




专利摘要
本发明公开一种模具通孔孔径扩张加工方法,所述方法包括:获取针对已有的第一通孔进行孔径扩张加工的钻头运动轨迹;实时分别采集第一测力传感器、第二测力传感器、第三测力传感器、第四测力传感器的第一测力值、第二测力值、第三测力值、第四测力值;获取钻头的当前移动瞬时速度;求解实时合力值;判断实时合力值与预设阈值的大小关系;通过对模具通孔加工方法的改进,通过钻头绕通孔圆心的旋转和钻头的自转来实现对待加工件的通孔的扩孔,提高了加工精度,降低了通孔的粗糙度。
权利要求
1.一种模具通孔孔径扩张加工方法,所述方法用于模具通孔的加工,其特征在于:所述方法基于一种模具通孔加工设备,所述模具通孔加工设备包括升降台、安设于所述升降台上的旋转主轴、安设于所述旋转主轴下端的钻头、工作台、用于放置待加工件的框架、冷却装置、控制模块;所述框架四个内侧壁的中间部位分别安设有第一测力传感器、第二测力传感器、第三测力传感器、第四测力传感器,所述第一测力传感器与所述第三测力传感器处于对立面,所述第二测力传感器与第四测力传感器处于对立面;所述框架安置于所述工作台上;所述方法包括:
步骤S1、获取针对已有的第一通孔进行孔径扩张加工的钻头运动轨迹;其中,所述钻头运动轨迹位于所述第一通孔的轮廓线内,且钻头运动轨迹上各个途经点与所述第一通孔的所述轮廓线的最短距离小于等于所述钻头的半径;
步骤S2、实时分别采集所述第一测力传感器、所述第二测力传感器、所述第三测力传感器、所述第四测力传感器的第一测力值A
步骤S3、求解实时合力值
步骤S4、判断所述实时合力值F
2.如权利要求1所述的一种模具通孔孔径扩张加工方法,其特征在于,所述步骤S3还包括:
获取最接近的m个所述实时合力值F
求解实时合力平均值
将所述实时合力平均值
3.根据权利要求1所述的一种模具通孔孔径扩张加工方法,其特征在于:所述旋转主轴包括自转和绕所述通孔圆心的旋转。
4.根据权利要求1所述的一种模具通孔孔径扩张加工方法,其特征在于:所述钻头为旋向相反的双螺旋结构,螺旋交叉处有断点。
5.根据权利要求1所述的一种模具通孔孔径扩张加工方法,其特征在于:所述冷却装置包括出液管和电磁阀,所述出液管的出液口指向所述钻头;所述钻头在对所述通孔加工过程中,所述电磁阀打开,冷却液经所述出液管流向所述钻头和所述第一通孔。
6.根据权利要求1所述的一种模具通孔孔径扩张加工方法,其特征在于:所述控制模块包括参数获取和处理模块、钻头旋转控制模块和电磁阀控制模块。
7.根据权利要求1所述的一种模具通孔孔径扩张加工方法,其特征在于:所述工作台开设有定位槽,所述定位槽用于安设所述框架。
说明书
技术领域
本实用新型涉及模具加工技术领域,特别涉及一种模具通孔孔径扩张加工方法。
背景技术
模具,在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离(冲裁)。应用内腔形状可使坯料获得相应的立体形状。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。模具是精密工具,形状复杂,承受胚料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一。
在现有技术中,模具上具有各种各样的通孔或者沉孔,对于连通区域较大的通孔或者沉孔而言,通常采用多次钻销以达到扩孔的目的,一般用扩孔钻或者麻花钻等扩大模具孔径,该种加工方法的加工精度一般较低,通孔表面粗糙度较高,需再次进行精加工。
发明内容
有鉴于现有技术存在的缺陷,本发明所要解决的技术问题是提供一种模具通孔孔径扩张加工方法,旨在提高模具通孔加工的加工精度,降低通孔表面粗糙度。
为实现上述目的,本发明提供一种模具通孔孔径扩张加工方法,所述方法用于模具通孔的加工,其特征在于:所述方法基于一种模具通孔加工设备,所述模具通孔加工设备包括升降台、安设于所述升降台上的旋转主轴、安设于所述旋转主轴下端的钻头、工作台、用于放置待加工件的框架、冷却装置、控制模块;所述框架四个内侧壁的中间部位分别安设有第一测力传感器、第二测力传感器、第三测力传感器、第四测力传感器,所述第一测力传感器与所述第三测力传感器处于对立面,所述第二测力传感器与第四测力传感器处于对立面;所述框架安置于所述工作台上;所述方法包括:
步骤S1、获取针对已有的第一通孔进行孔径扩张加工的钻头运动轨迹;其中,所述钻头运动轨迹位于所述第一通孔的轮廓线内,且钻头运动轨迹上各个途经点与所述第一通孔的所述轮廓线的最短距离小于等于所述钻头的半径;
步骤S2、实时分别采集所述第一测力传感器、所述第二测力传感器、所述第三测力传感器、所述第四测力传感器的第一测力值Ai、第二测力值Bi、第三测力值Ci、第四测力值Di;获取所述钻头的当前移动瞬时速度Vi;其中,所述第一测力值Ai、所述第二测力值Bi、所述第三测力值Ci、所述第四测力值Di的采集周期为10ms-100ms;所述i为当前采集数据序号;
步骤S3、求解实时合力值 所述第一测力值Ai与所述第三测力值Ci的力的方向相反,所述第二测力值Bi与所述第四测力值Di的力的方向相反;
步骤S4、判断所述实时合力值Fi与预设阈值的大小关系;响应于所述实时合力值小于所述预设阈值,则提升所述当前移动瞬时速度Vi;响应于所述实时合力值大于所述预设阈值,则降低所述当前移动瞬时速度Vi。
在该技术方案中,通过对所述测力传感器实时所测得的测力值求所述实时合力值,通过比较所述实时合力值与所述预设阈值的大小关系,及时调整所述钻头的当前移动瞬时值,避免压力值过大损坏所述钻头,压力值过小影响加工效率;通过所述模具通孔孔径扩张加工方法的改进,所述钻头绕所述通孔圆心的旋转和所述钻头的自转来实现对所述待加工件的通孔的扩孔,提高了加工精度,降低了所述通孔的粗糙度。
在一具体实施方式中,所述步骤S3还包括:
获取最接近的m个所述实时合力值Fi,组成序列Gj;其中,1≤j≤m,所述j越小则为越新的数据;所述m为偶数;
求解实时合力平均值 所述λ<1;
将所述实时合力平均值 作为所述实时合力值Fi并代入至步骤S4。
在该技术方案中,由于钻孔作业对加工磨具会有振动影响,造成测力传感器的测量数据会存在波动,故而在求解时可以对最近的数据进行加权求平均值来进行等效,具体而言,通过实时合力平均值公式 求解,其中, 为加权值,λ<1,当数据越新时, 越大,数据加权越大,使得所得到的实时合力平均值受最近数据影响越大而更符合实际。
在一具体实施方式中,所述旋转主轴包括自转和绕所述通孔圆心的旋转。
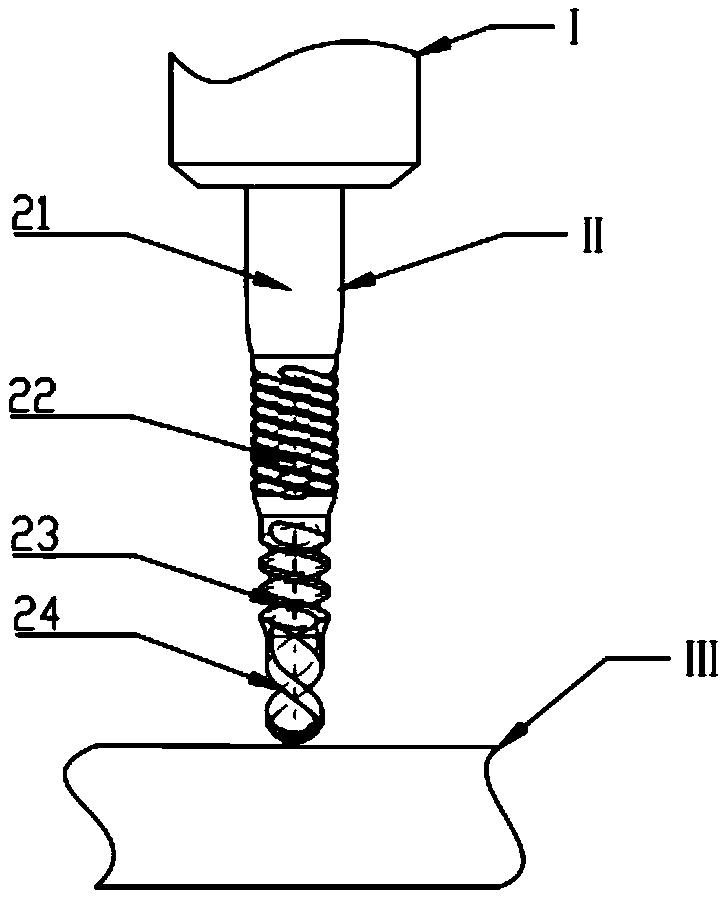
在一具体实施方式中,所述钻头为旋向相反的双螺旋结构,螺旋交叉处有断点。
在该技术方案中,通过设置所述钻头的双螺旋结构,可以进一步降低所述通孔的粗糙度。
在一具体实施方式中,所述冷却装置包括出液管和电磁阀,所述出液管的出液口指向所述钻头;所述钻头在对所述通孔加工过程中,所述电磁阀打开,冷却液经所述出液管流向所述钻头和所述第一通孔。
在该技术方案中,通过设置所述冷却装置,可以降低所述钻头在加工过程中的温度,降低对所述钻头的损耗,提高所述钻头的寿命。
在一具体实施方式中,所述控制模块包括参数获取和处理模块、钻头旋转控制模块和电磁阀控制模块。
在该技术方案中,通过设置所述控制模块,实现所述通孔加工设备的智能化,提高所述通孔加工设备的加工精度。
在一具体实施方式中,所述工作台开设有定位槽,所述定位槽用于安设所述框架。
在该技术方案中,通过设置所述定位槽,一方面对所述框架起定位作用,另一方面对所述框架起固定作用,提高加工精度。
本发明的有益效果是:在本发明中,通过对所述测力传感器实时所测得的测力值求所述实时合力值,通过比较所述实时合力值与所述预设阈值的大小关系,及时调整所述钻头的当前移动瞬时值,避免压力值过大损坏所述钻头,压力值过小影响加工效率;通过所述模具通孔孔径扩张加工方法的改进,所述钻头绕所述通孔圆心的旋转和所述钻头的自转来实现对所述待加工件的通孔的扩孔,提高了加工精度,降低了所述通孔的粗糙度。
附图说明
图1是本发明一具体实施方式中的一种模具通孔孔径扩张加工方法的流程框图;
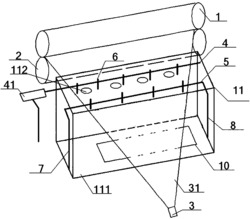
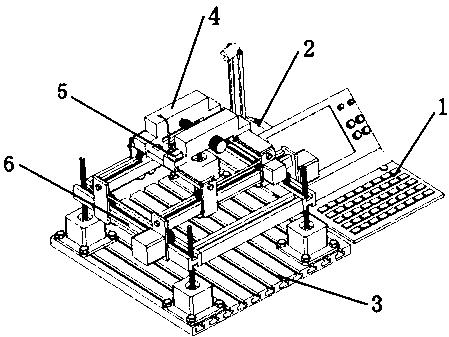
图2是本发明一具体实施方式中的一种模具通孔加工设备的结构示意图;
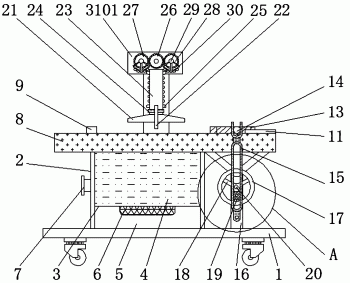
图3是本发明一具体实施方式中的一种模具通孔加工设备的工作台俯视图。
具体实施方式
下面结合附图和实施例对本发明作进一步说明:
如图1所示,为本实施例的流程框图,包括如下步骤:
步骤S1、获取针对已有的第一通孔701进行孔径扩张加工的钻头300运动轨迹;其中,所述钻头运动轨迹位于所述第一通孔701的轮廓线内,且钻头300运动轨迹上各个途经点与所述第一通孔701的所述轮廓线的最短距离小于等于所述钻头300的半径;
步骤S2、实时分别采集所述第一测力传感器501、所述第二测力传感器502、所述第三测力传感器503、所述第四测力传感器504的第一测力值Ai、第二测力值Bi、第三测力值Ci、第四测力值Di;获取所述钻头300的当前移动瞬时速度Vi;其中,所述第一测力值Ai、所述第二测力值Bi、所述第三测力值Ci、所述第四测力值Di的采集周期为10ms-100ms;所述i为当前采集数据序号;
步骤S3、求解实时合力值 所述第一测力值Ai与所述第三测力值Ci的力的方向相反,所述第二测力值Bi与所述第四测力值Di的力的方向相反;
步骤S4、判断所述实时合力值Fi与预设阈值的大小关系;响应于所述实时合力值小于所述预设阈值,则提升所述当前移动瞬时速度Vi;响应于所述实时合力值大于所述预设阈值,则降低所述当前移动瞬时速度Vi。
具体而言,所述步骤S3还包括:
获取最接近的m个所述实时合力值Fi,组成序列Gj;其中,1≤j≤m,所述j越小则为越新的数据;所述m为偶数;
求解实时合力平均值 所述λ<1;
将所述实时合力平均值 作为所述实时合力值Fi并代入至步骤S4。
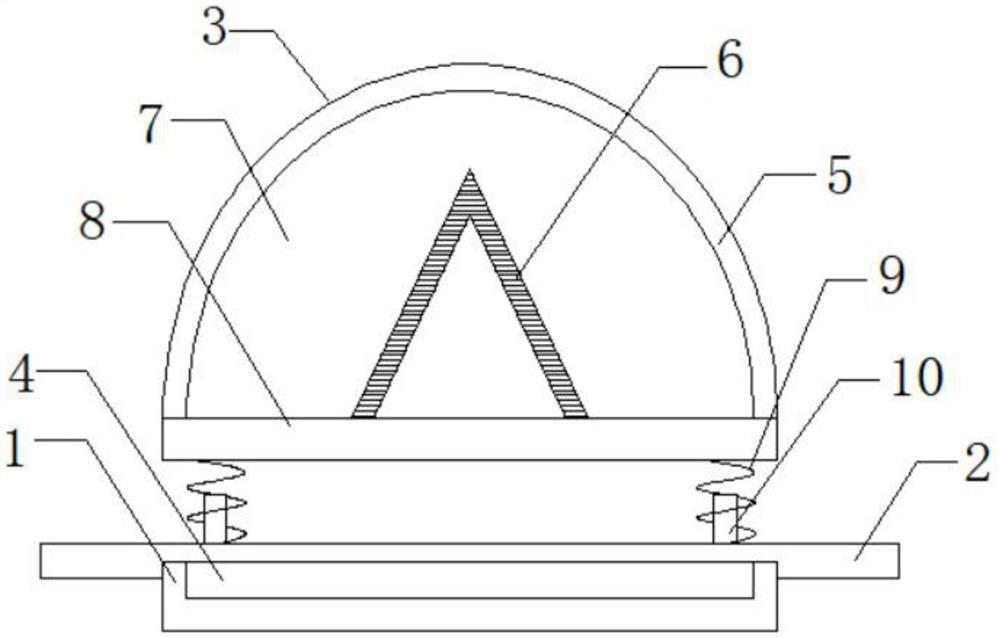
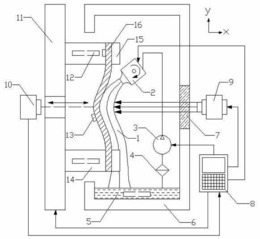
所述方法用于模具通孔的加工,所述方法基于一种模具通孔加工设备,如图2-3所示,所述模具通孔加工设备包括升降台100、安设于所述升降台100上的旋转主轴200、安设于所述旋转主轴200下端的钻头300、工作台400、用于放置待加工件700的框架500、冷却装置600、控制模块;所述框架500四个内侧壁的中间部位分别安设有第一测力传感器501、第二测力传感器502、第三测力传感器503、第四测力传感器504,所述第一测力传感器501与所述第三测力传感器503处于对立面,所述第二测力传感器502与第四测力传感器504处于对立面;所述框架500安置于所述工作台400上。
在本实施例中,所述旋转主轴200包括自转和绕所述通孔圆心的旋转。
在本实施例中,所述钻头300为旋向相反的双螺旋结构,螺旋交叉处有断点。
在本实施例中,所述冷却装置600包括出液管601和电磁阀602,所述出液管601的出液口指向所述钻头300;所述钻头300在对所述通孔加工过程中,所述电磁阀602打开,冷却液经所述出液管601流向所述钻头300和所述第一通孔701。
在本实施例中,所述控制模块包括参数获取和处理模块、钻头300旋转控制模块和电磁阀602控制模块。
在本实施例中,所述工作台400开设有定位槽,所述定位槽用于安设所述框架500。
以上详细描述了本发明的具体实施例。应当理解,本发明的具体实施例并不唯一,本领域的普通技术人员可以在权利要求的范围内根据本发明的构思作出诸多修改和变化。因此,凡本领域中的技术人员根据本发明的具体实施例在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
一种模具通孔孔径扩张加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0