










专利摘要
本实用新型公开了一种制备超细晶管材的旋转反挤压装置,包括:挤压凸模,包括依次拼接的轴承安装块、螺旋槽柱以及挤压柱,轴承安装块上设有挤压支撑板,通过水平轴承连接,所述螺旋槽柱外表面开设螺旋状半圆形凹槽;挤压凹模,对应挤压柱的位置开设挤压通孔;丝杆螺母,设于挤压凹模上,螺旋槽柱穿过丝杆螺母将坯料压于挤压通孔内,内表面开设螺旋状半圆形凹槽,与螺旋槽柱螺旋升角一致,内、外凹槽形成圆形通道,通过设置滚珠及回珠管形成滚珠循环通道,向挤压支撑板施压,挤压凸模在螺旋滚珠作用下产生扭转力,实现对坯料的扭转挤压。本装置通过轴向加载即可实现管材反挤压与扭转的复合变形,一次反挤压即可获得具有超细晶组织的高性能管材。
权利要求
1.一种制备超细晶管材的旋转反挤压装置,其特征在于,包括:
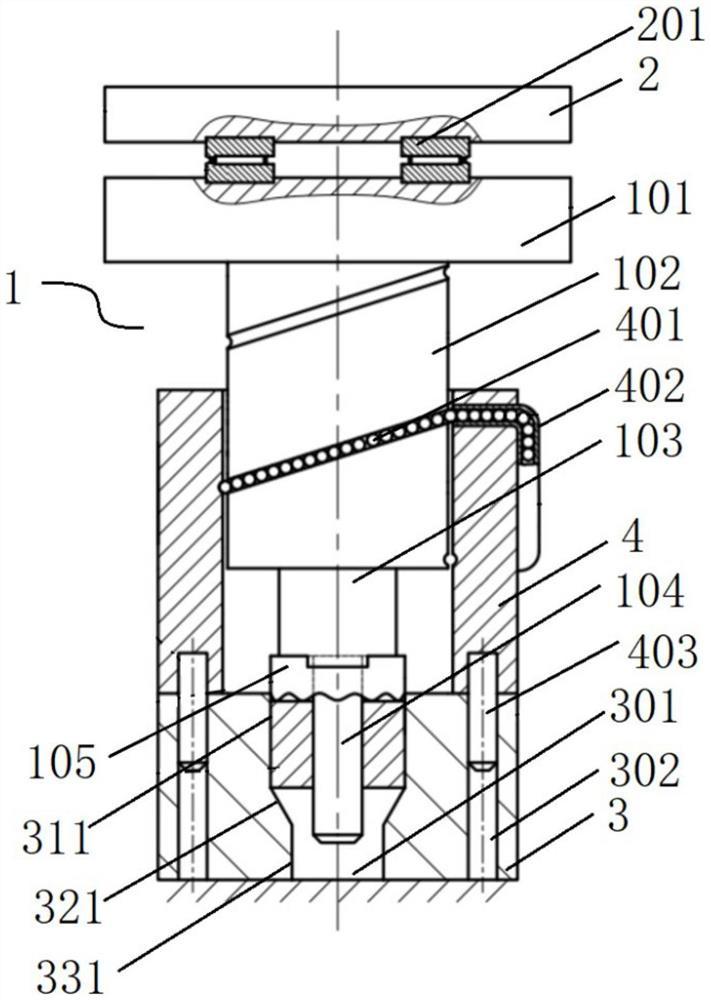
挤压凸模(1),所述挤压凸模(1)包括依次拼接的轴承安装块(101)、螺旋槽柱(102)以及挤压柱(103),所述轴承安装块(101)上设有挤压支撑板(2),所述挤压支撑板(2)与轴承安装块(101)通过水平轴承(201)连接,所述螺旋槽柱(102)外表面开设螺旋状半圆形凹槽;
挤压凹模(3),所述挤压凹模(3)对应挤压柱(103)的位置开设挤压通孔(301),坯料设于挤压通孔(301)内,挤压柱(103)对坯料进行挤压;
丝杆螺母(4),所述丝杆螺母(4)设于挤压凹模(3)上,所述挤压凸模(1)的螺旋槽柱(102)穿过丝杆螺母(4)将坯料压于挤压通孔(301)内,所述丝杆螺母(4)内表面开设螺旋升角与螺旋槽柱(102)外表面凹槽一致的螺旋状半圆形凹槽,螺旋槽柱(102)插入丝杆螺母(4)后,内、外凹槽形成圆形通道,圆形通道内设有滚珠(401),所述丝杆螺母(4)上设有回珠管(402),分别与丝杆螺母(4)内表面凹槽的上下端连通形成滚珠循环通道,向挤压支撑板(2)施压,挤压凸模(1)在螺旋滚珠作用下产生扭转力,使挤压柱(103)将坯料在挤压通孔(301)内进行扭转挤压。
2.根据权利要求1所述的制备超细晶管材的旋转反挤压装置,其特征在于:所述螺旋状半圆形凹槽的螺旋升角取值范围为30°~70°。
3.根据权利要求1所述的制备超细晶管材的旋转反挤压装置,其特征在于:所述挤压凹模(3)包括凹模本体(302)以及用于承载凹模本体(302)的凹模底座(303),两者通过螺栓连接,所述凹模本体(302)上开设挤压通孔(301),凹模底座(303)对应挤压通孔(301)的位置设有与挤压通孔(301)内径相同的凸台(304)。
4.根据权利要求1所述的制备超细晶管材的旋转反挤压装置,其特征在于:所述挤压柱(103)的外径尺寸小于螺旋槽柱(102)以及挤压通孔(301)的直径。
5.根据权利要求1所述的制备超细晶管材的旋转反挤压装置,其特征在于:所述挤压通孔(301)内进行粗糙化处理,提高旋转反挤压效果。
6.根据权利要求3所述的制备超细晶管材的旋转反挤压装置,其特征在于:所述挤压柱(103)以及凸台(304)与管材的接触面均开设十字凹槽。
7.根据权利要求1所述的制备超细晶管材的旋转反挤压装置,其特征在于:所述挤压凹模(3)与丝杆螺母(4)之间设有垫板(5),所述垫板(5)盖于挤压通孔(301)开口处,并通过螺栓固定,所述垫板(5)对应挤压通孔(301)的位置开设供挤压柱(103)穿过的孔洞,所述丝杆螺母(4)底部设有导柱(403),所述挤压凹模(3)和垫板(5)对应导柱(403)的位置开设纵向导向孔(305)。
说明书
技术领域
本实用新型涉及金属材料挤压成形技术领域,尤其是涉及一种制备超细晶管材的旋转反挤压装置。
背景技术
管材在航空、汽车、石化、建筑等行业广泛应用,随着工程构件轻量化和社会对节能环保的要求越来越高,高性能管材的需求量越来越大。在强化材料的诸多方法中,晶粒细化是在不改变材料成份情况下提高材料综合性能最为有效的手段之一。近二十几年发展起来的剧烈塑性变形方法能将常规粗晶材料组织细化至亚微米级甚至纳米级,材料的强度显著提升。目前可以制备超细晶管材的技术包括管材通道挤压(TCP)、管材通道转角挤压(TCAP)、管材平行通道转角挤压(PTCAP)、管材往复挤压(TCEC)等,这些技术在细化管材组织时存在管材长度有限、需反复变形多道次导致变形效率低下以及对模具要求高等缺陷,很难实现工业化应用。
扭转变形能在材料中引入大量切应变,驱动位错滑移或产生孪生变形,从而细化材料组织。近年来通过旋转运动引入扭转变形成为剧烈塑性变形发展的方向之一,提出了管材高压扭转(HPTT)、搅拌摩擦反挤压(FSBE)、剪切辅助挤压(ShAPE)、旋转挤压(RE)等多种技术,实现了多种材料组织的细化。但上述技术中都要求至少一个工装部件可以进行旋转,需要专用设备或者独立的动力源,使装置变得复杂,成本增加。反挤压是制备管材、棒材、筒形件的常见技术,在反挤压时引入扭转既可以在材料中产生附加剪切变形,又可以减小变形载荷,降低对设备及工模具的要求。
实用新型内容
实用新型目的:为了克服背景技术的不足,本实用新型公开了一种制备超细晶管材的旋转反挤压装置,在无旋转驱动下,单向加载同时实现了管材的挤压和扭转变形。
技术方案:本实用新型所述的制备超细晶管材的旋转反挤压装置,包括:
挤压凸模,所述挤压凸模包括依次拼接的轴承安装块、螺旋槽柱以及挤压柱,所述轴承安装块上设有挤压支撑板,所述挤压支撑板与轴承安装块通过水平轴承连接,所述螺旋槽柱外表面开设螺旋状半圆形凹槽;
挤压凹模,所述挤压凹模对应挤压柱的位置开设挤压通孔,坯料设于挤压通孔内,挤压柱对坯料进行挤压;
丝杆螺母,所述丝杆螺母设于挤压凹模上,所述挤压凸模的螺旋槽柱穿过丝杆螺母将坯料压于挤压通孔内,所述丝杆螺母内表面开设螺旋升角与螺旋槽柱外表面凹槽一致的螺旋状半圆形凹槽,螺旋槽柱插入丝杆螺母后,内、外凹槽形成圆形通道,圆形通道内设有滚珠,所述丝杆螺母上设有回珠管,分别与丝杆螺母内表面凹槽的上下端连通形成滚珠循环通道,通过向挤压支撑板施压,即可使挤压凸模在螺旋滚珠作用下产生扭转力,使挤压柱在挤压通孔内对坯料进行扭转挤压。
使用时,将坯料放于挤压通孔内,液压机或者反挤压机动力源对挤压支撑板上端进行加载,挤压凸模在滚珠的导向下向下运动,将坯料压于挤压通孔内,使初始坯料产生反挤压的同时,在挤压凸模和挤压凹模作用下产生扭转变形,细化材料组织。
进一步的,所述螺旋状半圆形凹槽的螺旋升角取值范围为30°~70°。
进一步的,所述挤压凹模包括凹模本体以及用于承载凹模本体的凹模底座,两者通过螺栓连接,所述凹模本体上开设挤压通孔,凹模底座对应挤压通孔的位置设有与挤压通孔内径相同的凸台。
进一步的,所述挤压柱的外径尺寸小于螺旋槽柱以及挤压通孔的直径。
进一步的,所述挤压通孔内进行粗糙化处理,提高旋转反挤压效果。
进一步的,所述挤压柱以及凸台与管材的接触面均开设十字凹槽,增加管材在成型过程中的摩擦,增大管材所受摩擦力,有利于材料更好受力。
进一步的,所述挤压凹模与丝杆螺母之间设有垫板,所述垫板盖于挤压通孔开口处,并通过螺栓固定,所述垫板对应挤压通孔的位置开设供挤压柱穿过的孔洞,所述丝杆螺母底部设有导柱,所述挤压凹模和垫板对应导柱的位置开设纵向导向孔。
有益效果:与现有技术相比,本实用新型的优点为:首先,本实用新型反挤压装置在单个动力源单向加载情况下同时实现了轴向进给运动和绕轴向的旋转运动,相对于进给运动和旋转运动单独控制的装置具有结构简单、成本低、操作方便等优点;其次,反挤压与扭转变形相结合,单道次变形程度大,且作用在管材上的加载模式更为多样,材料受力状态更为复杂,有利于加速材料的组织细化;再而,通过调整螺旋槽螺旋升角大小、螺旋槽柱直径以及管材的反挤压比,可以获得不同程度的反挤压与扭转变形组合,从而实现对材料组织和性能的调控。
附图说明
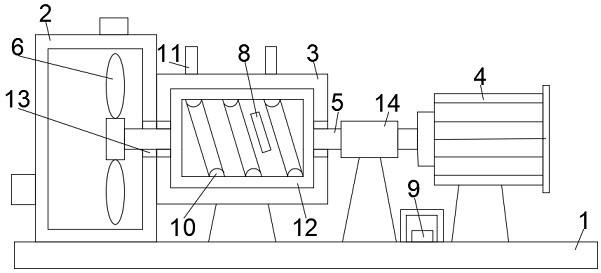
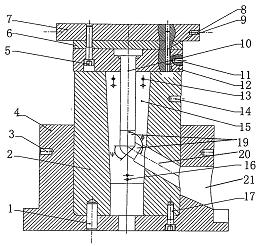
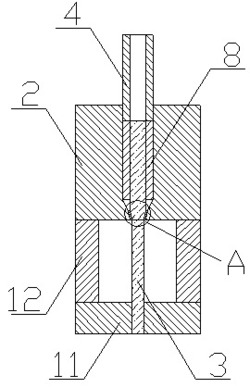
图1为本实用新型挤压前装配图;
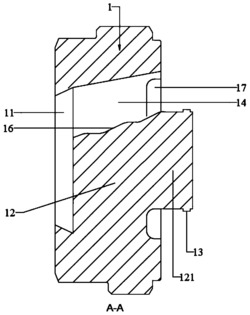
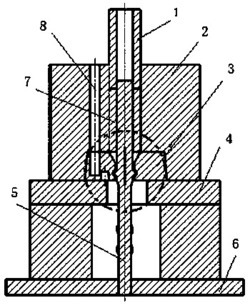
图2为本实用新型挤压凸模结构示意图;
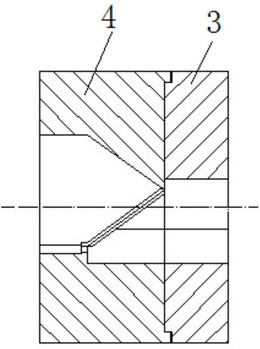
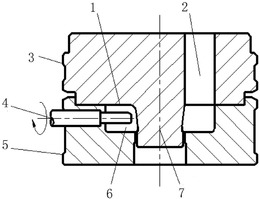
图3是本实用新型丝杆螺母结构示意图;
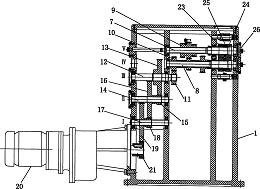
图4为本实用新型挤压状态装配图。
具体实施方式
下面结合附图和实施例对本实用新型的技术方案作进一步的说明。
如图1所示的制备超细晶管材的旋转反挤压装置,包括:
如图2所示的挤压凸模1,所述挤压凸模1包括依次拼接的轴承安装块101、螺旋槽柱102以及挤压柱103,所述轴承安装块101上设有挤压支撑板2,所述挤压支撑板2与轴承安装块101相对面开设轴承安装槽,通过水平轴承201连接,挤压凸模1可在水平轴承201的作用下进行水平角度的转动。所述螺旋槽柱102外表面开设螺旋状半圆形凹槽,螺旋升角为α,当挤压凸模1向下运动即挤压柱103对下方的坯料进行挤压。
挤压凹模3,所述挤压凹模3对应挤压柱103的位置开设挤压通孔301,坯料设于挤压通孔301内,挤压柱103对坯料进行挤压。该挤压凹模3包括凹模本体302以及用于承载凹模本体302的凹模底座303,两者通过螺栓连接固定,所述凹模本体302上开设挤压通孔301,凹模底座303对应挤压通孔301的位置设有与挤压通孔301内径相同的凸台304。凸台304与挤压通孔301形成上端开口的挤压腔供放置坯料,挤压柱103向挤压腔内运动,对坯料进行挤压。所述挤压柱103的外径尺寸小于螺旋槽柱102以及挤压通孔301的直径。
如图3所示的丝杆螺母4,所述丝杆螺母4设于挤压凹模3上,所述挤压凸模1的螺旋槽柱102穿过丝杆螺母4将管材压于挤压通孔301内,所述丝杆螺母4内表面开设螺旋升角与螺旋槽柱102外表面凹槽一致的螺旋状半圆形凹槽,螺旋升角为β,即α=β,取值范围优选为30°~70°,螺旋槽柱102插入丝杆螺母4后,内、外凹槽形成圆形通道,圆形通道内设于滚珠401,所述丝杆螺母4上设有回珠管402,分别与丝杆螺母4内表面凹槽的上下端连通形成滚珠循环通道,向挤压支撑板2施压,挤压凸模1在螺旋滚珠作用下产生扭转力,使挤压柱103将管材在挤压通孔301内进行扭转挤压。通过调整螺旋槽螺旋升角大小、螺旋槽柱直径以及管材的反挤压比,可以获得不同程度的反挤压与扭转变形组合,从而实现对材料组织和性能的调控。
为了进一步提高旋转反挤压效果,在所述挤压通孔301内进行粗糙化处理,同时,所述挤压柱103以及凸台304与管材的接触面均开设十字凹槽。
所述挤压凹模3与丝杆螺母4之间设有垫板5,所述垫板5盖于挤压通孔301开口处,并通过螺栓固定位置,所述垫板5对应挤压通孔301的位置开设供挤压柱103穿过的孔洞,一方面垫板5对挤压腔形成封闭,挤压柱103向下穿过垫板5对管材进行封闭旋转反挤压,同时,垫板5可以将旋转挤压后的管材从挤压柱103上卸下来,起卸料作用。所述丝杆螺母4底部设有导柱403,所述挤压凹模3和垫板5对应导柱403的位置开设纵向导向孔305,导柱403插入下端的纵向导向孔305内进行位置固定。
采用本实用新型制备超细晶管材的旋转反挤压装置挤压管材时,按照如下步骤:
S1、将挤压凸模1装入丝杠螺母4内,挤压凸模1的螺旋槽柱102和丝杠螺母内孔的螺旋状凹槽构成圆形通道,将滚珠401从上端装入圆形通道内,装入回珠管402,配合回珠管402形成滚珠循环通道,将导柱403固定在丝杠螺母4下端;
S2、将凹模底座303放置于工作台面上,将凹模本体302固定在凹模底座303上,将初始坯料放入挤压腔内,将导柱403插入挤压凹模3和垫板5对应的纵向导向孔305内;
S3、将平面轴承201装在挤压凸模1轴承安装块101上面的轴承安装槽内,将挤压支撑板2通过轴承安装槽装在水平轴承上;
S4、如图4所示,液压机或者反挤压机动力源对挤压支撑板2上端进行加载,挤压凸模1在滚珠401的导向下向下运动,使初始坯料产生反挤压的同时,在挤压凸模1和挤压凹模3产生扭转变形,细化材料组织;通过对坯料和与坯料接触部件加热,可以实现温反挤压或热反挤压;
S5、向上提升丝杠螺母4,将挤压凸模1从管材中抽出,取出成型管材。
重复S2-S5。
一种制备超细晶管材的旋转反挤压装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0