







专利摘要
基于在线氧消耗速率和电导率协同控制的辅酶Q10发酵生产工艺,本发明公开了一种辅酶Q10的发酵工艺优化方法,特别是涉及了一种基于在线氧消耗速率和基于在线电导率变化流加补料协同控制的辅酶Q10发酵工艺,在辅酶Q10生产菌株发酵过程中,控制其氧消耗速率30‑150mmol/L·h,过程流加补料使电导率维持在3.0‑30.0ms/cm,以促进菌体生长和辅酶Q10合成的启动并累积。本发明可大幅增加辅酶Q10产量,同时极大降低了生产成本,具有工艺控制简单,可操作性强等特点,适用于大规模工业化生产。
权利要求
1.一种基于在线氧消耗速率和电导率协同控制的辅酶Q10发酵生产工艺,其特征在于,在辅酶Q10生产菌株的发酵过程中,控制氧消耗速率在30-150mmol/L·h之间,同时电导率稳定在5.0-30.0ms/cm之间,以促进菌体生长和辅酶Q10合成的启动并积累;
所述的发酵过程分阶段进行,包括以下步骤:
(1)在0~24小时之间,控制搅拌转速400rpm,空气流量9L/min,氧消耗速率由低位快速上升到并维持在30-50mmol/L·h,电导率由高位下降至7-16ms/cm;
(2)在24~36小时之间,增加搅拌转速至450rpm,空气流量9L/min,氧消耗速率为50-60mmol/L·h;
(3)在36~60小时之间,搅拌转速为450rpm,空气流量16L/min,氧消耗速率为60-70mmol/L·h;
(4)在60~90小时之间,搅拌转速为450rpm,增加空气流量至20L/min,氧消耗速率为70-90mmol/L·h;
(5)在90~100小时之间,搅拌转速为400rpm,氧消耗速率为70-90mmol/L·h;
(6)100小时以后,空气流量为16L/min,氧消耗速率为50-60mmol/L·h;
步骤(2)~(6)中,发酵液电导率维持在10~20ms/cm之间;
(7)通过固液分离收集发酵液中的微生物细胞;
(8)微生物细胞通过有机溶剂提取辅酶Q10;
所述辅酶Q10生产菌株为类球红细菌(Rhodobacter sphaeroides);菌种保藏编号CGMCC No.5997;或者,
所述辅酶Q10生产菌株为类球红细菌(Rhodobacter sphaeroides);菌种保藏编号CGMCC No.5998;或者,
所述辅酶Q10生产菌株为类球红细菌(Rhodobacter sphaeroides);菌种保藏编号CGMCC No.5999。
2.根据权利要求1所述的辅酶Q10发酵生产工艺,其特征在于,所述的氧消耗速率通过搅拌转速和空气流量进行调节,所述的电导率通过流加补料或分批补料的方式进行调节。
3.根据权利要求2所述的辅酶Q10发酵生产工艺,其特征在于,流加补料或分批补料时所用的补料液的配方如下:
以1L补料液计,酵母粉8~12g,硫酸铵5~10g,硫酸镁1~2g,氯化钠3~6g,磷酸二氢钾2~4g,磷酸氢二钾2~4g,氯化钙1~2g,生物素0.013~0.025g,pH值7.0,补料培养基电导率为13.5~23ms/cm。
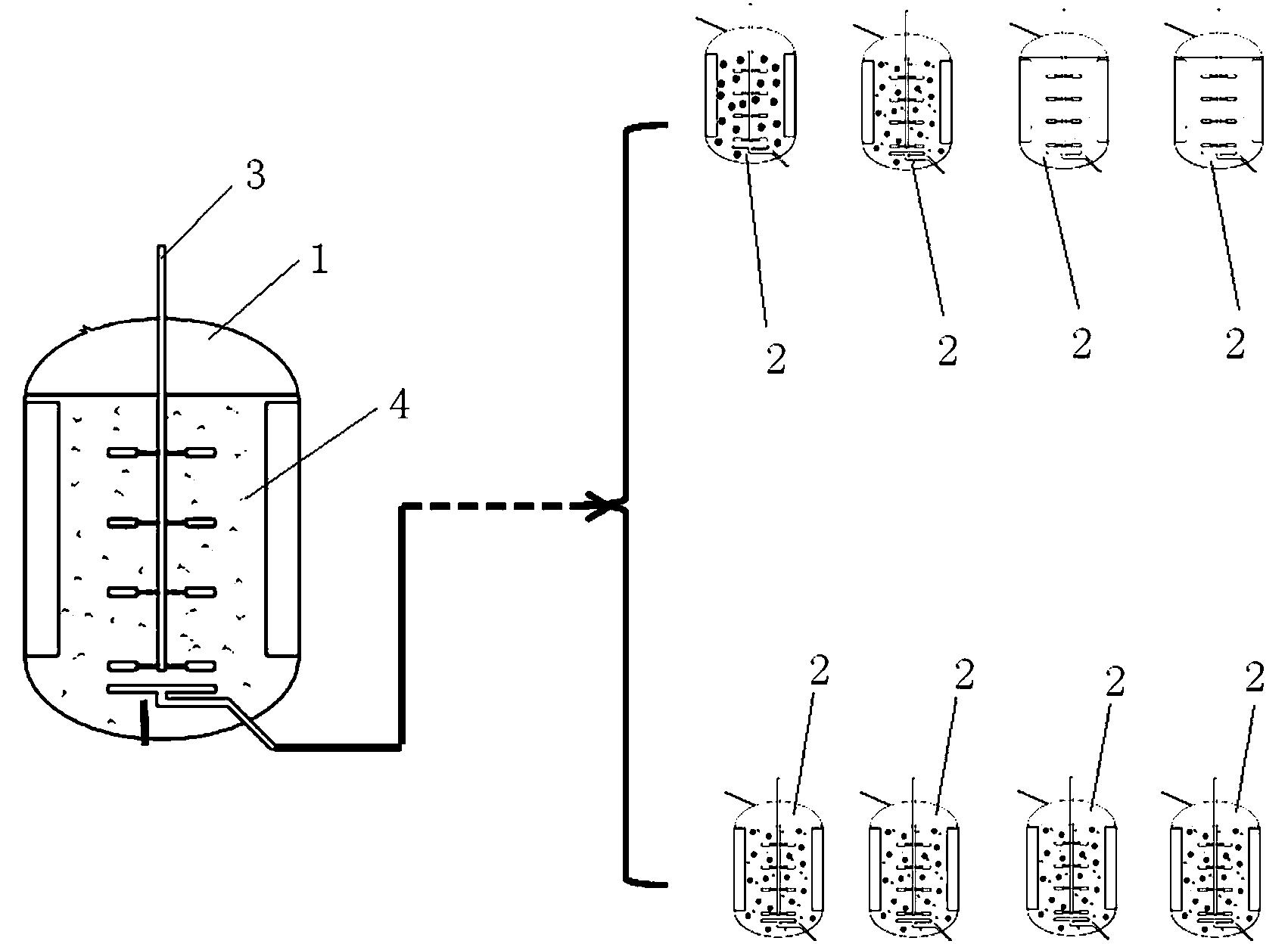
4.根据权利要求3所述的辅酶Q10发酵生产工艺,其特征在于,包括:将由种子培养所得的辅酶Q10生产菌株接种到装有发酵培养基的发酵罐中,在适合发酵的条件下培养辅酶Q10的生产菌株,培养过程中对氧消耗速率以及培养液电导率进行检测,并根据检测结果对发酵条件进行调节。
5.根据权利要求4所述的辅酶Q10发酵生产工艺,其特征在于,所述的发酵罐体积为10升至150立方米。
说明书
技术领域
本发明涉及发酵领域,更具体地涉及一种优化的类球红细菌(Rhodobacter sphaeroides)等微生物发酵生产辅酶Q10方法以及相关的操作控制工艺方法,具体涉及一种将代谢参数氧消耗速率和营养供给指数电导率协同控制的发酵生产辅酶Q10新工艺。
背景技术
辅酶Q10(CoQ10)又名泛醌、癸烯醌,化学名称为2,3-二甲氧基-5-甲基-6-癸异戊烯苯醌。辅酶Q10是一种代谢激活剂,其生物活性来自于其醌环的氧化还原特性及其侧链的理化性质,具有抗氧化性、消除自由基、提高机体免疫力、抗衰老等功能。临床上广泛应用于各类心脏病、癌症、糖尿病、急慢性肝炎、帕金森症等疾病的治疗,而且在化妆品及抗衰老保健品方面也有很多的应用。
微生物发酵法生产辅酶Q10是国内外主要采用的生产方法,具有生物活性高、没有原材料的限制,并可通过菌种选育、发酵工艺优化等提高发酵生产能力。但生物发酵法具有不易掌控的特性,传统的发酵过程控制参数如pH、DO、菌浓、含量等已经很难精确的反映和控制整个发酵过程,因此有必要引入更多更可靠和快捷的参数来反映发酵状态,同时根据这些参数做出积极有效的措施控制整个发酵过程。
已报道的辅酶Q10发酵相关的技术研究主要集中在通过基因过程技术改造来提高辅酶Q10的生产水平,或通过菌种诱变处理、简单的氮源优化、过程中磷酸盐的添加量等单一因素优化调整实验来考察其对产物合成的影响,也有的专利文献报道采用通过调整过程的补糖速率来控制和优化发酵过程。这些研究和技术只从单一因素来研究提高辅酶Q10的产量,虽然也起到了一定的作用,但都缺乏从根本上对辅酶Q10生产菌体动态的生理过程和营养需求的分析,都没有找到合适的办法来考察和控制对辅酶Q10发酵影响最重要的两个参数,氧消耗和营养供给水平,来达到提高产能的目的。
在已报道的补料工艺中,一般通过分批补料或者流加补料的方式补加,而补加时间以及补加量则是通过经验值,或者离线取样测试底物浓度的方式来指导补料时间以及补加量,客观上存在补加不及时以及补料过量以及不足的情况发生。利用电导率可以来表征发酵体系中离子浓度,从而直接反映菌体在培养体系中营养消耗情况,尤其是无机离子的消耗情况,利用在线电导率电极实现了实时在线反映菌体对营养的消耗水平,从而实现指导补料工艺的补加时间以及补加速率。已报道的在发酵过程中电导率,只用来监控发酵过程变化,而鲜见于反馈补料控制。
辅酶Q10生产菌在不同时期对氧气和营养有不同的需求,合理控制过程中的氧气和营养供给水平,就能从本源上控制整个发酵,并且过程易于控制,保证生产稳定,降低生产成本。
专利CN102876743A公开了基于在线氧消耗速率分段控制工艺,辅酶Q10积累得到了明显提高。
发明内容
本发明所要解决的技术问题在于,提供了一种将氧消耗速率OUR和营养供应参数电导率相结合协同控制的辅酶Q10发酵新工艺,该工艺能够稳定地提高辅酶Q10的发酵生产水平,并且有数据可参照整个发酵过程,适用于大规模工业化生产。
一种基于在线氧消耗速率和电导率协同控制辅酶Q10发酵生产的工艺,在辅酶Q10生产菌株的发酵过程中,氧消耗速率稳定在30-150mmol/L·h之间,同时电导率稳定在5.0-30.0ms/cm之间,以促进菌体生长和辅酶Q10合成的启动并积累。
本申请的发明人通过广泛而深入的研究,发现辅酶Q10在发酵过程中,通过在线控制氧消耗速率(OUR),在发酵过程维持发酵体系的稳定的高水平的氧消耗速率(30-150mmol/L·h),并通过补料维持稳定的电导率水平(5.0-30.0ms/cm),可以大幅度提高辅酶Q10的产量。电导率是介质中的传导电流密度,它可以一定程度的反应溶液中的离子浓度,如果在发酵液中它就代表了微生物的营养参数和环境指数,合适的电导率能维持微生物生长环境的稳定,从而保证微生物的的生长及产物积累;OUR是微生物的氧消耗速率,它能够精确的表征微生物对氧气的需求量,用电导率结合OUR共同控制的新方法,从而保证辅酶Q10生产菌株的快速增长及产物积累提供充足的营养和氧气。
作为优选,在辅酶Q10生产菌株的发酵过程中,控制氧气消耗速率在30~90mmol/L·h。
作为优选,在辅酶Q10生产菌株的发酵过程中,控制发酵液的电导率10-20ms/cm。
本发明中,所述的氧消耗速率通过搅拌转速和空气流量进行调节,所述的电导率通过流加补料或分批补料的方式进行调节。
其中,流加补料或分批补料时所用的补料液的配方如下:
以一升补料液计,酵母粉8~12g,硫酸铵5~10g,硫酸镁1~2g,氯化钠3~6g,磷酸二氢钾2~4g,磷酸氢二钾2~4g,氯化钙1~2g,生物素0.013~0.025g,pH值7.0,补料培养基电导率为13.5~23ms/cm。
本发明的发酵工艺包括:将由种子培养所得的辅酶Q10生产菌株接种到装有发酵培养基的发酵罐中,在适合发酵的条件下培养辅酶Q10的生产菌株,培养过程中对氧消耗速率以及培养液电导率进行检测,并根据检测结果对发酵条件进行调节。
进一步的,所述的发酵过程分阶段进行,包括以下步骤:
(1)在0~24小时之间,控制搅拌转速400rpm,空气流量9L/min,氧消耗速率由低位快速上升到并维持在30-50mmol/L·h,电导率由高位下降至7-16ms/cm;
(2)在24~36小时之间,增加搅拌转速至450rpm,空气流量9L/min,氧消耗速率为50-60mmol/L·h;
(3)在36~60小时之间,搅拌转速为450rpm,空气流量16L/min,氧消耗速率为60-70mmol/L·h;
(4)在60~90小时之间,搅拌转速为450rpm,增加空气流量至20L/min,氧消耗速率为70-90mmol/L·h;
(5)在90~100小时之间,搅拌转速为400rpm,氧消耗速率为70-90mmol/L·h;
(6)100小时以后,空气流量为16L/min,氧消耗速率为50-60mmol/L·h;
步骤(2)~(6)中随着菌体生长,培养基中基质的消耗,电导率下降,当培养基电导率小于等于15ms/cm时,开始分批加补料或者流加补料,使发酵液电导率维持在10-20ms/cm。
(7)通过固液分离收集发酵液中的微生物细胞;
(8)微生物细胞通过有机溶剂提取辅酶Q10。
上述发酵过程中,使氧消耗速率维持在30-90mmol/L·h和电导率维持在10~20ms/cm,通过氧消耗速率与电导率反馈补料的协同控制,辅酶Q10菌体干重DCW增长速率在0.8-1.0g/L·h,辅酶Q10产物合成速率在50-100mg/L·h。
本发明中,所述的氧消耗速率,按以下公式计算:
Fin进气流量L/min;V发酵液体积L;C惰in\CO2in\CCO2in:分别为进气中惰性气体、氧气及二氧化碳的质量分率CO2out\CCO2out:分别为排气中氧及二氧化碳的质量分率;Pin:进气的绝对压强Pa,tin:进气的温度℃,h:进气的相对湿度%。
辅酶Q10发酵是一个耗氧耗基质生产发酵过程,供氧与营养的变化对菌体生长和产物的合成有着重要的影响。本申请发明人在10L、15L、40L发酵罐中考察了以OUR为控制变量进行分段供氧同时,只流加葡萄糖及磷酸钾盐、流加葡萄糖及磷酸钾盐同时分批补加补料培养基、流加葡萄糖及磷酸钾盐和补料培养基,三种不同的补料补加方式对发酵的影响实验表明,以OUR为控制变量进行分阶段控制供氧,前期维持较高的供氧,过程的中后期通过降低转速或通气量来降低供氧,同时发酵过程通过补料维持电导率的稳定能促进菌体的生长状态和辅酶Q10的合成速率。
因此本发明人提出以OUR为供氧的控制变量,电导率为营养的控制变量进行分阶段的协同控制策略,前期维持较高的供氧以促进菌体的快速增长和辅酶Q10合成快速启动,过程的中后期通过降低转速或通气量降低供氧,以控制菌体的呼吸代谢,来维持较高的比生产速率和底物转化率,过程中全程通过补料维持较稳定的电导率,维持相对稳定的菌体生产环境,以维持较高的辅酶Q10合成速率。
在发酵过程中,供氧通过转速、通气量或者添加底物,并通过检测发酵尾气体系的氧浓度与二氧化碳浓度计算出所述的氧消耗速率,营养通过电导率来指导补料补加,从而实现调节发酵过程中供氧与营养水平。
氧消耗速率、电导率控制
本申请以氧消耗速率(OUR)为控制变量与电导率协同控制分阶段供氧的控制策略,以类球红细菌(Rhodobacter sphaeroides)等微生物发酵生产辅酶Q10的控制新工艺。本发明的试验表明,在发酵过程中前期以较高的供氧以及后期限制供氧,过程中并通过补料维持稳定的电导率,可以维持较高的比生产速率和底物转化率,从而较大的提高辅酶Q10的产率,提高底物的利用率,降低了原料浪费,从而降低成本。
生产菌株
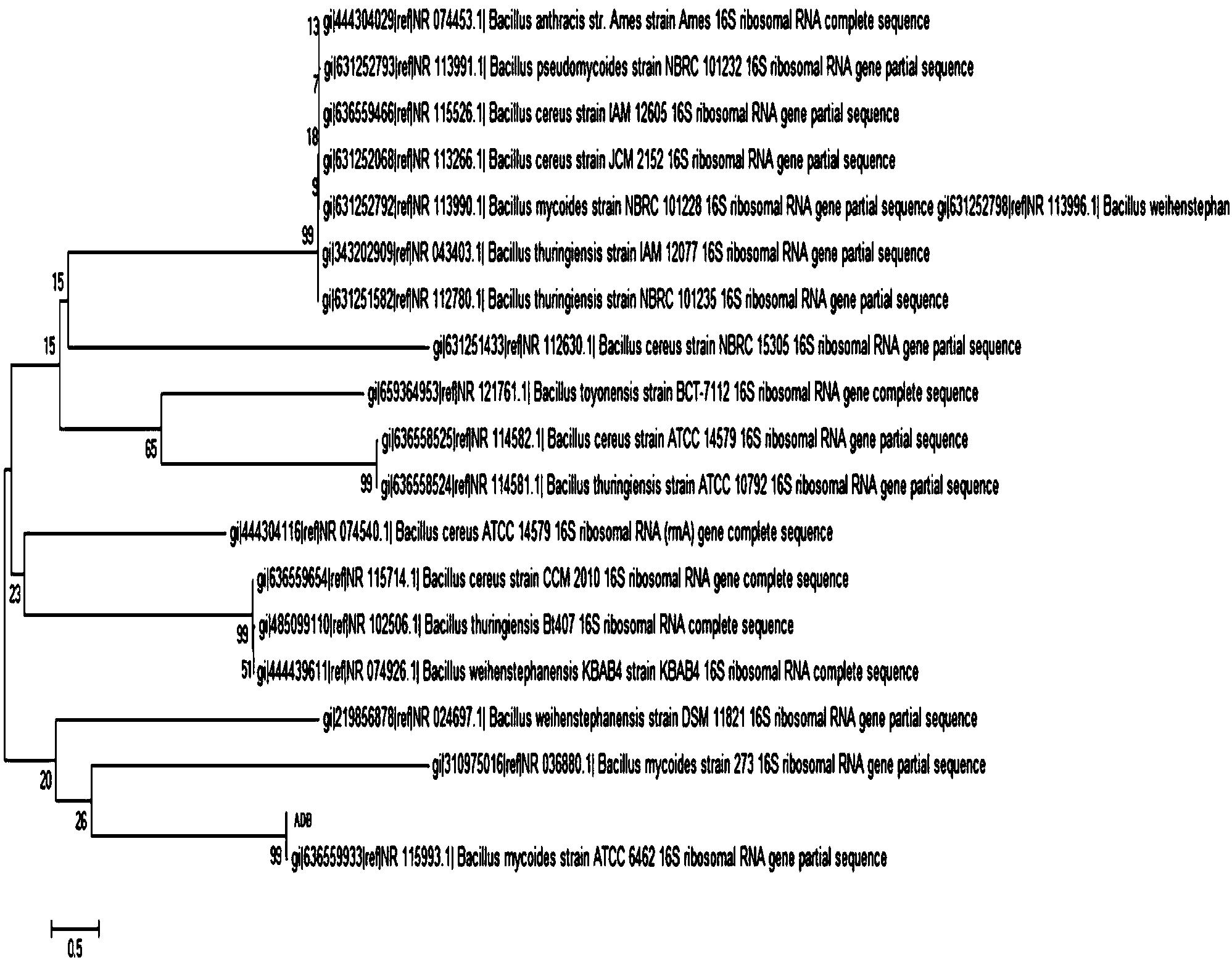
适用于本发明方法的表达辅酶Q10的菌株,没有特别限制,可以是现有的生产辅酶Q10的生产菌株,也可以用常规方法改造或应用基因工程方法改造的工程菌。代表性的生产菌优化类球红细菌(Rhodobacter sphaeroides),保藏编号为CGMCC No.5997、CGMCC No.5998、CGMCC No.5999。
上述保藏编号为CGMCC No.5997、CGMCC No.5998、CGMCC No.5999菌株的保藏单位均为中国微生物菌种保藏管理委员会普通微生物中心(保藏单位地址:北京市朝阳区北辰西路1号院3号中国科学院微生物研究所,保藏日期:2012年4月13日)。
专利CN103509718A,CN103509816A,CN103509729A公开了用基因工程方法改造菌种的方法,在获得合成辅酶Q10的生产菌后,便可在常规的适合合成辅酶Q10的条件下培养,以合成辅酶Q10。本研究中发现,在通过优化工艺条件,经基因方法改造后的菌种获得更高的辅酶Q10合成量。
培养基
用于本发明方法中种子瓶培养基配方没有特别限制,可以是各种常规的培养基,每升培养基中酵母粉1g,氯化铵1g,氯化钠1,柠檬酸铁0.0028g,磷酸二氢钾0.6g,磷酸氢二钾0.9g,硫酸镁0.25g,氯化钙0.1g,pH值7.0。
上述发明内容中种子罐培养基配方,每升培养基中酵母粉1g,氯化铵1g,氯化钠1g,柠檬酸铁0.0028g,磷酸二氢钾0.6g,磷酸氢二钾0.9g,硫酸镁0.25g,氯化钙0.1g,pH值7.0。
上述发明内容中发酵罐培养基配方,每升培养基中酵母粉8g,氯化铵3g,氯化钠2.8g,柠檬酸铁0.005g,磷酸二氢钾0.6g,磷酸氢二钾0.9g,硫酸镁12.55g,氯化钙0.1g,pH值7.0。
为了保证发酵过程中,发酵液体系的电导率稳定在合适范围内,采用的补料培养基配方为:每升补料液中酵母粉8~12g,硫酸铵5~10g,硫酸镁1~2g,氯化钠3~6g,磷酸二氢钾2~4g,磷酸氢二钾2~4g,氯化钙1~2g,生物素0.013~0.025g,pH值7.0,补料培养基电导率为13.5~23ms/cm。
上述发明内容中的发酵罐体积可以为10升至200立方米,优选15升至150立方米。
本发明的优点在于:
(1)对辅酶Q10发酵过程进行了全面精确的检测分析,对过程中控制生长的重要参数OUR和电导率实现了数字化掌控,本工艺控制简单,可操作性强,明显提高了生产效率。
(2)本发明有效的提高的辅酶Q10的产量,降低了生产成本,具有操作简单、环保节约的特点,有利于进一步的工业化放大及推广应用。
附图说明
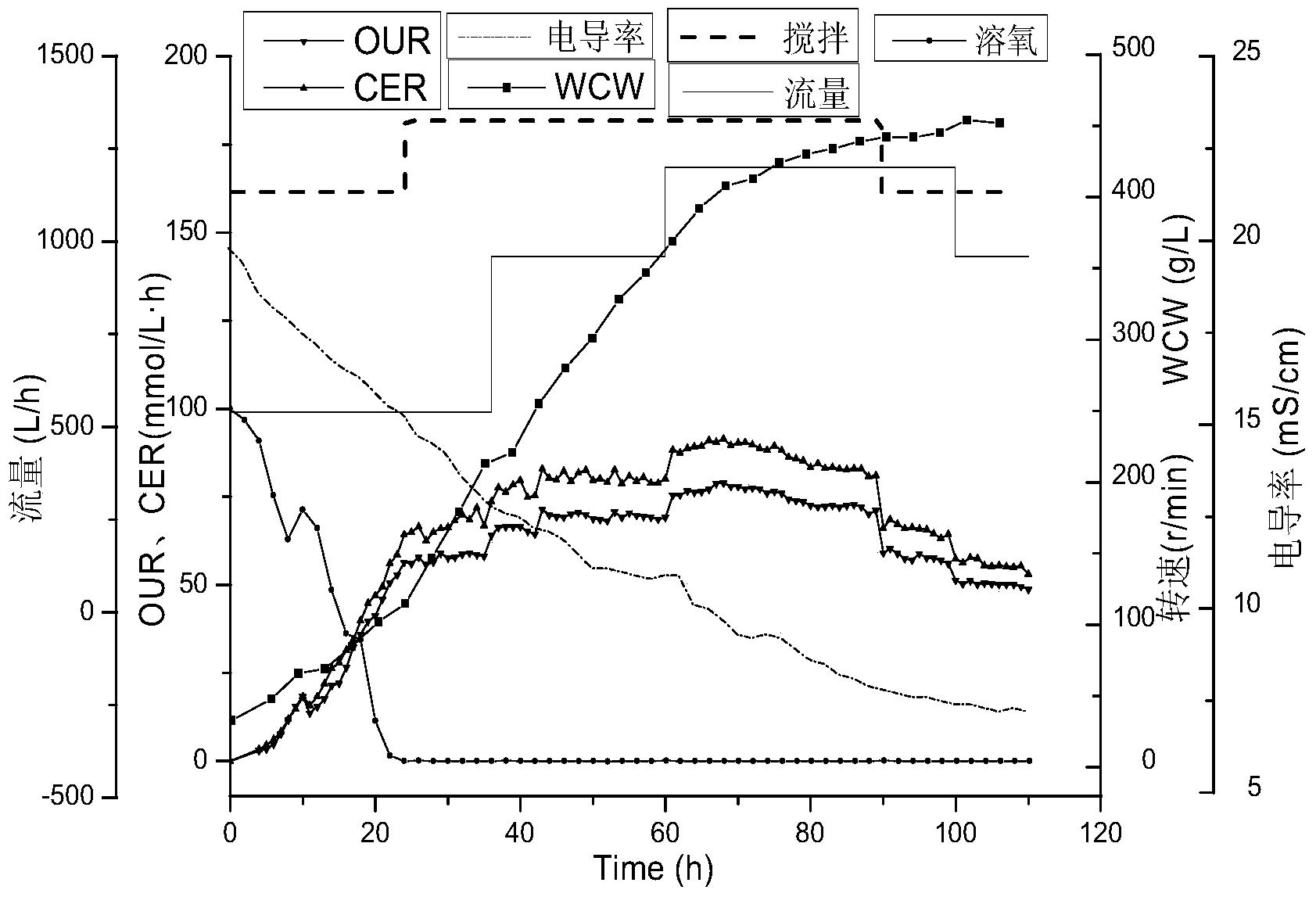
图1显示了现有技术中辅酶Q10发酵过程中OUR、CER、DO、电导率、菌浓、搅拌转速、空气流量随时间的变化。
图2a显示了实施例1(连续补料,C曲线)、实施例3(间歇分批补料,B曲线)、实施例4(正常只补葡萄糖和磷酸钾盐,A曲线)三种不同补料方式的电导率随时间的变化曲线;
图2b显示了实施例1(连续补料,C曲线)、实施例3(间歇分批补料,B曲线)、实施例4(正常只补葡萄糖和磷酸钾盐,A曲线)三种不同补料方式的菌浓随时间的变化曲线;
图2c显示了实施例1(连续补料,C曲线)、实施例3(间歇分批补料,B曲线)、实施例4(正常只补葡萄糖和磷酸钾盐,A曲线)三种不同补料方式的辅酶Q10浓度随时间的变化曲线。
具体实施方式
下面通过具体实施例来进一步阐述本发明。应理解,这些实施例仅用于说明本发明,但不用来限制本发明的保护范围。下列实施例中未注明具体条件的实验方法,通常按照常规条件。除非特殊说明,所有的百分比和份数按重量计算。
本发明中的仪器:10L发酵罐:上海保兴生物设备有限公司生产;15L发酵罐:上海国强生化装备有限公司;尾气质谱仪:美国Extrel公司的MAX300-LG;在线电导率测量仪:梅特勒托利多公司。
本发明实施例所采用的辅酶Q10生产菌种为类球红细菌(Rhodobacter sphaeroides)。
实施例1连续流加补料工艺
(1)种子培养:用无菌水洗涤培养好的斜面,制成108~109个细胞每毫升的菌悬液,移取10ml到装量500ml/1000ml的种子瓶中,30℃、180~250rpm的条件下培养22-26小时得到种子液。
(2)发酵培养:将步骤(1)所得种子液接种到10升发酵罐,接种量10%,培养温度29-33℃,罐内压力0.03~0.05Mpa,供氧采取分阶段控制策略,接种后初始搅拌转速500rpm,空气流量6L/min,接种后,随着生长延滞期结束,菌体开始快速生长进入对数生长期,OUR快速上升,24小时,并维持在30-50mmol/L·h,转速500-700rpm,罐内残留葡萄糖控制在0.5-2.0%之间,培养110小时左右。过程中根据菌体生长情况调整工艺参数以及开始连续补加葡萄糖,依据氧消耗速率变化调整工艺参数,同时根据电导率变化流加补料培养基。
发酵过程中供氧的控制:在以类球红细菌发酵生产辅酶Q10过程中,高供氧能有效促进菌体生长,而在氧受限的条件下,菌体形态出现变形,同时,辅酶Q10合成快速启动,因此在以类球红细菌发酵生产辅酶Q10中采取分阶段供氧方式进行调控。在10L发酵罐中开始发酵后,随着菌体的增长,OUR、CER缓慢增加,表示菌体耗氧量逐渐增加,溶氧20h左右降到1-5%左右,OUR和CER的增长进入稳定阶段,但菌体还处在指数生长期,菌体量还在继续增长,说明菌体已经到了其最大的呼吸强度,供氧已成为限制性因素。分阶段提高供氧以增加菌体增长,以及后期通过降低供氧来促使辅酶Q10合成以及降低底物消耗。在0~24小时控制搅拌转速500rpm,空气流量6L/min,随着菌体增长,OUR缓慢进入稳定,到达30~50mmol/L·h,该阶段菌体还处在指数生长期,供氧已成为限制性条件,通过增加搅拌转速和通气量提高供氧水平,24~36小时OUR维持在50~60mmol/L·h,36~60小时OUR维持在60~70mmol/L·h,以促进菌体的生长,60小时以后,该阶段逐渐进入稳定期,菌体数量不再增长,辅酶Q10快速合成积累,逐渐降低供氧以维持较高的辅酶Q10比生产速率,60~90小时OUR维持在70~90mmol/L·h,90~100小时OUR维持在60~80mmol/L·h,100小时以后OUR维持在50~60mmol/L·h。
发酵过程中补料工艺控制:在以类球红细菌在发酵辅酶Q10过程中,底物营养基质浓度同时影响菌体的生长与产物的积累,在发酵过程中,随着培养基营养基质的消耗,电导率下降,菌体生长环境发生改变,从而导致菌体的生长和代谢。在正常发酵过程中,只流加葡萄糖和磷酸钾盐。本补料工艺中,除了在正常工艺中根据残糖和溶磷补加葡萄糖和磷酸二氢钾外,同时根据随着菌体的增殖,发酵液中营养基质的消耗,电导率逐渐下降,当电导率下降到15.0ms/cm时,开始流加补料培养基,补料培养基配方为每升补料液中酵母粉8~12g,硫酸铵5~10g,硫酸镁1~2g,氯化钠3~6g,磷酸二氢钾2~4g,磷酸氢二钾2~4g,氯化钙1~2g,生物素0.013~0.025g,pH值7.0,补料培养基电导率为13.5~23ms/cm,控制培养基的加入速率使电导率维持在10-20ms/cm范围内,图2a中,C曲线表征了该补料工艺下电导率的变化趋势,全程残糖维持在0.5~2.0%。110小时结束发酵,效价达到3350mg/L。
实施例2连续流加补料工艺
(1)种子培养:用无菌水洗涤培养好的斜面,制成108~109个细胞每毫升的菌悬液,移取10ml到装量500ml/1000ml的种子瓶中,30℃、180-250rpm的条件下培养22-26小时。
(2)发酵培养:将步骤(1)所得种子液接种到15升发酵罐,接种量10%,培养温度29-33℃,罐内压力0.03~0.05Mpa,供氧采取分阶段控制策略,接种后初始搅拌转速500rpm,空气流量9L/min,接种后,随着生长延滞期结束,菌体开始快速生长进入对数生长期,OUR快速上升,24小时,并维持在30-50mmol/L·h,转速500-700rpm,罐内残留葡萄糖控制在0.5-2.0%之间,培养110小时左右。过程中根据菌体生长情况调整工艺参数以及开始连续补加葡萄糖,依据氧消耗速率变化调整工艺参数,同时根据电导率变化流加补料培养基。
发酵过程中供氧的控制:采取分阶段供氧方式进行调控。分阶段提高供氧以增加菌体增长,以及后期通过降低供氧来促使辅酶Q10合成以及降低底物消耗。在0~24小时控制搅拌转速500rpm,空气流量9L/min,随着菌体增长,OUR缓慢进入稳定,到达30~50mmol/L·h,该阶段菌体还处在指数生长期,供氧已成为限制性条件,通过增加搅拌转速和通气量提高供氧水平,24~36小时OUR维持在50~60mmol/L·h,36~60小时OUR维持在60~70mmol/L·h,以促进菌体的生长,60小时以后,该阶段逐渐进入稳定期,菌体数量不在增长,辅酶Q10快速合成积累,逐渐降低供氧以维持较高的辅酶Q10比生产速率,60~90小时OUR维持在70~90mmol/L·h,90~100小时OUR维持在,60~80mmol/L·h,100小时以后OUR维持在50~60mmol/L·h。
发酵过程中补料工艺控制:本补料工艺中,除了在正常工艺中根据残糖和溶磷补加葡萄糖和磷酸二氢钾外,同时根据随着菌体的增殖,发酵液中营养基质的消耗,电导率逐渐下降,当电导率下降到15.0ms/cm时,开始流加补料培养基,补料培养基配方为每升补料液中酵母粉8~12g,硫酸铵5~10g,硫酸镁1~2g,氯化钠3~6g,磷酸二氢钾2~4g,磷酸氢二钾2~4g,氯化钙1~2g,生物素0.013~0.025g,pH值7.0,补料培养基电导率为13.5~23ms/cm,控制培养基的加入速率使电导率维持在10-20ms/cm范围内,全程残糖维持在0.5~2.0%。110小时结束发酵,效价达到3420mg/L。
实施例3分批补料工艺
(1)种子培养:用无菌水洗涤培养好的斜面,制成108~109个细胞每毫升的菌悬液,移取10ml到装量500ml/1000ml的种子瓶中,30℃、180-250rpm的条件下培养22-26小时。
(2)发酵培养:将步骤(1)所得种子液接种到10升发酵罐,接种量10%,培养温度29-33℃,罐内压力0.03~0.05Mpa,供氧采取分阶段控制策略,接种后初始搅拌转速500rpm,空气流量6L/min,接种后,随着生长延滞期结束,菌体开始快速生长进入对数生长期,OUR快速上升,24小时,并维持在30-50mmol/L·h,转速500-700rpm,罐内残留葡萄糖控制在0.5-2.0%之间,培养110小时左右。过程中根据菌体生长情况调整工艺参数以及开始连续补加葡萄糖,依据氧消耗速率变化调整工艺参数,同时根据电导率变化流加补料培养基。
发酵过程中供氧的控制:采取分阶段供氧方式进行调控。分阶段提高供氧以增加菌体增长,以及后期通过降低供氧来促使辅酶Q10合成以及降低底物消耗。在0~24小时控制搅拌转速500rpm,空气流量9L/min,随着菌体增长,OUR缓慢进入稳定,到达30~50mmol/L·h,该阶段菌体还处在指数生长期,供氧已成为限制性条件,通过增加搅拌转速和通气量提高供氧水平,24~36小时OUR维持在50~60mmol/L·h,36~60小时OUR维持在60~70mmol/L·h,以促进菌体的生长,60小时以后,该阶段逐渐进入稳定期,菌体数量不在增长,辅酶Q10快速合成积累,逐渐降低供氧以维持较高的辅酶Q10比生产速率,60~90小时OUR维持在70~90mmol/L·h,90~100小时OUR维持在,60~80mmol/L·h,100小时以后OUR维持在50~60mmol/L·h。
发酵过程中补料工艺控制:采用间歇分批补料方式,在发酵过程中分别在20、40、60小时分次补入发酵液体积20%的补料培养基,补料培养基配方为每升补料液中酵母粉8~12g,硫酸铵5~10g,硫酸镁1~2g,氯化钠3~6g,磷酸二氢钾2~4g,磷酸氢二钾2~4g,氯化钙1~2g,生物素0.013~0.025g,pH值7.0,随着菌体的增长,培养基质被消耗,电导率逐渐下降,每次补加补料后,电导率呈大幅度上升,而后又逐渐下降,在图2a中,B曲线表征该补料方式下,发酵过程中电导率的变化趋势。全程残糖维持在0.5~2.0%。110小时结束发酵,效价达到3013mg/L。
实施例4对照例
(1)种子培养:用无菌水洗涤培养好的斜面,制成108~109个细胞每毫升的菌悬液,移取10ml到装量500ml/1000ml的种子瓶中,30℃、180-250rpm的条件下培养22-26小时。
(2)发酵培养:将步骤(1)所得种子液接种到10升发酵罐,接种量10%,培养温度29-33℃,罐内压力0.03~0.05Mpa,供氧采取分阶段控制策略,接种后初始搅拌转速500rpm,空气流量6L/min,接种后,随着生长延滞期结束,菌体开始快速生长进入对数生长期,OUR快速上升,24小时,并维持在30-50mmol/L·h,转速500-700rpm,罐内残留葡萄糖控制在0.5-2.0%之间,培养110小时左右。过程中根据菌体生长情况调整工艺参数以及开始连续补加葡萄糖,依据氧消耗速率变化调整工艺参数,同时根据电导率变化流加补料培养基。
发酵过程中供氧的控制:采取分阶段供氧方式进行调控。分阶段提高供氧以增加菌体增长,以及后期通过降低供氧来促使辅酶Q10合成以及降低底物消耗。在0~24小时控制搅拌转速500rpm,空气流量9L/min,随着菌体增长,OUR缓慢进入稳定,到达30~50mmol/L·h,该阶段菌体还处在指数生长期,供氧已成为限制性条件,通过增加搅拌转速和通气量提高供氧水平,24~36小时OUR维持在50~60mmol/L·h,36~60小时OUR维持在60~70mmol/L·h,以促进菌体的生长,60小时以后,该阶段逐渐进入稳定期,菌体数量不在增长,辅酶Q10快速合成积累,逐渐降低供氧以维持较高的辅酶Q10比生产速率,60~90小时OUR维持在70~90mmol/L·h,90~100小时OUR维持在,60~80mmol/L·h,100小时以后OUR维持在50~60mmol/L·h。
发酵过程中补料工艺控制:现行培养工艺作为对照例,发酵过程中依据发酵液中残糖含量与溶磷浓度,补加葡萄糖与磷酸钾盐。本对照例工艺工程中随着菌体的增长,基质被消耗,电导率逐渐下降,图2a中A曲线表征了对照例补料工艺下,电导率的变化趋势。全程残糖维持在0.5~2.0%。110小时结束发酵,效价达到2843mg/L。
在现行辅酶Q10的补料批次培养工艺中,是分段控制供氧提高菌体生长和辅酶Q10积累。图1反映了发酵过程中搅拌转速和流量的调整对应的OUR、CER和电导率的变化情况。发酵前期随着菌体的增长,OUR、CER缓慢增加,表示菌体耗氧量逐渐增加,26小时左右OUR、CER的增长进入稳定阶段,电导率随着菌体对基质的消耗以及补料导致的稀释,不断下降,但菌体还处在指数生长期,菌体量还在增长,说明菌体已经达到了其最大的呼吸强度,供氧已成为限制性因素,同时,电导率的下降也意味着营养浓度被消耗,容易导致菌体生产环境的营养失衡。
本发明人在10升和15升实验罐中在分段控制供氧工艺下,考察了不同补料策略,以在线电导率反映基质浓度补加培养基对辅酶Q10发酵的影响。图2a~2c反映了不同补料策略,辅酶Q10发酵中电导率菌浓及辅酶Q10浓度的变化情况。
在发酵过程中,随着菌体生长,基质被消耗,以及补料带来的基质浓度的稀释都导致了电导率的下降,从图2a可以看出,通过分批补料和流加补料都能起到稳定基质浓度的作用。
从图2b可以看出,过程中补料培养基,在发酵过程中菌浓的影响并不明显,尤其是发酵前期,发酵后期,不同的补料方式,发酵后期菌浓略有提高,说明过程中补加培养基,有利于发酵后期的状态。
从图2c可以看出,到电导率下降到15ms/cm后开始流加培养基,并维持基质浓度的相对稳定,对发酵中后期辅酶Q10的积累明显提高。
根据以上所述,在辅酶Q10发酵过程中,应采取分阶段的供氧以及流加补料供养的策略来调控发酵过程,因此发酵过程的生长阶段和前期合成阶段采用高供氧,促进菌体的快速生长和辅酶Q10的快速启动,并当菌体进入快速消耗阶段开始流加培养基,以补充必要的营养基质,维持菌体生长合理的生长环境,当菌体进入稳定期后,分阶段降低供氧以维持较高的辅酶Q10比生产速率,降低对底物葡萄糖的消耗;这种分阶段的供氧以及补料模式,必将得到最佳的生产菌生理特性状态,降低辅酶Q10的生产成本。
基于在线氧消耗速率和电导率协同控制的辅酶Q10发酵生产工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0