







专利摘要
本发明提供了一种木工送料机的送料轮分拣装置,属于物料拣选技术领域,包括送料机构、输送机构、检测机构和分拣机构,送料机构上设有进料口和出料口,用于容纳送料轮;输送机构的进料端与送料机构的出料口对接,用于承接和输送经送料机构输出的送料轮;检测机构与输送机构的出料端对接,用于检测经输送机构输出的送料轮;分拣机构与检测机构的出料端对接,用于拣选经检测机构检测后的送料轮,送料轮依次经过送料机构、输送机构、检测机构和分拣机构。本发明提供的木工送料机的送料轮分拣装置,具有对送料轮的质量检测和分拣速度快,操作效率高,可有效减轻工人劳动强度的技术效果。
权利要求
1.木工送料机的送料轮分拣装置,其特征在于,包括:
进料机构,设有进料口和出料口,用于容纳送料轮;
输送机构,进料端与所述进料机构的出料口对接,用于承接和输送经所述进料机构输出的送料轮;
检测机构,与所述输送机构的出料端对接,用于检测经所述输送机构输出的送料轮质量;以及
分拣机构,与所述检测机构的出料端对接,用于分拣经所述检测机构检测后的送料轮;送料轮依次经过所述进料机构、所述输送机构和所述检测机构,经检测后的送料轮借助于所述分拣机构拣选和分类。
2.如权利要求1所述的木工送料机的送料轮分拣装置,其特征在于,还包括:
调整机构,设于所述输送机构上方,用于调整所述输送机构上相邻两个送料轮的间距。
3.如权利要求1所述的木工送料机的送料轮分拣装置,其特征在于,所述进料机构包括:
支撑架;
进料仓,设于所述支撑架上,用于容纳送料轮,所述进料口设于所述进料仓顶部,所述出料口设于所述进料仓底部;
导料槽,设于所述支撑架上,一端与所述进料仓出料口对接、另一端与所述输送机构进料端对接,所述导料槽倾斜设置,所述导料槽用于承接所述进料仓内的送料轮,并导流至所述输送机构上;以及
缓冲组件,设于所述导料槽的底部或所述支撑架的上端,所述导料槽借助于所述缓冲组件缓冲经所述进料仓下落的送料轮。
4.如权利要求1所述的木工送料机的送料轮分拣装置,其特征在于,所述输送机构包括主动辊筒、从动辊筒、包绕在所述主动辊筒和所述从动辊筒上的输送带以及用于驱动所述主动辊筒转动的驱动器,所述输送带的传送方向朝向所述检测机构,所述输送带的进料端用于承接经所述进料机构输出的送料轮,出料端用于向所述检测机构输出送料轮。
5.如权利要求1所述的木工送料机的送料轮分拣装置,其特征在于,所述检测机构包括:
包胶检测组件,与所述输送机构的出料端对接,用于检测送料轮的包胶质量;
孔数检测组件,与所述包胶检测组件的出料端对接,用于检测经所述包胶检测组件检测后的送料轮的安装孔数量;
拨动组件,设于所述包胶检测组件上方,用于拨动送料轮从所述输送机构至所述包胶检测组件上,并用于拨动送料轮从所述包胶检测组件至所述孔数检测组件上;以及
控制组件,用于控制所述拨动组件的拨动动作,所述控制组件连接有检测器和显示器,所述检测器用于接收和分析所述包胶检测组件和所述孔数检测组件采集的信息,所述显示器用于显示所述包胶检测组件和所述孔数检测组件检测的信息。
6.如权利要求5所述的木工送料机的送料轮分拣装置,其特征在于,所述包胶检测组件包括:
第一平台,上端面与所述输送机构上端面平齐,所述第一平台用于承接所述输送机构输出的送料轮;以及
检测相机,设于所述第一平台上方,用于采集送料轮包胶质量信息,并向所述控制组件发送包胶质量信息。
7.如权利要求6所述的木工送料机的送料轮分拣装置,其特征在于,所述孔数检测组件包括:
第二平台,上端面与所述第一平台上端面平齐,所述第二平台用于承接所述第一平台输出的送料轮,所述第二平台为透明型;以及
光电传感器,为两个,分别设于所述第二平台的上方和下方,两个所述光电传感器的光线对射设置,位于下方的所述光电传感器光线穿过所述第二平台至送料轮的安装孔内,并与位于上方的光电传感器光线相互对射,两个所述光电传感器对射后用于检测送料轮的安装孔,通过两个所述光电传感器对射的数量用于判断送料轮的安装孔数量,所述光电传感器向所述控制组件发送安装孔检测信息。
8.如权利要求5所述的木工送料机的送料轮分拣装置,其特征在于,所述拨动组件包括:
滑轨,横向设于所述检测机构上方;
拨杆,中部与所述滑轨滑动连接,所述拨杆的下端用于拨动送料轮;以及
电动推杆,动力输出端与所述拨杆连接,用于推顶所述拨杆沿所述滑轨滑动,所述拨杆借助于所述电动推杆推顶送料轮移动,所述电动推杆受控于所述控制组件。
9.如权利要求1所述的木工送料机的送料轮分拣装置,其特征在于,所述分拣机构包括:
分拣台,与所述检测机构对接设置,用于容纳经所述检测机构检测后的送料轮;
驱动组件,设于所述检测机构或所述分拣台侧部,用于拨动位于所述检测机构上的送料轮至所述分拣台上;以及
落料组件,与所述分拣台对接设置,所述落料组件设有成品落料区和废品落料区,经拣选后的送料轮分别通过所述成品落料区和所述废品落料区落料。
10.如权利要求9所述的木工送料机的送料轮分拣装置,其特征在于,分拣机构还包括设于所述落料组件的出料端的多个出料仓,所述出料仓分别用于承接所述成品落料区下落的送料轮和承接所述废品落料区下落的送料轮。
说明书
技术领域
本发明属于物料拣选技术领域,更具体地说,是涉及一种木工送料机的送料轮分拣装置。
背景技术
木工送料机的送料轮已经被普遍应用,在送料轮的外圆周上包裹有橡胶,送料轮的中部通过若干安装孔与木工送料机的转轴连接,以实现将木工送料机的动力通过送料轮对木工进行送料等操作。当制造完送料轮之后,要对送料轮进行检测和分拣,其中检测中包括对送料轮的包胶检测和送料轮的安装孔检测,经检测完毕后,然后将合格的送料轮和不合格的送料轮分拣出来,对合格的送料轮进行打包处理,对不合格的送料轮进行废品处理。现有技术中对送料轮检测和分拣还是依靠人工去检测,人工检测不仅效率低、误差大,而且费时费力,劳动强度大。
发明内容
本发明的目的在于提供一种木工送料机的送料轮分拣装置,旨在解决人工检测和分拣送料轮效率低,劳动强度大的技术问题。
为实现上述目的,本发明采用的技术方案是:提供一种木工送料机的送料轮分拣装置,包括进料机构、输送机构、检测机构和分拣机构,进料机构上设有进料口和出料口,用于容纳送料轮;输送机构的进料端与所述进料机构的出料口对接,用于承接和输送经所述进料机构输出的送料轮;检测机构与所述输送机构的出料端对接,用于检测经所述输送机构输出的送料轮质量;分拣机构与所述检测机构的出料端对接,用于分拣经所述检测机构检测后的送料轮;送料轮依次经过所述进料机构、所述输送机构和所述检测机构,经检测后的送料轮借助于所述分拣机构拣选和分类。
作为本申请另一实施例,木工送料机的送料轮分拣装置还包括调整机构,调整机构设于所述输送机构上方,用于调整所述输送机构上输送的相邻两个送料轮的间距。
作为本申请另一实施例,所述进料机构包括支撑架、进料仓、导料槽和缓冲组件,进料仓设于所述支撑架上,用于容纳送料轮,所述进料口设于所述进料仓顶部,所述出料口设于所述进料仓底部;导料槽设于所述支撑架上,导料槽的一端与所述进料仓的出料口对接、另一端与所述输送机构进料端对接,所述导料槽倾斜设置,所述导料槽用于承接所述进料仓内的送料轮,并导流至所述输送机构上;缓冲组件设于所述导料槽的底部或所述支撑架的上端,所述导料槽借助于所述缓冲组件缓冲经所述进料仓下落的送料轮。
作为本申请另一实施例,所述输送机构包括主动辊筒、从动辊筒、包绕在所述主动辊筒和所述从动辊筒上的输送带以及用于驱动所述主动辊筒转动的驱动器,所述输送带的传送方向朝向所述检测机构,所述输送带的进料端用于承接经所述进料机构输出的送料轮,出料端用于向所述检测机构输出送料轮。
作为本申请另一实施例,所述检测机构包括包胶检测组件、孔数检测组件、拨动组件和控制组件,包胶检测组件与所述输送机构的出料端对接,用于检测送料轮的包胶质量;孔数检测组件与所述包胶检测组件的出料端对接,用于检测经所述包胶检测组件检测后的送料轮的安装孔数量;拨动组件设于所述包胶检测组件上方,用于拨动送料轮从所述输送机构至所述包胶检测组件上,并用于拨动送料轮从所述包胶检测组件至所述孔数检测组件上;控制组件用于控制所述拨动组件的拨动动作,所述控制组件连接有检测器和显示器,所述检测器用于接收和分析所述包胶检测组件和所述孔数检测组件采集的信息,所述显示器用于显示所述包胶检测组件和所述孔数检测组件检测的信息。
作为本申请另一实施例,所述包胶检测组件包括第一平台和检测相机,第一平台的上端面与所述输送机构上端面平齐,所述第一平台用于承接所述输送机构输出的送料轮;检测相机设于所述第一平台上方,用于采集送料轮包胶质量信息,并向所述控制组件发送包胶质量信息。
作为本申请另一实施例,所述孔数检测组件包括第二平台和光电传感器,第二平台的上端面与所述第一平台上端面平齐,所述第二平台用于承接所述第一平台输出的送料轮,所述第二平台为透明型;光电传感器为两个,分别设于所述第二平台的上方和下方,两个所述光电传感器的光线对射设置,位于下方的所述光电传感器光线穿过所述第二平台至送料轮的安装孔内,并与位于上方的光电传感器光线相互对射,两个所述光电传感器对射后用于检测送料轮的安装孔,通过两个所述光电传感器对射的数量用于判断送料轮的安装孔数量,所述光电传感器向所述控制组件发送安装孔检测信息。
作为本申请另一实施例,所述拨动组件包括滑轨、拨杆和电动推杆,滑轨横向设于所述检测机构上方;拨杆的中部与所述滑轨滑动连接,所述拨杆的下端用于拨动送料轮移动;电动推杆的动力输出端与所述拨杆连接,电动推杆用于推顶所述拨杆沿所述滑轨滑动,所述拨杆借助于所述电动推杆推顶送料轮移动,所述电动推杆受控于所述控制组件。
作为本申请另一实施例,所述分拣机构包括分拣台、驱动组件和落料组件,分拣台与所述检测机构对接设置,用于容纳经所述检测机构检测后的送料轮;驱动组件设于所述检测机构或所述分拣台侧部,用于拨动位于所述检测机构上的送料轮至所述分拣台上;落料组件与所述分拣台对接设置,所述落料组件设有成品落料区和废品落料区,经拣选后的送料轮分别通过所述成品落料区和所述废品落料区落料。
作为本申请另一实施例,所述分拣机构还包括设于所述落料组件的出料端的多个出料仓,所述出料仓分别用于承接所述成品落料区下落的送料轮和承接所述废品落料区下落的送料轮。
本发明提供的木工送料机的送料轮分拣装置的有益效果在于:与现有技术相比,本发明木工送料机的送料轮分拣装置,进料机构、输送机构、检测机构和分拣机构组成流水线式,送料轮装入进料机构内,通过输送机构向检测机构上输送送料轮,经过检测机构检测后的送料轮被推送至分拣机构上,通过人工在分拣机构上拣选,使送料轮分类,检测机构对送料轮质量检测速度快,可连续进行检测,解决人工分拣送料轮效率低,劳动强度大的技术问题,具有对送料轮质量检测和分拣速度快,操作效率高,可有效减轻工人劳动强度的技术效果。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
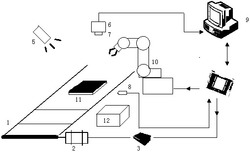
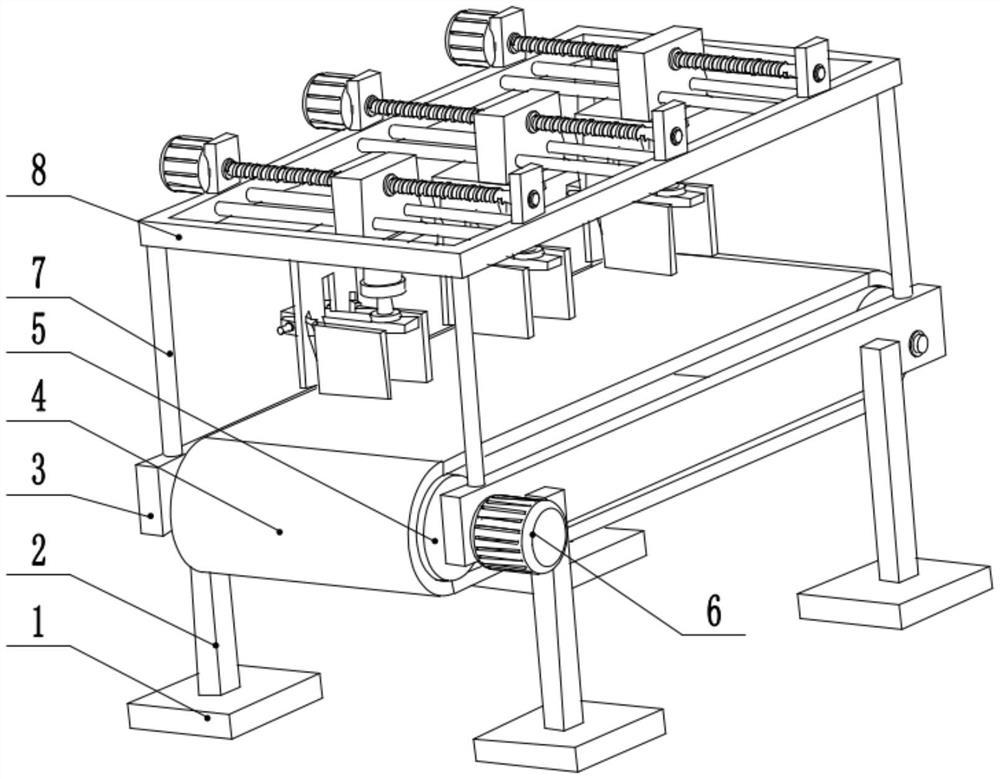
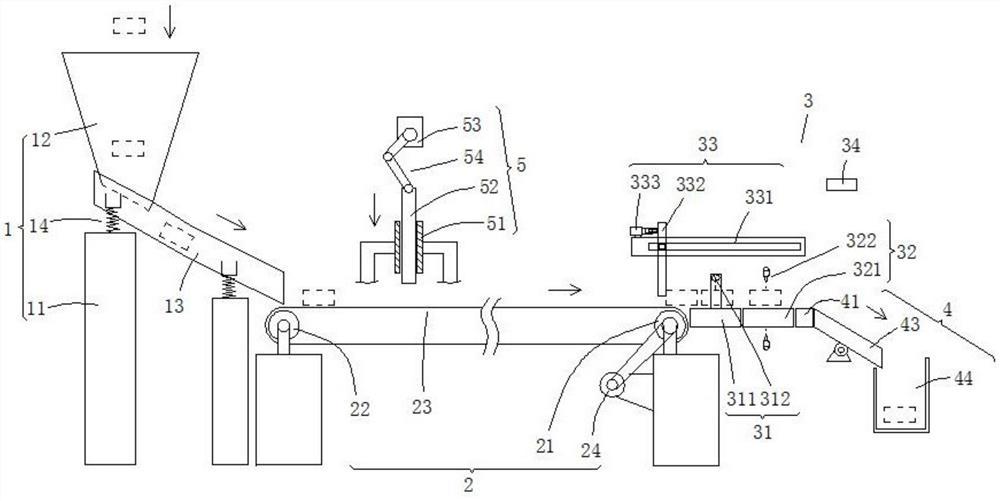
图1为本发明实施例提供的木工送料机的送料轮分拣装置的结构示意图;
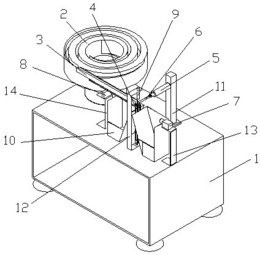
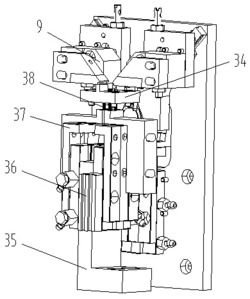
图2为本发明实施例提供的木工送料机的送料轮分拣装置的检测机构和分拣机构俯视图;
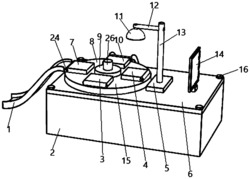
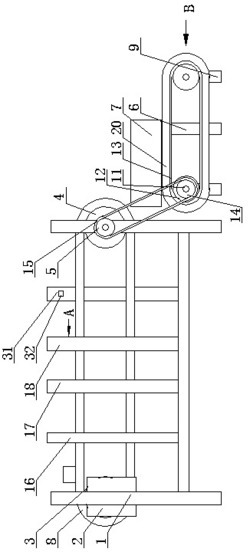
图3为本发明实施例提供的木工送料机的送料轮分拣装置的分拣机构侧视图。
图中:1、进料机构;11、支撑架;12、进料仓;13、导料槽;14、缓冲组件;2、输送机构;21、主动辊筒;22、从动辊筒;23、输送带;24、驱动器;3、检测机构;31、包胶检测组件;311、第一平台;312、检测相机;32、孔数检测组件;321、第二平台;322、光电传感器;33、拨动组件;331、滑轨;332、拨杆;333、电动推杆;34、控制组件;4、分拣机构;41、分拣台;42、驱动组件;43、落料组件;431、成品落料区;432、废品落料区;44、出料仓;5、调整机构;51、套筒;52、插杆;53、驱动电机;54、连杆。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
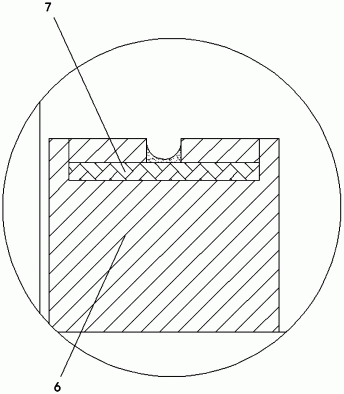
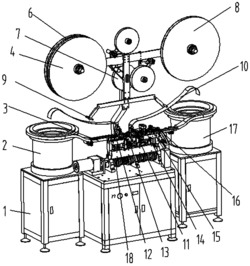
请一并参阅图1及图3,现对本发明提供的木工送料机的送料轮分拣装置进行说明。所述木工送料机的送料轮分拣装置,包括进料机构1、输送机构2、检测机构3和分拣机构4,进料机构1上设有进料口和出料口,用于容纳送料轮;输送机构2的进料端与进料机构1的出料口对接,用于承接和输送经进料机构1输出的送料轮;检测机构3与输送机构2的出料端对接,用于检测经输送机构2输出的送料轮质量;分拣机构4与检测机构3的出料端对接,用于分拣经检测机构3检测后的送料轮,送料轮依次经过进料机构1、输送机构2和检测机构3,经检测机构3进行检测后,送料轮借助于分拣机构4拣选和分类。
本发明提供的木工送料机的送料轮分拣装置,与现有技术相比,进料机构1、输送机构2、检测机构3和分拣机构4组成流水线式,送料轮装入进料机构1内部,通过输送机构2向检测机构3上输送送料轮,经过检测机构3检测后的送料轮被推送至分拣机构4上,通过人工在分拣机构4上分拣或拣选,使送料轮分类,检测机构3对送料轮质量检测速度快,可连续进行检测,解决人工分拣送料轮效率低,劳动强度大的技术问题,具有对送料轮的质量检测和分拣速度快,操作效率高,可有效减轻工人劳动强度的技术效果。
在一个具体实施例中,进料机构1是容纳有制作好的送料轮的一种容器,送料轮能从进料机构1的进料口进入、从进料机构1的出料口流出,为了保证能够有效持续的对送料轮进行检测,则需在进料机构1内装入多个送料轮。依靠自然重力,送料轮会在进料机构1内下落,并能从出料口流出至输送机构2上。
当检测的送料轮数量较多时,可通过输送机构2陆续向检测机构3上输送送料轮,保证送料轮的持续检测。检测机构3上可以对送料轮进行包胶质量检测和安装孔数量检测,通过检测机构3检测后的送料轮能够分拣出成品或废品,将送料轮分类放置。通过设置检测机构3和分拣机构4,可以快速的对送料轮进行检测和拣选,提高检测分拣效率。
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1,木工送料机的送料轮分拣装置还包括调整机构5,调整机构5设于输送机构2上方,用于调整输送机构2上输送的相邻两个送料轮的间距。通过调整机构5的间歇性运动,可以控制输送机构2上送料轮的输送频率,从而控制相邻两个送料轮的间距。
在一个具体实施例中,调整机构5包括:固定在进料机构1上的套筒51、插接在套筒51内并可沿套筒51的长度方向上往复滑动的插杆52以及用于驱动插杆52动作的驱动电机53,在驱动电机53的动力输出端和插杆52之间还设有连杆54,连杆54的一端与驱动电机53动力输出端连接、另一端与插杆52的一端铰接,驱动电机53所输出的扭矩,驱动连杆54的转动,再驱动插杆52的直线滑动,插杆52的下端用于阻挡送料轮被输送,从而通过驱动电机53的动力,能够驱动插杆52在套筒51内滑动,进而使插杆52与输送机构2上的送料轮发生间歇性阻挡,插杆52定时将送料轮阻挡,定时释放送料轮,进而调整输送机构2上相邻两个送料轮的间距,使送料轮均匀向检测机构3上输送。
具体的,连杆54包括两个传动件,均为铰接连接,由驱动电机53、连杆54和插杆52共同组成了一种连杆机构,通过驱动插杆52的往复插接,能向输送机构2上定时推顶,可理解为插杆52能在相同的运动频率内向输送机构2上发生推顶动作,即插杆52连续向输送机构2推顶两次的时间间隔是相等的,插杆52向输送机构2侧往复运动一次,则允许送料轮通过一个,使得两个送料轮的间距相等。因为插杆52是间歇运动的,则可控制送料轮在输送机构2上被传送的频率,使得在输送机构2上被传送的相邻两个送料轮之间的距离保持相等,这样有利于使被传送至检测机构3的送料轮能够逐一的依次被检测,检测有次序,能有效防止一次性向检测机构3输入多个送料轮,以免影响送料轮的检测进度和检测效果。因此通过调整机构5的动作就可以控制送料轮向检测机构3输送的频率或时间,即相隔多长时间或多长距离向检测机构3输送一个送料轮。
具体的,套筒51通过支架或固定架固定在进料机构1上,套筒51竖直设置,插杆52的下端能抵接送料轮,且不会抵接输送机构2。
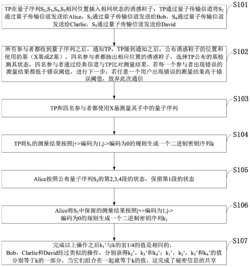
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1,进料机构1包括支撑架11、进料仓12、导料槽13和缓冲组件14,支撑架11起到支撑作用,进料仓12设于支撑架11上,用于容纳送料轮,进料口设于进料仓12顶部,出料口设于进料仓12底部,导料槽13设于支撑架11上,导料槽13的一端与进料仓12的出料口对接、另一端与输送机构2进料端对接,导料槽13倾斜设置,导料槽13用于承接进料仓12内的送料轮,并导流至输送机构2上;缓冲组件14设于导料槽13的底部或支撑架11的上端,导料槽13借助于缓冲组件14缓冲经进料仓12下落的送料轮。
在一个具体实施例中,支撑架11能够支撑进料仓12,因为进料仓12安装高度大于输送机构2,为了使送料轮能够顺利向输送机构2上输送,则在进料仓12与输送机构2之间设置导料槽13,通过倾斜设置的导料槽13,能够使送料轮向输送机构2上均匀输送,另外,为了防止送料轮冲击输送机构2,对输送机构2造成损伤或防止送料轮单次多个同时向输送机构2上输送,则在导料槽13的下端设置缓冲组件14,能够缓冲经进料仓12下落的送料轮,最终减轻送料轮向输送机构2上下落的冲击力,使送料轮向输送机构2上均匀输送。
具体的,缓冲组件14为弹簧件,弹簧件可为多个,均匀支撑导料槽13,弹簧件的一端固结在支撑架11上、另一端固结在导料槽13的底端,且导料槽13只能在支撑架11上发生晃动,且不会从支撑架11上掉落,也不会影响送料轮向输送机构2上输送。
具体的,导料槽13的倾斜角度为20-40°,导料槽13的下端位于输送机构2的上端,能顺利的将位于导料槽13内的送料轮输送至输送机构2上。进料仓12呈漏斗型,进料口呈广口型,出料口的大小为能够输出一个送料轮,且送料轮不会在进料仓12内发生卡滞等现象。
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1,输送机构2包括主动辊筒21、从动辊筒22、包绕在主动辊筒21和从动辊筒22上的输送带23以及用于驱动主动辊筒21转动的驱动器24,输送带23的传送方向朝向检测机构3,输送带23的进料端用于承接经进料机构1输出的送料轮、出料端用于向检测机构3输出送料轮。通过主动辊筒21的转动,带动输送带23的循环转动,从而带动从动辊筒22转动,使位于输送带23上的送料轮能够被输送至检测机构3上。
具体的,驱动器24为电机,能够产生动力,在驱动器24和主动辊筒21之间设有传动链或传动带,能够带动主动辊筒21转动,输送带23上设有一层防滑层,当送料轮落入输送带23上以后,送料轮不会掉落,保证传送效果。
具体的,在输送机构2的传送方向的两侧分别设有挡板,能够有效遮挡送料轮从输送带23上滑脱或掉落。
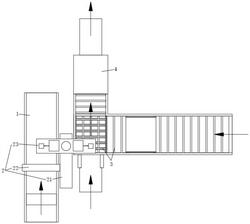
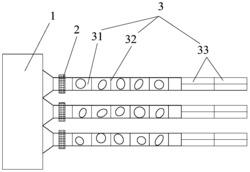
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1至图3,检测机构3包括包胶检测组件31、孔数检测组件32、拨动组件33和控制组件34,包胶检测组件31与输送机构2的出料端对接,用于检测送料轮的包胶质量;孔数检测组件32与包胶检测组件31的出料端对接,用于检测经包胶检测组件31检测后的送料轮的安装孔数量;拨动组件33设于包胶检测组件31上方,用于拨动送料轮从输送机构2至包胶检测组件31上,并用于拨动送料轮从包胶检测组件31至孔数检测组件32上;控制组件34用于控制拨动组件33的拨动动作,控制组件34连接有检测器和显示器,检测器上设定有对送料轮质量参数,检测器用于接收和分析包胶检测组件31和孔数检测组件32采集的信息,显示器用于显示包胶检测组件31和孔数检测组件32检测的信息。从输送机构2出料端的送料轮,借助于拨动组件33的拨动,使送料轮被移动至包胶检测组件31上,并对其包胶质量进行检测;然后借助于拨动组件33的拨动,使位于包胶检测组件31上的送料轮被移动至孔数检测组件32上,并对其进行安装孔数量检测,从而拨动组件33起到了对送料轮检测的辅助作用;控制组件34不仅能接收检测信息,还能控制拨动组件33动作,也可判断送料轮的质量,最后通过显示器显示出来,直观又快速。
具体的,检测器为现有技术中机器视觉检测系统通常使用的一种检测软件,其通过接收包胶检测组件31和孔数检测组件32的采集的信息,并通过显示器显示,经过和设定的检测质量参数相比较,经过对比后,可看出哪些属于合格品,哪些属于废品或不合格品。检测器的检测原理和检测参数等设置,均为现有技术,在此不再赘述。
在一个具体实施例中,包胶检测组件31能检测送料轮的包胶质量,孔数检测组件32能检测送料轮的中部安装孔的制作数量,包胶检测组件31和孔数检测组件32可看作是机器视觉检测,从而通过机器视觉检测能够快速读取送料轮的质量信息,快速将不合格或废品送料轮分拣出来,省去人工检测,避免了检测时间长,劳动强度大的弊端。
控制组件34可为一控制系统,其包含可编程控制器、信号接收模块、信号分析模块、信号处理模块以及控制按钮,能够控制拨动组件33的动作,能够分析所检测的送料轮的质量信息,并向显示器上发送检测信号,人工通过观察显示器,可以判断该送料轮的质量。进而控制组件34为判断送料轮的质量信息提供辅助支撑。
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1至图3,包胶检测组件31包括第一平台311和检测相机312,第一平台311的上端面与输送机构2的上端面平齐,第一平台311用于承接输送机构2输出的送料轮;检测相机312设于第一平台311上方,用于采集送料轮包胶质量信息,并向控制组件34发送包胶质量信息。检测相机312位于第一平台311的上方,向送料轮的外圆周上照射,检测相机312与控制组件34电性连接,通过检测相机312采集送料轮的包胶照片或录像,并发送给控制组件34,在控制组件34上就可以判断该送料轮的包胶质量。
在一个具体实施例中,检测相机312为视觉检测用CCD工业相机,分辨率较高,可以采集送料轮的包胶质量信息,在控制组件34的显示器上就可以看到送料轮的包胶质量信息,从而可在显示器上快速判断该送料轮的包胶质量是否符合质量要求指标。在检测机构3的下方设有固定架,第一平台311固定在该固定架上。
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1至图3,孔数检测组件32包括第二平台321和光电传感器322,第二平台321的上端面与第一平台311上端面平齐,第二平台321用于承接第一平台311输出的送料轮,第二平台321为透明型;光电传感器322为两个,分别设于第二平台321的上方和下方,两个光电传感器322的光线对射设置,位于下方的光电传感器322光线穿过第二平台321并至送料轮的安装孔内,并与位于上方的光电传感器322光线相互对射,两个光电传感器322对射后用于检测送料轮的安装孔,通过两个光电传感器322对射的数量用于判断送料轮的安装孔数量,光电传感器322向控制组件34发送安装孔检测信息。
在一个具体实施例中,第二平台321和第一平台311相同,均固定在检测机构3下方的固定架上,位于下方的光电传感器322通过支架固定在固定架上,位于下方的光电传感器322发射的光线能够穿透第二平台321,并与位于上方的光电传感器322相互对射,上方和下方的光电传感器322共同组成了一对对射型光电传感器322,通过两个光电传感器322能够采集送料轮的安装孔数量,并且能够向控制组件34上发送信息。通过控制组件34可以看出送料轮的安装孔信息,从而可快速判断该送料轮是否为合格品或不合格品。
具体的,第二平台321为透明材质制成,便于光电传感器322的光线穿过,形成对射型。位于上方的光电传感器322通过支架固定在固定架上。光电传感器322可为多个,且同时对送料轮照射,采集送料轮的安装孔数量信息。其中,光电传感器322为对射型光电传感器322,其为现有技术,其作用是能够采集安装孔的数量,若光电传感器322不产生对射,即认为是此处没有安装孔,若光电传感器322产生对射,则认为此处存在安装孔,通过判断光电传感器322产生对射的数量,以决定安装孔的数量。
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1至图3,拨动组件33包括滑轨331、拨杆332和电动推杆333,滑轨331横向设于检测机构3上方;拨杆332的中部与滑轨331滑动连接,拨杆332的下端用于拨动送料轮移动;电动推杆333的动力输出端与拨杆332连接,用于推顶拨杆332沿滑轨331滑动,拨杆332借助于电动推杆333推顶送料轮移动,电动推杆333受控于控制组件34。电动推杆333每推顶一次送料轮的移动量,就是从输送机构2到包胶检测组件31的距离,或是从包胶检测组件31到孔数检测组件32的距离,使拨动组件33配合包胶检测组件31和孔数检测组件32动作,使送料轮顺利检测。电动推杆333可以伸缩调节,其伸缩的长度受控于控制组件34的控制。
在一个具体实施例中,滑轨331通过支架连接在固定架上,滑轨331横向水平设置,通过电动推杆333的推顶,驱动拨杆332在滑轨331上滑动,从而拨杆332推动送料轮在输送机构2、第一平台311和第二平台321上移动,从而可以配合包胶检测组件31和孔数检测组件32进行检测。拨杆332在滑轨331上的滑动量是预先设定好的,其滑动量就是从输送机构2到包胶检测组件31的距离,或是从包胶检测组件31到孔数检测组件32的距离。拨杆332的中部固结有滑块,滑块滑接在滑轨331上,从而电动推杆333推顶拨杆332移动,进而连带推顶送料轮移动,实现了输送机构2向检测机构3上转移的过程。
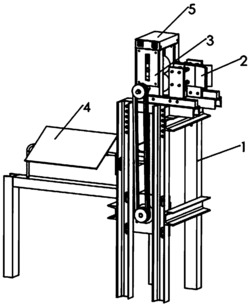
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1至图2,分拣机构4包括分拣台41、驱动组件42和落料组件43,分拣台41与检测机构3对接设置,用于容纳经检测机构3检测后的送料轮;驱动组件42设于检测机构3或分拣台41的侧部,用于拨动位于检测机构3上的送料轮至分拣台41上;落料组件43与分拣台41对接设置,落料组件43设有成品落料区431和废品落料区432,落料组件43为人工拣选和分类落料提供一种支撑平台,经检测机构3检测后的送料轮,被驱动组件42推顶至分拣台41上分拣,经人工在分拣台41上拣选后的送料轮分别通过成品落料区431和废品落料区432落料。
在一个具体实施例中,分拣机构4配合检测机构3对送料轮进行拣选作业,通过人工观察控制组件34上显示器所显示的送料轮的信息,通过检测机构3对送料轮检测后,人工肉眼通过控制组件34的显示器将送料轮的信息显示出来,人工通过显示器上的信息与设定的送料轮检测信息进行对比,进而判断送料轮的质量信息,人工在分拣台41对经过检测机构3检测后的送料轮进行分类拣选,将合格品和不合格品区分开来。
分拣台41能为人工拣选送料轮提供支撑,当驱动组件42推顶送料轮至分拣台41上后,人工可在分拣台41上进行拣选作业,将不合格的送料轮拣选出来,然后分别通过成品落料区431和废品落料区432落料将送料轮分类落料,最后使合格品和不合格品得到分类放置,通过检测机构3和分拣机构4的共同配合动作,使对送料轮的分拣更加快速,提高送料轮的分拣速度。
具体的,驱动组件42包括电动伸缩杆、推板和电机,在孔数检测组件32侧部设有滑道,推板与滑道滑接,电机所输出的动力推顶电动伸缩杆伸缩,电动伸缩杆推顶推板在滑道上滑动,推板的一端用于推顶送料轮,进而电动伸缩杆推顶送料轮移动,分拣台41与第二平台321水平对齐设置,驱动组件42能使送料轮从第二平台321推顶至分拣台41上。
作为本发明提供的木工送料机的送料轮分拣装置的一种具体实施方式,请参阅图1,分拣机构4还包括设于落料组件43的出料端的多个出料仓44,出料仓44分别用于承接成品落料区431下落的送料轮和承接废品落料区432下落的送料轮,出料仓44用于盛放送料轮,使送料轮分类放置。
在本实施例中,出料仓44即为一个用于容纳送料轮的承装件,将检测完成后的送料轮装入至出料仓44内,使送料轮分类放置。出料仓44分别与成品落料区431的出料口对接和废品落料区432的出料口对接。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
木工送料机的送料轮分拣装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0