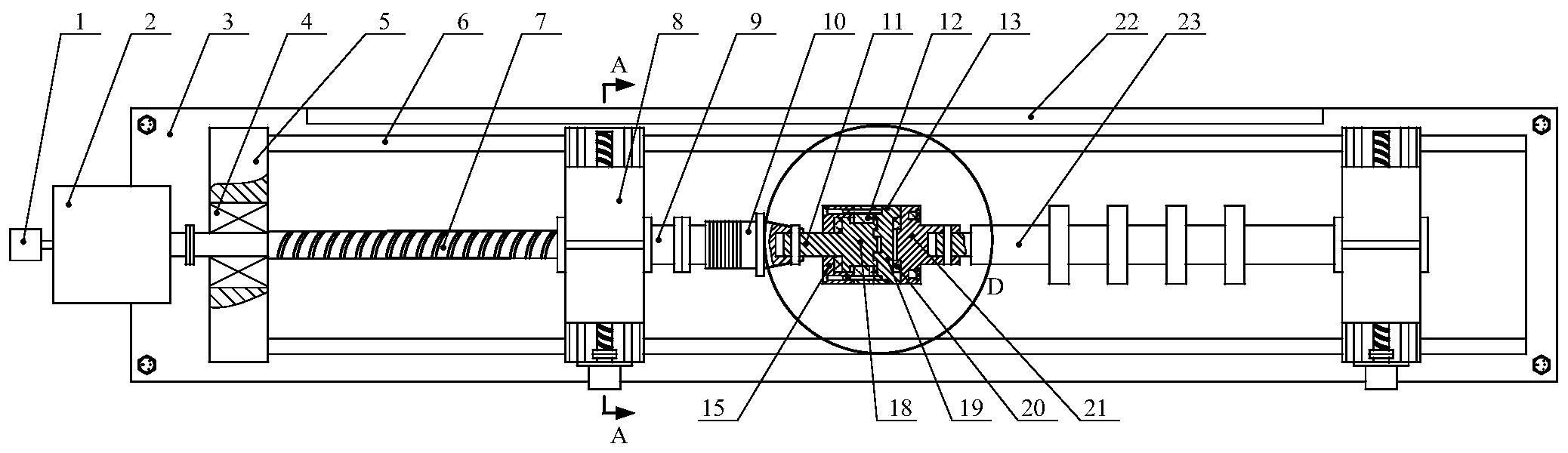
具体实施方式四:如图4所示,本实施方式中,所述的焦距调整机构8包括安装座8-1、外套8-2、内筒8-3、镜片固定架8-4、镜片、第四液压缸和两根固定杆8-5,安装座8-1固定安装在所述第二机械臂5另一端的上表面上,外套8-2插装在安装座8-1上的圆孔中,内筒8-3设置在外套8-2中,两根固定杆8-5上下并排设置,每根固定杆8-5的一端固连在外套8-2的一侧端面上,每根固定杆8-5的另一端铰接在镜片固定架8-4上,镜片安装在镜片固定架8-4内,第四液压缸的缸体部分固定连接在安装座8-1上,第四液压缸伸缩杆的端头部与外套8-2固定连接,外套8-2与内筒8-3的相对滑动通过第四液压缸来实现;
镜片固定架8-4内设置有8个固定卡扣,镜片卡在8个固定卡扣内,所述的镜片为凹透镜。
其他组成及连接方式与具体实施方式三相同。
具体实施方式五:如图5和图6所示,本实施方式中,所述的外套8-2是由上下两半弧形板8-2-1组成,处于内筒8-3上方的弧形板8-2-1的内壁处设置有一个方形凸起8-2-2;
如图7所示,所述的内筒8-3的外圆周壁上沿着内筒的轴线方向设置有一个滑槽8-3-1,方形凸起8-2-2与滑槽8-3-1相匹配;
所述的镜片固定架8-4上、下两端面分别开有一个豁口,其中一个固定杆8-5的一端固接在处于内筒8-3上方的弧形板8-2-1的侧端面上,所述其中一个固定杆8-5的另一端通过转轴铰接在镜片固定架8-4上的上端面处的豁口中,另一个固定杆8-5的一端固接在处于内筒8-3下方的弧形板8-2-1的侧端面上,所述另一个固定杆8-5的另一端通过转轴铰接在镜片固定架8-4上的下端面处的豁口中;
内筒8-3设置在上下相对设置的两片弧形板8-2-1之间,内筒8-3可与处于内筒下方的弧形板8-2-1固定连接,方形凸起8-2-2处于滑槽8-3-1的滑道内,因此处于内筒8-3上方的弧形板8-2-1与内筒8-3之间可相对滑动,
红外测温相机6固定安装在内筒8-3中,当需要调整红外测温相机6与凹透镜之间的光路角度时,通过第四液压缸带动处于内筒8-3上方的弧形板8-2-1直线运动,弧形板8-2-1上的方形凸起8-2-2沿着内筒8-3上滑槽8-3-1的滑道滑动,处于内筒8-3上方的弧形板8-2-1带动与其连接的固定杆8-5直线运动,进而所述的固定杆8-5带动镜片固定架8-4转动,镜片固定架8-4产生一定的倾斜,通过改变镜片与红外测温相机6之间的光路角度进行对焦,直至红外测温相机6对焦成功。
其他组成及连接方式与具体实施方式四相同。
具体实施方式六:本实施方式中,为了防止处于内筒8-3上方的弧形板8-2-1相对于内筒8-3滑动的距离过长,而导致镜片固定架8-4倾斜角度过大,所述的滑槽8-3-1的长度为内筒8-3长度的一半。
其他组成及连接方式与具体实施方式五相同。
具体实施方式七:如图1所示,本实施方式中,每个机器视觉机构包括全局相机10和位置调整机构,位置调整机构包括第一液压缸11、横梁滑块12和第二液压缸13,全局相机10固装在第一液压缸11伸缩杆的顶端,第一液压缸11的缸体部分固接在横梁滑块12上,横梁滑块12与龙门连接架1上的上横梁滑动连接,第二液压缸13固装在龙门连接架1上的上横梁上,且第二液压缸13伸缩杆的顶端固接在横梁滑块12上。
所述的第一液压缸11和第二液压缸13用于调整全局相机10的位置,其中一个全局相机10用于监测工件的车削加工状态,另一个全局相机10用于监测工件的铣削加工状态;
本发明通过两个全局相机获取工件的切屑状态图像,并通过图像识别技术利用计算机对所采集的图像进行处理和分析,监控工件的切屑状态,并将切屑的大小、连续性等状态反馈给车铣复合机床,并调整车刀或铣刀的切削参数。
其他组成及连接方式与具体实施方式六相同。
具体实施方式八:如图1和图3所示,本实施方式中,所述的车铣复合机床包括车床机构18和铣床机构15,车床机构18上设置有夹盘14和车刀16,铣床机构15上设置有铣刀17。
夹盘14用于夹持工件,车刀16对工件进行车削加工,铣刀17对工件进行铣削加工。
其他组成及连接方式与具体实施方式七相同。
具体实施方式九:本实施方式中,所述的用于车铣复合机床的激光加热自动监测系统的激光加热监测方法,具体监测和调整的步骤如下:
步骤一,固定工件:将工件夹持在夹盘14上;
步骤二,定位激光加热光斑的位置:打开激光器7和摄像头9,利用摄像头9采集激光加热光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给机械臂组件,机械臂组件接收到数字信号后调整其在底座2上的位置,保证激光加热光斑处于工件上;
步骤三,获取红外测温光斑的位置图像:打开红外测温相机6,利用摄像头9采集红外测温光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给焦距调整机构,焦距调整机构接收到数字信号后调整镜片固定架8-4的倾斜角度,通过改变镜片与红外测温相机6之间的光路角度进行对焦,保证激光加热光斑和红外测温光斑重合;
步骤四,利用两个全局相机10分别采集激光加热光斑和红外测温光斑的位置图像,图像识别技术将获取的图像特征转化成数字信号,并传输给位置调整机构,位置调整机构接收到数字信号后调整第一液压缸11和第二液压缸13的输出参数,保证两个全局相机10焦点均落在工件上,以实现全局相机10的对焦;
步骤五,利用车刀16车削工件;
步骤六,车削时,利用车削全局相机采集车削过程中的切屑图像,利用摄像头9采集红外光斑的图像,通过采集到的图像特征信息,反馈给机械臂组件、车床机构18和激光器7,调整机械臂的运动和激光器的功率参数,车床机构18接收到数字信号后调整车刀16的切削参数,激光器7接收到数字信号后调整其加热温度,实现工件车削的实时监控和温度测量;
步骤七,利用铣刀17铣削工件;
步骤八,铣削时,利用铣削全局相机采集铣削过程中的切屑图像,利用摄像头9采集红外光斑的图像,通过采集到的图像特征信息,反馈给机械臂组件、铣床机构15和激光器7,调整机械臂的运动和激光器的功率参数,铣床机构15接收到信号后调整铣刀17的切削参数,激光器7接收到数字信号后调整其加热温度,实现工件铣削的实时监控和温度测量。
具体实施方式十:本实施方式中,所述的步骤三中,在获取红外测温光斑位置图像的过程中,确定红外测温相机对焦成功:通过摄像头9采集红外测温光斑的位置图像,通过图像识别技术对采集的红外测温光斑的位置图像进行处理后,判断红外测温光斑的个数,如果红外测温光斑的个数为一个,表示红外测温相机对焦成功,如果红外测温光斑的个数为两个,表示红外测温相机对焦未成功,当红外测温光斑的个数为两个时,通过图像识别技术将获取的图像特征转化成数字信号,并传输给焦距调整机构8,焦距调整机构8接收到数字信号后调整镜片固定架8-4的倾斜角度,通过改变镜片与红外测温相机6之间的光路角度使得红外测温相机重新对焦,摄像头9采集一帧新的红外测温光斑的位置图像,图像识别技术对新采集的红外测温光斑的位置图像进行处理,重新判断红外测温光斑的个数,直到红外测温光斑的个数为一个,表示红外测温相机对焦成功,此时红外测温光斑与激光加热光斑重合。
其他组成及连接方式与具体实施方式九相同。
用于车铣复合机床的激光加热自动监测系统及监测方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0