

IPC分类号 : B24B1/00,B24B1/04,B24B31/00,B24B31/10,B24B31/12






专利摘要
一种用于去除群孔毛刺的设备,包括框架、XYZ三轴滑台、超声波辅助装置、磁极盘,所述XYZ三轴滑台安装在框架的上部,在所述XYZ三轴滑台的Z轴滑台的滑块上安装有旋转电机,所述旋转电机主轴连接超声波辅助装置,所述超声波辅助装置底部连接磁极盘。本实用新型基于超声磁粒复合研磨技术,结合研磨轨迹规划,对群孔结构工件单侧进行毛刺去除,群孔毛刺的去除质量和去除效率均比传统人工打磨方式有了大幅提升,而且孔缘研磨均匀性好,不会损伤孔缘;可以实现自动化毛刺去除,工作环境得以改善,且人工成本得以降低。
权利要求
1.一种用于去除群孔毛刺的设备,其特征在于,包括框架、XYZ三轴滑台、超声波辅助装置、磁极盘,所述XYZ三轴滑台安装在框架的上部,在所述XYZ三轴滑台的Z轴滑台的滑块上安装有旋转电机,所述旋转电机主轴连接超声波辅助装置,所述超声波辅助装置底部连接磁极盘。
2.根据权利要求1所述的一种用于去除群孔毛刺的设备,其特征在于,所述磁极盘底部径向开设若干个矩形沟槽,在沟槽之间镶嵌有瓦状磁石,所述瓦状磁石对称设置。
3.根据权利要求1所述的一种用于去除群孔毛刺的设备,其特征在于,所述XYZ三轴滑台包括X轴滑台、Y轴滑台、Z轴滑台,所述X轴滑台为两个丝杠滑轨,分别安装在框架上端的两侧;所述Y轴滑台也为丝杠滑轨,Y轴滑台的两端安装在X轴滑台两个丝杠滑轨的滑块上,所述Z轴滑台也为丝杠滑轨纵向安装在Y轴滑台的滑块上。
说明书
技术领域
本实用新型涉及机械加工制造领域,尤其涉及一种用于去除群孔毛刺的设备。
背景技术
在航空航天、仪器仪表、医疗器械和汽车等工业领域中,以群孔为关键结构的零部件使用越来越广泛,如隔热屏、喷丝板、电子显微光栅、微喷嘴、过滤网和冷气导管等。目前,群孔多采用机械加工、激光加工和电火花加工等方法制造。激光加工效率高,但其加工后的孔壁有再铸层和微裂纹;电火花加工中工具电极有损耗;机械加工相对成本较低,但在孔缘处容易产生毛刺,这些毛刺多采用人工打磨的方式去除,毛刺去除的质量与人工的技能水平有着直接关系,去除过程中极易出现孔缘的过磨现象,毛刺去除的一致性难以保证;另外打磨时存在毛刺翻入孔内的状况,使得群孔毛刺的去除效率不高;打磨毛刺时噪音大,粉尘大,作业环境较差。
专利文件CN201520309724.4(自动超声研磨机),公开了一种自动超声波研磨机利用自动上料,自动下料,自动磨针,自动对心,可以同时控制多台研磨机进行研磨,但是研磨的质量难以保证。查阅资料,专利文件CN200720042026.8(聚能式超声波研磨去毛刺装置),公开了一种去毛刺装置利用超声波在液体介质中传导的方法,可以达到人工难以到达的位置上去除毛刺,但是去除的效率较低。
实用新型内容
本实用新型的目的在于提供一种用于去除群孔毛刺的设备,本实用新型基于超声磁粒复合研磨技术,结合研磨轨迹规划,对群孔结构工件单侧进行毛刺去除,群孔毛刺的去除质量和去除效率均比传统人工打磨方式有了大幅提升,而且孔缘研磨均匀性好,不会损伤孔缘;可以实现自动化毛刺去除,工作环境得以改善,且人工成本得以降低。
为实现上述目的,本实用新型采用以下技术方案实现:
一种用于去除群孔毛刺的设备,包括框架、XYZ三轴滑台、超声波辅助装置、磁极盘,所述XYZ三轴滑台安装在框架的上部,在所述XYZ三轴滑台的Z轴滑台的滑块上安装有旋转电机,所述旋转电机主轴连接超声波辅助装置,所述超声波辅助装置底部连接磁极盘。
所述磁极盘底部径向开设若干个矩形沟槽,在沟槽之间镶嵌有瓦状磁石,所述瓦状磁石对称设置。
所述XYZ三轴滑台包括X轴滑台、Y轴滑台、Z轴滑台,所述X轴滑台为两个丝杠滑轨,分别安装在框架上端的两侧;所述Y轴滑台也为丝杠滑轨,Y轴滑台的两端安装在X轴滑台两个丝杠滑轨的滑块上,所述Z轴滑台也为丝杠滑轨纵向安装在Y轴滑台的滑块上。
与现有的技术相比,本实用新型的有益效果是:
本实用新型针对群孔开发了压力均布,可以同时研磨多个孔的磁极;开发了使磁极Z向高频振动辅以XYZ三向移动,且XY平面内运动轨迹正弦的运动方式;XYZ三轴配合作用实现了对群孔毛刺的高效和高质量去除,基于磁力研磨的特点,孔缘毛刺去除后,棱边保持较好,不会出现过渡磨损现象。
磁极在旋转的同时沿轴线方向振动,同时还伴随着Z轴大振幅低频率的上下移动,从而使得磨粒运动轨迹复杂化,研磨行程得到增加;Z轴大振幅低频上下运动,加大了磨粒的翻滚,促进了切削刃的更叠;同时又由于磨粒运动时受到周边磨粒挤压和磁场束缚等多重因素的影响,磨粒对孔的加工方向也不断变化,切削方向上呈现多向性效果;超声波振动会引起磁极与孔的间距呈周期性变化,加速了磁性磨粒的翻滚更新,磨粒频繁的运动,提高了其切削刃的利用率,研磨效率也得到提高。
本实用新型设计的磁极盘表面均匀安装着多个瓦状磁石,即保证了吸附磨粒后,研磨区域内的压力基本均衡,研磨质量一致性好;又可以同时对磁极区域内部的多个孔同时进行研磨,研磨效率得到了提高,通过对磁极合理设计优化,按照一定规律增设矩形沟槽,增强了磨料的吸附力,使磁力刷增强了切削力,从而提高了研磨的均匀性。
附图说明
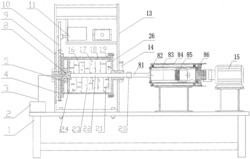
图1是本实用新型一种用于去除群孔毛刺的设备的外部轴侧图。
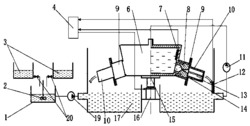
图2是本实用新型一种用于去除群孔毛刺的设备主体轴侧图。
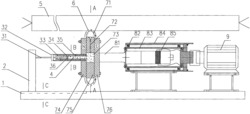
图3是本实用新型一种用于去除群孔毛刺的设备主视图。
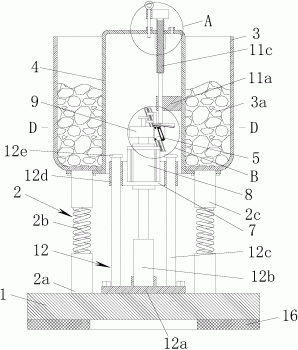
图4是超声波辅助装置的示意图。
图5是磁极盘结构立体图。
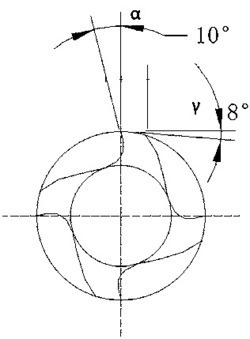
图6是磁极盘运动示意图。
图7是磁粒平面运动轨迹图。
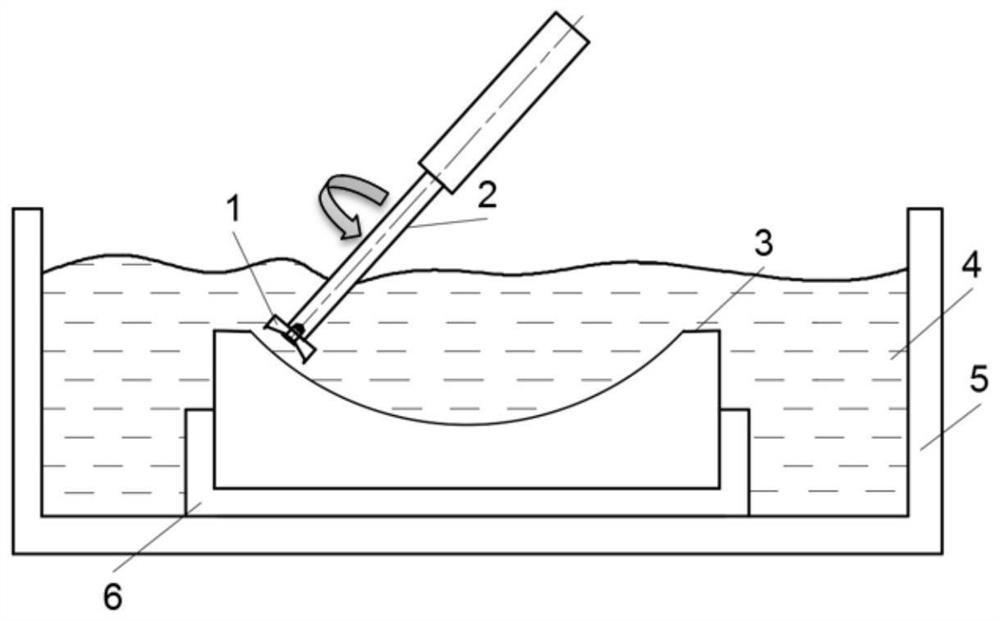
图8磁极研磨单个孔的示意图。
图中:1-箱体;2-电控柜;3-箱体推拉门;4-换能器;5-触摸屏;6-框架;7-定位块;8-螺栓;9-群孔工件;10-X轴驱动电机;11-丝杠;12-光杠;13-滑块;14-旋转电机支架;15-旋转电机;16-集电环;17-电刷;18-超声变幅杆;19-筒夹;20-磁极盘;21-Z轴驱动电机;22-磁极;23-磁极槽;24-Y轴驱动电机;25-磁性磨料;26-超声波发生器。
具体实施方式
下面对本实用新型做详细说明,但本实用新型的实施范围不仅仅限于下述的实施方式。
如图1-图8所示,一种用于去除群孔毛刺的设备,其特征在于,包括框架6、XYZ三轴滑台、超声波发生器、磁极盘20,所述XYZ三轴滑台安装在框架6的上部,在所述XYZ三轴滑台的Z轴滑台的滑块上安装有旋转电机15,所述旋转电机15主轴连接超声波辅助装置,所述超声波辅助装置底部连接磁极盘20。
所述磁极盘20底部径向开设若干个矩形沟槽23,在沟槽23之间镶嵌有瓦状磁石22,所述瓦状磁石22对称设置。
所述XYZ三轴滑台包括X轴滑台、Y轴滑台、Z轴滑台,所述X轴滑台为两个丝杠滑轨,分别安装在框架6上端的两侧;所述Y轴滑台也为丝杠滑轨,Y轴滑台的两端安装在X轴滑台两个丝杠滑轨的滑块上,所述Z轴滑台也为丝杠滑轨纵向安装在Y轴滑台的滑块13上。
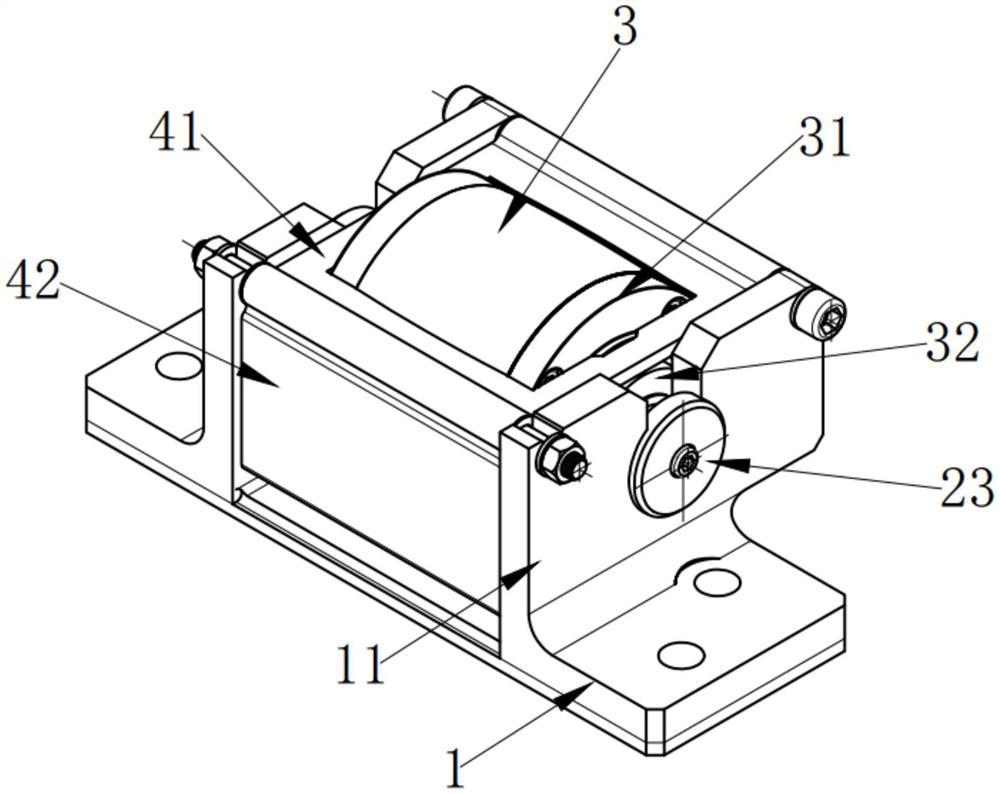
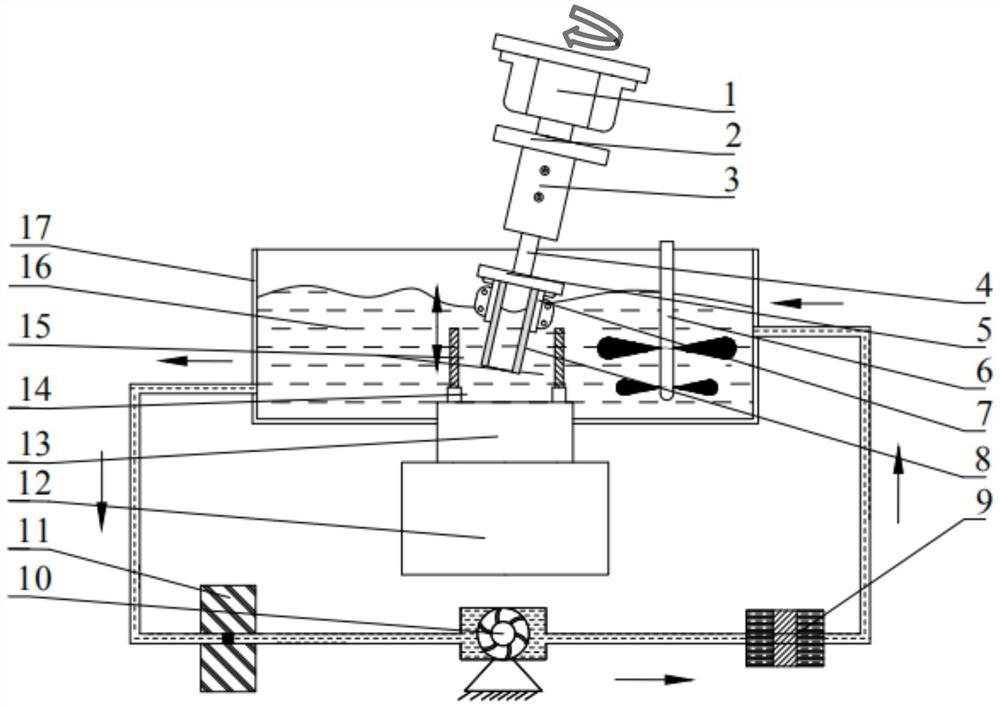
超声波辅助装置包括换能器4、超声变幅杆18、集电环16、电刷17,超声变幅杆18连接旋转电机15主轴,电控柜中的超声波发生器26通过直流电源将电信号传递给电刷17上的集电环16,由换能器4将电信号转换成高频机械轴向振动,经过超声变幅杆18放大振动传递到磁极盘20上。
箱体1设置有电控柜2,箱体推拉门3,电源开关和触摸屏5,用于去除群孔毛刺的设备安装在箱体1内。群孔工件9放置在定位块7上,群孔工件9的四周通过螺栓8限位,定位块7再通过螺栓固定在底边框架上,群孔工件9与磁极盘20之间留有用于充填磁性磨粒的间隙。启动电源开关,XYZ三轴滑台上的X轴驱动电机10、Y轴驱动电机24、Z轴驱动电机21(均为步进电机)得电工作,丝杠11旋转带动滑块13实现XYZ三轴的移动,Z轴滑台的滑块上固定有旋转电机支架14,旋转电机15为三相异步电动机,得电带动超声变幅杆18旋转,超声变幅杆18通过筒夹19和磁极盘20相连,镶嵌的磁极22带动吸附在在其表面的磨料旋转对群孔工件9上的群孔进行研磨。
研磨时,XYZ三轴滑台驱动磁粒研磨单元按照螺旋轨迹运动,即磁极盘20在高频振动下自转的同时也做水平移动并且在Z轴方向还进行着上下运动,Z轴为大振幅低频运动,研磨过程中磁粒的运动轨迹呈正弦规律,被研磨的群孔出口毛刺受到多方向的可变作用力,使得毛刺去除效率大幅提升,孔缘无损伤且均匀性好。
一种利用用于去除群孔毛刺的设备去除群孔出口毛刺的加工工艺,包括以下步骤:
1)将磨料、研磨液按体积1:3混合并搅拌均匀备用,磨料由三氧化二铝(Al2O3)和铁粉(Fe)按质量1:2的比例烧结而成,研磨液选用水基式研磨液;
2)将磁极盘置于加工区域的内,磁极盘20与群孔工件9留有加工间隙,充填备用的磨料和研磨液;
3)通过XYZ三轴滑台带动磁极盘在群孔工件表面做正弦运动,设定超声波振幅为20kHz、振幅为16μm,在超声波的高频振动下,Z轴产生大振幅低频的机械振动,孔出口毛刺被反复的研磨。
如图6所示,磁极盘20自转的同时,也向XY轴移动,还伴随着Z轴大振幅低频上下运动,如图7所示,Fc1为毛刺受到磁极自转所产生的力,Fc2为毛刺受到磁极公转所产生的力,Fc3为毛刺受到超声波高频振动所产生的力,三个力共同作用于出口毛刺上,另一边毛刺所受到的三个力分别为Fd1、Fd2、Fd3,群孔出口表面被反复的研磨,从而使得毛刺受到多方向的可变作用力,使得毛刺更容易折断和疲劳脱落,去除效率显著提升。复杂的轨迹使得毛刺受力根据磁力刷位置和状态不同而呈现多向性,加速了毛刺的疲劳脱落和磨损耗尽。
从图7中可以看出群孔出口的毛刺得到了充分的研磨,可以通过调节磁极的转速和XYZ三轴滑台的移动来适应群孔工件出口毛刺的变化,达到去除群孔出口毛刺的最佳效果。
实施例1:
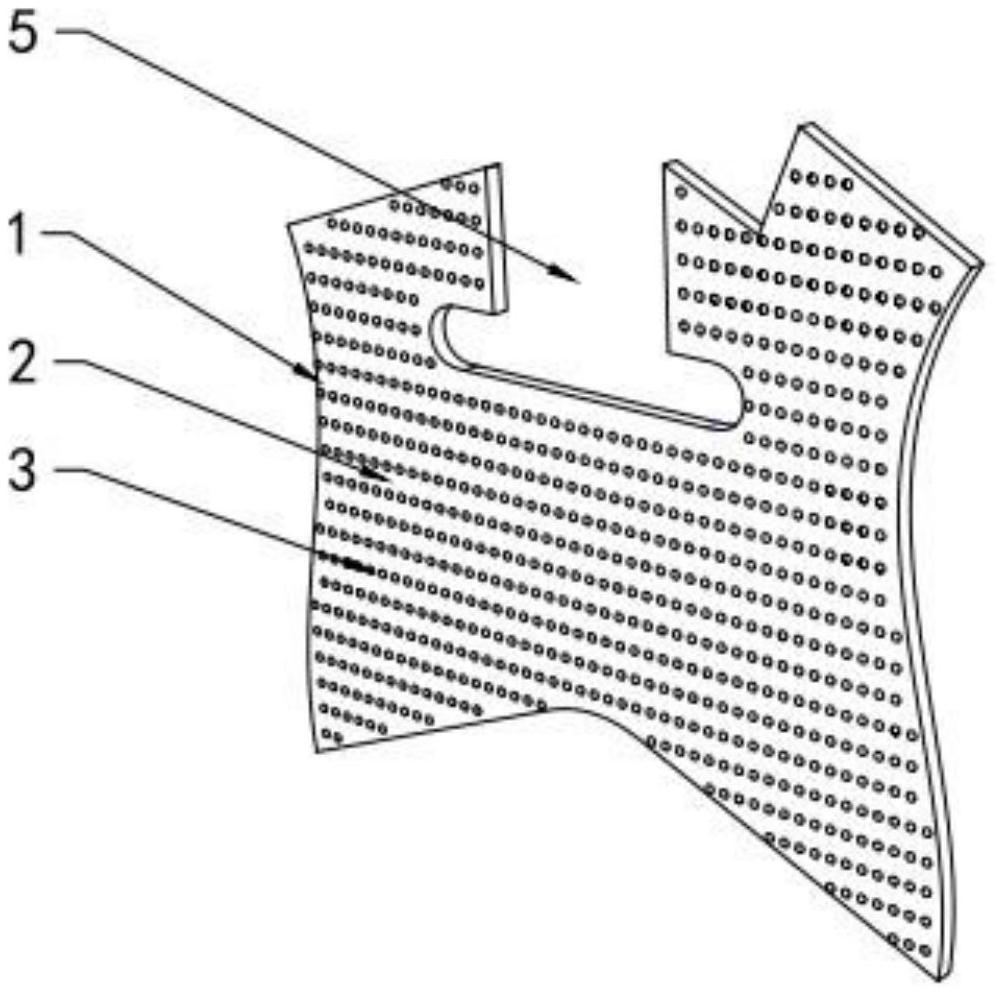
本实用新型可以研磨群孔直径为3mm~6mm的SUS304板型群孔工件,将群孔工件9定位到框架6的底端,群孔工件9长180mm,宽为180mm,厚度为1mm,群孔工件9上共有81个孔,孔的直径为5mm。
本实施例的加工条件为:磁极盘20尺寸为直径40mm,厚度25mm,磁性磨粒为60目,填充量为15克,研磨液为劳力恩SR-991水基式研磨液,加工间隙为2mm,超声波频率20kHz,研磨加工时间为60min。
研磨过程中,运动轨迹是一种正弦的运动,经本实用新型的设备及加工工艺研磨后,孔出口毛刺有效地去除,工件表面质量得以提高,工作效率也得到了提升。
实施例2:
本实施例中,工件材料为TC4,长230mm,宽230mm,厚度为1mm,横向孔数20,纵向孔数20,孔径5mm。要求孔缘毛刺完全去除,并保证较高的表面质量。
磁极盘尺寸为直径40mm,厚度25mm,磁性磨粒为60目,填充量为15克,研磨液为劳力恩SR-991水基式研磨液,加工间隙为2mm,超声波频率20kHz,研磨加工时间为60min。
经本实用新型的设备及加工工艺研磨后,孔出口毛刺有效地去除,工件表面形貌均匀,满足加工要求。
本实用新型针对人工去除毛刺的现状,采用超声磁粒复合研磨技术,结合研磨轨迹进行规划,开发了适应于群孔毛刺去除的设备和工艺,可以满足多种规格的非导磁性材料群孔毛刺去除的需要。本实用新型操作方便,并且去除质量和去除效率大幅提高。因毛刺去除主要基于磁性磨粒,合理控制工艺,可保证孔缘不会出现过磨现象。
一种用于去除群孔毛刺的设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0