

IPC分类号 : B23K9/095I,B23K9/16I,B23K9/32I,B25D9/00I,G01K13/00I,B21J9/02I,B33Y10/00I





专利摘要
本发明属于金属增材制造领域,涉及电弧增材限行程高频微锻冲击强化锻造头、装置及方法。锻造头包括第一锻造头与第二锻造头,所述的第一锻造头包括圆柱状的第一锻造头基部和位于第一锻造头基部顶端的第一锻造头锻造部,所述第一锻造头锻造部上设有第一锻造头锻造面,第一锻造头的锻造面对称地设于第一锻造部的四侧,第一锻造头锻造面是平面,第一锻造头锻造面用于在增材制造形成熔覆层的过程中锻造熔覆层。本发明设计的冲击锻造头能够针对不同应力特性的材料进行锻打改性,且锻打效率高,使用合金材料,保证锻造头具有比较好的韧性和硬度,提高了增材制造结合锻造的复合加工工艺的效率。
权利要求
1.一种电弧增材限行程高频微锻冲击强化装置,其特征在于,包括加工中心、焊接机器人(9)、实时在线监测与控制装置(10)、非接触式温度测量仪(11)、X-Y直线滑台模组(12)、气焰枪(13)、保温盖板(14)、气动源控制柜(15)、刀具库(16)、冲击气锤模块(17)、气体保护装置(20)、冷却系统(21)和主轴(22);
所述焊接机器人(9)整体置于焊接机器人底座上,位于加工中心正前方;所述实时在线监测与控制装置(10)位于加工中心左侧,气动源控制柜(15)位于加工中心后侧,通过螺栓与加工中心后盖板固定;所述冲击气锤模块(17)置于加工中心的刀具库(16)中,使用时根据换刀命令选取合适的冲击气锤模块(17)装载于主轴(22)上;所述X-Y直线滑台模组(12)固定安装在加工中心的主轴控制箱的底部面板上,位于主轴(22)的右侧,所述非接触式温度测量仪(11)、气焰枪(13)、保温盖板(14)安装在X-Y直线滑台模组(12)上,气焰枪(13)喷嘴正对金属加工零件(18);气体保护装置(20)置于母材(19)上方;母材(19)通过螺钉及绝缘套固定在加工中心的机床工作台上;
冲击气锤模块(17)包括刀柄(23)、固定螺栓(24)、固定盖(25)、气缸进气口(26)、气缸装置(27)、气动冲击头(28)、锻造头(29);所述锻造头(29)固定于气动冲击头(28)的一端,随气动冲击头(28)往复运动冲击金属加工零件表面,气动冲击头(28)另一端与气缸装置(27)连接,气缸装置(27)通过固定螺栓(24)与固定盖(25)底部相连,固定盖(25)的顶部为圆柱状,固定盖(25)的顶部直接固定到刀柄(23)中,随刀柄(23)一起置于刀具库(16)中;
所述气缸装置(27)包括气缸进气口(26),气缸进气口(26)通过气管与气动源控制柜(15)连接,气动源控制柜(15)通过调节气缸装置(27)的进气量,控制气动冲击头(28)往复运动频次;所述气动冲击头(28)往复运动的行程通过改变气动冲击头的长度控制,锻造头(29)装载在气动冲击头(28)上。
2.如权利要求1所述的一种电弧增材限行程高频微锻冲击强化装置,其特征在于,所述的锻造头(29)包括第一锻造头与第二锻造头,所述的第一锻造头包括圆柱状的第一锻造头基部(1)和位于第一锻造头基部(1)顶端的第一锻造头锻造部(2),第一锻造头基部(1)底部开设第一锻造头安装孔(3),用于与锻造用冲击气锤模块(17)固定装夹;所述第一锻造头锻造部(2)上设有第一锻造头锻造面(4),第一锻造头锻造面(4)对称地设于第一锻造头锻造部(2)的四侧,第一锻造头锻造面(4)是平面,第一锻造头锻造面(4)用于在增材制造形成熔覆层的过程中锻造熔覆层;所述的第二锻造头与第一锻造头基体相同,第二锻造头锻造面(8)是凸面。
3.如权利要求1或2所述的一种电弧增材限行程高频微锻冲击强化装置,其特征在于,所述冷却系统(21)置于母材(19)下部,限行程高频微锻冲击锻打过程中,母材(19)温度冷却可以通过冷却系统(21)控制,通过调节冷却系统(21)中进出冷却液的速率及温度来调节母材(19)温度。
4.如权利要求1或2所述的一种电弧增材限行程高频微锻冲击强化装置,其特征在于,所述气体保护装置(20)采用绝缘材料。
5.如权利要求3所述的一种电弧增材限行程高频微锻冲击强化装置,其特征在于,所述气体保护装置(20)采用绝缘材料。
6.采用权利要求1~5任一增材限行程高频微锻冲击强化装置的加工方法,其特征在于,步骤如下:
步骤一:对焊接机器人(9)与加工中心进行坐标系统一标定,完成电弧增材前期工作后,锻打前开启气体保护装置(20)排出母材(19)周围的空气,使制造空间被气氛填充,充入保护气体,实现无氧状态;
步骤二:进行电弧增材制造,形成金属加工零件焊缝;当增材每完成一层后,控制送丝停止、焊机关闭,焊接机器人(9)远离工件;
步骤三:根据非接触式温度测量仪(11)实时在线监测金属加工零件焊缝温度,当焊缝温度低于最优锻造温度时,加工中心的工作台移动到主轴(22)下方,主轴(22)下移带动气焰枪(13)同步下移,伺服运动控制系统控制X-Y轴直线滑台模组(12)移动,使安装在X-Y轴直线滑台模组(12)上的气焰枪(13)刚好正对于焊缝形成区域,加热到最优锻造温度后停止加热;
步骤四:当金属加工零件焊缝温度达到最优锻造温度后,根据金属加工零件(18)材料特性不同,选取装载适合锻造头(29)的冲击气锤模块(17),将冲击气锤模块(17)从刀具库(16)中调到机床主轴(22)上,冲击气锤模块(17)中气动冲击头(28)往复运动,带动装载在其前端的锻造头(29)对成形的金属加工零件表面进行锻打改性处理,完成后将冲击气锤模块调回刀具库(16)中;
步骤五:锻打结束后,当金属加工零件需要做局部正火工艺处理时,伺服运动控制系统控制X-Y轴直线滑台模组(12)移动,使安装在X-Y轴直线滑台模组(12)上的保温盖板(14)位于金属加工零件焊缝上方,而后伸长覆盖金属加工零件,当焊缝区域位置降温至400℃时与该点位置脱离覆盖,使该点位置焊缝裸露在空气中自然冷却;
步骤六:选用合适的冷却液注入冷却系统(21)中,通过控制进出冷却液的速率和温度来调节母材(19)温度,用于对金属加工零件进行降温成形。
7.如权利要求6所述的增材限行程高频微锻冲击强化装置的加工方法,其特征在于,所述的步骤四中,开始锻打前,气动源控制柜(15)根据材料监测数据由控制系统控制气缸进气口(26)进气量,在气源的带动下,冲击气锤模块(17)中气动冲击头(28)往复运动。
说明书
技术领域
本发明属于金属增材制造领域,涉及电弧增材限行程高频微锻冲击强化锻造头、装置及方法。
背景技术
近年来增材制造技术产业快速发展,其无需模具的快速成形技术,使得大型复杂结构件的制备周期不断缩短,相比激光、电子束等为热源的增材技术价格昂贵且效率低下,而基于堆焊原理的电弧增材制造技术以电弧为热源,采用金属丝材送进的方式能够快速低成本制造复杂零件,可进一步提高结构效率,实现结构轻量化、高性能化。
在电弧增材成形过程中,焊枪往复移动造成瞬时点热源热积累的热物理过程,已堆焊部分会经历一系列峰值温度不断降低的热循环过程,导致成形环境变化从而使得成形件表面和内部会产生微小裂纹和气泡,并且存在金属金相组织密度疏松和金属综合性能降低的缺陷,影响结构的使用性能、加工精度和尺寸稳定性,降低产品的合格率。
因此,长期以来,国内外学者不断地探索对于焊接过程中产生的应力变形、裂纹、气泡和残余应力等问题,并已取得了许多控制方法和研究成果,如超声冲击法中国专利申请号201010593757.8;振动时效中国专利申请号200710035968.8;振动焊接技术中国专利申请号99106598.0等在消除焊接件残余应力方面虽都起到了一定的作用,但都存在许多局限性和不足之处
发明内容
针对上述现有技术的缺陷,本发明提供电弧增材限行程高频微锻冲击强化锻造头、装置及方法,其目的在于通过控制对锻压温度、压下量、微锻头尺寸、锻压速度、锻压频次、工种切换时机、单次锻压时间等锻压参数的调节,能够克服公知焊接件去残余应力处理的缺点,能达到细化焊缝区域金属金相组织晶粒,消除残余应力,有效防止焊接裂纹和气泡的产生,改善了焊缝区域的力学性能和机械加工性能,解决了大型异形焊接件不能进行热处理消除残余应力问题。
为实现上述目的,本发明采用如下技术方案:
一种适用于电弧增材限行程高频微锻冲击强化装置的锻造头包括第一锻造头与第二锻造头,所述的第一锻造头包括圆柱状的第一锻造头基部和位于第一锻造头基部顶端的第一锻造头锻造部,第一锻造头基部底部开设第一锻造头安装孔,用于与锻造用冲击气锤模块固定装夹;所述第一锻造头锻造部上设有第一锻造头锻造面,第一锻造头的锻造面对称地设于第一锻造部的四侧,第一锻造头锻造面是平面,第一锻造头锻造面用于在增材制造形成熔覆层的过程中锻造熔覆层。
所述的第二锻造头与第一锻造头基体相同,第二锻造头锻造面是凸面。
一种电弧增材限行程高频微锻冲击强化装置包括加工中心、焊接机器人、实时在线监测与控制装置、非接触式温度测量仪、X-Y直线滑台模组、气焰枪、保温盖板、气动源控制柜、刀具库、冲击气锤模块、金属加工零件、母材、气体保护装置、冷却系统和主轴。
所述焊接机器人整体置于焊接机器人底座上,位于加工中心正前方。所述实时在线监测与控制装置位于加工中心左侧,可实时监测加工中心工作状态并控制加工中心。所述气动源控制柜位于加工中心后侧,通过螺栓与加工中心后盖板固定。所述冲击气锤模块置于加工中心的刀具库中,使用时根据换刀命令选取合适的冲击气锤模块装载于主轴上。所述X-Y直线滑台模组固定安装在加工中心的主轴控制箱的底部面板上,位于主轴的右侧,所述非接触式温度测量仪、气焰枪、保温盖板安装在X-Y直线滑台模组上,气焰枪喷嘴正对着金属加工零件。
所述气体保护器装置采用绝缘材料,气体保护器装置置于母材上方;母材通过螺钉及绝缘套固定在加工中心的机床工作台上。
所述冷却系统置于母材下部,限行程高频微锻冲击锻打过程中,母材温度冷却可以通过冷却系统控制,通过调节冷却系统中进出冷却液的速率及温度来调节母材温度,用于降低金属加工零件锻打过程中的温度,防止锻造头因受热温度过高而造成损伤。
冲击气锤模块包括刀柄、固定螺栓、固定盖、气缸进气口、气缸装置、气动冲击头、锻造头。所述锻造头固定于气动冲击头的一端,随气动冲击头往复运动冲击零件表面,气动冲击头另一端与气缸装置连接,气缸装置通过固定螺栓与固定盖底部相连,固定盖的顶部为圆柱状,固定盖的顶部直接固定到刀柄中,随刀柄一起置于刀具库中;
所述气缸装置还包括气缸进气口,气缸进气口通过气管与气动源控制柜连接,气动源控制柜通过调节气缸装置的进气量,控制气动冲击头往复运动频次,所述气动冲击头往复运动的行程通过改变冲击头的长度控制,锻造头装载在气动冲击头上,锻打的面积通过替换第一锻造头或第二锻造头改变其形状控制。
采用电弧增材限行程高频微锻冲击强化装置的方法,步骤如下:
步骤一:对焊接机器人与加工中心进行坐标系统一标定,完成电弧增材前期工作后,锻打前开启气体保护器装置排出母材周围的空气,使制造空间被气氛室填充,充入保护气体,实现无氧状态,防止制造及锻造过程中待成形金属零件发生氧化反应产生缺陷;
步骤二:进行电弧增材制造,形成金属零件焊缝。当增材每完成一层后,控制送丝停止、焊机关闭,焊接机器人远离工件;
步骤三:根据非接触式温度测量仪实时在线监测金属零件焊缝温度,倘若焊缝温度低于最优锻打温度时,加工中心的工作台移动到主轴下方,主轴下移带动气焰枪同步下移,伺服运动控制系统控制X-Y轴直线滑台模组移动,使安装在X-Y轴直线滑台模组上的气焰枪刚好正对与焊缝形成区域加热到最优锻造温度后停止加热。气焰枪加热过程中其燃气进气量可实时控制;
步骤四:当金属零件焊缝温度达到最优锻造温度后,根据金属加工零件材料特性不同,控制系统自动选取装载适合锻造头的冲击气锤模块,将冲击气锤模块从刀具库中调到机床主轴上,开始锻打前,气动源控制柜根据材料监测数据由控制系统控制气缸进气口进气量,在气源的带动下,气动冲击锤模块17中气动冲击头往复运动,带动着装载在其前端的锻造头对成形件表面进行锻打改性处理,使其发生塑形压缩变形,当限行程高频锻造改性工艺完成后,再通过换刀指令将锻打装置调回刀具库中;
步骤五:锻打结束后,倘若有关键零部件需要做局部正火工艺处理时,伺服运动控制系统控制X-Y轴直线滑台模组移动,使安装在X-Y轴直线滑台模组上的保温盖板刚好位于金属零件焊缝上方,而后在控制系统作用下自动伸长履盖,当焊缝区域位置降温至400℃时与该点位置脱离履盖,使该点位置焊缝裸露在空气中自然冷却,相当于焊接件的焊缝区域局部正火处理,达到改善了焊缝区域的力学性能和机械加工性能。
步骤六:选用合适的冷却液注入冷却系统中,通过控制进出冷却液的速率和温度来调节母材温度,用于对零件进行降温成形,为电弧增材制造后续的铣削工艺打下良好的基础。
本发明的有益效果:
1、本发明设计的一种限行程高频微锻冲击强化专用冲击锻造头,在锻造过程中,传统锻造头由于锻打时需要在非常高的温度和应力下实施锻造,容易造成锻造头损伤或者报废,而本发明设计的冲击锻造头能够针对不同应力特性的材料进行锻打改性,且锻打效率高,使用合金材料,保证锻造头具有比较好的韧性和硬度,提高了增材制造结合锻造的复合加工工艺的效率。
2、本发明采用的限行程高频微锻冲击强化工艺,即在金属熔融沉积的过程中用高频锻打机构对金属零件焊缝区域进行锻打强化,使焊缝区域产生大幅塑性变形,达到细化焊缝区域金属金相组织晶粒,消除残余应力,有效防止焊接裂纹和气泡的产生,改善了焊缝区域的力学性能和机械加工性能,相比于传统辊压轧制等强化工艺,解决了大型异形焊接件不能进行热处理消除残余应力问题。
3、本发明的智能在线监测与控制系统电弧焊接系统,能够实行智能在线监测与控制,根据待焊接材料类型调节焊接能量、焊接速度、峰功率和重复频率等工艺参数,同时根据焊接区材料特性及焊层高度如单焊道多焊道的高度差异来确定锻压温度、压下量、微锻头尺寸、锻压速度、锻打力等锻压参数。反过来,高频微锻打冲击强化参数的选择又约束着电弧焊接速度和功率密度等参数的选择,电弧参数与冲击强化锻打参数相互耦合影响,相互协调以达到最佳匹配状态,形成闭环耦合控制,显著提升焊接工件内部质量和力学综合性能,以确保金属工件实现低应力焊接。
附图说明
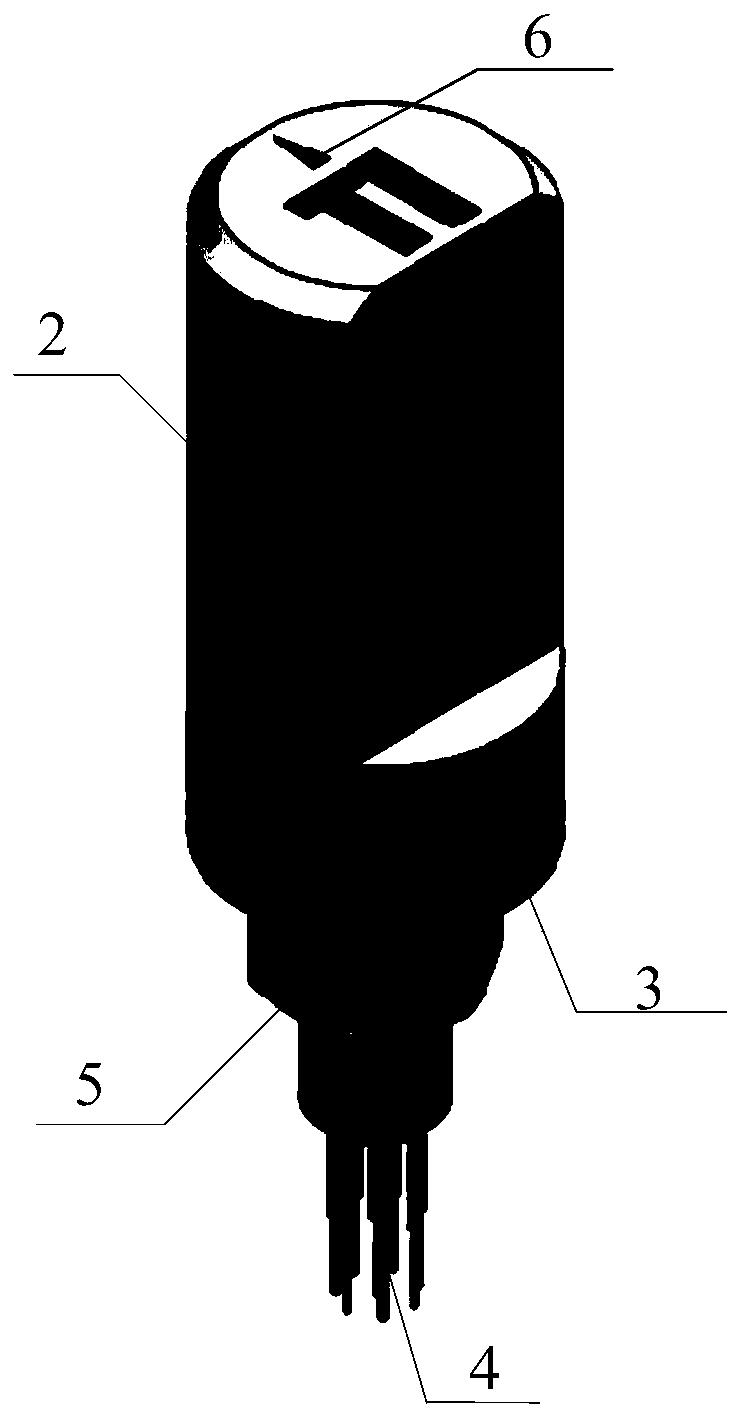
图1是本发明第一锻造头的立体示意图。
图2是本发明第二锻造头的立体示意图。
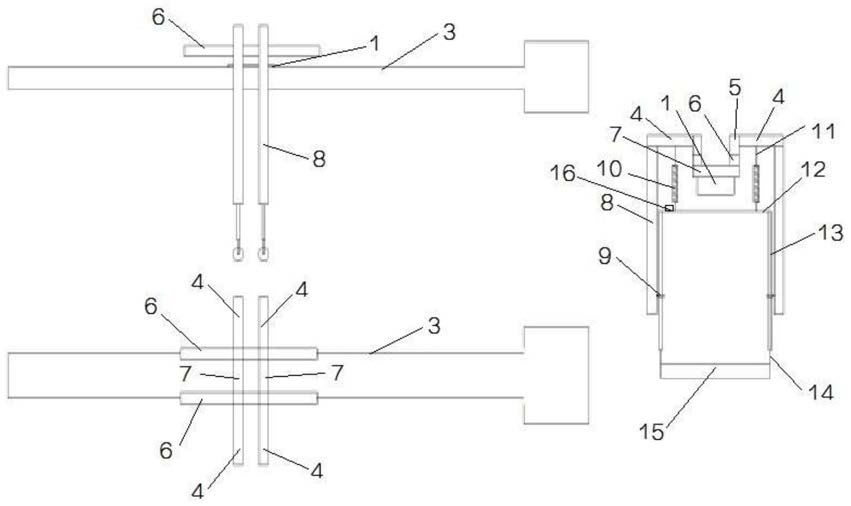
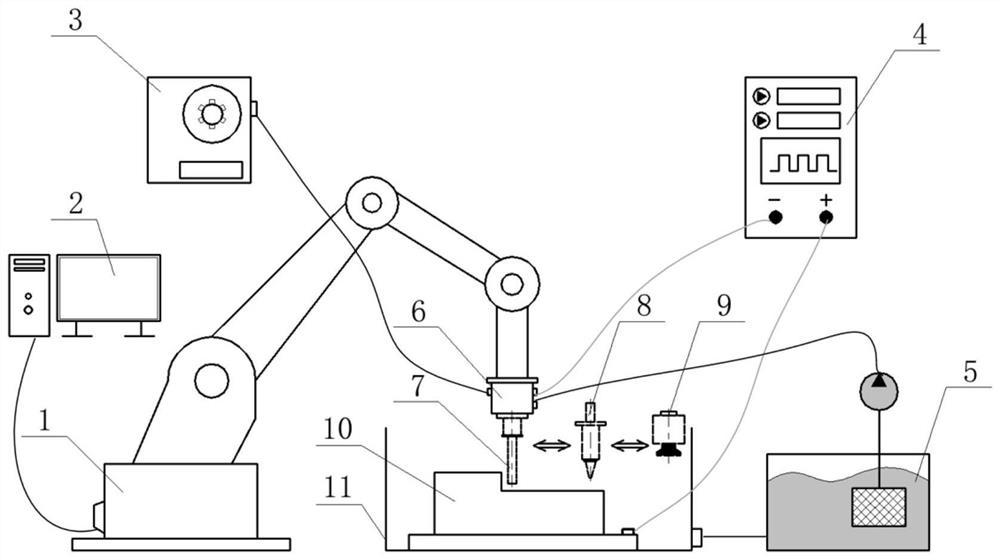
图3是本发明限行程高频微锻压冲击强化装置的立体示意图。
图4是本发明智能在线监测与控制系统工作流程示意图。
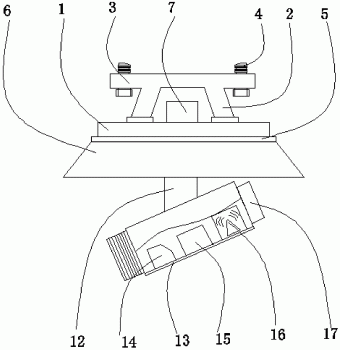
图5是本发明冲击气锤模块图。
图中:第一锻造头基部1;第一锻造头锻造部2;第一锻造头安装孔3;第一锻造头锻造面4;第二锻造头基部5;第二锻造头锻造部6;第二锻造头安装孔7;第二锻造头锻造面8;焊接机器人9;实时在线监测与控制装置10;非接触式温度测量仪11;X-Y直线滑台模组12;气焰枪13;保温盖板14;气动源控制柜15;刀具库16;冲击气锤模块17;金属加工零件18;母材19;气体保护装置20;冷却系统21;主轴22;刀柄23;固定螺栓24;固定盖25;气缸进气口26;气缸装置27;气动冲击头28;锻造头29。
具体实施方式
为了能够更清楚地描述本发明的技术内容,下面结合具体实施例来进行进一步的描述。
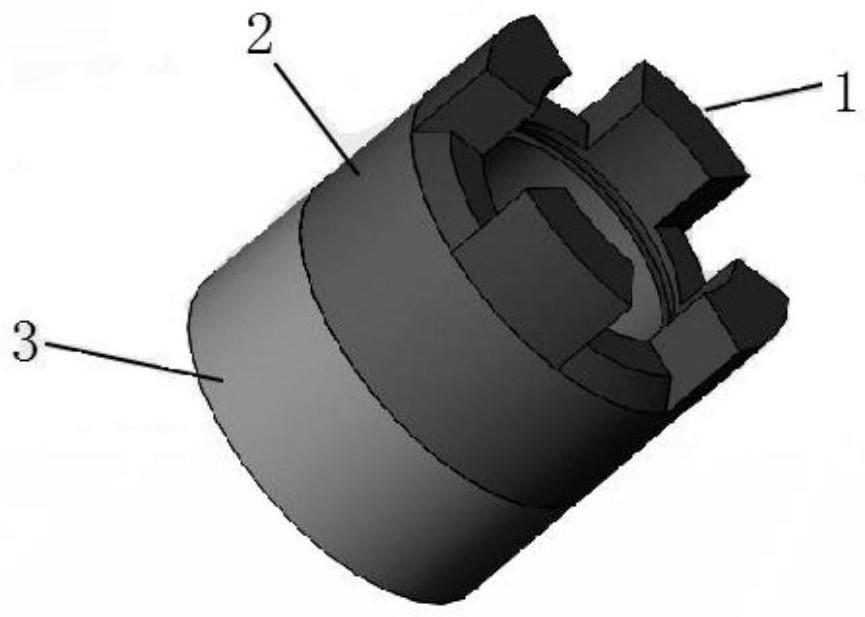
如图1所示为一种适用于电弧增材限行程高频微锻冲击强化装置的第一锻造头,所述第一锻造头可用于增材制造结合锻造的复合工艺中。所述第一锻造头包括圆柱状的第一锻造头基部1和位于所述第一锻造头基部1顶端的第一锻造头锻造部2。所述第一锻造头锻造部2从所述第一锻造头基部1顶端向上延伸。所述第一锻造头底部开设安装孔3用于与锻造用冲击气锤模块17固定装夹。所述第一锻造头锻造部2上设有第一锻造头锻造面4,第一锻造头锻造面4是平面,第一锻造头锻造面4用于在增材制造形成熔覆层的过程中锻造熔覆层。
由于第一锻造头的锻造面4对称地设于锻造部2的四侧,因此所述第一锻造头可以在沿着增材制造系统形成熔覆层的轨迹往复移动的过程中都可以实时地锻造所述熔覆层,可以有效地提高所述第一锻造头的锻造效率,消除所述熔覆层内部的孔洞、疏松、微裂纹等缺陷,从而提高最终成形件的致密度。另外,还可以改变最终熔覆层的微观组织结构,例如促进所述熔覆层材料的再结晶和细小等轴晶结构的形成。
如图2所示为一种适用于电弧增材限行程高频微锻冲击强化装置的第二锻造头,所示的第二锻造头和图1所示第一锻造头结构基本相同,其也包括圆柱状的第二锻造头基部5和位于所述第二锻造头基部5顶端的第二锻造头锻造部6。所述第二锻造头锻造部6从所述第二锻造头基部5的顶端向上延伸。所述第二锻造头也包括底部开设的用于与锻造用冲击气锤模块17固定装夹的第二锻造头安装孔7。所述第二锻造头安装孔7呈楔形状。所述第二锻造头锻造部6上设有第二锻造头锻造面8,第二锻造头锻造面8是圆弧状的,用于在增材制造形成熔覆层的过程中锻造熔覆层。所述第二锻造头锻造面锻造面8也是均匀布置于第二锻造头锻造部6的四侧。
所述第二锻造头和图1实施例所示的第一锻造头的主要区别在于所述第二锻造头的锻造面8是弧形的,可以增大锻造熔覆层时与熔覆层接触的应力,主要适用于屈服强度大的材料。由于第二锻造头锻造面8对称地设于第二锻造头锻造部6的四侧。因此所述第二锻造头可以在沿着增材制造系统形成熔覆层的轨迹往复移动的过程中或者沿着更加复杂的增材制造熔覆路径移动时都可以实时地锻造所述熔覆层,可以有效地提高所述第一锻造头的锻造效率,消除所述熔覆层内部的孔洞、疏松、微裂纹等缺陷,从而提高最终成形件的致密度。另外,还可以改变最终熔覆层的微观组织结构,例如促进所述熔覆层材料的再结晶和细小等轴晶结构的形成。
本发明的锻造头29(包含第一锻造头和第二锻造头)由合金材料制成,所述合金材料主要包括硬度大于30洛氏硬度标准的碳化钨基硬质合金材料,所述碳化钨基的硬质合金中包含钴,所述钴的百分含量(按重量计)大约在25%-30%。这样,可以保证锻造头具有比较好的韧性和硬度。锻造头的材料主要根据需要锻造的增材制造的打印材料来适当选择。
如图3所示为一种电弧增材限行程高频微锻冲击强化装置包括焊接机器人9,实时在线监测与控制装置10,非接触式温度测量仪11,X-Y直线滑台模组12,气焰枪13,保温盖板14,气动源控制柜15,刀具库16,冲击气锤模块17,金属加工零件18,母材19,气体保护装置20,冷却系统21,主轴22。
所述焊接机器人9整体置于焊接机器人底座上,位于加工中心正前方。所述实时在线监测与控制装置10位于加工中心左侧,可实时监测加工中心工作状态并控制加工中心。所述气动源控制柜15位于加工中心后侧,通过螺栓与加工中心后盖板固定。所述冲击气锤模块17置于加工中心刀具库16中,使用时根据换刀命令选取合适的冲击气锤模块17装载于主轴22上。
所述X-Y直线滑台模组12固定安装在加工中心主轴控制箱的底部面板上,位于主轴22的右侧,所述非接触式温度测量仪11、气焰枪13、保温盖板14安装在X-Y直线滑台模组12上,气焰枪13喷嘴正对着金属加工零件18。
所述气体保护器装置20采用绝缘材料,气体保护器装置20置于母材19上方;母材19通过螺钉及绝缘套固定在加工中心的机床工作台上。气体保护器装置20能够向金属加工零件18周围提供保护气体,排出周围空气,通过测氧含量装置,能够准确测量增材过程中增材区域的氧气含量,减轻甚至消除电弧增材及锻打冷却过程中的工件氧化问题。
所述冷却系统21置于母材19下部,通过调节冷却系统21中进出冷却液的速率来调节母材19温度变化的快慢。在增材制造前,可以通过向冷却系统21注入不同温度的流液来达到母材19预热效果。限行程高频微锻冲击锻打过程中,母材19温度冷却可以通过调节冷却系统21中进出冷却液的速率及温度来调节母材19温度,用于降低金属加工零件18锻打过程中的温度,保护锻造头29因受热温度过高而造成损伤且帮助零件降温成形。
冲击气锤模块17包括刀柄23,固定螺栓24,固定盖25,气缸进气口26,气缸装置27,气动冲击头28,锻造头29(包含第一锻造头与第二锻造头)。所述锻造头29通过螺纹孔固定于气动冲击头28的一端,随气动冲击头28往复运动冲击零件表面,气动冲击头28另一端与气缸装置27连接,气缸装置27通过螺钉与固定盖25底部相连。气动冲击头28往复运动的行程可以通过改变气动冲击头28的长度控制,往复运动频次以及单次冲击力的大小可以通过调节气动源控制柜15注入的气压控制。锻造头29装载在气动冲击头28上,锻打的面积通过替换第一锻造头或第二锻造头改变其形状控制。
固定盖25的顶部为圆柱状,固定盖25的顶部直接固定到刀柄23中,随刀柄23一起置于刀具库16中;
如图4所示为电弧增材限行程高频微锻冲击强化智能在线监测与控制系统工作流程图,焊接过程的焊接参数及焊接区温度场由非接触式温度测量仪11在线监测,根据待焊接金属材料的不同特性,将适合材料焊接成形强化温度范围设定为目标函数,然后根据温度场调整电弧焊接参数和冲击强化参数。
如温度过低导致材料熔化-冷却后偏移最佳温度区,则可以通过辅热装置气焰枪13加热,反过来高频微锻打装置冲击强化参数的选择又约束着焊接参数选择,形成闭环耦合控制,保证强化处理区温度始终处于最佳温度范围内,以确保金属工件更好的实现低应力焊接。
对于不同焊接成形件进行控性处理时,要相应改变锻打的冲击频率及锻打力及锻压量。根据在线监测系统的检测,气动源控制柜15实时根据反馈调节气缸进气口26进气量,随即控制气动冲击头28往复运动过程中的冲击频率及单次锻打力,以满足不同成形件对锻打冲击频率的要求。
对于不同应力特性的加工零件材料,在锻打时需要选择不同的冲击锻造头29,锻造前通过监测系统自动识别材料类型,识别完成后通过换刀程序自动更换适合的装有锻造头29的冲击气锤模块17。
采用电弧增材限行程高频微锻冲击强化装置的方法,步骤如下:
1、对焊接机器人9与加工中心进行坐标系统一标定,完成电弧增材前期工作后,锻打前开启气体保护装置20排出母材19周围的空气,使制造空间被气氛室填充,充入保护气体,实现无氧状态,防止制造及锻造过程中待成形金属零件发生氧化反应产生缺陷;
2、进行电弧增材制造,形成金属零件焊缝。当增材每完成一层后,控制送丝停止、焊机关闭,焊接机器人9远离工件;
3、根据非接触式温度测量仪11实时在线监测金属零件焊缝温度,倘若焊缝温度低于最优锻打温度时,工作台迅速移动到主轴22下方,主轴箱22下移带动火焰枪13同步运动,伺服运动控制系统控制X-Y轴直线滑台模组12移动,使安装在X-Y轴直线滑台模组12上的气焰枪13刚好正对与焊缝形成区域加热到最优锻造温度后停止加热。气焰枪13加热过程中其燃气进气量可实时控制;
4、当金属零件焊缝温度达到最优锻造温度后,根据金属加工零件18材料特性不同,控制系统自动选取装载适合锻造头29的冲击气锤模块17,通过换刀指令将冲击气锤模块17从刀具库16中调到机床主轴22。开始锻打前,气动源控制柜15根据监测系统的监测,系统自动选择合适的锻打力和冲击频率,控制系统通过控制气缸进气口26的进气量,在气源的带动下,气动冲击锤模块17中气动冲击头28往复运动,带动着装载在其前端的锻造头29对成形件表面进行锻打改性处理,更具体的,冲击气锤模块17中安装有力传感器,可以随时监测锻打力的大小,根据加工零件塑形变形量控制系统实时调整锻打参数以完成最优冲击强化效果。使其发生塑形压缩变形,当限行程高频锻造改性工艺完成后,再通过换刀指令将锻打装置调回刀具库16中;
5、锻打结束后,倘若有关键零部件需要做局部正火工艺处理时,伺服运动控制系统控制X-Y轴直线滑台模组12移动,使安装在X-Y轴直线滑台模组12上的保温盖板14位于金属零件焊缝上方,而后在控制系统作用下自动伸长履盖,保温覆盖锤击锻打后的焊缝区域,当焊缝区域位置降温至400℃时与该点位置脱离履盖,使该点位置焊缝裸露在空气中自然冷却,相当于焊接件的焊缝区域局部正火处理,达到改善了焊缝区域的力学性能和机械加工性能。
6、选用合适的冷却液注入冷却系统21中,通过控制进出冷却液的速率和温度来调节母材19温度,用于对零件进行降温成形,为电弧增材制造后续的铣削工艺打下良好的基础。
电弧增材限行程高频微锻冲击强化锻造头、装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0