






专利摘要
本发明涉及一种难熔高熵合金绞股丝材、其应用及制备方法,该难熔高熵合金绞股丝材由5‑7种不同的高熔点纯金属丝或含高熔点金属的合金丝绞合而成,本发明难熔高熵合金绞股丝材制备具有工艺简单,易操作,效率高,成本低的优点;该难熔高熵合金绞股丝材具有多种应用,可应用来焊接相应的合金形成高熵合金焊缝;也可采用堆焊的形式制备难熔高熵合金,也可在此基础上采用叠层制造技术制备大尺寸,复杂形状的难熔高熵合金零部件。相较于真空电弧熔炼以及激光熔覆等方法,本发明基于难熔高熵合金绞股丝材实现的增材制造技术更加方便、快捷,有效促进了高熵合金的工程应用。
权利要求
1.一种难熔高熵合金的制备方法,其特征在于,利用高熵合金绞股丝材结合电弧熔覆成形技术制备难熔高熵合金,所述难熔高熵合金绞股丝材的原料为各纯金属丝,分别为2根Ti丝,2根Mo丝,1根Ta丝,1根Nb丝,1根W丝,各丝的直径均为0.5mm,纯度不低于99.9%,均为退火态,钨丝长度为300mm,其余各丝长度均为350mm,通过绞合焊丝的设备制备难熔高熵合金绞股丝材,将2根Ti丝,2根Mo丝,1根Ta丝,1根Nb丝作为外围丝,1根W丝作为中心丝进行绞合,两根相同金属丝处在对位,绞合速度为5m/min,捻距设置为14mm;所述难熔高熵合金的制备方法采用MIG堆焊工艺在钛合金基板上进行电弧熔覆成形,成形过程中参数设为:堆焊电压29V,堆焊电流260A,送丝速度4.5m/min,堆焊速度0.3m/min,保护气氛为纯氩气保护,气体流量为20L/min。
说明书
技术领域
本发明属于增材制造技术领域,涉及一种难熔高熵合金绞股丝材和制备方法,及其在焊接、堆焊、电弧熔覆成形技术领域制备高熵合金的应用。
背景技术
耐高温材料落后导致航空发动机性能落后一直是制约我国战机性能“心脏病”问题的主要原因。大推力、超高声速是未来空天装备发展的必然趋势,这对材料的耐高温、耐腐蚀性、韧性和强度也提出了越来越高的要求。然而,受合金熔点限制,现行使用的高温合金使用温度低于1200℃,已经远不能满足未来空天装备性能发展的需求。
高熵合金是以至少五种或五种以上(5到13种)元素为主元,按照等摩尔比或者近等摩尔比混合制备而成的合金材料。每种元素的最低原子含量不低于5%,最高不能超过35%,故又被称作多主元合金,多主元高熵合金。高熵合金的理念打破了以一种元素为主的传统合金设计理念,使合金材料的研究进入一个全新的时代。高熵合金具有四大效应:高熵效应,晶格畸变效应,迟滞扩散效应,鸡尾酒效应,使得高熵合金可以同时具备高强度,高硬度,高耐磨/耐蚀性等优异的综合性能。尤其是难熔高熵合金,由于具有优异的耐高温性能和力学性能,被认为是能带来航空发动机领域的革命性变革的材料。
目前高熵合金的制备技术主要包括真空电弧熔炼法、机械合金化-粉末冶金法、熔覆法、喷涂法和溅射法等。真空电弧熔炼法是应用最为广泛的高熵合金制备技术,实验室研究多采用该方法制备高熵合金。它是利用电能在电极与电极或电极与被熔炼物料之间产生电弧来熔炼金属的电热冶金方法。真空电弧熔炼法具有合金锭不会被氧化,合金成分均匀技术优势,但其熔炼过程复杂,目前仅是用于制备小块高熵合金铸锭,尚无法进行大尺寸合金样件的制备,更无法进行复杂结构件制备。机械合金化法是一种粉末制备技术,采用该法制备得到高熵合金粉末后,可以通过粉末冶金方法制备高熵合金块体材料和构件,也可以采用熔覆法或喷涂法制备高熵合金涂层。
采用机械合金化+粉末冶金法可制备较大尺寸、规则形状的高熵合金样件,但难以制备复杂形状的高熵合金构件。熔覆法、喷涂法和溅射法是高熵合金涂层的主要制备方法。不过,熔覆法和喷涂法的前提是通过电弧熔炼+气雾化方法或者机械合金化法制备出高熵合金粉末。因此,目前高熵合金制备还存在工艺复杂、成本高昂,一次制备量较小的缺陷,尚不能满足耐高温高熵合金的实际工程应用需求。因此,开发高效率、低成本的设计制备技术也是高熵合金发展亟待解决的关键问题。真空电弧熔炼法具有合金锭不会被氧化,合金成分均匀技术优势,但其更无法进行复杂结构件制备。相对于金属粉末,金属丝材具有利用率高(接近100%),不污染环境,不宜氧化便于储存等优势。使用丝材成形制备零部件更加具有经济性和价格优势,而且采用丝材成形制备的产品尺寸范围要比粉末熔融技术大得多。发展高熵合金丝材有助于实现高熵合金材料的工程制备及应用,具有十分重要的现实意义和经济价值。
但是,难熔高熵合金室温条件下的塑韧性较差,无法实现拉拔。目前,尚无难熔高熵合金丝材制备方法和技术的报导。
发明内容
本发明的目的是提供一种难熔高熵合金丝材、其应用及制备方法。采用本发明的高熵合金丝材并结合增材制造技术可实现大面积、厚尺寸高熵合金涂层的制备,以及大尺寸、复杂形状高熵合金零部件的的制备。
本发明提供的高熵合金绞股丝材是由5-7种不同的高熔点金属丝或含高熔点金属的合金丝绞合而成。
所述的高熔点金属包括钨、钼、铌、钽、钒、锆、铼、铪、钛、铱。
优选地,本发明的难熔高熵合金绞股丝材由钨、钼、铌、钽、钛这几种不同的高熔点金属丝绞合而成。
所述高熔点金属丝的直径0.4mm~1.0mm,高熔点金属丝纯度高于99.9%。
进一步地,本发明的难熔高熵合金绞股丝材由4-6根外围高熔点金属丝或外围含高熔点金属的合金丝围绕中心高熔点金属丝或中心含高熔点金属的合金丝进行绞合而成。中心丝一般选择硬度较大、塑韧性相对较差的丝材,周围丝材具体根数可根据高熵合金成分设计情况配置。
所述外围高熔点金属丝或外围合金丝的直径相同,中心金属丝的直径一般不低于外围金属丝或外围含高熔点金属的合金丝的直径。如果中心丝径小于外围丝,有可能会出现中心丝独立悬空与绞股丝材中心的情况。
本发明提供一种难熔高熵合金绞股丝材的制备方法,其方法为:
A、准备难熔高熵合金绞股丝材原料;
B、通过绞合制备难熔高熵合金绞股丝材,其中,原料中存在两相同材质金属丝或合金丝时使相同材质金属丝或合金丝处在对位位置,优选的是,绞合过程中收丝速度5~10m/min,绞距为10~15mm。
本发明提供了所述难熔高熵合金绞股丝材在焊接领域制备高熵合金焊缝中的应用。
本发明提供了所述难熔高熵合金绞股丝材在采用堆焊或电弧熔覆成形技术制备高熵合金中的应用。
本发明提供了所述难熔高熵合金绞股丝材在制备耐高温合金材料中的应用。
本发明的有益效果在于:本发明创新性地将绞股焊丝技术与高熵合金相结合,得到了一种用于制备难熔高熵合金绞股丝材。该难熔高熵合金绞股丝材制备工艺具有工艺简单,易操作,加工效率高,成本低的优点;该难熔高熵合金绞股丝材具有多种应用,一方面使用该丝材可以用来焊接相应的合金形成高熵合金焊缝;另一方面可采用堆焊的形式制备难熔高熵合金,并且可在此基础上采用叠层制造技术可制备大尺寸,复杂形状的难熔高熵合金零部件。相较于真空电弧熔炼以及激光熔覆等方法,本发明基于难熔高熵合金绞股丝材实现的增材制造技术更加方便、快捷,有效促进了高熵合金的工程应用。
附图说明
图1为本发明实施例1中难熔高熵合金绞股丝材的横截面示意图。
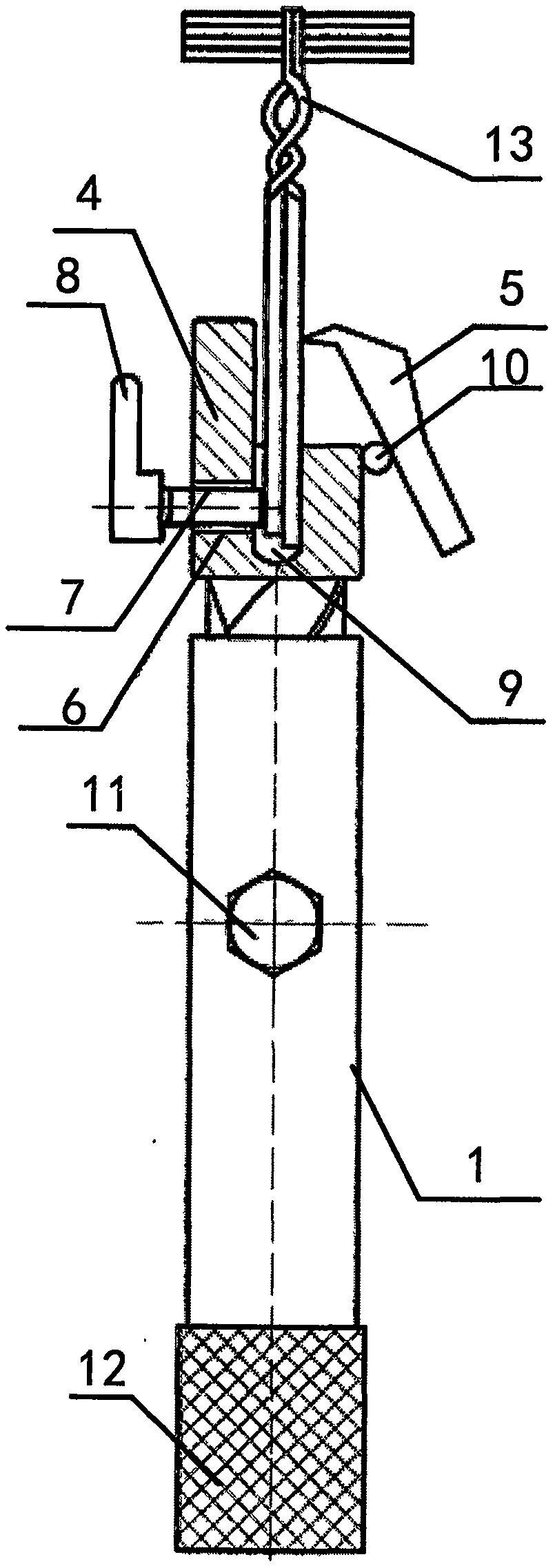
图2为本发明实施例1中难熔高熵合金绞股丝材的主视图。
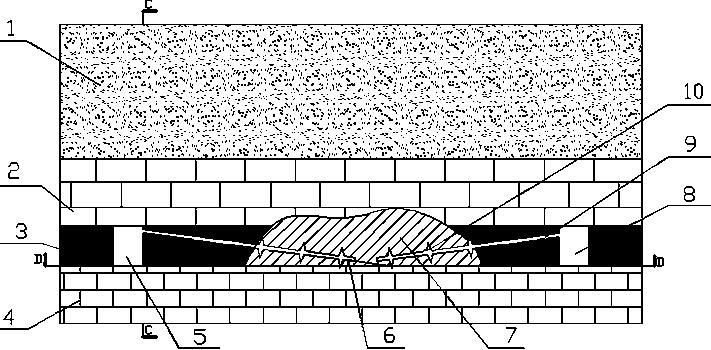
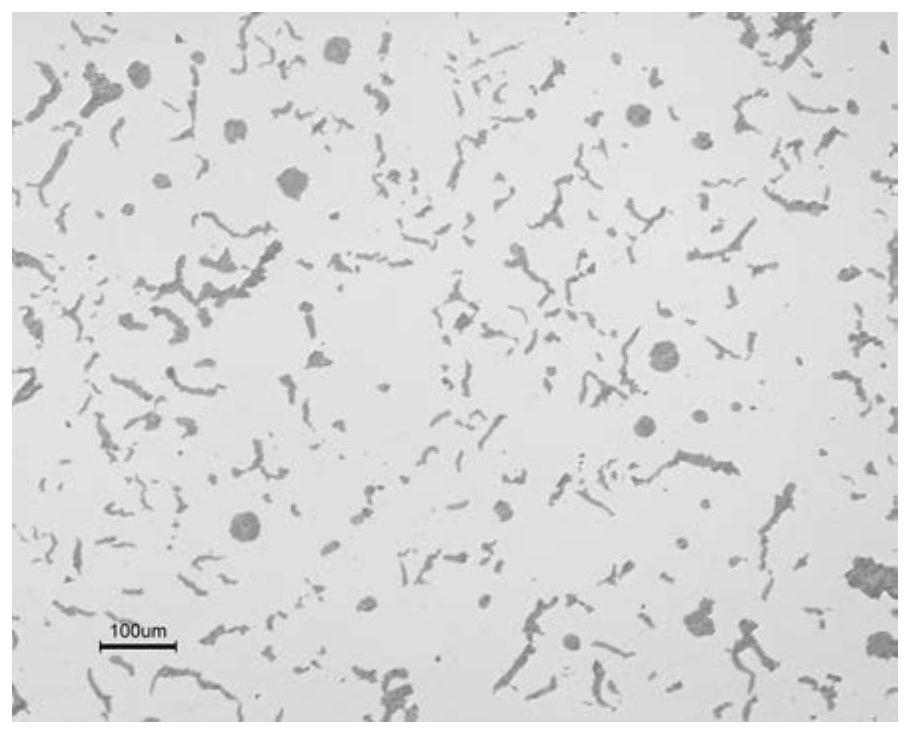
图3为本发明实施例2的高熵合金焊道照片。
图4为本发明实施例2的高熵合金元素Ti分布EDS分析测试结果。
图5为本发明实施例2的高熵合金元素Mo分布EDS分析测试结果。
图6为本发明实施例2的高熵合金元素W分布EDS分析测试结果。
图7为本发明实施例2的高熵合金元素Nb分布EDS分析测试结果。
图8为本发明实施例2的高熵合金元素Ta分布EDS分析测试结果。
图9为本发明实施例2的高熵合金物相结构XRD分析测试结果。
图10为本发明实施例2的高熵合金1000℃压缩强度测试结果。
图11为本发明实施例3中难熔高熵合金绞股丝材的横截面示意图。
具体实施方式
以下实施例用于说明本发明,但不用来限制本发明的范围。若未特别说明,本申请实施例所述的原料均为市售产品。
实施例1 WNbMoTaTi高熵合金绞股丝材
WNbMoTaTi高熵合金绞股丝材制备方法包括以下步骤:
(1)准备难熔高熵合金绞股丝材原料
其原料为各纯金属丝,分别为2根Ti丝,2根Mo丝,1根Ta丝,1根Nb丝,1根W丝。各丝的直径均为0.5mm,纯度不低于99.9%,均为退火态。钨丝长度为300m,作为中心丝,其余各丝长度均为350mm,作为外围丝。
(2)绞合难熔高熵合金丝材
通过绞合焊丝的专门设备制备难熔高熵合金绞股丝材。将2根Ti丝,2根Mo丝,1根Ta丝,1根Nb丝作为外围丝,W丝作为中心丝进行绞合,为保证均匀性,两根相同金属丝处在对位,具体位置见图1所示。难熔高熵合金绞股丝材的整体形状如图2所示,本实验中绞合参数设置为:绞合速度为5m/min,捻距设置为14mm。参数对制备绞股丝材本身没有太大的影响,可以根据自己需要进行设置。
实施例2
利用实施例1制得的丝材结合电弧熔覆成形技术可以制备难熔高熵合金,它包括以下主要步骤:
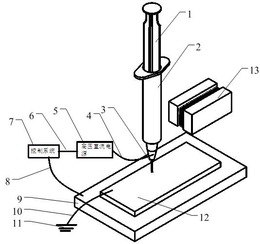
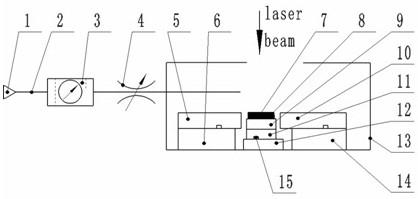
难熔高熵合金制备:采用MIG堆焊工艺在钛合金(TC4)基板上进行电弧熔覆成形实验。实验过程中参数设为:堆焊电压29V,堆焊电流260A,送丝速度4.5m/min,堆焊速度0.3m/min,保护气氛为纯氩气保护,气体流量为20L/min,实验所得的难熔高熵合金焊道见图3所示。实验制备的高熵合金内部各元素分布均匀(见图4-图8所示,其中横坐标表示线扫描位置,纵坐标表示元素含量积分计数),相结构为单相BCC结构(见图9所示,图中横坐标为衍射峰峰位角,纵坐标为衍射峰强度)图9中数据说明实验制备合金为高熵合金。1000℃条件下该合金的压缩强度为602.27MPa(如图10所示),而Inconel718在此温度下的压缩强度不足200MPa,说明本发明所制备高熵合金高温力学性能远优于Inconel718高温合金。
实施例3 WNbMoTaZr高熵合金绞股丝材
WNbMoTaZr高熵合金绞股丝材制备方法包括以下步骤:
(1):准备难熔高熵合金绞股丝材原料
其原料为各纯金属丝,分别为2根Zr丝,2根Mo丝,1根Ta丝,1根Nb丝,1根W丝。各丝的直径均为0.5mm,纯度不低于99.9%,均为退火态。钨丝长度为300m,作为中心丝,其余各丝长度均为350mm,作为外围丝。
(2)绞合高熵合金丝材通过绞合焊丝的专门设备制备高熵合金绞股丝材。将2根Zr丝,2根Mo丝,1根Ta丝,1根Nb丝作为外围丝,W丝作为中心丝进行绞合,为保证均匀性,两根相同金属丝处在对位,具体位置见图11所示。本实验中绞合参数设置为:绞合速度为5m/min,捻距设置为14mm。
虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
一种难熔高熵合金绞股丝材、其应用及制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0