







专利摘要
本发明属于快速铸造领域,并公开了一种基于分层挤出成形的陶瓷/金属一体化零件的铸造方法。S1根据零件形状设计陶瓷壳和陶瓷芯的三维结构;S2采用多种陶瓷材料多头分层沉积成形方法,实现多陶瓷材料、层梯度结构壳体的精密整体成形;S3对陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理;S4将处理后的陶瓷壳和陶瓷芯预热,通过真空精密铸造完成金属液填充;S5待金属液完全冷却后,去除所述陶瓷芯,构成金属和陶瓷零件的内部孔道,获得陶瓷/金属一体化零件。本发明的方法,通过分层挤出成形方法制备不同厚度和致密度的双层或三层陶瓷壳,结合真空精密铸造技术,完成金属液的填充,实现陶瓷/金属一体化零件的精确铸造成形。
权利要求
1.一种基于分层挤出成形的陶瓷/金属一体化零件的铸造方法,其特征在于,包括如下步骤:
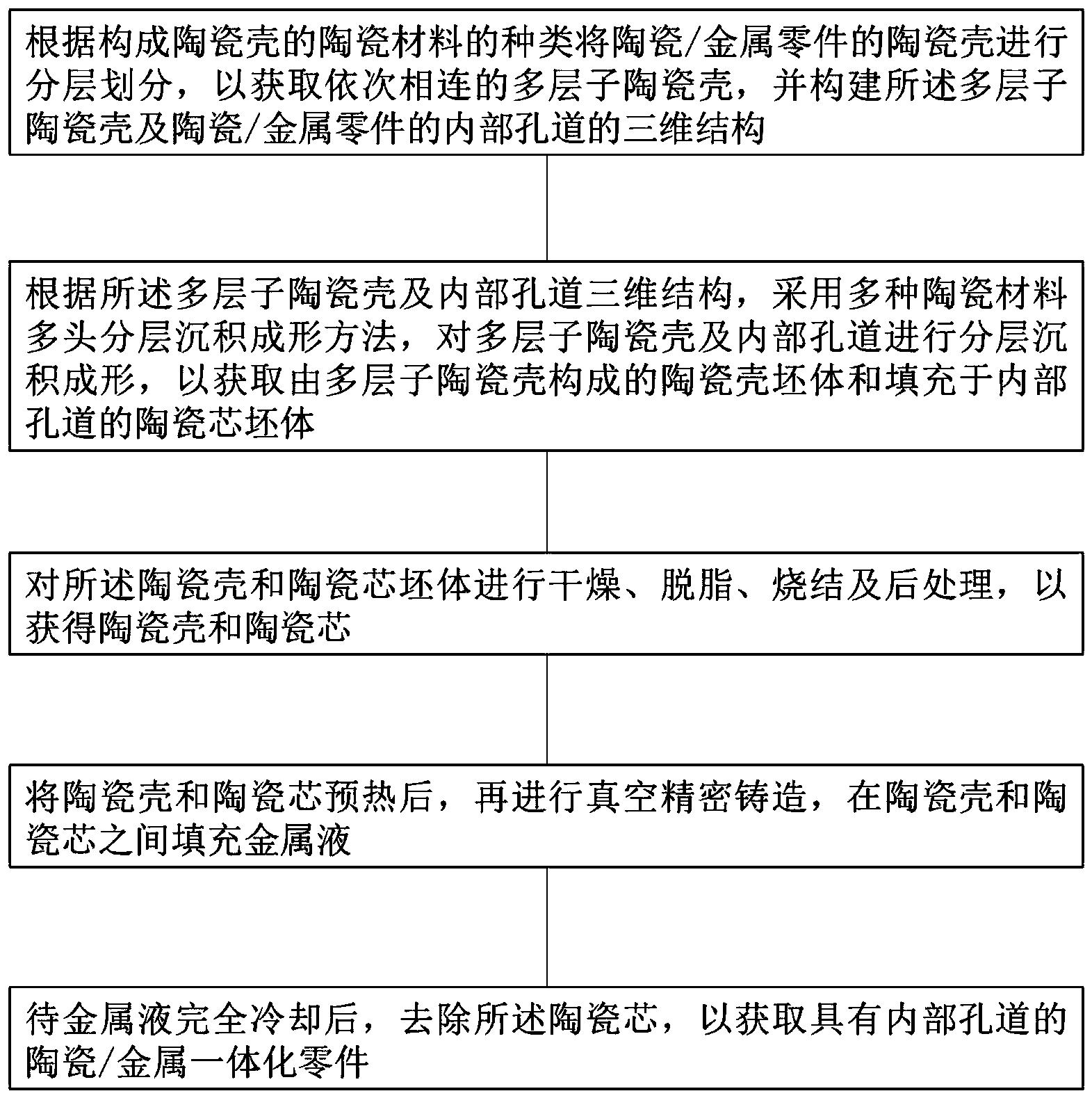
S1根据构成陶瓷壳的陶瓷材料的种类将陶瓷/金属一体化零件的陶瓷壳进行分层划分,以获取依次相连的多层子陶瓷壳,并构建所述多层所述子陶瓷壳及陶瓷/金属一体化零件的内部孔道的三维结构;
S2根据多层所述子陶瓷壳及内部孔道的三维结构,采用多种陶瓷材料多头分层沉积成形方法,对多层子陶瓷壳及内部孔道进行分层沉积,以获取由多层子陶瓷壳构成的陶瓷壳坯体和填充于内部孔道中的陶瓷芯坯体;
S3对所述陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理,以获取陶瓷壳和陶瓷芯;
S4将所述陶瓷壳和陶瓷芯预热后,再进行真空精密铸造,以在所述陶瓷壳和陶瓷芯之间填充金属液;
S5待所述金属液完全冷却后,去除所述陶瓷芯,以获取内部具有内部孔道的陶瓷/金属一体化零件。
2.根据权利要求1所述的铸造方法,其特征在于,多层所述子陶瓷壳由材料各不相同的外壳及内壳组成。
3.根据权利要求2所述的铸造方法,其特征在于,多层所述子陶瓷壳还包括设于所述外壳及内壳之间的一层过渡层。
4.根据权利要求2所述的铸造方法,其特征在于,所述内壳的气孔率大于所述外壳的气孔率。
5.根据权利要求2所述的铸造方法,其特征在于,所述外壳的厚度为0.5mm~2mm,气孔率为5%~20%。
6.根据权利要求2所述的铸造方法,其特征在于,所述内壳的厚度为0.5mm~1.5mm,气孔率为30%~60%。
7.根据权利要求1-6任一项所述的铸造方法,其特征在于,步骤S2中,所述沉积成形过程中采用的料筒的针头直径为0.05mm~0.3mm。
8.根据权利要求1-6任一项所述的铸造方法,其特征在于,步骤S2中,所述沉积成形的速度为10mm/s~40mm/s。
9.根据权利要求1-6任一项所述的铸造方法,其特征在于,步骤S2中,还需对陶瓷壳坯体的外表面进行精整处理,以提高陶瓷壳坯体的表面精度。
说明书
技术领域
本发明属于快速铸造领域,更具体地,涉及一种基于分层挤出成形的陶瓷/金属一体化零件的铸造方法。
背景技术
随着航空航天,汽车等工业的快速发展,某些部位的零件使用温度越来越高、使用环境也越来越复杂,这就对这些部位的零件的使用性能提出了更苛刻的要求。例如,航空涡轮发动机叶片正在向高推重比、高效率、低油耗和长寿命方向发展,可是高温不仅引起叶片的蠕变断裂,且高温燃气对叶片的冲刷、氧化都会导致金属叶片腐蚀,进而发生断裂。目前,主要采用金属陶瓷复合材料和陶瓷涂层的方法来改善零件的耐高温、抗腐蚀、抗氧化等性能。
专利文献CN107127340 A公开了一种金属陶瓷零件的快速成形方法,在此方法中采用的金属、陶瓷粉末及光敏树脂的成本较高、材料组成与后期烧结工艺较复杂。专利文献CN103917502 B公开了一种在燃气涡轮技术中应用高温热障涂层,采用热喷涂处理而沉积在构件表面,热障涂层制备工艺复杂、成本较高。此外,专利文献CN 105814280 B公开了一种涡轮机动叶和静叶的热障涂层,以氧化锆(YSZ)为原材料,采用选择性激光熔化技术实现陶瓷在叶片上的涂敷,热障涂层的制备工艺复杂、成本较高。
上述方法虽然可以制备出满足不同需要的零件,但是制备效率较低、陶瓷层厚度较薄(≤0.5mm)、成本较高、使用寿命较短、工艺过程较复杂。因此,需要找到一种生产效率高、制备成本低且构件性能优异的陶瓷/金属一体化零件的制备方法。
发明内容
针对现有技术的以上缺陷或改进需求,本发明提供一种基于分层挤出成形的陶瓷/金属一体化零件的铸造方法,通过分层挤出成形制备不同厚度和致密度的双层或三层陶瓷壳,结合真空精密铸造技术,完成金属的填充注入,实现陶瓷和金属一体化零件的精确铸造成形。本发明通过对陶瓷壳进行分层划分,并采用多头分层沉积成形方法,对各个子陶瓷壳采用不同的陶瓷材料进行分别沉积成形,同时,采用陶瓷芯来构建金属/陶瓷一体化零件的内部孔道,并结合真空精密铸造技术,使得陶瓷/金属一体化零件一体化精确铸造成形,且成形的零件的内部孔道结构精准度高,整个生产效率高、制备成本低,相应的本发明制备得到的陶瓷/金属一体化零件的陶瓷层厚度可根据材料和需求进行精确控制,且各层子陶瓷壳以及陶瓷壳与金属层之间具有良好的界面结合,因而降低了对金属材料使用性能的要求、提高复杂构件的抗高温性、抗腐蚀性、断裂韧性等综合性能。
为了实现上述目的,本发明提供一种基于分层挤出成形的陶瓷/金属一体化零件的铸造方法,包括如下步骤:
S1根据构成陶瓷壳的陶瓷材料的种类将陶瓷/金属一体化零件的陶瓷壳进行分层划分,以获取依次相连的多层子陶瓷壳,并构建所述多层所述子陶瓷壳及陶瓷/金属一体化零件的内部孔道的三维结构;
S2根据多层所述子陶瓷壳及内部孔道的三维结构,采用多种陶瓷材料多头分层沉积成形方法,对多层子陶瓷壳及内部孔道进行分层沉积,以获取由多层子陶瓷壳构成的陶瓷壳坯体和填充于内部孔道中的陶瓷芯坯体;
S3对所述陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理,以获取陶瓷壳和陶瓷芯;
S4将所述陶瓷壳和陶瓷芯预热后,再进行真空精密铸造,以在所述陶瓷壳和陶瓷芯之间填充金属液;
S5待所述金属液完全冷却后,去除所述陶瓷芯,以获取内部具有内部孔道的陶瓷/金属一体化零件。
作为进一步优选的,多层所述子陶瓷壳由材料各不相同的外壳及内壳组成。
作为进一步优选的,多层所述子陶瓷壳还包括设于所述外壳及内壳之间的一层过渡层。
作为进一步优选的,所述内壳的气孔率大于所述外壳的气孔率。
作为进一步优选的,所述外壳的厚度为0.5mm~2mm,气孔率为5%~20%。
作为进一步优选的,所述内壳的厚度为0.5mm~1.5mm,气孔率为30%~60%。
作为进一步优选的,步骤S2中,所述沉积成形过程中采用的料筒的针头直径为0.05mm~0.3mm。
作为进一步优选的,步骤S2中,所述沉积成形的速度为10mm/s~40mm/s。
作为进一步优选的,步骤S2中,还需对陶瓷壳坯体的外表面进行精整处理,以提高陶瓷壳坯体的表面精度。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
1.本发明通过分层挤出成形制备不同厚度和致密度的多层子陶瓷壳,结合真空精密铸造技术,完成金属的填充注入,实现陶瓷/金属一体化零件一体化精确铸造成形。整个工艺过程不需要模具、工艺过程简单、提高了一体化构建的制备效率、节约成本、综合了陶瓷与金属的优势,为解决金属与陶瓷异种材料复杂构件的成形提供新的方法,降低了对金属材料使用性能的要求、提高复杂构件的抗高温性、抗腐蚀性、断裂韧性等综合性能。
2.本发明陶瓷壳由材料各不相同的外壳及内壳组成,从而可根据零件的实际需求来设计外壳及内壳的材料,相应的本发明制备得到的陶瓷/金属一体化零件的陶瓷层厚度可根据材料和需求进行精确控制,且各层子陶瓷壳以及陶瓷壳与金属层之间具有良好的界面结合,因而降低了对金属材料使用性能的要求、提高复杂构件的抗高温性、抗腐蚀性、断裂韧性等综合性能。
3.本发明陶瓷壳还包括设于所述外壳及内壳之间的一层过渡层,可进一步实现不同材料之间的过渡作用,使得各层材料能充分发挥其本身的作用,同时提升各层之间的界面结合。
4.本发明内壳的孔隙率小于所述外壳的气孔率,进一步的,外壳的气孔率为5%~20%,内壳的气孔率为30%~60%,从而根据零件性能方面设计各层的材料,以在零件机械性能的基础上进一步降低制备成本。
5.本发明的铸造方法,将3D打印技术与真空精密铸造相结合,突破现有陶瓷/金属一体化零件设计极限,实现陶瓷/金属一体化零件的精确成形,降低极端条件下对金属材料的要求,发挥了3D打印快速制造的优势,工艺过程简单,可操作性强。
附图说明
图1为本发明实施例涉及的一种基于分层挤出成形的陶瓷/金属一体化零件的铸造方法的流程图;
图2为本发明实施例三头陶瓷浆料分层挤出成形原理图;
图3为本发明实施例四头陶瓷浆料分层挤出成形原理图;
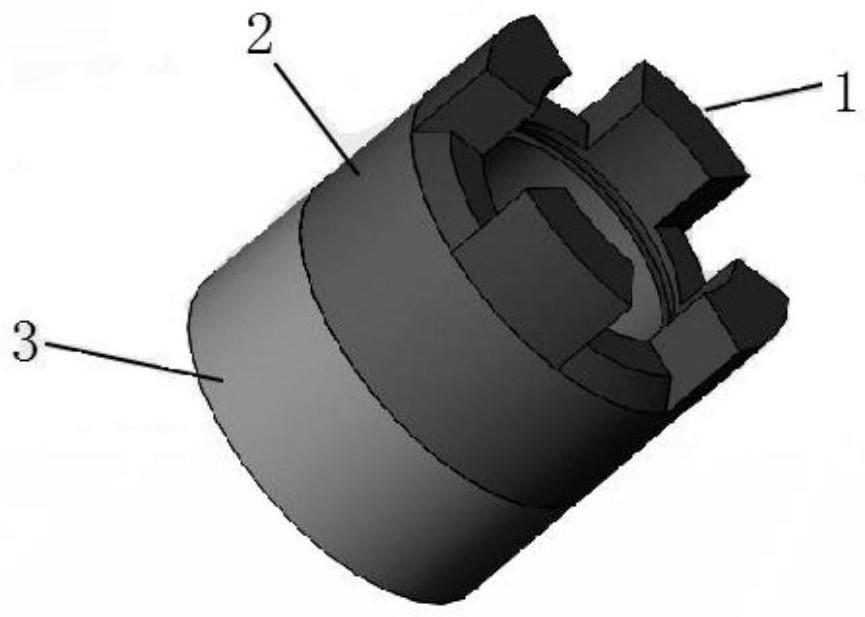
图4为本发明实施例制备而成的陶瓷/金属一体化零件的结构示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
如图1至图4所示,本发明实施例提供的一种基于分层挤出成形的陶瓷/金属一体化零件的铸造方法,包括如下步骤:
(1)根据构成陶瓷壳的陶瓷材料的种类将陶瓷/金属一体化零件的陶瓷壳进行分层划分,以获取依次相连的多层子陶瓷壳,并构建所述多层所述子陶瓷壳及陶瓷/金属一体化零件的内部孔道的三维结构;
(2)根据多层所述子陶瓷壳及内部孔道的三维结构,采用多种陶瓷材料多头分层沉积成形方法,对多层子陶瓷壳及内部孔道同时进行分层沉积,以获取由多层子陶瓷壳构成的陶瓷壳坯体和填充于内部孔道中的陶瓷芯坯体;进一步的,还需对陶瓷壳坯体的外表面进行精整处理,以提高陶瓷壳坯体的表面精度。
(3)对所述陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理,以获取陶瓷壳和陶瓷芯;
(4)将所述陶瓷壳和陶瓷芯预热后,在进行真空精密铸造,以在所述陶瓷壳和陶瓷芯之间填充金属液;具体而言,将陶瓷壳和陶瓷芯预热后通过真空精密铸造完成液态金属的填充注入,实现陶瓷/金属一体化零件一体化精确铸造成形;其中,首先要预热所述陶瓷壳和陶瓷芯,防止在真空浇注过程中所述陶瓷壳和陶瓷芯开裂,高温合金与陶瓷壳的内层通过熔渗和反应形成良好的界面结合。
(5)待所述金属液完全冷却后,去除所述陶瓷芯,以获取内部具有内部孔道的陶瓷/金属一体化零件。
如图2所示,作为本发明的优选设计,陶瓷壳由两种不同的陶瓷材料构成,并根据两种不同的陶瓷材料将陶瓷壳分为两层相连的子陶瓷壳,即外壳4及内壳5。相应的,在沉积成形的过程中,将两种陶瓷浆料分别装入分层挤出成形设备的料筒1、2中,将制作陶瓷芯的陶瓷浆料装入分层挤出成形设备的料筒3,根据切片路径,采用分层挤出成形层层堆积的基本原理,料筒1中的陶瓷浆料成形外壳4,料筒2中的浆料成形内壳5,料筒3中的浆料成形陶瓷芯6。对成形后的陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理;预热陶瓷壳和陶瓷芯后,真空精密铸造完成液态金属的填充注入;待金属液完全冷却后,在水中去除型芯实现金属和陶瓷零件的内部孔道,获得陶瓷/金属一体化零件。
如图3所示,作为本发明的另一个优选设计,陶瓷壳由三种不同的陶瓷材料构成,并根据三种不同的陶瓷材料将陶瓷壳分为三层相连的子陶瓷壳,即外壳11、过渡层12及内壳13。相应的,在沉积成形的过程中,将三种陶瓷浆料分别装入分层挤出成形设备的料筒7、8和9中,根据切片路径,采用分层挤出成形层层堆积的基本原理,料筒7中的陶瓷浆料成形外壳11,料筒8中的浆料成形内壳12,料筒9中的浆料成形内壳13,同时,料筒10中的浆料成形陶瓷芯14。对打印成形的陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理;预热陶瓷壳和陶瓷芯后,真空精密铸造完成液态金属的填充注入;待金属液完全冷却后,在水中去除型芯实现金属和陶瓷零件的内部孔道,获得陶瓷/金属一体化零件。
作为进一步优选的,所述内壳的气孔率大于所述外壳的气孔率。
作为进一步优选的,所述外壳的厚度为0.5mm~2mm,气孔率为5%~20%。
作为进一步优选的,所述内壳的厚度为0.5mm~1.5mm,气孔率为30%~60%。
作为进一步优选的,沉积成形过程中采用的料筒的针头直径为0.05mm~0.3mm。
作为进一步优选的,沉积成形的速度为10mm/s~40mm/s。
在本发明中,制备外壳的陶瓷材料为具有隔热、抗高温腐蚀、抗氧化等功能的陶瓷材料。制备内壳的陶瓷材料应能与金属及外壳紧密结合;陶瓷芯可在真空精密铸造完成后在水中去除。
作为进一步优选的,制备过渡层的陶瓷壳材料在沉积过程中与制备内壳和外壳的陶瓷壳材料通过反应一体成形,从而形成良好的界面结合。
实施例1
(1)根据原叶片形状设计双层陶瓷壳和内部孔道的三维模型,采用切片软件对三维模型进行Z向分层切片,得到分层加工指令,针头直径0.05mm,打印层高0.04mm;
(2)配制3种均匀分散的陶瓷浆料,然后加入到打印料筒中,打印速度为10mm/s,利用分层挤出成形装置整体制备陶瓷外壳、内壳和填充于内部孔道中的陶瓷芯;
(3)对打印成形的陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理;
(4)预热陶瓷壳和陶瓷芯后,在真空环境下完成液态金属的填充注入;
(5)待金属液冷却后,在水中去除陶瓷芯,干燥后即得到金属/陶瓷一体化叶片。
制备的陶瓷和金属一体化叶片的外壳厚0.5mm,气孔率5%,内壳厚0.5mm,气孔率30%。
实施例2
(1)根据原叶片形状设计双层陶瓷壳和内部孔道的三维模型,采用切片软件对三维模型进行Z向分层切片,得到分层加工指令,针头直径0.3mm,打印层高0.24mm;
(2)配制3中均匀分散的陶瓷浆料,然后加入到打印料筒中,打印速度为40mm/s,利用分层挤出成形机制备陶瓷外壳、内壳和陶瓷芯坯体;
(3)对打印成形的陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理;
(4)预热陶瓷壳和陶瓷芯后,在真空环境下完成液态金属的填充注入;
(5)待金属液冷却后,在水中去除陶瓷芯,干燥后即得到陶瓷/金属一体化叶片。
制备的陶瓷/金属一体化叶片的外壳厚2mm,气孔率20%,内壳厚1.5mm,气孔率60%
实施例3
(1)根据原叶片形状设计双层陶瓷壳和内部孔道的三维模型,采用切片软件对三维模型进行Z向分层切片,得到分层加工指令,针头直径0.2mm,打印层高0.16mm;
(2)配制3中均匀分散的陶瓷浆料,然后加入到打印料筒中,打印速度为25mm/s,利用分层挤出成形机制备陶瓷外壳、内壳和陶瓷芯坯体;
(3)对打印成形的陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理;
(4)预热陶瓷壳和陶瓷芯后,在真空环境下完成液态金属的填充注入;
(5)待金属液冷却后,在水中去除陶瓷型芯,干燥后即得到陶瓷/金属一体化叶片。
制备的陶瓷/金属一体化叶片的外壳厚1mm,气孔率15%,内壳厚1mm,气孔率50%。
实施例4
(1)根据原叶片形状设计三层陶瓷壳和内部孔道的三维模型,采用切片软件对三维模型进行Z向分层切片,得到分层加工指令,针头直径0.15mm,打印层高0.12mm;
(2)配制4种均匀分散的陶瓷浆料,然后加入到打印料筒中,打印速度为20mm/s,利用分层挤出成形装置整体制备陶瓷外壳、过渡层、内壳和陶瓷芯坯体;
(3)对打印成形的陶瓷壳和陶瓷芯坯体进行干燥、脱脂、烧结及后处理;
(4)预热陶瓷壳和陶瓷芯后,在真空环境下完成液态金属的填充注入;
(5)待金属液冷却后,在水中去除陶瓷型芯,干燥后即得到陶瓷/金属一体化叶片。
制备的陶瓷/金属一体化叶片的外壳厚0.5mm,气孔率5%,过渡层陶瓷壳的厚度为0.5mm,气孔率为10%,内壳厚0.5mm,气孔率40%。
本发明提供一种基于分层挤出成形的陶瓷/金属一体化零件一体化精密铸造方法,通过分层挤出成形制备不同厚度和致密度的双层或三层陶瓷壳,结合真空精密铸造技术,完成金属的填充注入,实现陶瓷/金属一体化零件的一体化精确铸造成形。本发明为解决金属与陶瓷异种材料复杂构件的成形提供了一种新的快速成形方法,突破现有金属和陶瓷构件设计极限,降低极端条件下对金属材料使用性能的要求、提高复杂陶瓷/金属一体化零件的耐高温性、抗腐蚀性、断裂韧性等综合性能,整个制备过程简单,原料来源广。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
基于分层挤出成形的陶瓷和金属一体化零件的铸造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0