

IPC分类号 : C23C8/12,C22C16/00,C22C1/02,A61L27/04,A61L27/50,A61L27/30






专利摘要
本发明公开了一种表面氧化的β型医用锆合金的制备方法,将β型锆合金材料先后用丙酮、无水乙醇进行材料表面的超声水洗,水洗后烘干:再将空气在炉中加热到550‑750℃,烘干后的β型锆合金放置于充满热空气的炉中,保温30min‑90min;炉内气压为一个标准大气压,合金表面形成一层表面氧化层,氧化层的厚度为8μm‑50μm,即得到表面氧化的β型医用锆合金。本发明得到的合金材料具有耐磨性和耐腐蚀性等特点,同时还保留良好的塑性和较低的弹性模量,符合临床医学对植入材料的要求。
权利要求
1.一种表面氧化的β型医用锆合金的制备方法,其特征在于:包括以下步骤:
(1)将β型锆合金材料先后用丙酮、无水乙醇进行材料表面的超声水洗,水洗后烘干:
(2)将空气在炉中加热到550-750℃,将步骤(1)烘干后的β型锆合金放置于充满热空气的炉中,保温30min-90min;炉内气压为一个标准大气压,合金表面形成一层表面氧化层,氧化层的厚度为8μm-50μm,即得到表面氧化的β型医用锆合金。
2.根据权利要求1所述的表面氧化的β型医用锆合金的制备方法,其特征在于:所述β型锆合金原料组分及重量百分比为:锆75.12%-79.65%,铌20.35%-21.04%,余量为钛。
3.根据权利要求1所述的表面氧化的β型医用锆合金的制备方法,其特征在于:所述表面氧化的β型医用锆合金表面硬度为900-1306HV0.2,杨氏模量为23~30Gpa。
4.根据权利要求1所述的表面氧化的β型医用锆合金的制备方法,其特征在于:超声水洗的频率为35-40KHZ,分别在丙酮和无水乙醇中超声水洗15-20分钟,超声水洗的温度为30-40℃。
5.根据权利要求1所述的表面氧化的β型医用锆合金的制备方法,其特征在于:超声水洗的频率为40KHZ,分别在丙酮和无水乙醇中超声水洗15分钟,超声水洗的温度为30℃。
6.根据权利要求1所述的表面氧化的β型医用锆合金的制备方法,其特征在于:所述步骤(2)中将空气在炉中加热到600℃,保温时间75min。
7.根据权利要求1所述的表面氧化的β型医用锆合金的制备方法,其特征在于:所述β型医用锆合金的制备步骤如下:
(1)原料称取,采用纯度为99.9%的锆、纯度为99.9%的铌和纯度为99.9%的钛为原料,原料金属表面都经过打磨,去除表面氧化皮;再根据各原料组分的重量百分比称取,备用;
(2)原料混合,将称好的原料搅拌混合均匀;
(3)熔炼制备:采用非自耗型真空电弧炉进行熔炼,抽真空,真空度控制在4.0×10-3~6×10-3Pa;通入氩气体进行洗气除去残留的空气;在氩气保护下进行熔炼,熔炼电压为220V,熔炼电流控制在93-117A,熔炼温度为2900℃-3100℃,保持120s-180s;完成后将电流缓慢调节至0A,调节的时间为40-60s,得到合金铸锭;
(4)合金铸锭在氩气的保护下,在坩埚铜中对合金铸锭进行快速冷却,坩埚铜底部通流动水流,铸锭由液态到固态的冷却时间为5-10秒,继续将合金铸锭在底部通水的水冷坩埚铜中进行冷却,冷却至室温,冷却时间为10-15min,反复熔炼,得到β型锆合金。
8.根据权利5所述的表面氧化的β型医用锆合金的制备方法,其特征在于:所述原料反复熔炼次数为5-8次。
说明书
技术领域
本发明属于医用复合材料技术领域,具体涉及表面化的β型医用锆合金的制备方法。
背景技术
由于钛合金具有由于比重小、比强度高、弹性模量低、耐腐蚀以及优良的生物相容性和加工成形性,且资源丰富,近年来已发展成为外科植入物用较理想的功能结构材料。但是它的缺点也是显而易见的,作为植入体材料,它的耐磨性太差。钛合金作为齿科植入钉或者人造骨头的材料,由于植入物和自体器官的滑动是不可避免的,新的滑动摩擦又会使得钛合金自然形成的钝化膜被破坏,材料又会形成新的腐蚀磨损,综合以上原因,材料的表面会变得粗糙。除此之外,材料的磨粒会嵌入人体的组织细胞中,这样会引起组织炎症,加剧人们的痛苦。此外,磨粒在植入材料和被植入体之间,易形成三体磨损,这样又加剧了修复材料的自身损耗。
锆和钛具有相似的性质,锆合金具有良好的强度,韧性和耐腐蚀性。锆和钛都是对人体五毒无害的元素,其中锆基生物医用合金材料具有传统钛合金等常规生物医用合金的优点,其杨氏模量能与人体骨骼更为匹配。众所周知,通过对材料进行表面处理可以用来改善材料的摩擦磨损性能。其中表面处理包括:渗氮,渗氧,渗碳,可以在基体上形成一层高硬度的耐磨层。科研人员利用表面处理的方法例如:微弧氧化,磁控溅射,激光加工等,来获取表面氧化或者氮化涂层来改善基体的摩擦磨损和耐腐蚀性能。在这几种表面处理的方法中,氧化是比较经济简单有效的一种方式。最近人们发现通过将锆合金放入加热的空气中进行自然氧化可以形成一层光滑致密的氧化膜。并且通过此技术氧化处理形成的氧化膜不依赖基体的形状。由于人体植入材料需要加工成较为特殊形状,因此该技术有很好的开发潜力。
发明内容
本发明的目的是提供一种表面氧化的β型医用锆合金的制备方法,在锆合金表面获得一层高硬度耐磨耐腐性的氧化层,同时还保持锆合金和人体骨头更加匹配的弹性模量,通过该方法得到的β型医用锆合金符合使用要求。
本发明技术方案如下:
本发明采用的海绵锆、铌以及硅的纯度都在99.0%以上,均可从市场上购买得到。
一种表面氧化的β型医用锆合金的制备方法,包括以下步骤:
一、β型医用锆合金的制备
(1)原料称取,采用纯度为99.9%的锆、纯度为99.9%的铌和纯度为99.9%的钛为原料,原料金属表面都经过打磨,去除表面氧化皮;再根据各原料组分的重量百分比称取,备用;原料组分及重量百分比为:锆75.12%-79.65%,铌20.35%-21.04%,余量为钛。
(2)原料混合,将称好的原料搅拌混合均匀;
(3)熔炼制备:采用非自耗型真空电弧炉进行熔炼,抽真空,真空度控制在4.0×10-3~6×10-3Pa;通入氩气体进行洗气除去残留的空气;在氩气保护下进行熔炼,熔炼电压为220V,熔炼电流控制在93-117A,熔炼温度为2900℃-3100℃,保持120s-180s;完成后将电流缓慢调节至0A,调节的时间为40-60s,得到合金铸锭;
(4).合金铸锭在氩气的保护下,在坩埚铜中对合金铸锭进行快速冷却,坩埚铜底部通流动水流,铸锭由液态到固态的冷却时间为5-10秒,继续将合金铸锭在底部通水的水冷坩埚铜中进行冷却,冷却至室温,冷却时间为10-15min,反复熔炼5-8次,得到β型锆合金。
二、表面氧化层的制备
(1)将β型锆合金材料先后用丙酮、无水乙醇进行材料表面的超声水洗,水洗后烘干:
(2)将空气在炉中加热到550-750℃,将步骤(1)烘干后的β型锆合金放置于充满热空气的炉中,保温30min-90min;炉内气压为一个标准大气压,合金表面形成一层表面氧化层,氧化层的厚度为8μm-50μm,即得到表面氧化的β型医用锆合金。
本发明制备的表面氧化的β型医用锆合金的表面硬度为900-1306HV0.2,杨氏模量为23~30Gpa,其中表面氧化后的锆合金在压缩变形过程中具有较好的塑性。
作为技术方案的优选,上述超声水洗的频率为35-40KHZ,分别在丙酮和无水乙醇中超声水洗15-20分钟,超声水洗的温度为30-40℃。
进一步优选,超声水洗的频率为40KHZ,分别在丙酮和无水乙醇中超声水洗15分钟,超声水洗的温度为30℃;这样的清洗方式不仅干净,而且能节约时间,提高效率。
作为技术方案的优选,上述步骤(2)中将空气在炉中加热到600℃,保温时间75min。在该温度下进行合金表面氧化,氧化层形成得快,而且表面均匀,表面硬度强,耐磨耐腐蚀。
锆在加热空气中会氧化生产ZrO2,由于立方晶型二氧化锆(t-ZrO2)利于增强锆合金的耐腐性,斜方晶型二氧化锆(m-ZrO2)的作用恰恰相反,其中m-ZrO2之间的转变t-ZrO2属于马氏体相变。m-ZrO2和t-ZrO2的相变不仅和相变温度相关,还和材料表面的压应力相变。较大的压应力有利于t-ZrO2的形成,同时在氧化的过程中,随着ZrO2层的厚度增加,材料的表面压应力会得到释放,这个会导致t-ZrO2向m-ZrO2,材料的耐腐蚀性能将会降低。由于渗氧氧化导致的材料表面的氧化物相的增多,导致材料表面的体积膨胀,材料表面受到了较大的应力。材料表面受到较大的应力,表面本来光滑的氧化层会出现破裂和表面凸起。由于氧化层的硬度较高,并且可以通过控制氧化温度和氧化时间得到一层致密的氧化层从而提高t-ZrO2的含量对于提升β型医用锆合金的耐磨性耐腐蚀性具有很大的意义。
本发明的优点:
1.本发明方法相比于其他表面处理方法,具有方法简单、成本低、容易实现等特点,并且由于人体的骨骼牙齿的形状复杂,作为植入体,通过该方法形成的氧化层不依赖基体的形状,符合生物医用合金的实际工况。
2.本发明通过对β型锆合金表面热氧化处理,在合金表面形成一层氧化层,该氧化层生长速度快,组织致密和表面光滑,具有耐磨耐腐蚀的性能,表面硬度达到900-1306HV,使得合金的整体性能得到增强。
3.本发明方法不仅获得质地耐磨耐腐蚀的氧化层,同时还依然保持着良好的塑性和人体骨骼相匹配的弹性模量(23~30GPa),符合临床医学领域,对植入材料需要有良好的耐磨性、耐腐蚀性、较好的强度以及低的弹性模量的要求。
附图说明
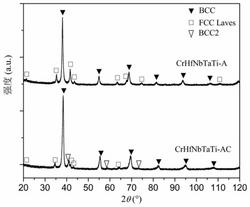
图1为β型锆合金经过热氧化处理前后的样品表面XRD物相分析曲线图;(a)为β型锆合金(b)为表面氧化的β型医用锆合金。
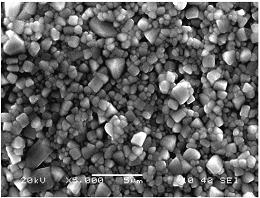
图2为表面氧化的β型医用锆合金的形貌图;(a).Oxidized Zr-20Nb,(b).Oxidized Zr-20Nb-3Ti,(c).Oxidized Zr-20Nb-7Ti。
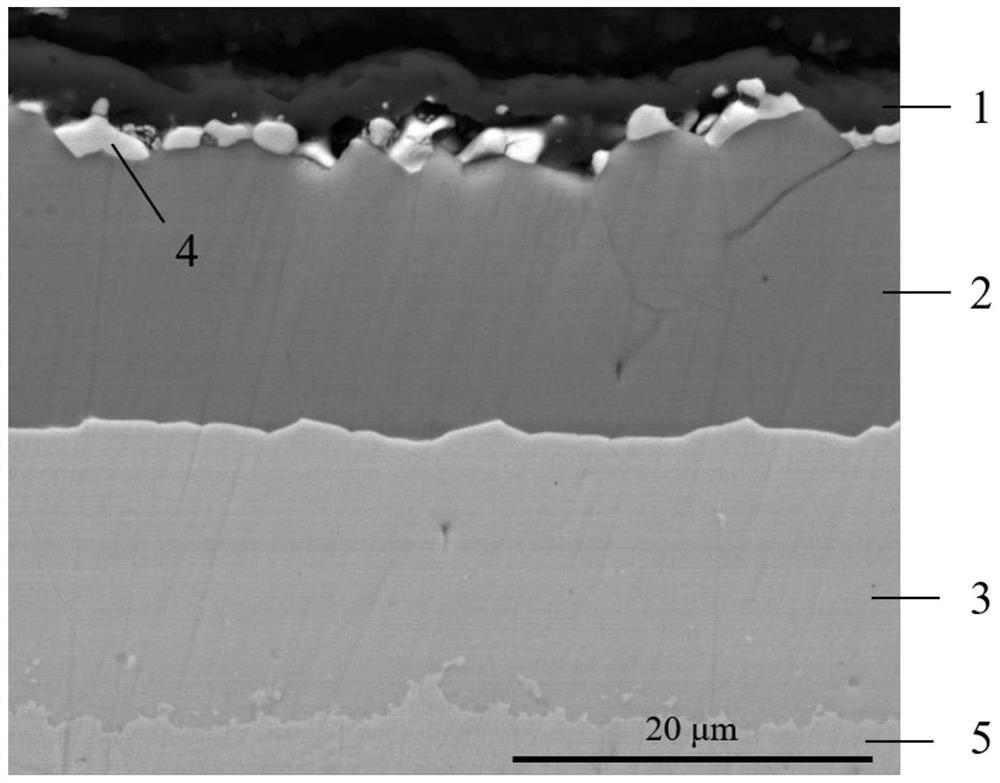
图3为表面氧化的β型医用锆合金氧化层的端面形貌图;(a).Oxidized Zr-20Nb,(b).Oxidized Zr-20Nb-3Ti,(c).Oxidized Zr-20Nb-7Ti。
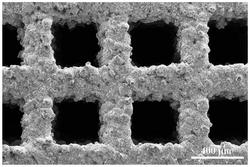
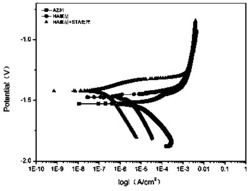
图4为表面氧化的β型医用锆合金在37℃下在人工唾液中进行动电位扫描后的电化学腐蚀形貌图;(a).Oxidized Zr-20Nb,(b).Oxidized Zr-20Nb-3Ti,(c).Oxidized Zr-20Nb-7Ti。
图5为本发明实施例1中的β型锆合金经过表面氧化前后的摩擦系数图。
图6为本发明实施例2中的β型锆合金经过表面氧化前后的摩擦系数图。
图7为本发明实施例3中中的β型锆合金经过表面氧化前后的摩擦系数图。
图8为表面氧化的β型医用锆合金的磨损形貌图;(a).Oxidized Zr-20Nb,(b).Oxidized Zr-20Nb-3Ti,(c).Oxidized Zr-20Nb-7Ti。
图9为表面氧化的β型医用锆合金的磨损失重图。
图10为β型锆合金经过表面氧化处理前后的压缩应力应变曲线图。
具体实施例
下面结合具体实例来对本发明做进一步的说明,但本发明的保护范围并不局限实施例表示的范围。
实施例1
表面氧化的β型医用锆合金制备,通过以下方法得到:
1.β型锆合金的制备
(1)原料准备:原材料的成分及百分比:锆的质量分数为79.65%,铌的质量分数为20.35%。(材料对应摩尔分数为80%的锆和20%的铌,即标记为Zr-20Nb)原材料纯度均为99.9%,都为块状试样,粒径尺寸控制在2厘米以下。在进行样品称重之前,所有试样表面都经过打磨,去除表面氧化皮。
(2)原料混合,将称好的原料搅拌混合均匀;
(3)熔炼制备:采用非自耗型真空电弧炉进行熔炼,先抽真空,真空度控制在4.0×10-3~6×10-3Pa;通入氩气体进行洗气除去残留的空气,并在此基础上进行抽真空除气,真空度控制在4.0×10-3~6×10-3Pa,最后再通入氩气体,气压为一个大气压,熔炼电压为220V,熔炼电流控制在93A,熔炼温度为2900℃,保持180s。然后再将电流缓慢调节至0A,调节的时间为40-60s,得到合金铸锭。
(4)合金铸锭在惰性氩气的保护下,在坩埚铜中对铸锭进行快速冷却,坩埚铜底部通流动水流。铸锭由液态到固态的冷却时间为5-10秒,继续将合金在底部通水的水冷坩埚铜中进行冷却,冷却至室温,冷却时间为10min,反复熔炼8次,得到β型锆合金。
2.表面氧化层的制备
(5)表面氧化样品的预处理:采用电火花线切割机将β型锆合金切割成块状试样,并对β型锆合金表面进行打磨处理,先后采用丙酮和无水乙醇对锆合金进行超声水洗,水洗后烘干,其中超声水洗的频率为40KHZ,分别在丙酮和无水乙醇中超声水洗15分钟,超声水洗的温度为30℃。
(6)表面氧化处理:将空气在炉中加热到700℃,将烘干好的β型锆合金放置于充满热空气的炉中,炉内的气压为一个标准大气压。从试样放入炉中就开始计时,保温时间为60min;之后会在锆合金表面形成一层表面氧化层,氧化层的厚度为43.5μm,即得到表面氧化的β型医用锆合金。
实施例2
表面氧化的β型医用锆合金制备,通过以下方法得到:
1.β型锆合金的制备
(1)原料准备:原材料的成分及百分比:锆的质量分数为77.76%,铌的质量分数为20.64%,钛的质量分数1.60%。(材料对应摩尔分数为77%的锆,20%的铌和3%的钛,即标记为Zr-20Nb-3Ti)原材料纯度均为99.9%,都为块状试样,粒径尺寸控制在2厘米以下。在进行样品称重之前,所有试样表面都经过打磨,去除表面氧化皮。
(2)原料混合,将称好的原料搅拌混合均匀;
(3)熔炼制备:采用非自耗型真空电弧炉进行熔炼,先抽真空,真空度控制在4.0×10-3~6×10-3Pa;通入氩气体进行洗气除去残留的空气,并在此基础上进行抽真空除气,真空度控制在4.0×10-3~6×10-3Pa,最后再通入氩气体,气压为一个大气压,熔炼电压为220V,熔炼电流控制在100A,熔炼温度为3000℃,保持150s。然后再将电流缓慢调节至0A,调节的时间为40-60s,得到合金铸锭。
(4)合金铸锭在惰性氩气的保护下,在坩埚铜中对铸锭进行快速冷却,坩埚铜底部通流动水流。铸锭由液态到固态的冷却时间为5-10秒,继续将合金在底部通水的水冷坩埚铜中进行冷却,冷却至室温,冷却时间为15min,反复熔炼8次,得到β型锆合金。
2.表面氧化层的制备
(5)表面氧化样品的预处理:采用电火花线切割机将β型锆合金切割成块状试样,并对β型锆合金表面进行打磨处理,先后采用丙酮和无水乙醇对锆合金进行超声水洗,水洗后烘干,其中超声水洗的频率为40KHZ,分别在丙酮和无水乙醇中超声水洗15分钟,超声水洗的温度为30℃。
(6)表面氧化处理:将空气在炉中加热到600℃,将烘干好的β型锆合金放置于充满热空气的炉中,炉内的气压为一个标准大气压。从试样放入炉中就开始计时,保温时间为75min;之后会在锆合金表面形成一层表面氧化层,氧化层的厚度为22.6μm,即得到表面氧化的β型医用锆合金。
实施例3
表面氧化的β型医用锆合金制备,通过以下方法得到:
1.β型锆合金的制备
(1)原料准备:原材料的成分及百分比:锆的质量分数为75.15%,铌的质量分数为21.04%,钛的质量分数3.81%。(对应材料对应摩尔分数为73%的锆,20%的铌和7%的钛,即标记为Zr-20Nb-7Ti)原材料纯度均为99.9%,都为块状试样,粒径尺寸控制在2厘米以下。在进行样品称重之前,所有试样表面都经过打磨,去除表面氧化皮。
(2)原料混合,将称好的原料搅拌混合均匀;
(3)熔炼制备:采用非自耗型真空电弧炉进行熔炼,先抽真空,真空度控制在4.0×10-3~6×10-3Pa;通入氩气体进行洗气除去残留的空气,并在此基础上进行抽真空除气,真空度控制在4.0×10-3~6×10-3Pa,最后再通入氩气体,气压为一个大气压,熔炼电压为220V,熔炼电流控制在117A,熔炼温度为3100℃,保持120s。然后再将电流缓慢调节至0A,调节的时间为40-60s,得到合金铸锭。
(4)合金铸锭在惰性氩气的保护下,在坩埚铜中对铸锭进行快速冷却,坩埚铜底部通流动水流。铸锭由液态到固态的冷却时间为5-10秒,继续将合金在底部通水的水冷坩埚铜中进行冷却,冷却至室温,冷却时间为10min,反复熔炼8次,得到β型锆合金。
2.表面氧化层的制备
(5)表面氧化样品的预处理:采用电火花线切割机将β型锆合金切割成块状试样,并对β型锆合金表面进行打磨处理,先后采用丙酮和无水乙醇对锆合金进行超声水洗,水洗后吹烘干,其中超声水洗的频率为40KHZ,分别在丙酮和无水乙醇中超声水洗15分钟,超声水洗的温度为30℃。
(6)表面氧化处理:将空气在炉中加热到550℃,将烘干好的β型锆合金放置于充满热空气的炉中,炉内的气压为一个标准大气压。从试样放入炉中就开始计时,保温时间为30min;之后会在锆合金表面形成一层表面氧化层,氧化层的厚度为8μm,即得到表面氧化的β型医用锆合金。
产品性能检测:
一、材料形貌观察及物相检测
将上述的实施例1-3中得到的β型锆合金、表面氧化的β型医用锆合金分别进行XRD物相检测的结果如图1所示(a)为β型锆合金表面XRD物相分析曲线图。(b)为表面氧化的β型医用锆合金表面XRD物相分析曲线图。有图可知实施例中的氧化后的材料的主要的相组成成分为m-ZrO2、t-ZrO2和6ZrO2-Nb2O5相,其中ZrO2和6ZrO2-Nb2O5对人体是无毒无害的。而且作为生物医用合金,良好的耐腐蚀性是其一大使用指标,科研人员发现t-ZrO2对提升材料的耐磨性有利,通过调节氧化时间及其温度我们通过XRD发现在2θ=~30°and 2θ=~50°处发现了较强的t-ZrO2峰,这可能意味着其中有较高的t-ZrO2含量。
采用光学显微镜和扫描电镜对材料表面和端面进行观察,结果如图2和图3所示,表面形貌观察结果显示本发明的表面氧化的β型医用锆合金材料表面光滑致密,对合金材料的端面进行观察的结果显示,氧化层和基体冶金结合紧密。
二、材料性能测试
采用HV1000维氏硬度计对实施例1-3得到的β型锆合金和表面氧化的β型医用锆合金样品进行硬度测试。结果如下:
实施例1中,未经过氧化处理的β-Zr合金的硬度225HV0.2,表面氧化的β型医用锆合金的氧化层的硬度为1252HV0.2。
实施例2中,未经过氧化处理的β-Zr合金的硬度254HV0.2,表面氧化的β型医用锆合金的氧化层的硬度为1306HV0.2。
实施例3中,未经过氧化处理的β-Zr合金的硬度267HV0.2,表面氧化的β型医用锆合金的氧化层的硬度为934HV0.2。
在人工唾液中在-1.5V到+3V采用2mv/s的速度对表面氧化的β型医用锆合金进行电化学腐蚀试验测试,腐蚀形貌如图4所示,结果表明合金表面的氧化层具有较好的耐腐蚀性,腐蚀形貌结果显示以点腐蚀为主。
采用销盘摩擦磨损试验机用0.9MPa的载荷对未经氧化处理的β型锆合金和表面氧化的β型医用锆合金进行摩擦磨损性能测试,摩擦系数和磨损形貌如图5~图8所示。试验结果显示,相较于β型锆合金,表面氧化的β型医用锆合金的摩擦磨损系数大幅度的降低。图9显示氧化后的表面氧化的β型医用锆合金的磨损量低于基体一个数量级。
采用instro-8801测试系统对经过表面氧化前后的样品的力学性能测试,按照规格材料加工为5mm×5mm×10mm,试验结果如图10所示:
实施例1、未经过氧化处理的β-Zr合金的弹性模量为23.260GPa,在承受40%的塑性后材料没有出现任何明显的屈服现象。在经过表面氧化后得到的表面氧化的β型医用锆合金的弹性模量为24.960GPa,在经过40%塑性的变形,材料也没有出现任何的屈服现象。
实施例2、未经过氧化处理的β-Zr合金的弹性模量为28.235GPa,在承受40%的塑性后材料没有出现任何明显的屈服现象。在经过表面氧化后得到的表面氧化的β型医用锆合金的弹性模量为29.298GPa,在经过40%塑性的变形,材料也没有出现任何的屈服现象。
实施例3、未经过氧化处理的β-Zr合金的弹性模量为22.970GPa,在承受40%的塑性后材料没有出现任何明显的屈服现象。在经过表面氧化后得到的表面氧化的β型医用锆合金的弹性模量为22.990GPa,在经过40%塑性的变形,材料也没有出现任何的屈服现象。
实施例4
表面氧化的β型医用锆合金制备,通过以下方法得到:
1.β型锆合金的制备
(1)原料准备:原材料的成分及百分比:锆的质量分数为76.21%,铌的质量分数为20.78%,钛的质量分数2.75%。原材料纯度均为99.9%,都为块状试样,粒径尺寸控制在2厘米以下。在进行样品称重之前,所有试样表面都经过打磨,去除表面氧化皮。
(2)原料混合,将称好的原料搅拌混合均匀;
(3)熔炼制备:采用非自耗型真空电弧炉进行熔炼,先抽真空,真空度控制在4.0×10-3~6×10-3Pa;通入氩气体进行洗气除去残留的空气,并在此基础上进行抽真空除气,真空度控制在4.0×10-3~6×10-3Pa,最后再通入氩气体,气压为一个大气压,熔炼电压为220V,熔炼电流控制在110A,熔炼温度为3100℃,保持130s。然后再将电流缓慢调节至0A,调节的时间为40-60s,得到合金铸锭。
(4)合金铸锭在惰性氩气的保护下,在坩埚铜中对铸锭进行快速冷却,坩埚铜底部通流动水流。铸锭由液态到固态的冷却时间为5-10秒,继续将合金在底部通水的水冷坩埚铜中进行冷却,冷却至室温,冷却时间为15min,反复熔炼5次,得到β型锆合金。
2.表面氧化层的制备
(5)表面氧化样品的预处理:采用电火花线切割机将β型锆合金切割成块状试样,并对β型锆合金表面进行打磨处理,先后采用丙酮和无水乙醇对锆合金进行超声水洗,水洗后烘干,其中超声水洗的频率为35KHZ,分别在丙酮和无水乙醇中超声水洗20分钟,超声水洗的温度为40℃。
(6)表面氧化处理:将空气在炉中加热到750℃,将烘干好的β型锆合金放置于充满热空气的炉中,炉内的气压为一个标准大气压。从试样放入炉中就开始计时,保温时间为50min;之后会在锆合金表面形成一层表面氧化层,氧化层的厚度为37.5μm,即得到表面氧化的β型医用锆合金。
实施例5
表面氧化的β型医用锆合金制备,通过以下方法得到:
1.β型锆合金的制备
(1)原料准备:原材料的成分及百分比:锆的质量分数为77.45%,铌的质量分数为20.65%,钛的质量分数1.90%。原材料纯度均为99.9%,都为块状试样,粒径尺寸控制在2厘米以下。在进行样品称重之前,所有试样表面都经过打磨,去除表面氧化皮。
(2)原料混合,将称好的原料搅拌混合均匀;
(3)熔炼制备:采用非自耗型真空电弧炉进行熔炼,先抽真空,真空度控制在4.0×10-3~6×10-3Pa;通入氩气体进行洗气除去残留的空气,并在此基础上进行抽真空除气,真空度控制在4.0×10-3~6×10-3Pa,最后再通入氩气体,气压为一个大气压,熔炼电压为220V,熔炼电流控制在105A,熔炼温度为3000℃,保持160s。然后再将电流缓慢调节至0A,调节的时间为40-60s,得到合金铸锭。
(4)合金铸锭在惰性氩气的保护下,在坩埚铜中对铸锭进行快速冷却,坩埚铜底部通流动水流。铸锭由液态到固态的冷却时间为5-10秒,继续将合金在底部通水的水冷坩埚铜中进行冷却,冷却至室温,冷却时间为15min,反复熔炼6次,得到β型锆合金。
2.表面氧化层的制备
(5)表面氧化样品的预处理:采用电火花线切割机将β型锆合金切割成块状试样,并对β型锆合金表面进行打磨处理,先后采用丙酮和无水乙醇对锆合金进行超声水洗,水洗后烘干,其中超声水洗的频率为40KHZ,分别在丙酮和无水乙醇中超声水洗15分钟,超声水洗的温度为30℃。
(6)表面氧化处理:将空气在炉中加热到550℃,将烘干好的β型锆合金放置于充满热空气的炉中,炉内的气压为一个标准大气压。从试样放入炉中就开始计时,保温时间为90min;之后会在锆合金表面形成一层表面氧化层,氧化层的厚度为32.4μm,即得到表面氧化的β型医用锆合金。
一种表面氧化的β型医用锆合金的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0