








专利摘要
本发明提供了数控机床几何/热误差在线测量与补偿系统,属于数控机床误差测试与补偿技术领域。该数控机床几何/热误差在线测量与补偿系统包含硬件平台和测量与补偿软件两部分。硬件平台包括单向加速度传感器、数字IC式高精度温度传感器、多通道温度数据采集器和几何/热误差测量与补偿主机。测量与补偿软件在几何/热误差测量与补偿主机中运行,实现机床几何与热误差的测试与补偿,以及与FANUC数控系统通讯。本发明的优点在于通过加速度传感器实现了几何误差的快速高效测试,而不需要昂贵的专业仪器,并可以同时对几何和热误差进行在线实时补偿。
权利要求
1.一种数控机床几何/热误差在线测量与补偿系统,主要由测量与补偿系统硬件和测量与补偿系统软件两部分构成;测量与补偿系统硬件包括单向加速度传感器、数字IC式高精度温度传感器、多通道温度数据采集器和几何/热误差测量与补偿主机;测量与补偿系统软件在几何/热误差测量与补偿主机中运行,实现几何/热误差数据处理与补偿,以及与数控系统的通讯与数据读写;
其特征在于,
单向加速度传感器通过同轴屏蔽电缆与几何/热误差测量与补偿主机连接,将加速度信号以模拟量形式发送给几何/热误差测量与补偿主机;数字IC式高精度温度传感器通过四芯屏蔽电缆与多通道温度数据采集器连接,将温度数据基于单线双向通信协议发送给多通道温度数据采集器;一个多通道温度数据采集器最多连接十个温度传感器;多通道温度数据采集器通过三芯屏蔽电缆与几何/热误差测量与补偿主机连接,基于Modbus RTU通讯协议将各通道温度数据通过RS485通讯接口发送给几何/热误差测量与补偿主机;几何/热误差测量与补偿主机通过双绞线交叉电缆与FANUC数控系统连接,基于FOCAS II网络通讯协议进行通讯;
测量与补偿系统软件:
(1)基于加速度信号,应用进给轴几何误差辨识算法得出机床进给轴的直线度误差;进给轴几何误差辨识算法具体如下所示:
式中,s(t)为实时位移,
对式(1)求解,得到实时位移s(t)随轴向测试行程x的关系:
然后,应用两端点连线法,根据s(x)计算进给轴的直线度误差;具体计算方法如下:
式中,E
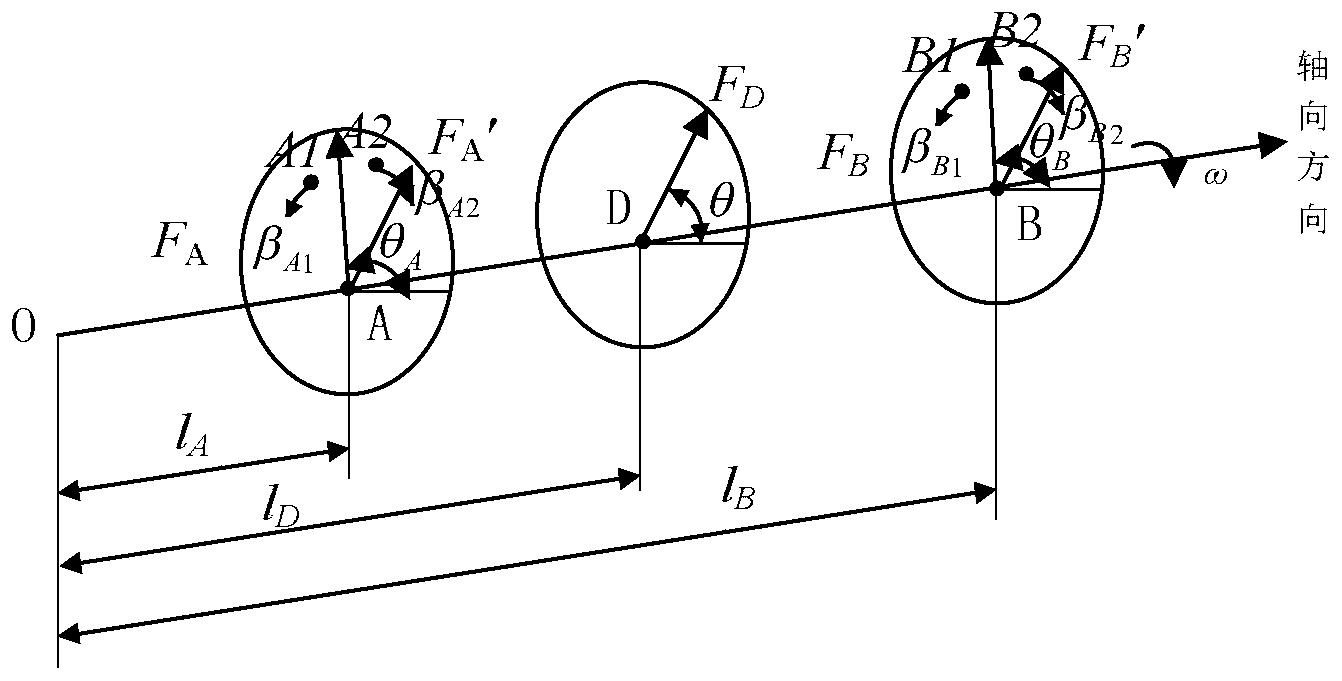
(2)基于位置和温度信号,应用进给轴热误差模型,对热误差进行实时预测;进给轴热误差模型将丝杠等分为N段,每段长度为l,热误差计算方法为:
式中,E
(3)基于FOCAS II协议与FANUC数控系统进行通讯,实现机床机械坐标的读取和误差补偿值的写入,基于扩展的外部机械坐标原点偏移功能实现补偿;步骤如下:
1)在FANUC数控系统中设置“内嵌/PCMCIA”为有效的以太网设备;
2)将扩展的外部机械坐标原点偏移功能参数1280设置为1000,参数1203的第0位设置为1,并开启该功能;
3)测量与补偿系统软件通过FANUC数控系统的IP地址和端口号与其建立连接;连接成功后,读取进给轴机械坐标,并同时采集单向加速度传感器、温度传感器的数据,计算几何/热综合误差补偿值,向数控系统写入误差补偿值;
当前几何/热综合误差补偿值的计算如下:
C(x,t)=-[E
说明书
技术领域
本发明属于数控机床误差测试与补偿技术领域,具体为一种数控机床几何/热误差在线测量与补偿系统。
背景技术
数控机床的综合误差主要包括几何误差、热误差、控制误差和力误差。其中几何误差和热误差对机床的影响最大。几何误差不仅影响位置精度,还影响曲线轨迹精度。热误差不仅影响位置精度,还影响精度的稳定性。为了减小几何误差和热误差对机床加工精度的影响,一般采取提高机床部件精度和装配精度、全闭环控制和定时冷却等措施。这些措施虽然会起到一定效果,但机床成本会增加。而误差补偿技术能以较小的成本有效减小几何误差和热误差。
在专利“数控机床平动轴几何误差的测量装置及测量与辨识方法”(申请号:CN201310335401.8)中,采用激光跟踪仪通过在四个不同位置测试辨识出机床的各项几何误差;在专利“一种基于激光干涉仪的机床平动轴几何误差快速测量方法”(申请号:CN201710231122.5)中,基于激光干涉仪,在两个不同位置进行测试得出平动轴的线性和角度误差。在专利“一种数控机床热误差补偿装置及方法”(申请号:CN201510800430.6)中,基于温度数据和热误差模型预测实时热误差,基于压电陶瓷微位移致动器实现热误差的补偿。
通过对研究现状的分析发现,目前几何误差和热误差测量与补偿系统存在以下问题:
(1)目前几何误差测试均需采用激光干涉仪、激光跟踪仪等专业精密仪器,缺点为操作复杂、成本高;
(2)由于测量仪器只能进行离线测量,因此当几何精度发生变化后,无法实现在机测量与补偿。
发明内容
本发明针对目前几何误差和热误差测量及补偿存在的问题,提出数控机床几何/热误差在线测量与补偿系统,该系统可实现对几何误差和热误差的在线测试及实时补偿。
本发明的技术方案:
数控机床几何/热误差在线测量与补偿系统,主要由测量与补偿系统硬件和测量与补偿系统软件两部分构成;测量与补偿系统硬件包括单向加速度传感器、数字IC式高精度温度传感器、多通道温度数据采集器和几何/热误差测量与补偿主机;测量与补偿系统软件在几何/热误差测量与补偿主机中运行,实现几何/热误差数据处理与补偿,以及与数控系统的通讯与数据读写;
单向加速度传感器通过同轴屏蔽电缆与几何/热误差测量与补偿主机连接,将加速度信号以模拟量形式发送给几何/热误差测量与补偿主机;数字IC式高精度温度传感器通过四芯屏蔽电缆与多通道温度数据采集器连接,将温度数据基于单线双向通信协议发送给多通道温度数据采集器;一个多通道温度数据采集器最多连接十个温度传感器;多通道温度数据采集器通过三芯屏蔽电缆与几何/热误差测量与补偿主机连接,基于Modbus RTU通讯协议将各通道温度数据通过RS485通讯接口发送给几何/热误差测量与补偿主机;几何/热误差测量与补偿主机通过双绞线交叉电缆与FANUC数控系统连接,基于FOCAS II网络通讯协议进行通讯;
测量与补偿系统软件:
(1)基于加速度信号,应用进给轴几何误差辨识算法得出机床进给轴的直线度误差;进给轴几何误差辨识算法具体如下所示:
式中,s(t)为实时位移, 为垂直方向的初始位移, 为垂直于轴向的初始速度,a0为加速度信号直流分量,a(t)为实时加速度,v
对式(1)求解,得到实时位移s(t)随轴向测试行程x的关系:
然后,应用两端点连线法,根据s(x)计算进给轴的直线度误差;具体计算方法如下:
式中,Es(x)为直线度误差,L为测试总行程,x为测试行程,s(end)为在测试终点的位移,s(0)为在测试起点的位移;
(2)基于位置和温度信号,应用进给轴热误差模型,对热误差进行实时预测;进给轴热误差模型将丝杠等分为N段,每段长度为l,热误差计算方法为:
式中,Ef(m,t)为当前时刻第m段丝杠的热误差计算值,Ti(t)为第i段丝杠当前时刻的温度,Q为螺母经过每段丝杠产生的热量,Ti(t-Δt)为第i段丝杠前一时刻的温度,Tf(t-Δt)为前一时刻与丝杠表面接触的空气温度,Δt为采样周期,k、α、β和γ均为系数;
(3)基于FOCAS II协议与FANUC数控系统进行通讯,实现机床机械坐标的读取和误差补偿值的写入,基于扩展的外部机械坐标原点偏移功能实现补偿;步骤如下:
1)在FANUC数控系统中设置“内嵌/PCMCIA”为有效的以太网设备;
2)设置“扩展的外部机械坐标原点偏移功能”相关参数,并开启该功能;
3)测量与补偿系统软件通过FANUC数控系统的IP地址和端口号与其建立连接;连接成功后,读取进给轴机械坐标,并同时采集单向加速度传感器、温度传感器的数据,计算几何/热综合误差补偿值,向数控系统写入误差补偿值;当前几何/热综合误差补偿值的计算如下:
C(x,t)=-[Es(x)+Ef(m,t)] (5)。
本发明的有益效果为:本发明通过加速度传感器实现了直线度误差的快速高效测试,而不需要昂贵的专业仪器;当机床的几何精度发生变化后,可实现及时补偿。本发明针对机床几何误差和补偿进行测量和补偿,在不增加过多成本的前提下,提高了机床的加工精度和精度稳定性,从而提高了机床加工的良品率和效率。
附图说明
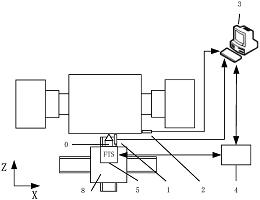
图1为几何/热误差在线测量与补偿系统硬件连接图。图中:1FANUC数控系统;2几何/热误差测量与补偿主机;3多通道温度数据采集器;4第一温度传感器;5第二温度传感器;6第三温度传感器;7第四温度传感器;8第五温度传感器;9第六温度传感器;10第七温度传感器;11第八温度传感器;12第九温度传感器;13第十温度传感器;14第一单向加速度传感器;15第二单向加速度传感器。
图2为误差在线测量与补偿系统与FANUC数控系统通讯流程图。
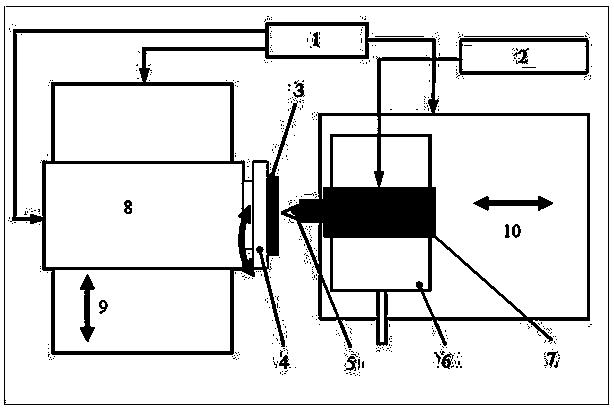
图3为基于FOCAS II协议的通讯示意图。
图4(a)为X轴沿Y方向的直线度误差测试曲线,图4(b)为X轴沿Z方向的直线度误差测试曲线。
图5(a)为补偿后X轴沿Y方向的直线度误差曲线,图5(b)为补偿后X轴沿Z方向的直线度误差曲线。
图6为补偿后X轴的热误差曲线。
具体实施方式
为了使本发明的目的、技术方案和优点更加清晰明了,下面结合附图,并以某型配置FANUC 0i MD数控系统的立式加工中心为例,详细说明本发明的实施方式。
机床的基本信息为:X轴、Y轴和Z轴的最大行程分别为710mm、500mm和350mm,它们的最大进给速度分别为32m/min、32m/min和30m/min;主轴最高转速为15000r/min。
本发明的硬件如图1所示,包含单向加速度传感器14和15、数字IC式高精度温度传感器4~13、多通道温度数据采集器3和几何/热误差测量与补偿主机2。各硬件的连接和通讯方式如下:
(1)单向加速度传感器14和15通过同轴屏蔽电缆与几何/误差测量与补偿主机2连接,将加速度信号以模拟量形式发送给几何/热误差测量与补偿主机2;
(2)数字IC式高精度温度传感器4~13通过四芯屏蔽电缆与多通道温度数据采集器3连接,将温度数据基于单线双向通信协议发送给多通道温度数据采集器3;
(3)多通道温度数据采集器3通过三芯屏蔽电缆与几何/热误差测量与补偿主机2连接,基于Modbus RTU通讯协议将各通道温度数据通过RS485通讯接口发送给几何/热误差测量与补偿主机;
(4)几何/热误差测量与补偿主机2通过双绞线交叉电缆与FANUC数控系统1连接,基于FOCAS II网络通讯协议进行通讯。
测量与补偿软件在几何/热误差测量与补偿主机中运行。该软件基于加速度信号,应用进给轴几何误差辨识算法得出机床进给轴的直线度误差,进给轴几何误差辨识算法如式(1)-(3)所示;基于位置和温度信号,应用进给轴热误差模型,对热误差进行实时预测。进给轴热误差模型如式(4)所示。
测量与补偿软件与FANUC数控系统基于FOCAS II协议进行通讯,实现机床机械坐标的读取和误差补偿值的写入,通讯流程如图2所示,通讯示意图如图3所示。FANUC数控系统基于扩展的外部机械坐标原点偏移功能实现补偿。
具体步骤如下:
(1)在FANUC数控系统中设置“内嵌/PCMCIA”为有效的以太网设备;
(2)将参数1280设置为1000,即补偿数据对应的R参数的起始地址;
(3)将参数1203的第0位设置为1,即开启扩展的外部机械坐标原点偏移功能;
(4)测量与补偿软件基于FANUC数控系统的IP地址192.168.1.1和端口号8193与其建立连接。连接成功后读取进给轴机械坐标,并同时采集加速度传感器、温度传感器的数据,计算几何/热综合误差补偿值,向数控系统写入误差补偿值。当前误差补偿值的计算方法如式(5)所示。
为了验证本发明的实际效果,应用上述数控机床几何/热误差在线测量与补偿系统,分别对X轴沿Y、Z方向的直线度误差进行测试,在测试范围内测试11个点。其中,沿Y方向的直线度误差测试曲线如图4(a)所示,沿Z方向的直线度误差测试曲线如图4(b)所示。
然后,应用数控机床几何/热误差在线测量与补偿系统,对X轴的几何误差和热误差进行补偿。其中热误差的测试过程为:冷态下测试X轴全行程定位误差。之后X轴进行升温运动,具体为:X轴在机械坐标-200mm~-600mm范围内,以8000mm/min进给速度进行直线往复运动,升温运动过程持续30min。之后X轴停止在机械坐标0mm位置进行降温,降温过程持续20min。在整个升温和降温过程中每隔10min进行一次X轴全行程定位误差测试。
补偿后X轴沿Y、Z方向的直线度误差曲线分别如图5(a)和图5(b)所示。补偿后的热误差曲线如图6所示。
数控机床几何/热误差在线测量与补偿系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0