






专利摘要
本发明提供了一种回收碳纤维成型方法,包括以下步骤:在气流的作用下,将回收碳纤维进行分散;将分散后的回收碳纤维吸附在模具表面,得到回收碳纤维预成型体;在所述吸附的过程中,向吸附在所述模具表面的回收碳纤维上施胶。本发明提供的方法通过气流对回收碳纤维进行分散,能够将回收碳纤维分散均匀,然后再将分散后的回收碳纤维吸附在模具的表面,本领域技术人员可根据需要的回收碳纤维成型体的形状和尺寸,选择合适的模具进行回收碳纤维的吸附,而且在吸附的过程中,向吸附在所述模具表面的回收碳纤维上施胶,从而能够得到三维立体的回收碳纤维预成型体。本发明提供的方法得到的预成型体能够直接用于成型生产相应的产品或零件。
权利要求
1.一种回收碳纤维成型的设备,包括气流供应循环系统、气流分散器、吸附成型器和施胶装置;
所述气流分散器的底部设置有高压进气口,所述气流分散器的顶部设置有混合气流出口,所述气流分散器的侧壁设置有回收碳纤维进料口;
所述气流分散器的高压进气口与所述气流供应循环系统的出口相连,所述气流分散器的混合气流出口与所述吸附成型器的进口相连;
所述吸附成型器上设置有气体出口,所述气体出口为负压抽气口,所述负压抽气口与所述气流供应循环系统的进气口相连;
所述施胶装置的出口与所述吸附成型器的胶液进口相连。
2.根据权利要求1所述的设备,其特征在于,还包括混合气流输送装置,所述混合气流输送装置的入口与所述气流分散器的混合气流出口相连;
所述混合气流输送装置的出口与所述吸附成型器的进口相连。
3.根据权利要求1所述的设备,其特征在于,所述吸附成型器包括成型器壳体和设置在所述成型器壳体中的吸附成型模具;
所述负压抽气口设置于所述成型器壳体的侧壁或底部,所述负压抽气口与所述吸附成型模具的气体出口相连通。
4.根据权利要求3所述的设备,其特征在于,所述吸附成型模具包括连接套管和一端与所述连接套管可旋转连接的模具头;
所述连接套管的出口与所述负压抽气口相连。
5.根据权利要求4所述的设备,其特征在于,所述模具头上设置有吸附定型网面,所述吸附定型网面上网孔的直径为0.1mm~1mm。
6.根据权利要求1~5任意一项所述的设备,其特征在于,所述施胶装置为喷雾施胶系统;
所述喷雾施胶系统包括喷雾喷头、胶液输送管、胶液泵和胶液储罐;
所述喷雾喷头与所述吸附成型器的胶液进口相连,用于对吸附成型器吸附的回收碳纤维进行喷胶。
7.根据权利要求6所述的设备,其特征在于,喷雾喷头设置于所述吸附成型器的内部,所述喷雾喷头与所述吸附定型网面的距离为5cm~20cm。
8.一种回收碳纤维成型方法,包括以下步骤:
在气流的作用下,将回收碳纤维进行分散;
将分散后的回收碳纤维吸附在模具表面,得到回收碳纤维预成型体;
在所述吸附的过程中,向吸附在所述模具表面的回收碳纤维上施胶。
9.根据权利要求8所述的成型方法,其特征在于,所述施胶采用的胶液为包括胶质和溶剂的溶液或分散液;
所述胶质包括环氧树脂、聚氨酯、变性淀粉、聚乙烯醇和马来酸中的一种或几种的混合物;
所述溶剂为水、乙醇或丙酮。
10.根据权利要求8~9任意一项所述的成型方法,其特征在于,所述胶液中胶质的质量分数为0%~20%;
所述胶液与吸附成型的回收碳纤维的质量比为(0.05~5):1。
11.根据权利要求10所述的成型方法,其特征在于,所述胶液中胶质的质量分数为1%~18%。
12.根据权利要求11所述的成型方法,其特征在于,所述胶液与吸附成型的回收碳纤维的质量比为(0.1~4):1。
说明书
技术领域
本发明涉及纤维材料技术领域,尤其涉及回收碳纤维成型用设备和成型方法。
背景技术
碳纤维作为一种轻质高强的高性能材料而被广泛应用于航天航空、汽车、建筑、铁路、通讯、医药器材等行业。随着新型飞机和汽车的大量投产及日常生活中“低碳”观念的普及,碳纤维的需求量正在逐年大幅度增加。但碳纤维复合材料的广泛使用,也产生了大量的边角料和废弃料,一方面这些边角料和废弃料等,给环境保护带来了巨大压力;另一方面,复合材料中含有的高价值碳纤维成分,如果简单的进行焚烧等处理,也会造成资源的浪费。因此,碳纤维的回收利用是一个极具吸引力的市场,它不仅以经济影响为向导,同样由于其对环境的正面影响而受到各国政府的关注。
近年来,高温分解法、催化分解法、流化床分解法、超临界处理法等多种碳纤维复合材料的回收工艺和技术不断发展,回收得到的碳纤维性能保持率也得到了大大的提高。但是由于碳纤维复合材料边角料和废弃料的形状不一,上述方法得到的回收碳纤维多为长度不一的短纤维,这给回收碳纤维的再应用带来了很大的困难。
目前,现有技术中关于回收碳纤维的成型和应用技术专利较少。如申请号为CN01107639.9的中国专利公开了一种短纤维增强复合材料的浆状模塑成型方法,将短纤维和水溶性树脂基体在作为介质的水中混合制成浆料,再通过真空吸塑,然后干燥再经热压定型得到制品。专利号为US20130071628Al的美国专利也提出,将短切碳纤维制成混合溶液,然后吸附形成瓦楞型结构的预成型体。这些方法均使用水或溶剂作为介质,真空吸附后需对水或溶剂进行干燥或脱出处理,后处理繁琐。
现有技术也公开了多种成型纤维材料的装置,能够简单的实现纤维材料的成型,如申请号为201280001576.9的专利公开了一种用于成型纤维材料的装置,但该装置不适用于回收碳纤维材料的成型加工。
发明内容
本发明的目的在于提供一种回收碳纤维成型用的设备和成型方法,本发明提供的设备能够以回收碳纤维为原料,得到回收碳纤维预成型体,从而得到相应的回收碳纤维产品或零件,本发明提供的方法工艺简洁,容易操作。
本发明提供了一种回收碳纤维成型的设备,包括气流供应循环系统、气流分散器、吸附成型器和施胶装置;
所述气流分散器的底部设置有高压进气口,所述气流分散器的顶部设置有混合气流出口,所述气流分散器的侧壁设置有回收碳纤维进料口;
所述气流分散器的高压进气口与所述气流供应循环系统的出口相连,所述气流分散器的混合气流出口与所述吸附成型器的进口相连;
所述吸附成型器上设置有气体出口,所述气体出口为负压抽气口,所述负压抽气口与所述气流供应循环系统的进气口相连;
所述施胶装置的出口与所述吸附成型器的胶液进口相连。
优选的,还包括混合气流输送装置,所述混合气流输送装置的入口与所述气流分散器的混合气流出口相连;
所述混合气流输送装置的出口与所述吸附成型器的进口相连。
优选的,所述吸附成型器包括成型器壳体和设置在所述成型器壳体中的吸附成型模具;
所述负压抽气口设置于所述成型器壳体的侧壁或底部,所述负压抽气口与所述吸附成型模具的气体出口相连通。
优选的,所述吸附成型模具包括连接套管和一端与所述连接套管可旋转连接的模具头;
所述连接套管的出口与所述负压抽气口相连。
优选的,所述模具头上设置有吸附定型网面,所述吸附定型网面上网孔的直径为0.1mm~1mm。
优选的,所述施胶装置为喷雾施胶系统;
所述喷雾施胶系统包括喷雾喷头、胶液输送管、胶液泵和胶液储罐;
所述喷雾喷头与所述吸附成型器的胶液进口相连,用于对吸附成型器吸附的回收碳纤维进行喷胶。
优选的,喷雾喷头设置于所述吸附成型器的内部,所述喷雾喷头与所述吸附定型网面的距离为5cm~20cm。
本发明提供了一种回收碳纤维成型方法,包括以下步骤:
在气流的作用下,将回收碳纤维进行分散;
将分散后的回收碳纤维吸附在模具表面,得到回收碳纤维预成型体;
在所述吸附的过程中,向吸附在所述模具表面的回收碳纤维上施胶。
优选的,所述施胶采用的胶液为包括胶质和溶剂的溶液或分散液;
所述胶质包括环氧树脂、聚氨酯、变性淀粉、聚乙烯醇和马来酸中的一种或几种的混合物;
所述溶剂为水、乙醇或丙酮。
优选的,所述胶液中胶质的质量分数为0%~20%;
所述胶液与吸附成型的回收碳纤维的质量比为(0.05~5):1。
优选的,所述胶液中胶质的质量分数为1%~18%。
优选的,所述胶液与吸附成型的回收碳纤维的质量比为(0.1~4):1。
本发明提供了一种回收碳纤维成型方法,包括以下步骤:在气流的作用下,将回收碳纤维进行分散;将分散后的回收碳纤维吸附在模具表面,得到回收碳纤维预成型体;在所述吸附的过程中,向吸附在所述模具表面的回收碳纤维上施胶。本发明提供的方法通过气流对回收碳纤维进行分散,能够将回收碳纤维分散均匀,然后再将分散后的回收碳纤维吸附在模具的表面,本领域技术人员可根据需要的回收碳纤维成型体的形状和尺寸,选择合适的模具进行回收碳纤维的吸附,而且在吸附的过程中,向吸附在所述模具表面的回收碳纤维上施胶,从而能够得到三维立体的回收碳纤维预成型体。本发明提供的方法得到的预成型体能够直接用于成型生产相应的产品或零件。进一步的,在本发明提供的方法中,所述模具可360°自由旋转,使回收碳纤维形成更均匀的吸附层,从而得到更加均匀的回收碳纤维预成型体。
本发明还提供了一种回收碳纤维成型的设备,包括气流供应循环系统、气流分散器、吸附成型器和施胶装置;所述气流分散器的底部设置有高压进气口,所述气流分散器的顶部设置有混合气流出口,所述气流分散器的侧壁设置有回收碳纤维进料口;所述气流分散器的高压进气口与所述气流供应循环系统的出口相连,所述气流分散器的混合气流出口与所述吸附成型器的进口相连;所述吸附成型器上设置有气体出口,所述气体出口为负压抽气口,所述负压抽气口与所述气流供应循环系统的进气口相连;所述施胶装置的出口与所述吸附成型器的胶液进口相连。本发明提供的设备能够使回收碳纤维采用气流分散的方法分散均匀,并被吹送到吸附成型器中,通过抽气吸附成型,施胶后得到具有一定厚度和三维构型的回收碳纤维预成型体。本发明提供的设备能够实现对回收碳纤维的成型再利用,得到的回收碳纤维预成型体能够直接用于成型生产相应的产品或零件,如用于生产电磁屏蔽材料、轻质耐温层材料、安全帽内衬和轻质汽车保险杠。进一步的,本发明提供的设备中,所述吸附成型模具包括连接套管和一端与所述连接套管可旋转连接的模具头,使回收碳纤维在模具头表面形成更均匀的吸附层,从而得到更加均匀的回收碳纤维预成型体。
附图说明
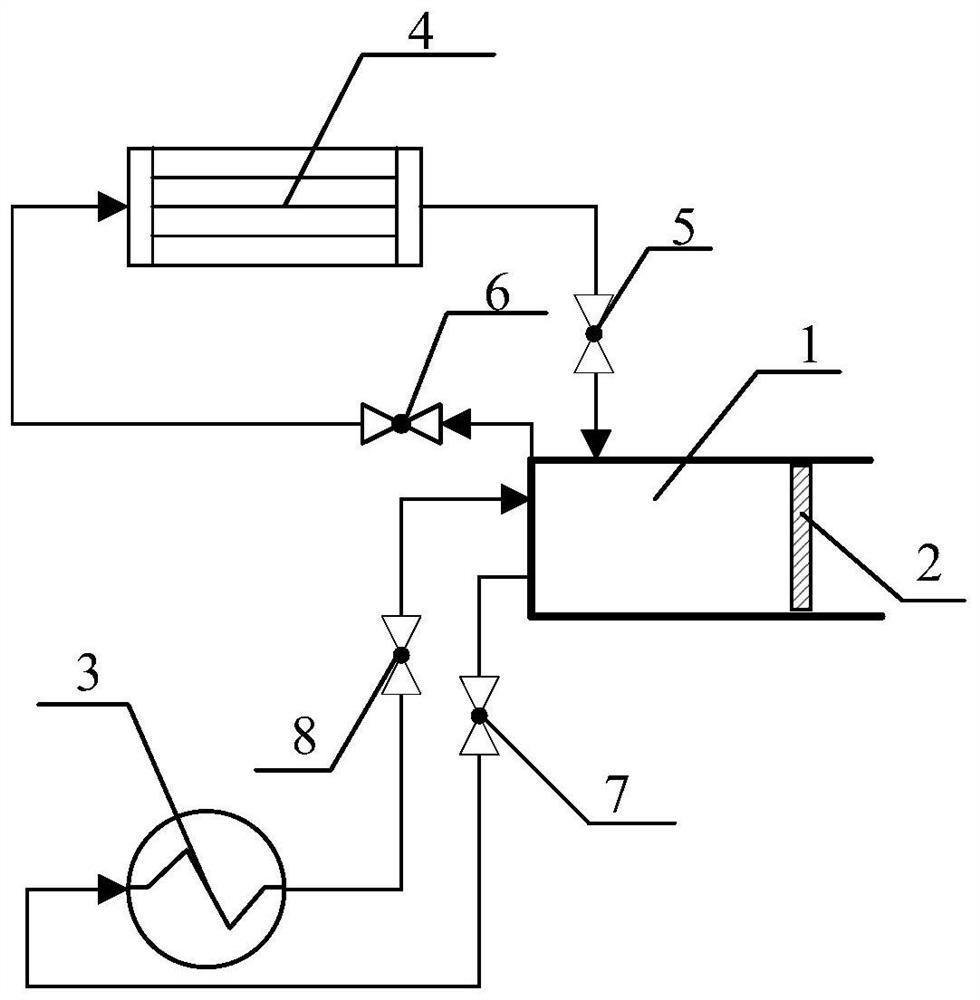
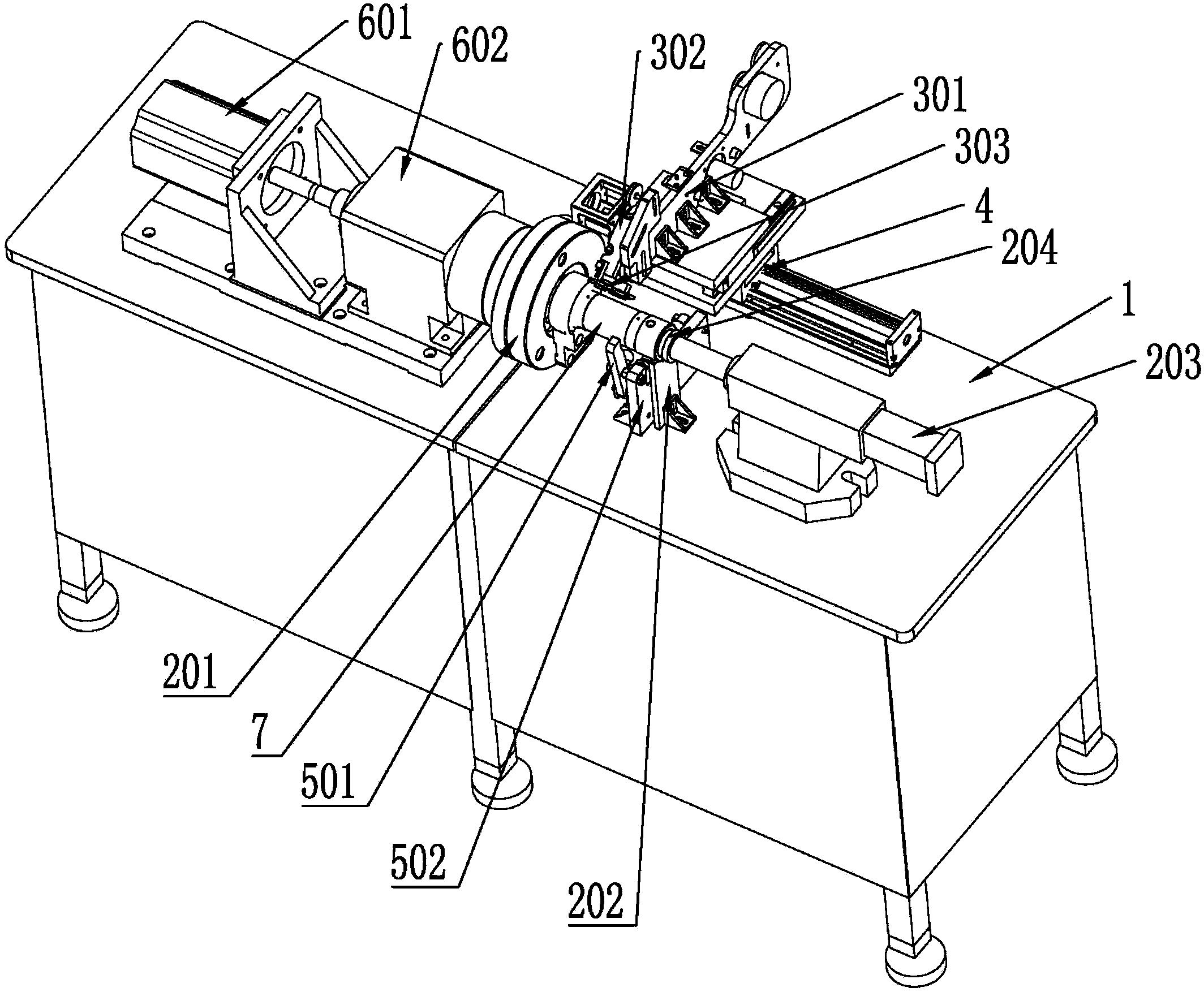
图1为本发明实施例提供的回收碳纤维成型设备的结构示意图;
图2为本发明实施例采用的回收碳纤维成型工艺流程示意图。
具体实施方式
本发明提供了一种回收碳纤维成型的设备,包括气流供应循环系统、气流分散器、吸附成型器和施胶装置;
所述气流分散器的底部设置有高压进气口,所述气流分散器的顶部设置有混合气流出口,所述气流分散器的侧壁设置有回收碳纤维进料口;
所述气流分散器的高压进气口与所述气流供应循环系统的出口相连,所述气流分散器的混合气流出口与所述吸附成型器的进口相连;
所述吸附成型器上设置有气体出口,所述气体出口为负压抽气口,所述负压抽气口与所述气流供应循环系统的进气口相连;
所述施胶装置的出口与所述吸附成型器的胶液进口相连。
本发明提供的设备通过气流分散、负压吸附成型的方式得到回收碳纤维的预成型体,实现了对回收碳纤维的再成型和利用,而且得到的回收碳纤维预成型体能够直接用于生产相应的产品或零件。
参见图1,图1为本发明实施例提供的回收碳纤维成型设备的结构示意图,其中1为胶液储罐,2为胶液泵,3为喷雾喷头,4为吸附成型模具,5为空气净化器,6为空气泵,7为空气输送管路,8为高压进气口,9为气流分散器,10为混合气流出口,11为混合气流输送管路,12为吸附成型器,13为回收碳纤维喂料装置。
本发明提供的回收碳纤维成型的设备包括气流分散器9,所述气流分散器的底部设置有高压进气口8,所述气流分散器顶部设置有混合气流出口10,所述气流分散器的侧壁设置有回收碳纤维进料口。本发明对所述气流分散器的形状和材质没有特殊的限定,本领域技术人员可以根据需要采用任意材质将气流分散器设计成任意形状。在本发明的实施例中,所述气流分散器包括两个圆锥体和一个圆柱体,所述圆柱体设置于两个圆锥体之间,所述圆柱体的底面与所述圆锥体的底面重合,且所述圆锥体与所述圆柱体相互连通。
在本发明中,所述气流分散器的侧壁设置有回收碳纤维进料口,本发明对所述回收碳纤维进料口设置在气流分散器侧壁的位置没有限制,在本发明的实施例中,所述气流分散器主视图中,所述回收碳纤维进料口可以设置在所述长方形侧边上。
在本发明的实施例中,回收碳纤维成型的设备还可以包括回收碳纤维喂料器,所述回收碳纤维喂料器的出料口与所述气流分散器的回收碳纤维进料口相连,用于将回收碳纤维输送至气流分散器中。本发明对所述回收碳纤维喂料器的结构没有特殊的限制,采用本领域技术人员熟知的喂料器即可。
本发明提供的回收碳纤维成型的设备包括气流供应循环系统,所述气流供应循环系统的出口与所述气流分散器的高压进气口相连,所述气流供应循环系统的进口与所述吸附成型器的负压抽气口相连。在本发明中,所述气流供应循环系统将气体输送至气流分散器中,在气流分散器中,在气流的冲击作用下进入到气流分散器中的回收碳纤维进行分散;分散好的回收碳纤维与气流形成混合气体,由气流分散器的混合气流出口输送至吸附成型器中。在本发明的实施例中,所述气流供应循环系统中的气流为空气流,所述气流供应循环系统包括空气泵、空气净化器和空气输送管路,所述空气输送管路被空气泵和空气净化器分为三段,分别为第一空气输送管路、第二空气输送管路和第三空气输送管路,所述第一空气输送管路的进气口与所述吸附成型器的负压抽气口相连,所述第一空气输送管路、空气净化器、第二输送管路、空气泵和第三输送管路依次相连,所述第三输送管路的出气口与所述气流分散器的高压进气口相连。
本发明提供的回收碳纤维成型的设备包括吸附成型器,所述吸附成型器的进口与所述气流分散器的混合气流出口相连,所述吸附成型器的外壁设置有负压抽气口。本发明实施例提供的回收碳纤维成型的设备还可以包括混合气流输送装置,所述混合气流输送管路的进气口与所述气流分散器的混合气流出口相连,所述混合气流输送管路的出气口与所述吸附成型器的进口相连。本发明对所述混合气流输送管路的形状和材质没有特殊的限制,能够实现所述混合气流的输送即可。在本发明的实施例中,所述混合气流输送管路为内壁光滑、横截面为圆形、椭圆形或矩形的通气管路,用来输送分散有回收碳纤维的高速气流。
在本发明的实施例中,所述吸附成型器包括成型器壳体和设置在所述成型器壳体中的吸附成型模具,所述负压抽气口设置与所述成型器壳体的侧壁或底部,所述负压抽气口与所述吸附成型模具的气体出口相连通。本发明对所述成型器壳体的形状没有特殊的限制,能够盛放所述吸附成型模具即可。在本发明的实施例中,所述吸附成型模具包括连接套管和一端与所述连接套管可旋转连接的模具头,所述连接套管的另一端与所述负压抽气口相连,通过气流供应循环系统实现负压抽气,将混合气流中的回收碳纤维再吸附在模具头上成型。在本发明的实施例中,所述模具头可以进行360°旋转运动,从而使得回收碳纤维在模具头表面形成更加均匀的吸附层。本发明对所述吸附成型模具吸附面的形状没有特殊的限制,本领域技术人员可以根据应用的需要设定合适的形状,在本发明的实施例中,所述吸附成型模具吸附面的形状可以为半球形、半椭球形、半圆柱形或其他非规则立体几何形状如瓦楞形、汽车保险杠相应形状、截面为M、Π或U形的半柱形。
本发明对所述负压抽气口的设置位置没有特殊的限制,在本发明的实施例中,所述负压抽气口设置在成型器壳体的侧壁或底部;在不包括混合气流输送装置的实施例中,所述吸附成型器与气流分散器直接相连,所述负压抽气口也可以设置在顶部。
本发明为了保证吸附成型过程中的气密性,在实施例中,本发明在模具头和连接套管之间可以设置活动密封原件,既能够保证吸附成型过程的气密性,又能够使模具头在成型器壳体内进行360°自由旋转运动,使得回收碳纤维均匀的吸附在模具头上。本发明对所述活动密封原件的种类没有特殊的限制,采用本领域技术人员熟知的活动密封件即可。
本发明为了防止将回收碳纤维吸附进入气流供应系统,在实施例提供的回收碳纤维成型设备中,所述模具头上可以设置吸附定型网面,在本发明中,所述吸附定型网面可根据生产需要制作,从而得到不同形状的回收碳纤维预成型体。在本发明的实施例中,所述吸附定型网面上有密集的网孔,所述网孔的直径优选为0.1mm~1mm,更优选为0.2mm~0.8mm,最优选为0.3mm~0.6mm。
本发明提供的回收碳纤维成型设备包括施胶装置,所述施胶装置的出口与所述吸附成型器的胶液进口相连。在本发明的实施例中,所述吸附成型器的胶液进口设置于所述吸附成型器壳体上,正对所述模具头。在本发明的实施例中,所述施胶装置可以为喷雾施胶系统,所述喷雾施胶系统包括喷雾喷头、胶液输送管、胶液泵和胶液储罐,所述喷雾喷头与所述吸附成型器的胶液进口相连。在本发明的实施例中,所述胶液输送管被胶液泵氛围两段,分别为第一胶液输送管和第二胶液输送管;所述胶液储罐用于储存胶液,所述胶液储罐的出口与所述第一胶液输送管的进口相连,所述第一胶液输送管的出口与所述胶液泵的进口相连,所述胶液泵的出口与所述第二胶液输送管的进口相连,所述第二胶液输送管的出口与所述喷雾喷头的进口相连。
本发明为了能够控制喷胶的质量,在实施例中,所述喷雾喷头设置于所述吸附成型器的内部,距离吸附定型网面的距离为5cm~20cm,在其他实施例中,所述喷雾喷头与吸附定型网面的距离还可以为10cm~15cm。
本发明提供了一种回收碳纤维成型方法,包括以下步骤:
在气流的作用下,将回收碳纤维进行分散;
将分散后的回收碳纤维吸附在模具表面,得到回收碳纤维预成型体;
在所述吸附的过程中,向吸附在所述模具表面的回收碳纤维上施胶。
在气流的作用下,本发明将回收碳纤维进行分散,在气流的冲击作用下,所述回收碳纤维被分散均匀。本发明对所述回收碳纤维的来源,没有特殊的限制,采用本领域技术人员熟知的回收碳纤维即可,如可以为采用物理和/或化学的回收方法,得到的可再利用的回收碳纤维材料。本发明优选采用申请号为201010122570.X的中国专利公开的技术方案得到的回收碳纤维。在本发明中,所述回收碳纤维的纤维长度优选为1mm~100mm,更优选为2mm~50mm,最优选为2mm~20mm。
本发明提供的方法可以以单独的回收碳纤维作为原料,也可以以包含回收碳纤维的混合纤维为原料,制备得到纤维成型体。在本发明中,能够与所述回收碳纤维混合得到的混合纤维的原料优选为聚酯纤维、聚丙烯纤维、芳纶纤维、玻璃纤维和植物纤维中的一种或几种。本发明对所述聚酯纤维、聚丙烯纤维、芳纶纤维、玻璃纤维和植物纤维的来源没有特殊的限制,采用本领域技术人员熟知的聚酯纤维、聚丙烯纤维、芳纶纤维、玻璃纤维和植物纤维即可。
在本发明中,所述气流优选为回旋空气流,所述气流的流速优选为0.02m/s~120m/s,更优选为0.1m/s~110m/s,最优选为1m/s~100m/s,最最优选为10m/s~80m/s。
完成对回收碳纤维的分散后,本发明将得到的分散后的回收碳纤维吸附在模具上。在本发明中,经过气流的分散,得到回收碳纤维和气流形成的混合气体,本发明优选将所述混合气体抽吸至所述模具表面,混合气体中的回收碳纤维被吸附在模具表面。本发明为了保证回收碳纤维的均匀吸附,所述模具优选为可旋转的模具,具体的,所述模具优选为上述技术方案所述吸附成型模具。在本发明中,所述吸附成型模具中的模具头可在360°内自由旋转,使得回收碳纤维在模具头表面形成更加均匀的吸附层,从而得到更加均匀的回收碳纤维预成型体。
在所述吸附的过程中,本发明向吸附在所述模具表面上的回收碳纤维施胶,得到回收碳纤维预成型体。本发明对所述施胶的方法没有特殊的限制,采用本领域技术人员熟知的施胶的技术方案即可;为了能够实现均匀施胶的目的、保证得到的回收碳纤维成型体的质量,本发明优选采用喷雾的方法进行施胶。在本发明中,所述施胶过程中,胶液输送的流速与施胶面积、单位面积施胶要求和胶液输送管的粗细程度有关,本领域技术人员可根据需要设置胶液输送的流速。本发明对所述喷雾施胶的条件没有特殊的限制,本领域技术人员可根据胶液输送的流速、施胶面积、单位面积施胶要求等进行设置。在本发明中,所述喷雾施胶的密度优选为单位面积每秒中喷射胶液量为0.2g~10g,更优选为0.5g~8g,最优选为0.5g~5g。
在本发明中,所述施胶采用的胶液优选为包括胶质和溶剂溶液或分散液,所述胶质优选包括环氧树脂、聚氨酯、变性淀粉、聚乙烯醇和马来酸中的一种或几种的混合物;所述溶剂优选为水、乙醇或丙酮,所述胶液更优选为环氧树脂水分散液、聚氨酯水分散液和聚乙烯醇水溶液中的一种或几种的混合物。在本发明中,所述胶液中胶质的质量分数优选为0%~20%,更优选为1%~18%,最优选为5%~12%。所述胶液与吸附成型的回收碳纤维的质量比优选为(0.05~5):1,更优选为(0.1~4):1,最优选为(0.5~3):1。
本发明优选进行多次施胶,相邻两次施胶的时间间隔优选为1~90秒,更优选为5~80秒,最优选为10~60秒;所述吸附回收碳纤维的时间优选为0.5~30分钟,更优选为1分钟~25分钟,最优选为2分钟~20分钟。
本发明提供的方法可以采用上述技术方案所述的回收碳纤维成型的设备进行,下面对所述回收碳纤维成型设备制备回收碳纤维预成型体的方法进行说明:
本发明将回收碳纤维通过气流分散器的回收碳纤维进料口进入气流分散器中,在所述气流分散器中,在气流的冲击作用下,所述回收碳纤维被分散均匀。本发明优选将回收碳纤维置于回收碳纤维进料装置中,通过进料装置进行回收碳纤维的进料。
本发明将空气通过气流供应循环系统进入气流分散器中,从而通过气流的作用将所述气流分散器中的回收碳纤维分散。本发明的气流供应循环系统通过所述吸附成型器的负压抽气口将空气抽到气流供应循环系统中,再由空气循环系统传输至气流分散器中。在本发明中,所述空气气流的流速优选为0.02m/s~120m/s,更优选为0.1m/s~110m/s,最优选为1m/s~100m/s,最最优选为10m/s~80m/s。
在所述气流分散器中,所述回收碳纤维与空气形成混合气体,所述混合气体被输送至吸附成型器中进行吸附成型,得到回收碳纤维预成型体。在本发明中,所述混合气体被输送至吸附成型器的进口处,在负压的作用下,混合气流中的回收碳纤维优选被吸附在吸附成型器中的吸附定型网面上,得到回收碳纤维的预成型体。
本发明在吸附成型的过程中,所述施胶装置优选每隔1~90秒向吸附定型网面上吸附的回收碳纤维层表面施胶,吸附0.5~30分钟后,吸附定型网面上吸附回收碳纤维层符合规定要求后,得到回收碳纤维预成型体。更优选每隔5~80秒的时间进行施胶,最优选为10秒~60秒;所述吸附的时间更优选为1分钟~25分钟,最优选为2分钟~20分钟。本发明对所述吸附定型网面上吸附回收碳纤维层的厚度没有特殊的要求,本领域技术人员根据生产需要控制合适的回收碳纤维层的厚度,在本发明中,所述回收碳纤维层的厚度优选为0.05~5厘米,更优选为0.1~4.5厘米,最优选为0.2~4厘米。
本发明对所述施胶的方法没有特殊的限制,采用本领域技术人员熟知的施胶的技术方案即可;为了能够实现均匀施胶的目的、保证得到的回收碳纤维成型体的质量,本发明优选采用喷雾的方法进行施胶。本发明通过上述技术方案所述施胶装置对吸附成型器中的回收碳纤维进行施胶,在本发明中,所述施胶装置中胶液输送的流速与施胶面积、单位面积施胶要求和胶液输送管的粗细程度有关,本领域技术人员可根据需要设置胶液输送的流速。本发明对所述喷雾施胶的条件没有特殊的限制,本领域技术人员可根据胶液输送的流速、施胶面积、单位面积施胶要求等进行设置。在本发明中,所述喷雾施胶的密度优选为单位面积每秒中喷射胶液量为0.2g~10g,更优选为0.5g~8g,最优选为0.5g~5g。
在本发明中,所述施胶采用的胶液优选为包括胶质和溶剂的溶液或分散液,所述胶质优选包括环氧树脂、聚氨酯、变性淀粉、聚乙烯醇和马来酸中的一种或几种的混合物;所述溶剂优选为水、乙醇或丙酮,所述胶液更优选为环氧树脂水分散液、聚氨酯水分散液和聚乙烯醇水溶液中的一种或几种的混合物。在本发明中,所述胶液中胶质的质量分数优选为0%~20%,更优选为1%~18%,最优选为5%~12%;所述胶液与吸附成型的回收碳纤维的质量比优选为(0.05~5):1,更优选为(0.1~4):1,最优选为(0.5~3):1。
本发明提供的方法得到的回收碳纤维预成型体具有一定厚度和三维构型,可以直接用于成型生产相应的产品或零件;而且本发明提供的方法及设备对回收碳纤维进行成型加工,不影响终端产品性能,气流循环无污染。
本发明提供了一种回收碳纤维成型的设备,包括气流供应循环系统、回收碳纤维进料装置、气流分散器、吸附成型器和施胶装置;所述气流分散器的底部设置有高压进气口,所述气流分散器的顶部设置有混合气流出口,所述气流分散器的中上部设置有回收碳纤维进料口;所述气流分散器的高压进气口与所述气流供应循环系统的出口相连,所述气流分散器上的进料口与所述回收碳纤维进料装置的出口相连,所述气流分散器的混合气流出口与所述吸附成型器的进口相连;所述吸附成型器上设置有气体出口,所述气体出口为负压抽气口,所述负压抽气口与所述气流供应循环系统的进气口相连;所述施胶装置的出口与所述吸附成型器的胶液进口相连。本发明提供的设备能够使回收碳纤维采用气流分散的方法分散均匀,并被吹送到吸附成型器中,通过抽气吸附成型,施胶后得到具有一定厚度和三维构型的回收碳纤维预成型体。本发明提供的设备能够实现对回收碳纤维的成型再利用,得到的回收碳纤维预成型体能够直接用于成型生产相应的产品或零件,如用于生产电磁屏蔽材料、轻质耐温层材料、安全帽内衬和轻质汽车保险杠。
为了进一步说明本发明,下面结合实施例对本发明提供的回收碳纤维成型的设备和成型方法进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
在下述实施例中,采用图2所示回收碳纤维成型方法的流程示意图,以回收碳纤维为原料,制备得到回收碳纤维预成型体。
实施例1
本实施例中,回收碳纤维长度2毫米,吸附定型网面为平面网面,网孔直径为0.1毫米,喷雾喷头距吸附定型网面5厘米,胶液使用胶质质量分数为0.5%的聚乙烯醇水溶液,喷雾喷头每隔10秒向吸附定型网面上吸附的回收碳纤维层喷出雾化的胶液,经过2分钟吸附定型网面上吸附回收碳纤维层达到0.2厘米,得到平面预成型回收碳纤维板。
本实施例得到的平面板可与聚酯片材复合,用于生产电磁屏蔽材料。
实施例2
本实施例以回收碳纤维与芳纶纤维的混合纤维作为原料,其中回收碳纤维与芳纶纤维长度均为100毫米,吸附定型网面为平面网面,网孔直径为1毫米,喷雾喷头距吸附定型网面20厘米,胶液使用变性淀粉水溶液,喷雾喷头每隔90秒向吸附定型网面上吸附的回收碳纤维层喷出雾化的胶液,经过30分钟吸附定型网面上吸附回收碳纤维层达到10厘米,得到平面回收碳纤维-芳纶纤维复合预成型板。
本实施例得到的平面板可进行水刺成毡,制成轻质耐温层材料。
实施例3
在本实施例中,回收碳纤维长度20毫米,吸附定型网面为半圆形网面,网孔直径为0.5毫米,吸附成型过程中吸附成型模具中的模具头进行旋转,喷雾喷头距吸附定型网面10厘米,胶液使用环氧树脂丙酮分散液,喷雾喷头每隔40秒向吸附定型网面上吸附的回收碳纤维层喷出雾化的胶液,经过6分钟吸附定型网面上吸附回收碳纤维层达到2厘米,得到半圆形回收碳纤维预成型体。
本实施例得到的半圆形预成型体可与环氧树脂复合,用于生产安全帽内衬。
实施例4
本实施例以回收碳纤维与聚丙烯纤维的混合纤维为原料,其中回收碳纤维与聚丙烯纤维长度均为50毫米,吸附定型网面为反U型柱面,网孔直径为0.5毫米,喷雾喷头距吸附定型网面15厘米,胶液使用马来酸与聚氨酯混合水分散液,喷雾喷头每隔30秒向吸附定型网面上吸附的回收碳纤维层喷出雾化的胶液,经过15分钟吸附定型网面上吸附回收碳纤维层达到5厘米,得到回收碳纤维-聚丙烯纤维复合预成型U型槽材料。
本实施例得到的U型槽经过热定性,用于生产轻质汽车保险杠。
由以上实施例可知,本发明提供了一种回收碳纤维成型的设备,包括气流供应循环系统、回收碳纤维进料装置、气流分散器、吸附成型器和施胶装置;所述气流分散器的底部设置有高压进气口,所述气流分散器的顶部设置有混合气流出口,所述气流分散器的中上部设置有回收碳纤维进料口;所述气流分散器的高压进气口与所述气流供应循环系统的出口相连,所述气流分散器上的进料口与所述回收碳纤维进料装置的出口相连,所述气流分散器的混合气流出口与所述吸附成型器的进口相连;所述吸附成型器上设置有气体出口,所述气体出口为负压抽气口,所述负压抽气口与所述气流供应循环系统的进气口相连;所述施胶装置的出口与所述吸附成型器的胶液进口相连。本发明提供的设备能够使回收碳纤维采用气流分散的方法分散均匀,并被吹送到吸附成型器中,通过抽气吸附成型,施胶后得到具有一定厚度和三维构型的回收碳纤维预成型体。本发明提供的设备能够实现对回收碳纤维的成型再利用,得到的回收碳纤维预成型体能够直接用于成型生产相应的产品或零件,如用于生产电磁屏蔽材料、轻质耐温层材料、安全帽内衬和轻质汽车保险杠。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
回收碳纤维成型用设备和成型方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0