

IPC分类号 : B28B11/00,B28B11/04,B44C5/06,B44C1/18,B44C3/04







专利摘要
本发明公开了一种植物标本珐琅工艺品制作方法,包括叶脉的制备定型、消失模叶脉的制备、消失模涂料的涂挂,消失模叶脉嵌入陶坯,烧制叶脉凹模,以叶脉凹模为模板填充烧制叶脉置换体,叶脉置换体在胎体上的铺贴和珐琅烧制等步骤。本发明中制备的消失模叶脉便于湿陶坯的嵌入,消失模叶脉对槽隙的定型支撑作用显著,无应力,其涂挂消失模涂料后可防止陶坯烧制时膨胀或收缩导致的较细的槽隙粘合或在槽隙附近产生次生裂纹,刻印的槽隙清晰完整,以此叶脉凹模为模板制备的叶脉置换体与胎体外表面贴合度好,与原叶脉的相似度高,脉络重现的完整度高。薄层沉积碳膜的加入,便于叶脉置换体的剥脱,有利于进一步保护叶脉置换体的复制脉络。
权利要求
1.一种植物标本珐琅工艺品制作方法,其特征在于,包含如下具体步骤:
(1)植物叶脉的制备:采用碱液煮沸后水流冲刷去除叶肉质,将剩余的完整叶脉吸水纸吸干备用;
(2)将未完全干燥的叶脉夹入陶瓷凹模和胎体之间定型,所述陶瓷凹模和胎体匹配贴合,叶脉完全干燥定型后取出;
(3)以定型叶脉为模板,采用3D打印消失模叶脉,消失模叶脉浸涂消失模涂料后,抽吸取出多余的消失模涂料,晾干备用;
(4)将消失模叶脉完全嵌入湿陶坯内壁表面,修整湿陶坯至内外表面均光滑平整后晾干,所述湿陶坯与陶瓷凹模的坯体相同,再将干陶坯烧制成型得到叶脉凹模;
(5)以叶脉凹模为模具,在其内壁槽隙中涂抹或沉积脱模剂,再填充釉料或聚丙烯腈溶液,高温处理成型后取出刚性或柔性的叶脉置换体;
(6)在胎体粘附处先刷一层透明底釉料,粘附叶脉置换体,再通体刷一层透明底釉料,烧制;
(7)根据色彩布局,对叶脉的脉纹涂敷面釉料,烧制完成着色,抛光清洗即得工艺品。
2.根据权利要求1中所述的一种植物标本珐琅工艺品制作方法,其特征在于:所述叶脉消失模的3D打印厚度为定型叶脉的5~100倍,所述消失模叶脉的打印原料为聚苯乙烯。
3.根据权利要求1中所述的一种植物标本珐琅工艺品制作方法,其特征在于:所述釉料为彩色釉料,所述透明底釉料的单次涂敷厚度为0.2~0.8mm,所述脱模剂为石墨膜、无定形碳膜或石墨涂抹层。
4.根据权利要求1中所述的一种植物标本珐琅工艺品制作方法,其特征在于:所述陶坯的烧制温度为1200~1400℃。
5.根据权利要求1中所述的一种植物标本珐琅工艺品制作方法,其特征在于:所述叶脉凹模的槽隙填充料为聚丙烯腈溶液时,高温处理方法为:
(A)将聚丙烯腈溶液填充槽隙,直至充满并略有溢出,超声除气后将叶脉凹模浸入凝固液中凝固,所述凝固液为二甲基亚砜和水的混合溶液或二甲基甲酰胺和水的混合溶液;
(B)随后进入多级梯度温度水洗步骤,通过多级梯度温度水洗,使凝固体中残余溶剂含量低于万分之五;
(C)水洗后的聚丙烯腈凝固体进行干燥致密化,叶脉凹模中干燥致密化后的叶脉置换体在过热水蒸气中经热定型制得碳化前体,将碳化前体在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分;
(D)将叶脉凹模整体在空气气氛220~265℃的预氧炉中进行预氧化处理30~60分钟,然后依次在350~800℃氮气气氛的低碳炉中、1100~1300℃氮气气氛的高碳炉中碳化处理,冷却取出碳化物即得柔性的叶脉置换体。
6.根据权利要求5中所述的一种植物标本珐琅工艺品制作方法,其特征在于:所述步骤(4)中制备的叶脉凹模经过复检合格后用于叶脉置换体的重复制备,具体方法为将聚丙烯腈溶液注入槽隙内凝固后直接取出观察叶脉细节完整度,与原叶脉相似度超过95%以上方可用于后续重复制备使用。
7.根据权利要求5中所述的一种植物标本珐琅工艺品制作方法,其特征在于:所述聚丙烯腈溶液的制备方法为:将完全脱水的聚丙烯腈膜充分溶解于DMSO或DMF中,加入增稠剂后充分搅拌,溶解液经过滤、真空静置状态脱泡得到挂膜溶液,挂膜溶液中聚丙烯腈膜质量浓度为19~22wt%,增稠剂的质量浓度为2~5wt%。
8.根据权利要求1中所述的一种植物标本珐琅工艺品制作方法,其特征在于:所述叶脉凹模的槽隙填充料为釉料时,高温处理方法为:将底釉釉料填充槽隙,直至充满并略有溢出,超声除气后850℃下烧制成型,在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分,取出即得刚性的叶脉置换体。
9.根据权利要求1-7中任一项所述的一种植物标本珐琅工艺品制作方法,其特征在于,所述叶脉凹模制备完成后用高压水流清除槽隙内的烧结残余物。
说明书
技术领域
本发明涉及珐琅制备技术领域,特别涉及一种植物标本珐琅工艺品制作方法。
背景技术
现有掐丝珐琅的制备过程中,植物类图案的制作是先进行平面草图绘制后再于胎体上掐丝形成图案线条,封接线条后点蓝烧制而成,虽然掐丝有立体效果,但图案是平面绘制,缺少自然状态的立体逼真感,且掐丝受金属丝线粗细的限制,无法对植物末梢端的细小脉络线条进行逐一描绘,即使勉强描绘出来,金属丝线的封接点众多,不仅影响工艺的效率,更影响了成品的图案真实感,人为加工的痕迹显露无遗。
要想获得逼真的植物线条及植物图案的立体真实感,莫过于直接将植物标本与珐琅直接结合,充分利用植物本身的脉络纹理,这样获得的线条不仅逼真立体,还打破了掐丝工艺的限制,纹理清晰,细节真实,但珐琅的烧制需要达到800~900℃,干燥的植物标本在此烧制温度下无法存留于胎体表面,烧制后仅仅会留下一些残留的模糊印迹或釉面空泡,无法进行后续的点蓝填绘步骤,立体效果更是无从谈起,因此植物标本与珐琅的结合就显得极为困难,目前的植物叶片图案描绘只能是人工临摹或简易描绘轮廓。即使能够通过其他手段在烧制过程中保留叶脉纹路,由于胎体不是规则的物体,外表面各部位的弧度不一致且变化较大,叶脉贴合于胎体上时,很容易出现不服贴,翘起或重叠现象,严重影响了叶脉的效果展示。
通过凹模填充模压等方法制备植物标本仿制体较为常见,而要想采用凹模来制备能耐高温的植物标本仿制体,就需要凹模本身具备耐火的性质,目前的凹模的模具多不能耐高温如1000℃以上,而采用陶瓷等耐高温材料制备凹模模具时,其烧制过程很容易使得较细的凹陷槽隙黏连或开裂,一旦槽隙走样或开裂,叶脉复制体的制备就无从谈起。而叶脉复制体制备时,叶脉末端细节多而繁杂,因此,陶瓷凹模模具就难以胜任细节繁多的植物脉络的复制,进而无法通过凹模模具制备高保真的耐火叶脉复制体。
发明内容
本发明所要解决的技术问题:针对目前珐琅工艺品制备过程中无法在外表面展现和利用植物天然纹理的缺陷,本发明提供一种植物标本珐琅工艺品制作方法,可以通过耐火凹模模具制备高保真的耐火叶脉复制体,进而在珐琅工艺品中展现和利用植物天然纹理。
为解决上述技术问题,本发明提供以下的技术方案:
一种植物标本珐琅工艺品制作方法,包含如下具体步骤:
(1)植物叶脉的制备:采用碱液煮沸后水流冲刷去除叶肉质,将剩余的完整叶脉吸水纸吸干备用;
(2)将未完全干燥的叶脉夹入陶瓷凹模和胎体之间定型,所述陶瓷凹模和胎体匹配贴合,叶脉完全干燥定型后取出;
(3)以定型叶脉为模板,采用3D打印消失模叶脉,消失模叶脉浸涂消失模涂料后,抽吸取出多余的消失模涂料,晾干备用;
(4)将消失模叶脉完全嵌入湿陶坯内壁表面,修整湿陶坯至内外表面均光滑平整后晾干,所述湿陶坯与陶瓷凹模的坯体相同,再将干陶坯烧制成型得到叶脉凹模;
(5)以叶脉凹模为模具,在其内壁槽隙中涂抹或沉积脱模剂,再填充釉料或聚丙烯腈溶液,高温处理成型后取出刚性或柔性的叶脉置换体;
(6)在胎体粘附处先刷一层透明底釉料,粘附叶脉置换体,再通体刷一层透明底釉料,烧制;
(7)根据色彩布局,对叶脉的脉纹涂敷面釉料,烧制完成着色,抛光清洗即得工艺品。
优选地,所述叶脉消失模的3D打印厚度为定型叶脉的5~100倍,所述消失模叶脉的打印原料为聚苯乙烯。
优选地,所述釉料为彩色釉料,所述透明底釉料的单次涂敷厚度为0.2~0.8mm。
优选地,所述陶坯的烧制温度为1200~1400℃。
优选地,所述叶脉凹模的槽隙填充料为聚丙烯腈溶液时,高温处理方法为:
(A)将聚丙烯腈溶液填充槽隙,直至充满并略有溢出,超声除气后将叶脉凹模浸入凝固液中凝固,所述凝固液为二甲基亚砜和水的混合溶液或二甲基甲酰胺和水的混合溶液;
(B)随后进入多级梯度温度水洗步骤,通过多级梯度温度水洗,使凝固体中残余溶剂含量低于万分之五;
(C)水洗后的聚丙烯腈凝固体进行干燥致密化,叶脉凹模中干燥致密化后的叶脉置换体在过热水蒸气中经热定型制得碳化前体,将碳化前体在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分;
(D)将叶脉凹模整体在空气气氛220~265℃的预氧炉中进行预氧化处理30~60分钟,然后依次在350~800℃氮气气氛的低碳炉中、1100~1300℃氮气气氛的高碳炉中碳化处理,冷却取出碳化物即得柔性的叶脉置换体。
优选地,所述步骤(4)中制备的叶脉凹模经过复检合格后用于叶脉置换体的重复制备,具体方法为将聚丙烯腈溶液注入槽隙内凝固后直接取出观察叶脉细节完整度,完整度超过95%以上方可用于后续重复制备使用。
优选地,所述聚丙烯腈溶液的制备方法为:将完全脱水的聚丙烯腈膜充分溶解于DMSO或DMF中,加入增稠剂后充分搅拌,溶解液经过滤、真空静置状态脱泡得到挂膜溶液,挂膜溶液中聚丙烯腈膜质量浓度为19~22wt%,增稠剂的质量浓度为2~5wt%。
优选地,所述叶脉凹模的槽隙填充料为釉料时,高温处理方法为:将底釉釉料填充槽隙,直至充满并略有溢出,超声除气后850℃下烧制成型,在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分,取出即得刚性的叶脉置换体。
优选地,所述叶脉凹模制备完成后用高压水流清除槽隙内的烧结残余物。
本发明获得的有益效果:
3D打印以陶瓷凹模与胎体夹持干燥定型的叶脉为模板,打印出的消失模叶脉具有一定弧度,便于湿陶坯的嵌入,由于叶脉凹模上的槽隙是以定型后的叶脉为模板刻印而成,消失模叶脉对槽隙的定型支撑作用显著,无应力,其涂挂消失模涂料后可防止陶坯烧制时膨胀或收缩导致的较细的槽隙粘合或在槽隙附近产生次生裂纹,刻印的槽隙清晰,能够保持叶脉的末端细节结构,完整度好,以此叶脉凹模为模板制备的叶脉置换体与胎体外表面贴合度好,与原叶脉的相似度高,脉络重现的完整度高。
由于叶脉凹模的内表面本身具备与胎体贴合的弧面,因此打磨后制备的叶脉置换体也具备一定的弧度,因此与胎体的贴合度极好,不会出现明显的缝隙和翘起,也不会出现叶脉脉络套叠隆起的现象,为后续的珐琅成品的烧制提供良好的基础。
以沉积碳膜作为脱模剂可以有效避免填充料与陶瓷基体的接触固着,避免无法剥脱或剥脱困难而损伤脉络细节的情况出现,且沉积碳层薄,不影响细节槽隙的填充,进一步提高了叶脉置换体的脉络复制完整度,为叶脉置换体在胎体上的烧制展现提供便利。
附图说明
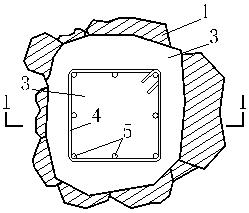
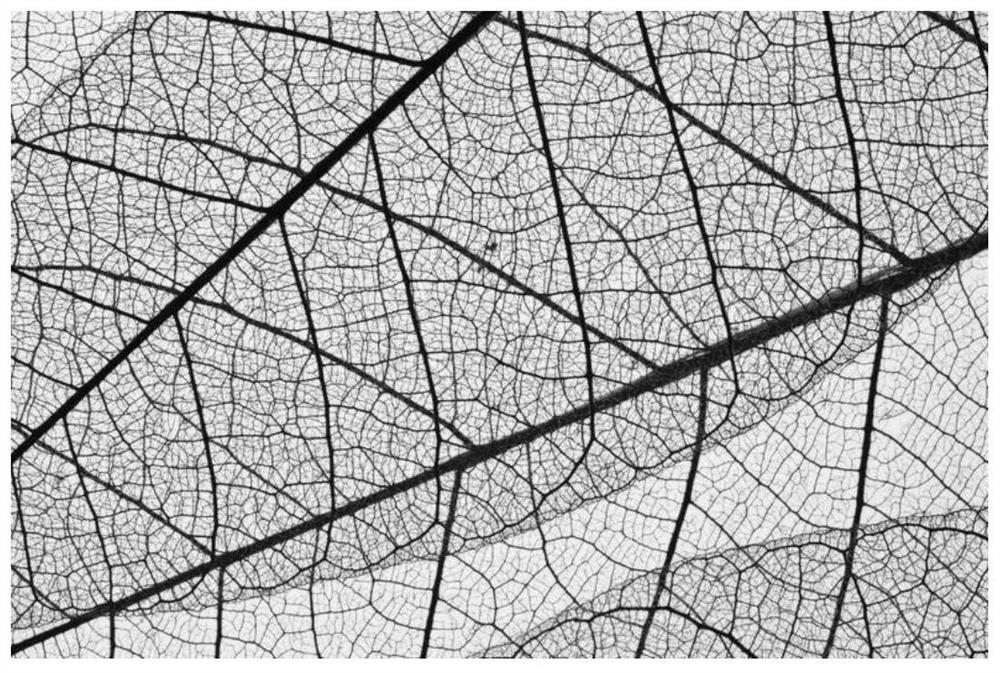
图1叶脉脉络结构示意图。
具体实施方式
下面通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,以帮助本领域的技术人员对本发明的发明构思、技术方案有更完整、准确和深入的理解。
实施例1:按如下方法制备植物标本珐琅工艺品:
(1)植物叶脉的制备:采用13wt%氢氧化钠碱液煮沸后水流冲刷去除叶肉质,将剩余的完整叶脉吸水纸吸干备用,如图1所示;
(2)将未完全干燥的叶脉夹入陶瓷凹模和胎体之间定型,所述陶瓷凹模和胎体匹配贴合,叶脉完全干燥定型后取出;此步骤可将叶脉定型为与胎体外表面弧度一致,便于后续消失模叶脉嵌入湿陶坯。
(3)以定型叶脉为模板,采用3D打印消失模叶脉,叶脉消失模的3D打印厚度为定型叶脉的5倍,增加嵌入深度,提升叶脉置换体的立体感,也可以有效支撑刻印产生的槽隙。本实例中所述消失模叶脉的打印原料为聚苯乙烯。消失模叶脉浸涂消失模涂料后,取出放置在多孔陶瓷板上,通过多孔陶瓷板上的小孔负压抽吸取出多余的消失模涂料,反复涂挂抽吸重复多次后保证均匀涂挂;多孔陶瓷板可均匀抽吸取出表面多余的消失模涂料,在消失模叶脉表面形成一层薄而均匀的消失模涂料层,防止涂料过多导致成片黏连而失去脉纹网络结构,随后将消失模叶脉晾干备用;本实施例中选用的消失模涂料为金属铸造类消失模涂料,耐火温度范围在900~1000℃。
(4)将消失模叶脉完全嵌入湿陶坯内壁表面,修整湿陶坯至内外表面均光滑平整后晾干,所述湿陶坯与陶瓷凹模的坯体相同,再将干陶坯在1200℃烧制成型得到叶脉凹模;高温烧制时,在升温至300℃左右时聚苯乙烯逐渐气化消失,继续升温消失模叶脉表面的消失模涂料逐渐烧结,以控制槽隙的形态不变,防止槽隙黏连、塌陷或槽隙附近产生次生裂纹。在1200~1400℃烧制阶段,陶坯烧结定型,而消失模涂料逐渐烧蚀形成少量残余物,可在叶脉凹模制备完成后用高压水流清除槽隙内的烧结残余物。
(5)以叶脉凹模为模具,在其内壁槽隙中涂抹或沉积脱模剂,由于槽隙的细窄处(如500μm)较难涂敷常规的脱模剂,因此脱模剂采用采用真空沉积法沉积制备石墨膜(方法参考文献:徐锦芬,方嘉宝.真空沉积碳膜的制备及其性能[J].固体润滑,1986(03):28-34+50.)或涂抹石墨,所述脱模剂的沉积或涂抹厚度约为30μm,再填充聚丙烯腈溶液,高温处理成型后取出柔性的叶脉置换体,具体方法如下:
(A)聚丙烯腈溶液的制备:将完全脱水的聚丙烯腈膜充分溶解于纯DMSO中,加入增稠剂后充分搅拌,溶解液经过滤、真空静置状态脱泡得到溶液,溶液中聚丙烯腈膜质量浓度为19wt%,增稠剂的质量浓度为2wt%,增稠剂可根据效果进行增减,保证溶液强度,稀稠适当。聚丙烯腈膜溶解时,分批逐步加料即先加入一定量溶剂、一定量聚丙烯腈膜、一定量溶剂、一定量聚丙烯腈膜…如此反复加料,保证废丝与溶剂充分接触。加料完成后,室温下搅拌使废丝与溶剂混合均匀,密闭状态室温溶胀7小时,溶胀后,将溶胀混合物加热至65℃,40rpm搅拌溶解4.5小时,混合物溶液经过滤、真空静置状态脱泡得到聚丙烯腈溶液。
(B)将聚丙烯腈溶液填充槽隙,直至充满并略有溢出,25kHz频率超声除气后将叶脉凹模浸入凝固液中凝固,所述凝固液为二甲基亚砜和水的混合溶液;凝固液中DMSO的质量浓度为75wt%,温度为20℃,凝固时间为40s;随后进入多级梯度温度水洗步骤,采用梯度升温,在50~85℃热水中水洗。具体的,先是在温度为50℃水浴中水洗10s,然后分别在55、60、65、65、70、75、80、85℃水浴中分别水洗15s。通过多级梯度温度水洗,使膜中残余溶剂含量低于万分之五。此时,可以将聚丙烯腈溶液注入槽隙内凝固后直接取出观察叶脉细节完整度,完整度超过95%以上方可用于后续重复制备使用。
(C)水洗后的聚丙烯腈凝固体原位进行干燥致密化,干燥致密化过程的温度为100℃,时间为30s。叶脉凹模中干燥致密化后的叶脉置换体在过热水蒸气中经热定型制得碳化前体,将碳化前体在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分;
(D)将叶脉凹模整体在空气气氛220℃的预氧炉中进行预氧化处理30分钟,然后依次在350℃氮气气氛的低碳炉中、1100℃氮气气氛的高碳炉中碳化处理,冷却取出碳化物即得柔性的叶脉置换体。叶脉置换体不仅将叶脉脉纹及形状高度复制保留,还具有耐1000℃以上高温的特性,后续的反复煅烧也不会破坏叶脉脉纹及整体形状
(6)布置叶脉置换体的粘贴位置,在胎体粘附处先刷一层透明底釉料,粘附叶脉置换体,再通体刷一层透明底釉料,透明底釉料的两次涂敷厚度均为0.2mm,按常规烧制方法880℃下烧制,烧制完成后须保证底釉通体透明,叶脉脉纹清晰可见即可,此时叶脉置换体类似浮雕状固定于底釉下。本实施例中使用的所有釉料均为常规市售釉料。
(7)根据色彩、布局,对叶脉的脉纹涂敷面釉料,面釉采用锑面釉,按常规烧制方法830℃下烧制完成着色,抛光清洗即得工艺品。
实施例2:按如下方法制备植物标本珐琅工艺品:
(1)植物叶脉的制备:采用12wt%氢氧化钙碱液煮沸后水流冲刷去除叶肉质,将剩余的完整叶脉吸水纸吸干备用;
(2)将未完全干燥的叶脉夹入陶瓷凹模和胎体之间定型,所述陶瓷凹模和胎体匹配贴合,叶脉完全干燥定型后取出;
(A)以定型叶脉为模板,采用3D打印消失模叶脉,叶脉消失模的3D打印厚度为定型叶脉的100倍,所述消失模叶脉的打印原料为聚苯乙烯。消失模叶脉浸涂消失模涂料后,取出放置在多孔陶瓷板上,反复涂挂抽吸重复多次后保证均匀涂挂;多孔陶瓷板可均匀抽吸取出表面多余的消失模涂料,随后将消失模叶脉晾干备用;本实施例中选用的消失模涂料为金属铸造类消失模涂料,耐火温度范围在900~1000℃。
(3)将消失模叶脉完全嵌入湿陶坯内壁表面,修整湿陶坯至内外表面均光滑平整后晾干,所述湿陶坯与陶瓷凹模的坯体相同,再将干陶坯在1400℃烧制成型得到叶脉凹模;可在叶脉凹模烧制完成后用高压水流清除槽隙内的烧结残余物。
(4)以叶脉凹模为模具,在其内壁槽隙中涂抹或沉积脱模剂,将彩色底釉釉料填充槽隙,直至充满并略有溢出,55kHz超声除气后850℃下烧制成型,在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分,取出即得刚性的叶脉置换体;脱模剂采用化学气相法沉积无定形碳膜,所述脱模剂的厚度约为100μm。
(5)布置叶脉置换体的粘贴位置,在胎体粘附处先刷一层透明底釉料,粘附叶脉置换体,再通体刷一层透明底釉料,透明底釉料的两次涂敷厚度均为0.8mm,按常规烧制方法880℃下烧制,烧制完成后须保证底釉通体透明,叶脉脉纹清晰可见即可,此时叶脉脉纹类似浮雕状固定于底釉下。本实施例中使用的所有釉料均为常规市售釉料。
(6)根据色彩、布局,对叶脉的脉纹涂敷面釉料,面釉采用锑面釉,按常规烧制方法830℃下烧制完成着色,抛光清洗即得工艺品。
实施例3:按如下方法制备植物标本珐琅工艺品:
(1)植物叶脉的制备:采用13wt%氢氧化钠碱液煮沸后水流冲刷去除叶肉质,将剩余的完整叶脉吸水纸吸干备用;
(2)将未完全干燥的叶脉夹入陶瓷凹模和胎体之间定型,所述陶瓷凹模和胎体匹配贴合,叶脉完全干燥定型后取出;
(3)以定型叶脉为模板,采用3D打印消失模叶脉,叶脉消失模的3D打印厚度为定型叶脉的80倍,所述消失模叶脉的打印原料为聚苯乙烯。消失模叶脉浸涂消失模涂料后,取出放置在多孔陶瓷板上,通过多孔陶瓷板上的小孔负压抽吸取出多余的消失模涂料,反复涂挂抽吸重复多次后保证均匀涂挂;多孔陶瓷板可均匀抽吸取出表面多余的消失模涂料,在消失模叶脉表面形成一层薄而均匀的消失模涂料层,随后将消失模叶脉晾干备用;本实施例中选用的消失模涂料为金属铸造类消失模涂料,耐火温度范围在900~1000℃。
(4)将消失模叶脉完全嵌入湿陶坯内壁表面,修整湿陶坯至内外表面均光滑平整后晾干,所述湿陶坯与陶瓷凹模的坯体相同,再将干陶坯在1300℃烧制成型得到叶脉凹模;可在叶脉凹模制备完成后用高压水流清除槽隙内的烧结残余物。
(5)以叶脉凹模为模具,在其内壁槽隙中涂抹或沉积脱模剂,脱模剂采用化学气相法沉积无定形碳膜,所述脱模剂的厚度约为80μm,将聚丙烯腈溶液注入槽隙内凝固后直接取出观察叶脉细节完整度,完整度超过95%以上方可用于后续重复制备使用。再填充聚丙烯腈溶液,高温处理成型后取出柔性的叶脉置换体,具体方法如下:
(A)聚丙烯腈溶液的制备:将完全脱水的聚丙烯腈膜充分溶解于纯DMF中,加入增稠剂后充分搅拌,溶解液经过滤、真空静置状态脱泡得到溶液,溶液中聚丙烯腈膜质量浓度为22wt%,增稠剂的质量浓度为5wt%,增稠剂可根据效果进行增减,保证溶液强度,稀稠适当。加料完成后,室温下搅拌使废丝与溶剂混合均匀,密闭状态室温溶胀18小时,溶胀后,将溶胀混合物加热至70℃,40rpm搅拌溶解7小时,混合物溶液经过滤、真空静置状态脱泡得到聚丙烯腈溶液。
(B)将聚丙烯腈溶液填充槽隙,直至充满并略有溢出,90kHz频率超声除气后将叶脉凹模浸入凝固液中凝固,所述凝固液为DMF和水的混合溶液;凝固液中DMF的质量浓度为75wt%,温度为20℃,凝固时间为40s;
(C)随后进入多级梯度温度水洗步骤,采用梯度升温,在50~85℃热水中水洗。具体的,先是在温度为50℃水浴中水洗10s,然后分别在55、60、65、65、70、75、80、85℃水浴中分别水洗15s。通过多级梯度温度水洗,使膜中残余溶剂含量低于万分之五。
(D)水洗后的聚丙烯腈凝固体进行原位干燥致密化,干燥致密化过程的温度为100℃,时间为30s。叶脉凹模中干燥致密化后的叶脉置换体在过热水蒸气中经热定型制得碳化前体,将碳化前体在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分;
(E)将叶脉凹模整体在空气气氛265℃的预氧炉中进行预氧化处理60分钟,然后依次在800℃氮气气氛的低碳炉中、1300℃氮气气氛的高碳炉中碳化处理,冷却取出碳化物即得柔性的叶脉置换体。
(6)布置叶脉置换体的粘贴位置,在胎体粘附处先刷一层透明底釉料,粘附叶脉置换体,再通体刷一层透明底釉料,透明底釉料的两次涂敷厚度均为0.6mm,按常规烧制方法880℃下烧制,烧制完成后须保证底釉通体透明,叶脉脉纹清晰可见即可,此时叶脉置换体类似浮雕状固定于底釉下。本实施例中使用的所有釉料均为常规市售釉料。
(7)根据色彩、布局,对叶脉的脉纹涂敷面釉料,面釉采用锑面釉,按常规烧制方法830℃下烧制完成着色,抛光清洗即得工艺品。
实施例4:按如下方法制备植物标本珐琅工艺品:
(1)植物叶脉的制备:采用13wt%氢氧化钠碱液煮沸后水流冲刷去除叶肉质,将剩余的完整叶脉吸水纸吸干备用;
(2)将未完全干燥的叶脉夹入陶瓷凹模和胎体之间定型,所述陶瓷凹模和胎体匹配贴合,叶脉完全干燥定型后取出;
(3)以定型叶脉为模板,采用3D打印消失模叶脉,叶脉消失模的3D打印厚度为定型叶脉的50倍,所述消失模叶脉的打印原料为聚苯乙烯。消失模叶脉浸涂消失模涂料后,抽吸去除多余涂料,在消失模叶脉表面形成一层薄而均匀的消失模涂料层,方法同实施例1,随后将消失模叶脉晾干备用;本实施例中选用的消失模涂料为金属铸造类消失模涂料,耐火温度范围在900~1000℃。
(4)将消失模叶脉完全嵌入湿陶坯内壁表面,修整湿陶坯至内外表面均光滑平整后晾干,所述湿陶坯与陶瓷凹模的坯体相同,再将干陶坯在1350℃烧制成型得到叶脉凹模;可在叶脉凹模制备完成后用高压水流清除槽隙内的烧结残余物。
(5)以叶脉凹模为模具,在其内壁槽隙中涂抹或沉积脱模剂,脱模剂采用石墨粉直接涂抹,所述脱模剂的厚度约为50μm,将聚丙烯腈溶液注入槽隙内凝固后直接取出观察叶脉细节完整度,完整度超过95%以上方可用于后续重复制备使用。再填充聚丙烯腈溶液,高温处理成型后取出柔性的叶脉置换体,具体方法如下:
(A)聚丙烯腈溶液的制备:将完全脱水的聚丙烯腈膜充分溶解于纯DMSO中,加入增稠剂后充分搅拌,溶解液经过滤、真空静置状态脱泡得到溶液,溶液中聚丙烯腈膜质量浓度为20wt%,增稠剂的质量浓度为3.5wt%,增稠剂可根据效果进行增减,保证溶液强度,稀稠适当。聚丙烯腈膜溶解时,分批逐步加料,加料完成后,室温下搅拌使废丝与溶剂混合均匀,密闭状态室温溶胀7小时,溶胀后,将溶胀混合物加热至65℃,40rpm搅拌溶解4.5小时,混合物溶液经过滤、真空静置状态脱泡得到聚丙烯腈溶液。
(B)将聚丙烯腈溶液填充槽隙,直至充满并略有溢出,35kHz频率超声除气后将叶脉凹模整体浸入凝固液中凝固,所述凝固液为二甲基亚砜和水的混合溶液;凝固液中DMSO的质量浓度为75wt%,温度为20℃,凝固时间为40s;
(C)随后进入多级梯度温度水洗步骤,采用梯度升温,在50~85℃热水中水洗。具体的,先是在温度为50℃水浴中水洗10s,然后分别在55、60、65、65、70、75、80、85℃水浴中分别水洗15s。通过多级梯度温度水洗,使膜中残余溶剂含量低于万分之五。
(D)水洗后的聚丙烯腈凝固体进行原位干燥致密化,干燥致密化过程的温度为100℃,时间为30s。叶脉凹模中干燥致密化后的叶脉置换体在过热水蒸气中经热定型制得碳化前体,将碳化前体在叶脉凹模内原位进行打磨,依内表面弧度去除凸出槽隙的部分;
(E)将叶脉凹模整体在空气气氛240℃的预氧炉中进行预氧化处理45分钟,然后依次在550℃氮气气氛的低碳炉中、1200℃氮气气氛的高碳炉中碳化处理,冷却取出碳化物即得柔性的叶脉置换体。
(6)布置叶脉置换体的粘贴位置,在胎体粘附处先刷一层透明底釉料,粘附叶脉置换体,再通体刷一层透明底釉料,透明底釉料的两次涂敷厚度均为0.5mm,按常规烧制方法880℃下烧制,烧制完成后须保证底釉通体透明,叶脉脉纹清晰可见即可,此时叶脉置换体类似浮雕状固定于底釉下。本实施例中使用的所有釉料均为常规市售釉料。
(7)根据色彩、布局,对叶脉的脉纹涂敷面釉料,面釉采用锑面釉,按常规烧制方法830℃下烧制完成着色,抛光清洗即得工艺品。
对照实施例1:其余均与实施例1相同,不同之处在于,将步骤(1)制备好的叶脉直接粘贴于胎体上,进行后续的珐琅烧制。
对照实施例2:其余均与实施例1相同,不同之处在于,直接将定型后的叶脉嵌入湿陶坯内制备叶脉凹模。
对照实施例3:其余均与实施例1相同,不同之处在于,将3D打印完成的消失模叶脉不进行消失模涂料涂挂,直接嵌入湿陶坯内制备叶脉凹模。
对照实施例4:其余均与实施例2相同,不同之处在于,不进行碳膜的沉积,直接填充釉料用于制备叶脉置换体。
对照实施例5:其余均与实施例1相同,不同之处在于,不进行碳膜的沉积,直接填充聚丙烯腈溶液用于制备叶脉置换体。
将上述实施例中烧制好的珐琅工艺品成品进行肉眼观察细节,评定结果如下:
表1不同叶脉处理过程对成品表面叶脉纹路的影响
产生表1所示结果的原因主要为:植物叶脉主要由植物纤维等有机物组成,将叶脉直接涂敷釉料烧制时,高温下叶脉中的有机物和碳酸盐等物质气化逸出,无法有效保存叶脉中的细节结构,导致成品的叶脉图案仅存留一些叶脉的粗轮廓,完整度严重受损。叶脉的末端在升温过程中即完全消失气化,无法对未成型釉料形成支撑,气化过程也容易导致气孔的出现,导致叶脉铺贴区域出现气孔或塌陷现象。而高温煅烧残留的叶脉灰分也容易造成透明釉料的夹渣现象,严重影响成品的美观。出现上述现象的主要原因还是叶脉不耐高温煅烧,而本申请通过叶脉置换体的制备,有效克服了叶脉不耐高温的缺陷,叶脉的细纹结构破坏率低,有效置换还原了原叶脉的脉纹和细节。
对照实施例中整体脉络中出现多处断点错位主要是由于铺贴载体为胎体的不规则弧形表面,叶脉制备完成后质脆易断,铺贴于弧度不一的弧形表面上时,为保证服贴极易造成叶脉的断裂,因此整体脉络中出现多处断点错位,而本申请中制备的刚性或柔性叶脉置换体,铺贴于弧度不一的弧形表面上时,贴合度高,不会留有明显的缝隙也不会出现断裂现象。
由于叶脉仅剩下脉络,轻盈且体量较小,且叶脉凹模可重复用于制备叶脉置换体,因此制备叶脉置换体的成本也较低,不会影响其在珐琅工艺品制备中的广泛应用。
为考察消失模叶脉、消失模涂料涂挂及脱模剂对叶脉凹模及叶脉置换体制备效果的影响,将各实施例制备获得的刚性或柔性叶脉置换体与原叶脉进行重合度或相似度比对,将叶脉置换体或原叶脉拍照或扫描为图片后,采用Image Comparer软件比对相似度,依次判断叶脉置换体的置换完整度;
对叶脉凹模的观察采用放大镜肉眼观察槽隙表面开口,并配合X射线内部缺陷检测仪检测槽隙内部或附近的裂纹及空泡等缺陷,以确定叶脉凹模中槽隙的定型情况。
表2叶脉置换体的置换完整度测试结果
表2结果表明,使用本发明的方法,实施例1~4中的叶脉凹模成品完全具备了完整复制叶脉脉络细节的能力,利用其制备的叶脉置换体与原叶脉的相似度高,即有效的再现了原叶脉的纹理,且完整度高,没有出现大片黏连,纹理不清楚的现象。石墨等碳元素膜的沉积占用体积小,厚度薄而均匀,有效阻隔了釉料或聚丙烯腈材料与槽隙的接触和固着,脱模效果好,有效提高了叶脉置换体剥脱时的完整度,降低了剥脱时细节纹路的损坏概率。
而对照实施例2采用原叶脉直接嵌入湿陶坯中,在嵌入时即出现叶脉大面积断裂,破损,这主要是由于原叶脉定型干燥后极为脆弱,嵌入时稍加力量就会断裂,无法进行细节的再造刻印,仅能将一些较粗的轮廓脉络刻印在陶瓷凹模上,对叶脉的完整再现率低,无法用于制备叶脉置换体。
对照实施例3由于没有涂挂消失模涂料,导致3D打印的消失模叶脉在叶脉凹模的烧制过程中无法对陶坯起到支撑作用,缺失消失模涂料的烧结支撑作用后,高温烧制过程中陶坯的膨胀或收缩作用使得末端的较细槽隙有多处黏连,并伴有部分槽隙附近出现裂缝,利用其复制的叶脉置换体与原叶脉的相似度较低,不能用于制备叶脉置换体。
对照实施例4中填充釉料用于烧结刚性叶脉置换体,由于釉料可固覆于叶脉凹模的陶瓷基体上,因此在没有碳膜存在的情况下,无法进行叶脉置换体的剥脱提取,因此无法制备叶脉置换体。
对照实施例5中填充聚丙烯腈溶液用于烧结柔性叶脉置换体,虽然聚丙烯腈凝固和碳化后不会固着于陶瓷基体上,但缺少碳膜作为脱模剂,在剥脱提取时,由于末端槽隙较细,不可避免地出现了少量细节部分难以剥脱导致缺损或断裂,影响了最终叶脉置换体的制备完整度,与原叶脉的相似度也远不及对照实施例1。
综上所述,3D打印以陶瓷凹模与胎体夹持干燥定型的叶脉为模板,打印出的消失模叶脉具有一定弧度,便于湿陶坯的嵌入,由于叶脉凹模上的槽隙是以定型后的叶脉为模板刻印而成,消失模叶脉对槽隙的定型支撑作用显著,无应力,其涂挂消失模涂料后可防止陶坯烧制时膨胀或收缩导致的较细的槽隙粘合或在槽隙附近产生次生裂纹,刻印的槽隙清晰,能够保持叶脉的末端细节结构,完整度好,以此叶脉凹模为模板制备的叶脉置换体与胎体外表面贴合度好,与原叶脉的相似度高,脉络重现的完整度高。
由于叶脉凹模的内表面本身具备与胎体贴合的弧面,因此打磨后制备的叶脉置换体也具备一定的弧度,因此与胎体的贴合度极好,不会出现明显的缝隙和翘起,也不会出现叶脉脉络套叠隆起的现象,为后续的珐琅成品的烧制提供良好的基础。
以沉积碳膜作为脱模剂可以有效避免填充料与陶瓷基体的接触固着,避免无法剥脱或剥脱困难而损伤脉络细节的情况出现,且沉积碳层薄,不影响细节槽隙的填充,进一步提高了叶脉置换体的脉络复制完整度,为叶脉置换体在胎体上的烧制展现提供便利。
以上实施例仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明保护范围之内;本发明未涉及的技术均可通过现有技术加以实现。
一种植物标本珐琅工艺品制作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0