









专利摘要
本发明公开了一种裂解连杆初始应力槽双向加工装置,本发明的方案之一是各装有至少一个导轮的左、右支杆从工件内孔的一端穿入,另一端伸出,加工丝线经安装在左滑块上的导轮至安装在左、右支杆的导轮换向180°到安装在右滑块上的导轮,加工丝线经导轮引导后形成左右两段与内孔表面轴向平行的工作部分,也即导轮之间的加工丝线段和导轮之间的加工丝线段;滑块相互分离,加工丝线的两个工作段也相互分离并靠近工件内孔表面;工作台上安装定位销,工件由工件内孔固定在定位销上;本发明采用的双向切割装置,可以同步切割连杆内孔表面对称位置的两条裂解应力槽,缩短了加工时间,本发明成本低廉,使用维护费用低。
权利要求
1.一种裂解连杆初始应力槽双向加工装置,包括导轮,左、右支杆,左、右滑块,导轨,工作台,定位销,工件,加工丝线,丝杠,左、右支座,联轴器,电机;上述左支杆安装在左滑块上,右支杆安装在右滑块上;左、右滑块安装在导轨上,电机连接联轴器,联轴器连接丝杠,丝杠由左、右支座支撑;其特征在于:各装有至少一个导轮的左、右支杆从工件内孔的一端穿入,另一端伸出,加工丝线经安装在左滑块上的导轮至安装在左、右支杆的导轮换向180°到安装在右滑块上的导轮,加工丝线经上述导轮引导后形成左右两段与内孔表面轴向平行的工作部分,也即导轮(1)与导轮(3)之间的加工丝线段和导轮(2)与导轮(4)之间的加工丝线段;左、右滑块相互分离,加工丝线的上述两个加工丝线段也相互分离并靠近工件内孔表面;工作台上安装定位销,工件由工件内孔固定在定位销上。
2.根据权利要求1所述的双向加工装置,其特征在于:上述左、右支杆呈交叉相互连接并通过铰链销安装在左、右滑块上。
3.一种权利要求1所述的双向加工装置,包括工作台,定位销,工件,加工丝线,工作台上安装定位销,工件由工件内孔固定在定位销上;转轴通过联轴器连接电机,其特征在于:机体的上下左右的位置上分别安装上左滑杆、上右滑杆、下左滑杆、下右滑杆,导轮分别安装在上左滑杆、上右滑杆、下左滑杆、下右滑杆的端部,楔形块安装在机体中,转轴上安装有凸轮,凸轮推动楔形块上下移动,复位楔形块的拉伸弹簧安装在楔形块与机体之间,复位滑杆的拉伸弹簧分别安装在机体与上左滑杆、上右滑杆、下左滑杆、下右滑杆之间;加工丝线经安装在下左滑杆的导轮至安装在上左滑杆的导轮至安装在上右滑杆的导轮换向180°到安装在下右滑杆的导轮,加工丝线经上述导轮引导后形成两段与内孔表面轴向平行的工作部分,也即导轮(101)与导轮(103)之间的加工丝线段和导轮(102)与导轮(104)之间的加工丝线段。
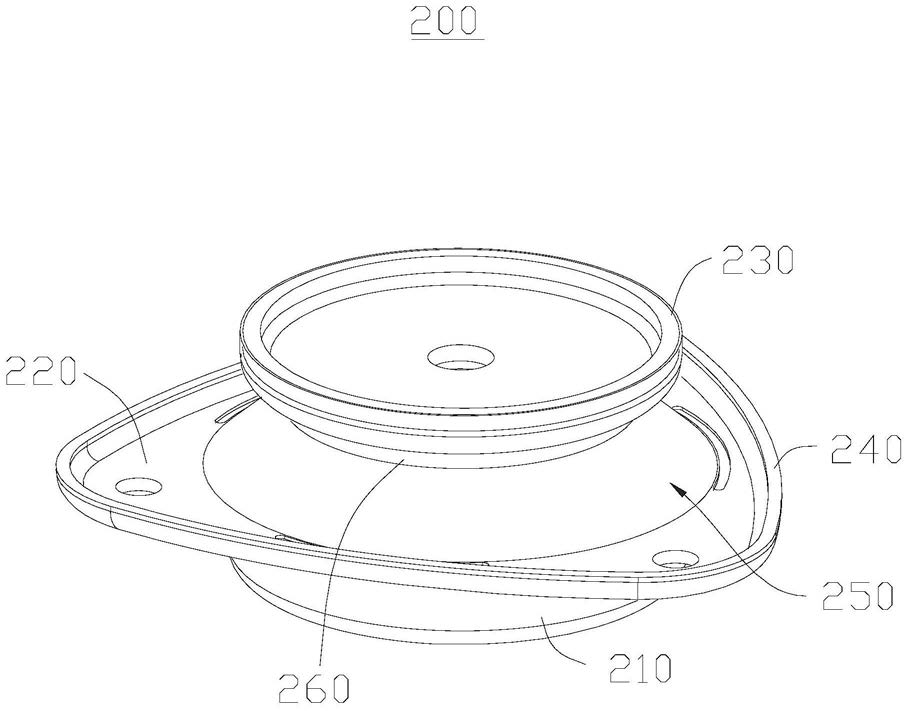
4.根据权利要求1至3所述的双向加工装置,其特征在于上述定位销其下部凸台固定在工作台上,定位销的外径与工件孔的大小相匹配,定位销沿轴向开出一通槽,槽的尺寸适合导轮穿过。
5.根据权利要求1或2所述的双向加工装置,其特征在于上述左滑块和右滑块由牵引线带动实现左右分离或者接近。
6.根据权利要求1或2所述的双向加工装置,其特征在于上述左滑块和右滑块由凸轮带动实现左右分离或者接近。
说明书
技术领域技术领域
本发明涉及一种用于连杆大头孔裂解的初始应力槽双向加工装置。
技术背景背景技术
在连杆裂解工艺中,需要在内孔表面对称位置沿轴向加工出两条应力槽,现在一般采用的方法有拉削、激光、水射流、电火花线切割等。拉削方式加工细槽,要求刀尖锋利,也正因为此,刀具极易磨损,因此加工质量不稳定,现已被淘汰;激光方式效率高、质量稳定,但高昂的成本和使用维护费用妨碍了其推广应用;水射流切槽方式有报道,未见诸实施,是否可行还存在疑问;电火花线切割非常适合加工细槽,但是传统的电火花线切割机床对内孔开槽每加工一个零件,需要松开、装夹加工丝线一次,极其繁琐,而且效率低下。专利(申请号200410069638.7用于形成连杆的断裂狭槽的加工装置)提出了一种机械切割装置,可伸入内孔加工细槽,但该装置体积庞大,仅能对较大尺寸孔加工,而且两条对称槽需分两次顺序加工,效率较低,另外采用传统机械加工工艺,工具损耗大,加工质量难以保证。专利(200410010821.X发动机连杆初始裂解槽加工装置)采用的是拉削方式,刀具损耗大,尺寸精度难以保证。专利(200410010722.1连杆断裂剖分前预制裂解槽激光加工方法及其设备)应用的是激光切槽,但成本高,而且槽口处金属经激光照射熔融后再冷却凝固易产生硬质点,造成后续精加工刀具崩刃。
发明内容发明内容
本发明的目的在于克服现有技术中的不足,提供一种无需频繁穿丝、空行程短、由导轮控制加工丝线的两平行工作段双向同时径向进给,一次加工出裂解连杆内孔表面两条对称应力槽的装置。
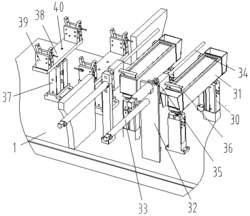
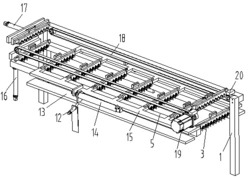
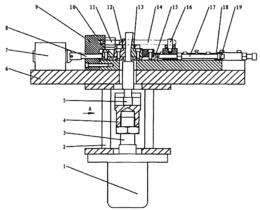
该发明的技术方案之一是:见附图1的加工装置,包括导轮1、导轮2、导轮3、导轮4,左、右支杆5、6,左、右滑块7、8,导轨9,工作台10,定位销11,工件12,加工丝线13,丝杠15,左、右支座14、16,联轴器17,电机18;上述左支杆5安装在左滑块上,右支杆安装在右滑块8上;左、右滑块7、8安装在导轨9上,电机18连接联轴器17,联轴器17连接丝杠15,丝杠15由左、右支座14、16支撑;各装有至少一个导轮的左、右支杆5,6从工件12内孔的一端穿入,另一端伸出,加工丝线13经安装在左滑块上的导轮3至安装在左、右支杆的导轮1、导轮2换向180°到安装在右滑块上的导轮4,加工丝线13经导轮1、导轮2、导轮3、导轮4引导后形成左右两段与内孔表面轴向平行的工作部分,也即导轮1与导轮3之间的加工丝线段和导轮2与导轮4之间的加工丝线段;滑块7、8相互分离,加工丝线13的上述两个加工丝线段也相互分离并靠近工件内孔表面;工作台10上安装定位销11,工件12由工件内孔固定在定位销11上。
该发明的技术方案之二是:见附图6的加工装置,上述左、右支杆呈交叉相互连接并通过铰链销安装在左、右滑块上。
上述左滑块7和右滑块8由牵引线带动实现左右分离或者接近。
上述左滑块7和右滑块8由凸轮带动实现左右分离或者接近。
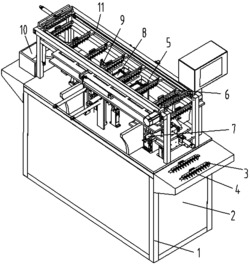
该发明的技术方案之三是:见附图8的加工装置,包括工作台10,定位销11,工件12,加工丝线13,工作台10上安装定位销11,工件12由工件内孔固定在定位销11上;转轴140通过联轴器连接电机,机体160的上下左右的位置上分别安装上左滑杆50、上右滑杆60、下左滑杆70、下右滑杆80,导轮101、导轮102、导轮103、导轮104分别安装在上左滑杆50、上右滑杆60、下左滑杆70、下右滑杆80的端部,楔形块90安装在机体160中,转轴140上安装有凸轮170,凸轮170推动楔形块9上下移动,拉伸弹簧152安装在楔形块9与机体16之间,拉伸弹簧150、拉伸弹簧152分别安装在机体160与上左滑杆50、上右滑杆60、下左滑杆70、下右滑杆80之间;加工丝线13经导轮103至导轮101、102换向180°到导轮104,加工丝线13经导轮101、导轮102、导轮103、导轮104引导后形成两段与内孔表面轴向平行的工作部分,也即导轮101与导轮103之间的加工丝线段和导轮102与导轮104之间的加工丝线段。
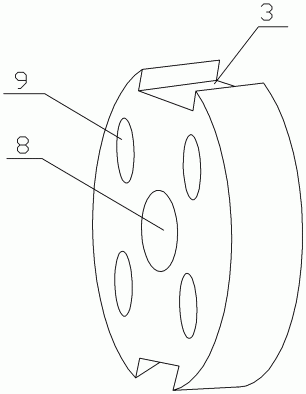
上述定位销11其下部凸台固定在工作台10上,定位销的外径与工件孔的大小相匹配,定位销沿轴向开出一通槽,槽的尺寸适合导轮穿过。
本发明的有益效果是:
1.采用独特的双向切割装置,可以同步切割连杆内孔表面对称位置的两条裂解应力槽,缩短了加工时间。2.对于不同孔径的连杆内孔,加工丝线两个加工段的初始位置可以随孔径变化而调整,尽量接近待加工面,从而大大减少了空行程时间。3.采用丝线切割方式,切槽部分机械结构非常简单,体积可以做得很小,因此可以加工较小孔径的小规格连杆裂解应力槽。本发明成本低廉,使用维护费用低。
附图说明附图说明
图1平行杆双向切槽机构主视图
图2平行杆双向切槽机构俯视图
其中1、2、3、4导轮,5、6、铰接杆,7、左滑块,8、右滑块,9、导轨,10、工作台,11、定位销,12、工件,13、加工丝线,14、左支座,15、(左右螺纹)丝杠,16、右支座,17、联轴器,18、电动机,19、电机支架,20、底板,21、导轨垫块,22、铰链销.
图3大头孔定位销主视图
图4大头孔定位销俯视图
图5大头孔定位销轴测图
图6铰接杆双向切槽机构主视图
图7铰接杆双向切槽机构俯视图
图8斜面推杆双向切槽机构主视图
图9斜面推杆双向切槽机构俯视图
其中101、102、103、104导轮,50、上左滑杆,60、上右滑杆,70、下左滑杆,80、下右滑杆,90、楔形块,10、工作台,11、定位销,12、工件,13、加工丝线,152拉伸弹簧,140、转轴,150、151拉伸弹簧,160、机体,170凸轮.
具体实施方式具体实施方式
该发明的技术方案之一是:见附图1,2的加工装置,包括导轮1、2、3、4,左、右支杆5、6,左、右滑块7、8,导轨9,工作台10,定位销11,工件12,加工丝线13,丝杠15,左、右支座14、16,联轴器17,电机18;上述左支杆5安装在左滑块上,右支杆安装在右滑块8上;左、右滑块7、8安装在导轨9上,电机18连接联轴器17,联轴器17连接丝杠15,丝杠15由左、右支座14、16支撑;各装有至少一个导轮的左、右支杆5,6从工件12内孔的一端穿入,另一端伸出,加工丝线13经安装在左滑块上的导轮3至安装在左、右支杆的导轮1、2换向180°到安装在右滑块上的导轮4,加工丝线13经导轮1、2、3、4引导后形成左右两段与内孔表面轴向平行的工作部分,也即导轮1、3之间的加工丝线段和导轮2、4之间的加工丝线段;滑块7、8相互分离,加工丝线13的两个工作段也相互分离并靠近工件内孔表面;工作台10上安装定位销11,工件12由工件内孔固定在定位销11上。
该发明的技术方案之二是:见附图6,7的加工装置,上述左、右支杆呈交叉相互连接并通过铰链销安装在左、右滑块上。
上述左滑块7和右滑块8由牵引线带动实现左右分离或者接近。
上述左滑块7和右滑块8由凸轮带动实现左右分离或者接近。
该发明的技术方案之三是:见附图8,9的加工装置,包括工作台10,定位销11,工件12,工作台10上安装定位销11,工件12由工件内孔固定在定位销11上;转轴140通过联轴器连接电机,机体160的上下左右的位置上分别安装上左滑杆50、上右滑杆60、下左滑杆70、下右滑杆80,导轮101、102、103、104分别安装在上左滑杆50、上右滑杆60、下左滑杆70、下右滑杆80的端部,楔形块90安装在机体160中,转轴140上安装有凸轮170,凸轮170推动楔形块9上下移动,拉伸弹簧152安装在楔形块9与机体16之间,拉伸弹簧150,152分别安装在机体160与上左滑杆50、上右滑杆60、下左滑杆70、下右滑杆80之间;加工丝线13经导轮103至导轮101、102换向180°到导轮104,加工丝线13经导轮101、102、103、104引导后形成两段与内孔表面轴向平行的工作部分,也即导轮101、103之间的加工丝线段和导轮102、104之间的加工丝线段。
见附图3,4,5上述定位销11其下部凸台固定在工作台10上,定位销的外径与工件孔的大小相匹配,定位销沿轴向开出一通槽,槽的尺寸适合导轮穿过。
裂解连杆初始应力槽双向加工装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0