








专利摘要
一种用埋弧堆焊和激光熔覆修复磨损热轧辊的方法,属于表面处理技术领域。包括以下工艺步骤:先用车床加工磨损热轧辊的磨损表面,去除表面裂纹和疲劳层,然后在轧辊表面堆焊高强韧过渡层,对堆焊修复的热轧辊进行热处理,加工至小于成品直径1.2-1.6mm,然后用激光熔覆同步送粉的方法在轧辊堆焊表面激光熔覆一层厚度为0.7-1.0mm耐高温磨损的工作层,最后精加工至规定尺寸和精度。本发明将堆焊和激光熔覆两种技术有机结合,与以往的生产制造工艺与方法相比,降低了生产成本,轧辊修复的风险小,修复轧辊使用寿命长。
权利要求
1.一种用埋弧堆焊和激光熔覆修复磨损热轧辊的方法,其特征在于,先用车床车削加工磨损热轧辊的磨损表面,去除表面裂纹和疲劳层,然后在轧辊表面堆焊高强韧过渡层,对堆焊修复的热轧辊进行热处理,然后加工至小于成品直径1.2-1.6mm,然后用激光熔覆同步送粉的方法在堆焊表面激光熔覆一层耐高温磨损的工作层,最后精加工至规定尺寸和精度,其具体工艺步骤为:
①将磨损热轧辊的磨损表面进行车削加工,去除磨损表面的疲劳层和裂纹,得到光洁的轧辊表面;
②对轧辊表面进行磁粉探伤检测有无裂纹,若有裂纹,局部继续车至无裂纹;
③将轧辊平稳放入加热炉预热,预热温度300-350℃,预热保温时间4-10小时,并用红外线测温仪测量温度;
④然后在上述磨损热轧辊表面埋弧堆焊高强韧过渡层,其堆焊完的尺寸比轧辊成品直径大3.0-4.5mm,轧辊堆焊过程中,焊接层间温度控制在200-300℃;
⑤将步骤④堆焊修复后的热轧辊进行热处理,炉膛初始温度应控制在280-350℃,轧辊随炉加热至560-600℃,保温时间4-6小时,随炉冷却,温度降至150℃以下出炉空冷至室温,然后加工至小于成品直径1.2-1.6mm;
⑥最后在轧辊堆焊表面,利用光纤激光器,配合激光同步送粉装置,激光熔覆一层单边厚度为0.7-1.0mm耐高温磨损的工作层,最后精加工至规定尺寸和精度。
2.按照权利要求1所述的一种用埋弧堆焊和激光熔覆修复磨损热轧辊的方法,其特征在于,埋弧堆焊过渡层的化学成分及质量分数为:0.15~0.25%C,0.10~0.50%Si,0.80~1.50%Mn,0.55~1.20%Mo,0.35~0.85%Ni,1.50~2.85%Cr,0.06~0.09%Y,S<0.030%,P<0.035%,余量为Fe和不可避免的杂质。
3.按照权利要求1所述的一种用埋弧堆焊和激光熔覆修复磨损热轧辊的方法,其特征在于,激光熔覆耐高温磨损工作层的化学成分及质量分数为:1.1~1.4%C,15~18%Cr,3.50~5.0%Si,3.0~4.5%W,3.0~4.5%Mo,3.0~4.5%B,Fe<8.0%,余量为Ni和不可避免的杂质。
说明书
技术领域
本发明公开了一种磨损部件埋弧堆焊和激光熔覆修复的方法,特别涉及一种用埋弧堆焊和激光熔覆修复磨损热轧辊的方法,属于表面处理技术领域。
背景技术
热轧辊是轧钢生产过程中的关键工具,在工作时承受机械载荷、热载荷和摩擦力的作用,热轧辊表面应具有良好的耐磨和耐热性能以及良好的抗断裂性能,这直接决定热轧产品质量,而且轧辊使用周期的长短与产品的成本密切相关。因此提高热轧辊表面耐磨性的研究已引起了国内外的广泛重视,热轧辊的材料不断得到改进和发展。为了提高热轧辊的表面耐磨性,热轧辊的材料不断地得到改进,其基本的发展过程是从冷硬铸铁到高铬铸铁到半高速钢和高速钢。
热轧辊的主要破坏形式为热疲劳破坏,即轧辊表面发生龟裂和剥落现象,同时,轧辊因过度磨损而报废也是其主要失效原因之一,轧辊表面一旦出现磨损失效,将导致整个轧辊报废,将引起巨大的材料浪费。因此对磨损失效的热轧辊修复强化成为长期困扰轧辊制造行业的重大难题。
堆焊修复是轧辊修复领域研究最多的技术,中国发明专利CN103418923A公开了一种磨损轧辊的堆焊修复方法,其特征在于先将磨损轧辊的磨损表面进行车削加工,然后在加工表面上堆焊高强韧过渡层,再在过渡层上堆焊耐磨工作层,然后对堆焊修复轧辊进行热处理,最后精加工至规定尺寸和精度,该发明通过开发新型堆焊材料和堆焊工艺,实现磨损轧辊堆焊修复层的高强度、高硬度,硬度均匀性好,具有良好的耐磨性和抗疲劳性能,从而实现堆焊修复轧辊的延寿,堆焊修复主要是采用适合的工艺和合适的堆焊材料将磨损的轧辊恢复到原始尺寸,修复材料成本相对比较低,修复效率高,主要缺点是堆焊时容易产生裂纹、夹渣等缺陷,硬度和表面耐高温耐磨性不够高。
激光熔覆技术是一种高效、节能和环保的表面改性技术,它通过熔覆材料在基体表面快速熔凝,提高材料的表面性能,在航空航天、军事、汽车、造船、钢铁等领域有着巨大的应用前景,与传统的表面改性技术相比,激光熔覆具有熔覆层稀释率低、使用材料体系范围广、结合强度高、对基体材料热影响较小、可对失效零部件进行部分修复、涂层厚度可控、易于实现自动化等优点,可以提高材料表面的耐磨、耐腐蚀、耐高温抗氧化等性能,同时降低贵重金属的消耗,因此该技术在材料表面改性方面具有广阔的应用前景,在提高轧辊表面耐磨性、延长轧辊使用寿命方面得到了广泛的研究。中国发明专利CN104404510A公开了一种激光熔覆制备梯度修复冷轧辊的方法,主要包括对冷轧辊的待修复区进行打磨、清洁和喷砂处理,在冷轧辊的待修复区表面铺置钎剂,再将钎料粉末铺置在钎剂上,通过高温加热方式制备得到第一过渡层,将过渡粉末铺置在第一过渡层表面,通过激光熔覆操作制备得到第二过渡层,最后将合金粉末铺置在第二过渡层表面,通过激光熔覆操作制备得到第三梯度层,主要从熔覆层的结构设计入手,将熔覆层设计为具有多层结构的合金梯度层,解决了冷轧辊修复后易产生裂纹、结合强度较低、易产生脱落等问题。激光修复的主要缺点是激光熔覆材料成本高、熔覆效率低。
本发明将堆焊技术和激光熔覆技术有机结合起来,发挥各自的技术优势,避开各自的不足,该方法中的堆焊技术相比单一的堆焊修复降低了技术要求,采用低合金、低含碳量的焊接材料,降低了堆焊过程中开裂的可能性,使得修复的成功率大幅度提高,堆焊过程中主要完成了对轧辊尺寸的修复,由于轧辊尺寸基本上符合要求,所以并不需要较多的高成本的激光熔覆材料,相比单一激光熔覆修复轧辊大大降低了修复成本,通过激光熔覆后工作表面性能好,修复速度快,且不受轧辊形状限制,修复成功率高。
发明内容
本发明针对现有磨损热轧辊在修复过程中存在的问题,通过埋弧堆焊和激光熔覆相结合的新型工艺,实现磨损热轧辊修复层与基体结合强度高,不容易开裂,修复层表面具有高强度、高硬度、良好的耐磨性和抗疲劳性能,从而实现修复热轧辊的延寿。
本发明可以通过以下措施来实现:
先用车床车削加工磨损热轧辊的磨损表面,去除表面裂纹和疲劳层,然后在轧辊表面堆焊高强韧过渡层,对堆焊修复的热轧辊进行热处理,然后加工至小于成品直径1.2-1.6mm,然后用激光熔覆同步送粉的方法在堆焊表面激光熔覆一层耐高温磨损的工作层,最后精加工至规定尺寸和精度。其具体工艺步骤为:
①将磨损热轧辊的磨损表面进行车削加工,去除磨损表面的疲劳层和裂纹,得到光洁的轧辊表面;
②对轧辊表面进行磁粉探伤检测有无裂纹,若有裂纹,局部继续车至无裂纹;
③将轧辊平稳放入加热炉预热,预热温度300-350℃,预热保温时间4-10小时,并用红外线测温仪测量温度;
④然后在上述磨损热轧辊表面埋弧堆焊高强韧过渡层,其堆焊完的尺寸比轧辊成品直径大3.0-4.5mm,轧辊堆焊过程中,焊接层间温度控制在200-300℃;
⑤将步骤④堆焊修复后的热轧辊进行热处理,炉膛初始温度应控制在280-350℃,轧辊随炉加热至560-600℃,保温时间4-6小时,随炉冷却,温度降至150℃以下出炉空冷至室温,然后加工至小于成品直径1.2-1.6mm;
⑥最后在轧辊堆焊表面,利用光纤激光器,配合激光同步送粉装置,激光熔覆一层单边厚度为0.7-1.0mm耐高温磨损的工作层,最后精加工至规定尺寸和精度。
所述埋弧堆焊过渡层的化学成分及质量分数为:0.15~0.25%C,0.10~0.50%Si,0.80~1.50%Mn,0.55~1.20%Mo,0.35~0.85%Ni,1.50~2.85%Cr,0.06~0.09%Y,S<0.030%,P<0.035%,余量为Fe和不可避免的杂质。
所述激光熔覆耐高温磨损工作层的化学成分及质量分数为:1.1~1.4%C,15~18%Cr,3.5~5.0%Si,3.0~4.5%W,3.0~4.5%Mo,3.0~4.5%B,Fe<8.0%,余量为Ni和不可避免的杂质。
本发明在堆焊过渡层中,碳含量控制在0.15~0.25%,在堆焊材料的设计中,C是最重要的强化元素,同时也是致脆元素,C具有间隙固溶强化的作用,使堆焊层具有很好的韧性,另外,加入0.10~0.50%Si,0.80~1.50%Mn,0.55~1.20%Mo,0.35~0.85%Ni,1.50~2.85%Cr,可以起到固溶强化的作用,有利于堆焊层强度的提高。加入0.06~0.09%Y,可以细化和净化堆焊层材料,提高堆焊层韧性和塑形。
本发明在激光熔覆耐磨工作层中,以Ni合金为基体,加入1.1~1.4%C,15~18%Cr,3.0~4.5%W,3.0~4.5%Mo,主要是提高工作层的硬度、耐磨性和抗高温性能,同时加入3.5~5.0%Si,3.0~4.5%B,主要是B,Si都是造渣元素,在熔覆层表面覆盖一层较薄的熔渣。激光熔覆过程中形成的熔渣可以隔绝环境气氛,避免合金元素的烧损和氧化。
附图说明
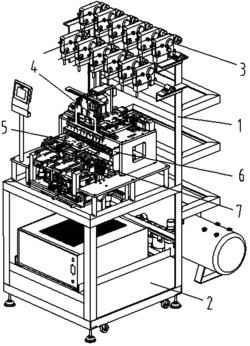
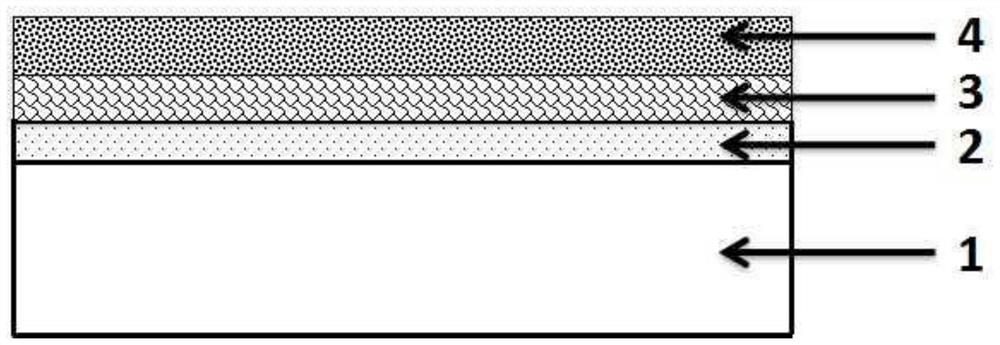
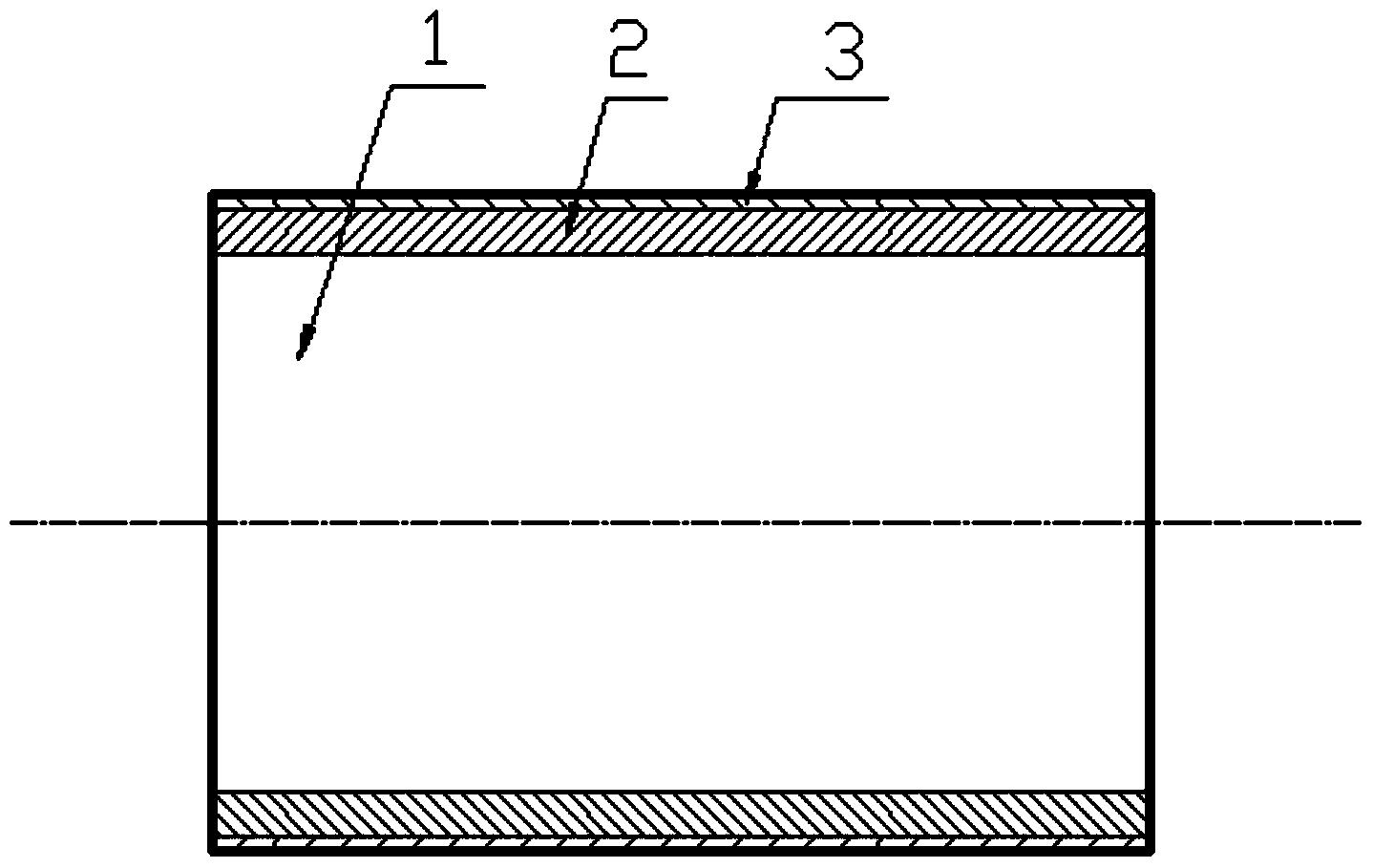
图1为埋弧堆焊和激光熔覆复合修复热轧辊结构示意图。
图1中,1-热轧辊基体部分,2-埋弧堆焊过渡层,3-激光熔覆耐磨工作层。
图2为实施例1所得熔覆层显微组织图。
具体实施方式
下面结合实施例对本发明做进一步详述,但本发明并不限于以下实施例。
实施例1:
一种轧辊直径 的磨损热轧辊的埋弧堆焊和激光熔覆修复方法,轧辊母体材料为42CrMo,包括以下工艺步骤:先用车床车削加工磨损热轧辊的磨损表面,去除表面裂纹和孔洞,然后在轧辊表面堆焊高强韧过渡层,对堆焊修复的热轧辊进行热处理,加工至小于成品直径1.2mm,然后用激光熔覆同步送粉的方法在堆焊表面激光熔覆一层耐高温磨损的工作层,最后精加工至规定尺寸和精度。其具体工艺步骤为:
①将磨损热轧辊的磨损表面进行车削加工,单边车去5mm,去除表面的疲劳层和裂纹,得到光洁的轧辊表面;
②辊面进行磁粉探伤检测无裂纹。
③将热轧辊平稳放入加热炉预热,预热温度350℃,预热保温时间4小时,用红外线测温仪测量温度。
④然后在上述磨损热轧辊表面堆焊高强韧过渡层,其堆焊完的尺寸比轧辊成品直径大3.0mm,轧辊堆焊过程中,焊接层间温度控制在200-270℃;
⑤将上述堆焊修复后的热轧辊进行热处理,炉膛初始温度应控制在280℃,轧辊随炉加热至600℃,保温时间4小时,随炉冷却,温度降至150℃以下出炉空冷至室温,然后加工至小于成品直径1.2mm;
⑥最后在轧辊堆焊表面,利用6KW光纤激光器,配合激光同步送粉装置,激光熔覆一层单边厚度为0.7mm耐高温磨损的工作层,最后精加工至规定尺寸和精度,激光熔覆工艺参数:激光功率2000W,扫描速度4mm/s,送粉率15g/min,光斑直径5×5mm,氩气流量15L/min,该熔覆层表面显微硬度可达到700HV,熔覆层显微组织见图2。
所述埋弧堆焊过渡层的化学成分及质量分数为:0.18%C,0.37%Si,0.99%Mn,0.58%Mo,0.85%Ni,1.77%Cr,0.061%Y,0.015%S,0.028%P,余量为Fe和不可避免的杂质;
所述激光熔覆耐高温磨损工作层的化学成分及质量分数为:1.12%C,15.24%Cr,3.68%Si,4.45%W,3.09%Mo,4.47%B,3.15%Fe,余量为Ni和不可避免的杂质。
实施例2:
一种轧辊直径 的磨损热轧辊的埋弧堆焊和激光熔覆修复方法,轧辊母体材料为30Mn5,包括以下工艺步骤:先用车床车削加工磨损热轧辊的磨损表面,去除表面裂纹和孔洞,然后在轧辊表面堆焊高强韧过渡层,对堆焊修复的热轧辊进行热处理,然后加工至小于成品直径1.6mm,然后用激光熔覆同步送粉的方法在堆焊表面激光熔覆一层耐高温磨损的工作层,最后精加工至规定尺寸和精度。其具体工艺步骤为:
①将磨损热轧辊的磨损表面进行车削加工,单边车去4mm,去除表面的疲劳层和裂纹,得到光洁的轧辊表面;
②辊面进行磁粉探伤检测有裂纹,局部车至无裂纹。
③将热轧辊平稳放入加热炉预热,预热温度300℃,预热保温时间10小时,用红外线测温仪测量温度。
④然后在上述磨损热轧辊表面堆焊高强韧过渡层,其堆焊完的尺寸比轧辊成品直径大4.5mm,轧辊堆焊过程中,焊接层间温度控制在240-300℃;
⑤将上述堆焊修复后的热轧辊进行热处理,炉膛初始温度应控制在350℃,轧辊随炉加热至560℃,保温时间6小时,随炉冷却,温度降至150℃以下出炉空冷至室温,然后加工至小于成品直径1.6mm;
⑥最后在轧辊堆焊表面,利用6KW光纤激光器,配合激光同步送粉装置,激光熔覆一层单边厚度为1.0mm耐高温磨损的工作层,最后精加工至规定尺寸和精度,激光熔覆工艺参数:激光功率2000W,扫描速度4mm/s,送粉率15g/min,光斑直径5×5mm,氩气流量15L/min。该熔覆层表面显微硬度可达到713HV
所述埋弧堆焊过渡层的化学成分及质量分数为:0.24%C,0.49%Si,1.26%Mn,1.14%Mo,0.37%Ni,2.61%Cr,0.088%Y,0.010%S,0.024%P,余量为Fe和不可避免的杂质;
所述激光熔覆耐高温磨损工作层的化学成分及质量分数为:1.38%C,17.50%Cr,4.81%Si,3.09%W,4.28%Mo,3.04%B,2.99%Fe,余量为Ni和不可避免的杂质。
实施例3:
一种轧辊直径 的磨损热轧辊的埋弧堆焊和激光熔覆修复方法,轧辊母体材料为21CrMoV12-1,包括以下工艺步骤:先用车床车削加工磨损热轧辊的磨损表面,去除表面裂纹和孔洞,然后在轧辊表面堆焊高强韧过渡层,对堆焊修复的热轧辊进行热处理,然后加工至小于成品直径1.5mm,然后用激光熔覆同步送粉的方法在堆焊表面激光熔覆一层耐高温磨损的工作层,最后精加工至规定尺寸和精度。其具体工艺步骤为:
①将磨损热轧辊的磨损表面进行车削加工,单边车去6mm,去除表面的疲劳层和裂纹,得到光洁的轧辊表面;
②辊面进行磁粉探伤检测无裂纹。
③将热轧辊平稳放入加热炉预热,预热温度320℃,预热保温时间8小时,用红外线测温仪测量温度。
④然后在上述磨损热轧辊表面堆焊高强韧过渡层,其堆焊完的尺寸比轧辊成品直径大3.8mm,轧辊堆焊过程中,焊接层间温度控制在220-280℃;
⑤将上述堆焊修复后的热轧辊进行热处理,炉膛初始温度应控制在310℃,轧辊随炉加热至580℃,保温时间5小时,随炉冷却,温度降至150℃以下出炉空冷至室温,然后加工至小于成品直径1.5mm;
⑥最后在轧辊堆焊表面,利用6KW光纤激光器,配合激光同步送粉装置,激光熔覆一层单边厚度为0.9mm耐高温磨损的工作层,最后精加工至规定尺寸和精度,激光熔覆工艺参数:激光功率2000W,扫描速度4mm/s,送粉率15g/min,光斑直径5×5mm,氩气流量15L/min。该熔覆层表面显微硬度可达到722HV.
所述埋弧堆焊过渡层的化学成分及质量分数为:0.21%C,0.30%Si,1.14%Mn,0.87%Mo,0.62%Ni,1.99%Cr,0.073%Y,0.021%S,0.033%P,余量为Fe和不可避免的杂质;
所述激光熔覆耐高温磨损工作层的化学成分及质量分数为:1.28%C,16.82%Cr,3.94%Si,391%W,3.86%Mo,3.75%B,1.54%Fe,余量为Ni和不可避免的杂质。
本发明堆焊和激光熔覆修复热轧辊工作层硬度高,硬度均匀性好,过渡层具有良好的强韧性,在使用过程中辊面磨损均匀,未出现剥落和开裂现象,本发明堆焊和激光熔覆修复热轧辊的耐磨性,比采用单一堆焊修复方法修复热轧辊提高40%以上,推广本发明堆焊和激光熔覆修复热轧辊技术,具有良好的经济和社会效益。
一种用埋弧堆焊和激光熔覆修复磨损热轧辊的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0