

IPC分类号 : E21B10/46I,E21B25/00I,B22F3/105I,B22F1/00I,B22F7/06I,C22C26/00I,C22C32/00I,B33Y10/00I





专利摘要
本发明公开了一种基于3D打印的热沉取心金刚石钻头及其制备方法,属于增材制造技术、粉末冶金及金刚石工具领域。本发明中的热沉取心金刚石钻头包括依次连接的胎体工作层、热沉材料层和钻头钢体三大基本结构,其中热沉材料层为钨铜梯度材料,其先由3D打印制备钨骨架,然后通过渗铜法制得钨铜梯度材料,该材料有三个梯度,钨铜质量分布分别为W75Cu25,W50Cu50,W25Cu75。本发明采用3D打印技术成形钨铜梯度材料,并将其通过热压烧结工艺结合在取心金刚石钻头的胎体工作层与钻头钢体之间,为及时吸收钻头胎体工作层热量、有效预防井内发生烧钻事故提供了技术新方法和新思路。
权利要求
1.一种热沉取心金刚石钻头,其特征在于,该热沉取心金刚石钻头包括从一端依次连接到另一端的胎体工作层、热沉材料层和钻头钢体,胎体工作层与岩石接触,用于钻进岩层;热沉材料层连接于胎体工作层和钻头钢体之间,用于吸收和传导胎体工作层产生的热量;所述胎体工作层由胎体材料和金刚石颗粒组成;所述热沉材料层为钨铜复合材料,其一端为纯钨,另一端为纯铜,两端之间由多孔钨骨架渗铜形成的梯度材料过渡;所述胎体工作层中胎体材料配方和金刚石颗粒的浓度为:
按重量百分含量,胎体材料配方包括:WC 25%、Ni 10%、Co 20%、Cu-Sn10 40%;金刚石颗粒的浓度为100%;
或按重量百分含量,胎体材料配方包括:WC 10%、Co 90%;金刚石颗粒的浓度为100%。
2.根据权利要求1所述的一种热沉取心金刚石钻头,其特征在于,所述金刚石颗粒的目数组成为40/45目组合或30/35目组合或25/30目组合或20/25目组合。
3.根据权利要求1所述的一种热沉取心金刚石钻头,其特征在于,所述钨铜复合材料的多孔钨骨架由空间十字架组成单元构成。
4.根据权利要求3所述的一种热沉取心金刚石钻头,其特征在于,所述钨铜复合材料的多孔钨骨架渗铜形成的梯度材料有三个梯度:
第一梯度中钨、铜元素质量百分含量为:钨,75%;铜,25%;
第二梯度中钨、铜元素质量百分含量为:钨,50%;铜,50%;
第三梯度中钨、铜元素质量百分含量为:钨,25%;铜,75%。
5.一种制备权利要求1-4任一项所述的热沉取心金刚石钻头的制备方法,其特征在于,包括以下步骤:
1)制备钨铜复合材料作为热沉材料层;
2)将胎体工作层中胎体配方材料和金刚石颗粒进行球磨,混合均匀,制成胎体工作层粉料;
3)先将胎体工作层粉料装入模具中,初步压实,再先后放上制备好的热沉材料层以及钻头钢体,压紧即可送炉烧结;
4)烧结完成后降温卸压出炉,冷却退模后进行机加工,最终制得热沉取心金刚石钻头。
6.根据权利要求5所述的一种热沉取心金刚石钻头的制备方法,其特征在于,在步骤1)中,制备钨铜复合材料作为热沉材料层包括以下步骤:
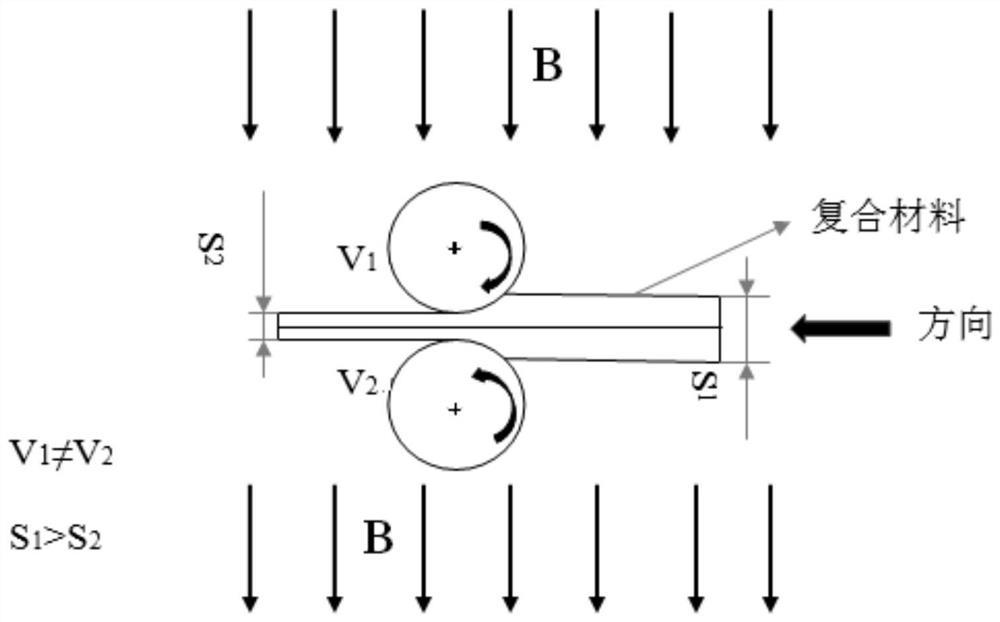
(1)对钨粉进行3D打印,形成一方向上具有连续性、质量梯度性的多层孔隙均匀的钨骨架结构;
(2)称取与步骤(1)中钨粉相同质量的铜粉,铜粉为球形或近球形,平均粒径为60μm,将其压制成为无氧铜块;
(3)将步骤(1)中的钨骨架码放在铺有Al
(4)将步骤(3)中装好料的石墨舟放入渗铜炉内,关好炉门;向渗铜炉内通入氢气,试爆鸣点燃后,排出炉内的废气;启动加热电源对钨骨架进行渗铜处理,溶渗温度为1400℃,溶渗时间为45min;随炉体冷却后取出制品制得多孔钨骨架渗铜形成的梯度材料;
(5)将步骤(4)制得的多孔钨骨架渗铜形成的梯度材料一面与纯钨基板连接,另一面与纯铜基板连接,最终制得钨铜复合材料;
(6)将步骤(5)中制得的钨铜复合材料冷加工成环状圆环。
7.根据权利要求6所述的一种热沉取心金刚石钻头的制备方法,其特征在于,步骤(1)具体为:
通过solidworks2015建立多孔钨骨架三维模型,将多孔钨骨架三维模型进行切片分层处理,并将数据导入3D打印设备中;称取钨粉,其为球形或近球形,平均粒径为30μm;设计成形参数:激光功率为300W,扫描速度900mm/s,扫描间距0.03mm,铺粉厚度0.03mm;再将钨粉充入3D打印设备的送粉系统中,并向成形工作腔内通入氩气,排除腔内其他气体,使得腔内氧气含量低于0.2%;最后钨粉通过送粉系统及铺粉装置均匀铺在成形工作腔的基板上,高能激光束扫描钨粉逐层叠加成形出多孔钨骨架。
8.根据权利要求5所述的一种热沉取心金刚石钻头的制备方法,其特征在于,在步骤3)中,将装配好的钻头组装体送炉烧结具体包括以下步骤:
(1)钻头组装体送入电阻炉或中频炉后,先给钻头胎体工作层一定预压力,约为全压的2/3,然后通电升温,烧结温度为1000℃~1200℃,压力控制在10~15MPa;
(2)加热升温到接近粘接金属熔点,胎体工作层粉料变成似塑性状态时,中频炉中保温3~5min或电阻炉中保温10~20min,熔化的粘结金属均匀地将骨架材料、金刚石颗粒以及钨铜复合材料和钻头钢体固结在一起。
9.根据权利要求5所述的一种热沉取心金刚石钻头的制备方法,其特征在于,在步骤4)中,烧结结束后,将钻头放置在烘箱中逐步冷却,待冷却后,机械加工制得热沉取心金刚石钻头。
说明书
技术领域
本发明属于增材制造技术、粉末冶金以及金刚石工具领域,尤其涉及一种基于3D打印的热沉取心金刚石钻头及其制备方法。
背景技术
在煤田地质施工过程中,往往需要通过钻探从地下取出岩心样品。目前,煤田地质施工普遍采用金刚石钻头钻进,在金刚石钻进过程中,金刚石钻头在孔底高速旋转,与岩石磨擦会产生大量的热能,如果没有冲洗液进行及时冷却或孔底热量聚集无法散开,金刚石就会碳化,出现烧钻事故。烧钻后,轻则钻头不能继续使用,重则使钻头、钻具和岩石烧成一体,发生严重的井内事故,使得生产经营无法正常进行,造成重大的经济损失。在钻探施工过程中,如何防止出现烧钻事故,处理好发生的烧钻事故,始终是钻探工作者面临的重要课题。
在孔底这种特殊的工作条件下,一旦冲洗液冷却不良,热量逐渐聚集,普通结构、材料组成的金刚石钻头将因无法承受较高的热负荷而发生烧钻事故。钨铜功能梯度材料是近年来兴起的一种新型钨铜复合材料,其一端是高熔点、高硬度、低热膨胀系数的金属钨或低含铜的钨铜;另一端是高导热、高导电、塑性好的金属铜或是高含铜的钨铜;中间是组成呈梯度变化的过渡层,这种新型非均质复合材料将钨、铜的不同性能溶于一体,能够很好的解决因熔点相差较大而存在的连接问题,很好的缓和了钨、铜之间的热应力,有利于钨、铜充分发挥各自的本征特征,承受高能热流的冲击,获得较好的力学、抗烧蚀性、抗热震性等综合性能。钨铜功能梯度材料的这些优点拓展了其应用领域,鉴于此,将综合性能较高的钨铜功能梯度材料应用于金刚石钻头中有望减少烧钻事故的发生。
虽然钨铜功能梯度材料应用范围广,但其制备工艺情况不太乐观,传统的烧结、有机溶蚀以及水煮溶解造孔难以精确控制W骨架的孔隙分布,难以获得严格意义上的梯度材料,从而导致成形的复合材料难以满足设计要求,应用于金刚石钻头中工作时容易产生功能缺陷。3D打印技术的出现为解决上述问题提供了难得的机会。3D打印技术是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术,通过这种技术,具有复杂几何结构的零件易于准确成形。在成形的过程中,系统的工作过程是将三维模型切片离散及扫描路径规划,得到可控制激光束扫描的切片轮廓信息,然后计算机逐层调入切片轮廓信息,通过扫描振镜,控制高能激光束有选择地熔化金属粉末,逐层堆积成与模型相同的实体。可见,3D打印技术由于其在电脑的精确控制下,以及对于成形材料以及复杂结构的包容性,可以严格准确地制备出钨铜功能梯度材料,这也为制备适应于井底复杂工况的金刚石钻头提供了材料设计以及结构设计的技术新方法。
发明内容
有鉴于此,本发明结合3D打印技术以及热压烧结技术制得了一种适应于井底复杂工况的热沉取心金刚石钻头。
本发明提供了一种热沉取心金刚石钻头,该热沉取心金刚石钻头包括从一端依次连接到另一端的胎体工作层、热沉材料层和钻头钢体,胎体工作层与岩石接触,用于钻进岩层;热沉材料层连接于胎体工作层和钻头钢体之间,用于吸收和传导胎体工作层产生的热量;所述胎体工作层由胎体材料和金刚石颗粒组成;所述热沉材料层为钨铜复合材料,其一端为纯钨,另一端为纯铜,两端之间由多孔钨骨架渗铜形成的梯度材料过渡。
进一步地,所述胎体工作层中胎体材料配方和金刚石颗粒的浓度为:
按重量百分含量,胎体材料配方包括:WC 25%、Ni 10%、Co 20%、Cu-Sn10 40%;金刚石颗粒的浓度为100%;
或按重量百分含量,胎体材料配方包括:WC 10%、Co 90%;金刚石颗粒的浓度为100%。
进一步地,金刚石颗粒的目数组成为40/45目组合或30/35目组合或25/30目组合或20/25目组合。
进一步地,所述钨铜复合材料的多孔钨骨架由空间十字架组成单元构成。
进一步地,所述钨铜复合材料的多孔钨骨架渗铜形成的梯度材料有三个梯度:
第一梯度中钨、铜元素质量百分含量为:钨,75%;铜,25%;
第二梯度中钨、铜元素质量百分含量为:钨,50%;铜,50%;
第三梯度中钨、铜元素质量百分含量为:钨,25%;铜,75%。
本发明还提供了一种制备上述热沉取心金刚石钻头的制备方法,包括以下步骤:
1)制备钨铜复合材料作为热沉材料层;
2)将胎体工作层中胎体配方材料和金刚石颗粒进行球磨,混合均匀,制成胎体工作层粉料;
3)先将胎体工作层粉料装入模具中,初步压实,再先后放上制备好的热沉材料层以及钻头钢体,压紧即可送炉烧结;
4)烧结完成后降温卸压出炉,冷却退模后进行机加工,最终制得热沉取心金刚石钻头。
进一步地,在步骤1)中,制备钨铜复合材料作为热沉材料层包括以下步骤:
(1)对钨粉进行3D打印,形成一方向上具有连续性、质量梯度性的多层孔隙均匀的钨骨架结构;
(2)称取与步骤(1)中钨粉相同质量的铜粉,铜粉为球形或近球形,平均粒径为60μm,将其压制成为无氧铜块;
(3)将步骤(1)中的钨骨架码放在铺有Al2O3粉末的石墨舟中,所述Al2O3粉末为球形或近球形,平均粒径为40μm~80μm,将步骤(2)中的无氧铜块放在钨骨架上,并用Al2O3粉末将其保护好;
(4)将步骤(3)中装好料的石墨舟放入渗铜炉内,关好炉门;向渗铜炉内通入氢气,试爆鸣点燃后,排出炉内的废气;启动加热电源对钨骨架进行渗铜处理,溶渗温度为1400℃,溶渗时间为45min;随炉体冷却后取出制品制得多孔钨骨架渗铜形成的梯度材料;
(5)将步骤(4)制得的多孔钨骨架渗铜形成的梯度材料一面与纯钨基板连接,另一面与纯铜基板连接,最终制得钨铜复合材料;
(6)将步骤(5)中制得的钨铜复合材料冷加工成环状圆环。
进一步地,所述步骤(1)具体为:
通过solidworks2015建立多孔钨骨架三维模型,将多孔钨骨架三维模型进行切片分层处理,并将数据导入3D打印设备中;称取钨粉,其为球形或近球形,平均粒径为30μm;设计成形参数:激光功率为300W,扫描速度900mm/s,扫描间距0.03mm,铺粉厚度0.03mm;再将钨粉充入3D打印设备的送粉系统中,并向成形工作腔内通入氩气,排除腔内其他气体,使得腔内氧气含量低于0.2%;最后钨粉通过送粉系统及铺粉装置均匀铺在成形工作腔的基板上,高能激光束扫描钨粉逐层叠加成形出多孔钨骨架。
进一步地,在步骤3)中,将装配好的钻头组装体送炉烧结具体包括以下步骤:
(1)钻头组装体送入电阻炉或中频炉后,先给钻头胎体工作层一定预压力,约为全压的2/3,然后通电升温,烧结温度为1000℃~1200℃,压力控制在10~15MPa;
(2)加热升温到接近粘接金属熔点,胎体工作层粉料变成似塑性状态时,中频炉中保温3~5min或电阻炉中保温10~20min,熔化的粘结金属均匀地将骨架材料、金刚石颗粒以及钨铜复合材料和钻头钢体固结在一起。
进一步地,在步骤5)中,烧结结束后,将钻头放置在烘箱中逐步冷却,以防止因降温速度过快而产生较大的内应力;待冷却后,机械加工成形为热沉取心金刚石钻头。
与现有技术相比,本发明的技术方案具有下列有益效果:本发明结合3D打印技术与热压烧结工艺,严格准确地制备出钨铜梯度材料,并将这种新型的高导热材料作为热沉材料层应用于金刚石钻头中,通过热压烧结工艺结合在工作层与钻头钢体之间,在井底冲洗液冷却不良的情况下,及时地吸收工作层产生的热量,能有效地减少金刚石因高温碳化的概率,预防烧钻事故的发生,大大提升了金刚石钻头在复杂工况下的工作性能及使用寿命。
附图说明
附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制。
图1是本发明实施例中热沉取心金刚石钻头的结构示意图;
图2是本发明实施例中的制备热沉取心金刚石钻头的方法工艺流程图;
图3(a)是本发明实施例中多孔隙钨骨架二维平面模型图;
图3(b)是本发明实施例中多孔隙钨骨架三维模型结构示意图;
图4是本发明实施例中钨铜复合材料机械加工成的热沉材料层的结构示意图。
附图标记:
1-胎体工作层;2-热沉材料层;3-钻头刚体。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地描述。
实施例1
如图1所示,本发明实施例提供了一种热沉取心金刚石钻头,该热沉取心金刚石钻头包括从一端依次连接到另一端的胎体工作层1、热沉材料层2和钻头钢体3,胎体工作层1与岩石接触,用于钻进岩层;热沉材料层2连接于胎体工作层1和钻头钢体3之间,用于吸收和传导胎体工作层1产生的热量;所述胎体工作层1由胎体材料和金刚石颗粒组成;所述热沉材料层2为钨铜复合材料,其一端为纯钨,另一端为纯铜,两端之间由多孔钨骨架渗铜形成的梯度材料过渡。
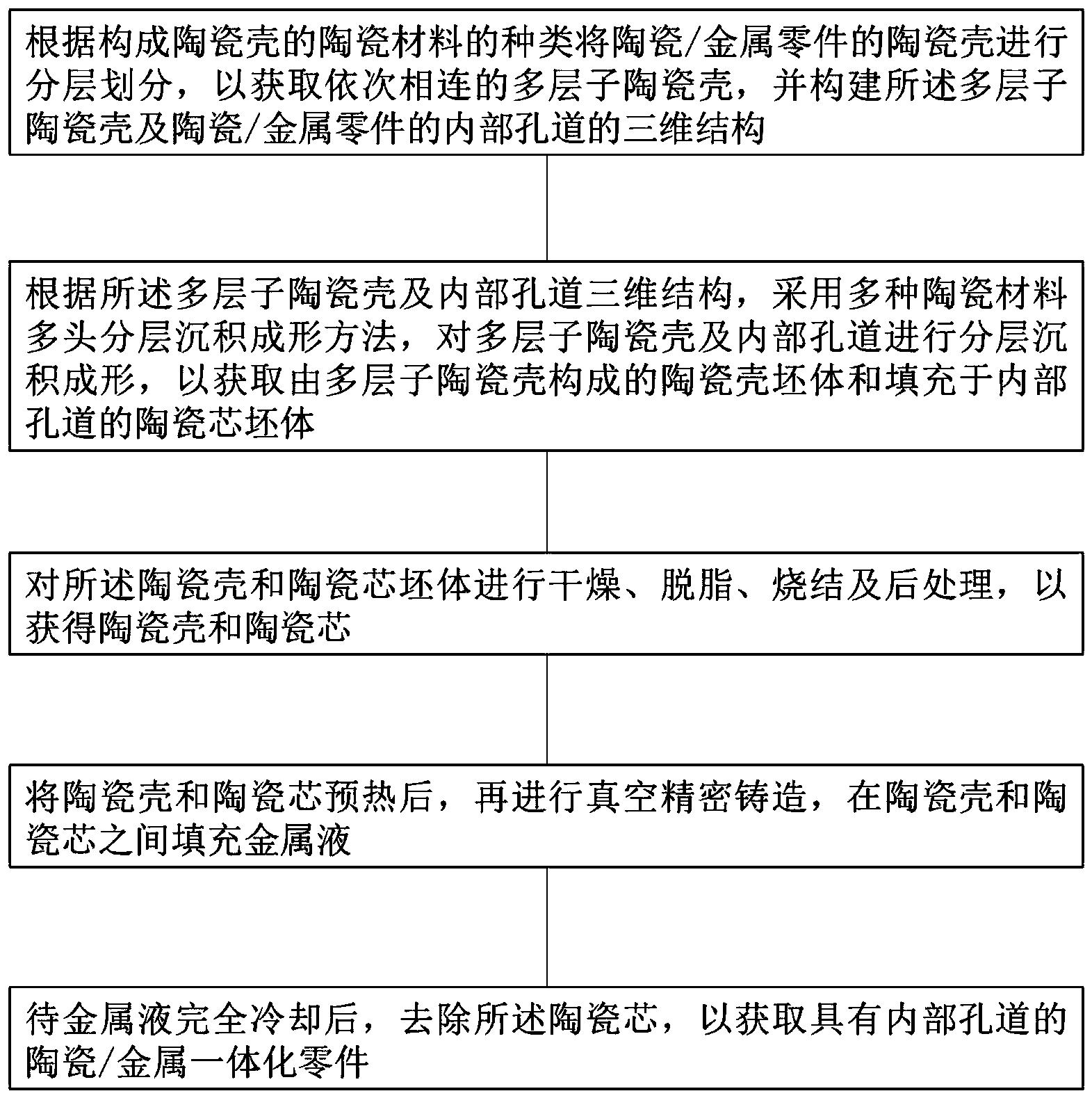
参考图2,本发明实施例提供了一种制备上述热沉取心金刚石钻头的方法,包括以下步骤:
S1、制备钨铜复合材料作为热沉材料层;
步骤S1具体为:
(1)通过solidworks2015建立多孔钨骨架三维模型,其结构尺寸为80mm*80mm*30mm,将多孔钨骨架三维模型进行切片分层处理,并将数据导入3D打印设备中;称取钨粉,其为球形或近球形,平均粒径为30μm。设计成形参数:激光功率为300W,扫描速度900mm/s,扫描间距0.03mm,铺粉厚度0.03mm;再将钨粉充入3D打印设备的送粉系统中,并向成形工作腔内通入氩气,排除腔内其他气体,使得腔内氧气含量低于0.2%;最后钨粉通过送粉系统及铺粉装置均匀铺在成形工作腔的基板上,高能激光束扫描钨粉逐层叠加成形出多孔钨骨架。
对钨粉进行3D打印,形成一方向上具有连续性、质量梯度性的多层孔隙均匀的钨骨架结构,如图3(a)和图3(b)所示;多孔钨骨架组成单元为空间十字架。
(2)称取与步骤(1)中钨粉相同质量的铜粉,其为球形或近球形,平均粒径为60μm,将其压制成为无氧铜块。
(3)将步骤(1)中的钨骨架码放在铺有Al2O3粉末的石墨舟中,所述Al2O3粉末为球形或近球形,平均粒径为40μm~80μm,将步骤(2)中的无氧铜块放在钨骨架上,并用Al2O3粉末将其保护好。
(4)将步骤(3)中装好料的石墨舟放入渗铜炉内,关好炉门;向渗铜炉内通入氢气,试爆鸣点燃后,排出炉内的废气;启动加热电源对钨骨架进行渗铜处理,溶渗温度为1400℃,溶渗时间为45min;随炉体冷却后取出制品制得多孔钨骨架渗铜形成的梯度材料。
多孔钨骨架渗铜形成的梯度材料有三个梯度:
第一梯度中钨、铜元素质量百分含量为:钨,75%;铜,25%;
第二梯度中钨、铜元素质量百分含量为:钨,50%;铜,50%;
第三梯度中钨、铜元素质量百分含量为:钨,25%;铜,75%。
(5)将步骤(4)制得的多孔钨骨架渗铜形成的梯度材料一面与纯钨基板连接,另一面与纯铜基板连接,最终制得钨铜复合材料。
(6)将步骤(5)中制得的钨铜复合材料冷加工成外径75mm、内径49mm、厚30mm的环状圆环作为热沉材料层2,如图4所示。
S2、将胎体工作层1中胎体配方材料和金刚石颗粒进行球磨,混合均匀,制成胎体工作层1粉料;
胎体工作层1中胎体材料配方和金刚石颗粒的浓度可选为:
胎体材料配方包括WC 25%、Ni 10%、Co 20%、Cu-Sn10 40%;胎体工作层1粉料中金刚石颗粒浓度为100%,目数组合为40/45目。
或者胎体材料配方包括WC 25%、Ni 10%、Co 20%、Cu-Sn10 40%;胎体工作层1粉料中金刚石颗粒浓度为100%,目数组合为25/30目。
或者胎体材料配方包括WC 10%、Co 90%;胎体工作层1粉料中金刚石颗粒浓度为100%,目数组合为35/35目。
S3、先将胎体工作层1粉料装入模具中,初步压实,再先后放上制备好的热沉材料层2以及钻头钢体3,压紧即可送炉烧结;
将模具中装配好的钻头组件送炉烧结具体包括以下步骤:
(1)钻头组装体送入电阻炉,先给钻头胎体工作层1一定预压力,约为全压的2/3,然后通电升温,烧结温度视胎体材料配方不同有所差异,为1000℃~1200℃,压力控制在10~15MPa;
(2)加热升温到接近粘接金属熔点,胎体工作层1粉料变成似塑性状态时,保温10~20min,熔化的粘结金属均匀地将骨架材料、金刚石颗粒以及钨铜复合材料和钻头钢体3固结在一起。
S4、烧结完成后降温卸压出炉,冷却退模后进行机加工,最终制得热沉取心金刚石钻头。
冷却过程中将钻头放置在烘箱中逐步冷却,防止因降温速度过快而产生较大的内应力。
在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本申请请求保护的范围。
在不冲突的情况下,本文中上述实施例及实施例中的特征可以相互结合。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种基于3D打印的热沉取心金刚石钻头及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




















动态评分
0.0