

IPC分类号 : H01B5/02,H01B13/00,B22D11/00,B22D23/00,B21B38/00,B21C1/00






专利摘要
一种高性能铜包铝矩形横断面复合导电母排及其制备工艺,涉及一种矩形横断面双金属复合材料及其制备。铜包铝矩形横断面复合导电母排由芯部铝及包覆层铜复合而成,包覆铜层面积比例为15%~50%,其工艺步骤为:采用水平连铸直接复合成形铜包铝复合坯料;将铜包铝坯料根据需要普通平辊轧制再精拉拔,或采用带立辊的平辊轧制,轧制速度范围为3~50m/min,单道次相对压下量为15%~40%;精拉拔速度范围为1~20m/min,单道次横断面缩减率为10%~25%;在多道次轧制的总相对压下量达到70%~90%时,对铜包铝复合导电母排进行低温中间退火,退火温度为250~450℃,退火时间为0.5~3h;对退火后的复合导电母排进行孔型轧制或拉拔。本发明不仅可以制备出高性能的铜包铝矩形横断面复合导电母排,而且工艺流程短、生产方法效率高。
权利要求
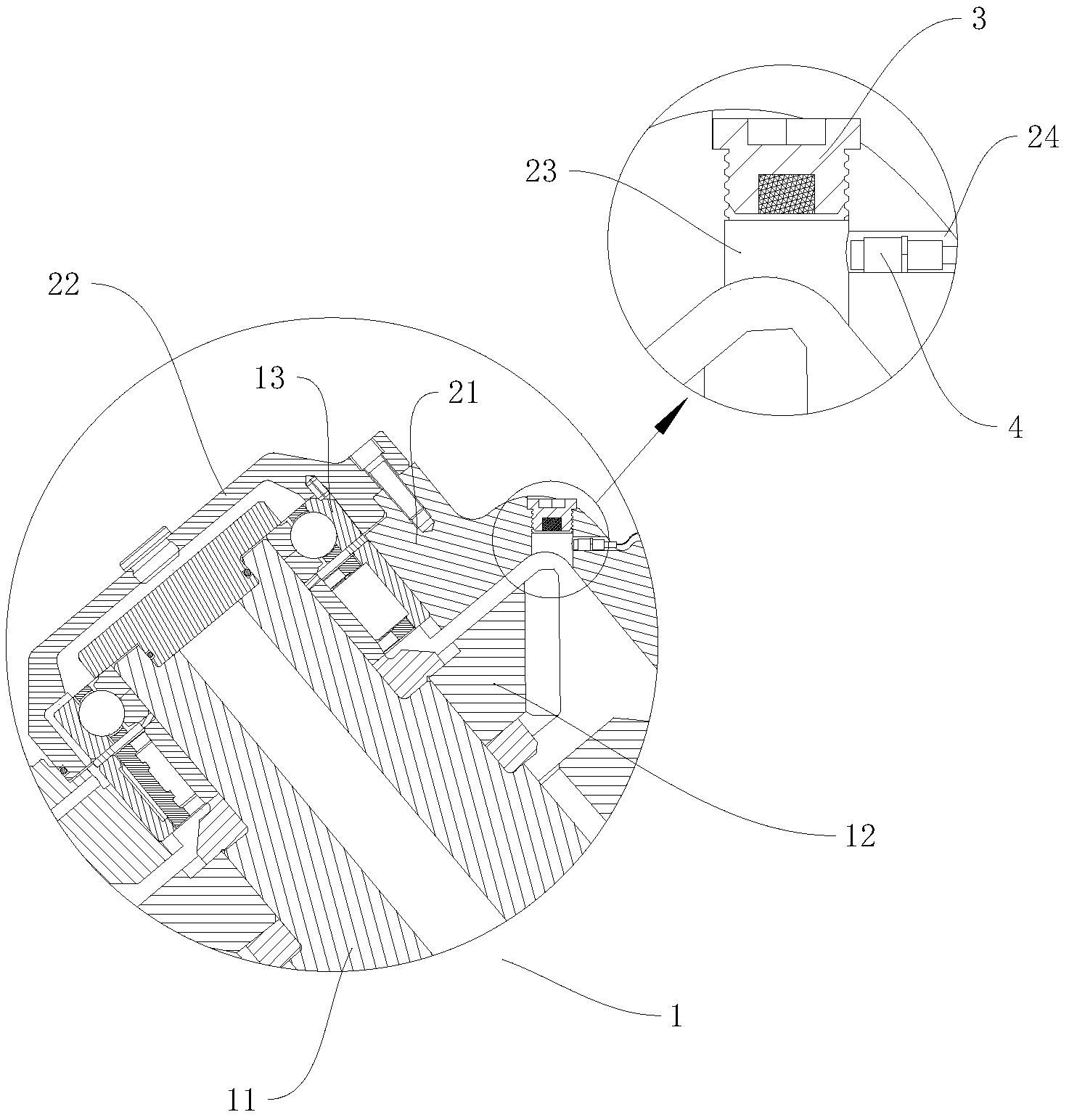
1、一种高性能铜包铝矩形横断面复合导电母排,其特征在于,铜包铝矩形横断面复合导电母排的横截面为长方形,四个角为光滑圆弧过渡;母排由芯部铝及包覆层铜复合而成,铜、铝界面冶金结合,包覆铜层面积比例为15%~50%。
2、如权利要求1所述的铜包铝矩形横断面复合导电母排,其特征在于,复合导电母排厚度为6~40mm,复合导电母排最大宽度达250mm。
3、权利要求1所述的铜包铝矩形横断面复合导电母排的制备方法,其特征在于,制备步骤是:
①将水平连铸复合成形的铜包铝复合坯料,根据需要,采用普通平辊轧制再精拉拔,或采用带立辊的平辊轧制,依靠立辊实现精确调宽,轧制速度范围为3~50m/min,单道次相对压下量为15%~40%;精拉拔速度范围为1~20m/min,单道次横断面缩减率为10%~25%:
②在多道次轧制的总相对压下量达到70%~90%时,对铜包铝导电母排进行低温中间退火,退火温度为250~450℃,退火时间为0.5~3h;
③对退火后的导电母排进行孔型轧制或拉拔,制成要求尺寸的铜包铝矩形横断面复合导电母排。
4、如权利要求3所述的铜包铝矩形横断面复合导电母排的制备方法,其特征在于,所述的水平连铸复合成形铜包铝复合坯料的工艺参数是:铜液温度为1120~1280℃,铝液温度为680~860℃,连铸速度为30~150mm/min,复合坯料直径为φ50~φ180mm.。
5、如权利要求3所述的铜包铝矩形横断面复合导电母排的制备方法,其特征在于,制备步骤①中,当导电母排宽厚比小于8~10时,采用普通平辊轧制再精拉拔;当导电母排宽厚比大于10时,采用带立辊的平辊轧制,依靠立辊实现精确调宽。
说明书
技术领域技术领域
本发明涉及一种矩形横断面双金属复合材料及其制备方法,尤其是涉及一种高性能铜包铝矩形横断面复合导电母排及其生产方法。
技术背景背景技术
铜包铝复合导体是一种新型双金属复合导体,具有导电性能好、密度低、成本低等优点,其中,其典型产品铜包铝矩形横断面复合导电母排,由于具有高的性价比,能够替代现有纯铜矩形导电母排,广泛应用于电力、母线槽、高、低压开关柜等行业。
已经公开报道的铜包铝矩形横断面复合导电母排的生产方法有以下两种:(1)采用铝芯及与铝芯外径动配合的铜管,经拉拔或轧制复合,最后拉拔成所需外形尺寸的单根铜包铝排[吴运忠.铜包铝排生产方法[P].中国发明专利,申请号200710011265.1,申请日2007-05-09]。本方法存在着问题在于:其一,由于铝芯和铜管必须采用间隙配合才能装配在一起,而间隙在之后的加工中难以完全消除,所以很难避免在使用过程中产生间隙放电腐蚀,产品性能难以保证;其二,由于对铜管与铝管的平直度难以保证,要生产较长的铜包铝母排比较困难;其三,由于对铜管内表面和铝芯表面在复合之前需进行复杂的清洗工序,且很难实现连续生产,所以生产效率低,生产成本高;其四,通过拉拔或轧制固相复合铜包铝坯料,因单道次变形量小,容易导致铜、铝层剥离,降低铜包铝异形线材的成品率和导电效率[胡捷.铜包铝复合线材静液挤压加工工艺研究.新技术新工艺,2001年第9期:27~28]。(2)将壁厚均匀的铜管内壁进行清洗;然后在铜管内壁涂覆一层保护层;在惰性气体保护下,将铜管加热至500℃~700℃,在其内浇铸熔融金属铝;将上述铜包铝材经过轧制、拉拔处理形成铜包铝排[吴运忠.制造铜包铝排的生产方法.中国发明专利,申请号200710011271.7,申请日2007-05-09]。此方法存在的缺点在于:其一,铜管需要清洗和涂覆保护层,不仅增加了生产成本,而且增加了环境负担;其二,保护性气氛下浇铸限制了坯料的长度,并且当铜管较长时很难避免产生冷隔、缩孔、气孔等缺陷;其三,前处理工序复杂,且很难形成连续化生产,生产效率低,生产成本高;其四,坯料因缩松和冒口需切除头尾,进一步降低了生产效率和成材率。上述制备铜包铝导电母排已有可能的方法均存在着工艺路线较长、质量一致性与稳定性差、生产成本较高等问题。
铜包铝复合材料水平连铸直接复合成形技术[谢建新等.一种包复材料水平连铸直接复合成形设备与工艺[P].中国发明专利,专利号ZL200610112817.3,授权日2008-01-18],为高质量铜包铝复合坯料的高效制备提供了新的途径。以该发明专利为基础,可以开发高质量铜包铝导线及其生产方法。
发明内容发明内容
本发明针对现有铜包铝矩形横断面复合导电母排生产技术的不足,采用水平连铸直接复合成形的铜包铝复合坯料冷变形加工,不仅可以制备出一种高性能的铜包铝矩形横断面复合导电母排,而且工艺流程短、生产方法效率高。
本发明的技术解决方案是:铜包铝矩形横断面复合导电母排的横截面为长方形,四个角为光滑圆弧过渡;母排由芯部铝及包覆层铜复合而成,铜、铝界面冶金结合,包覆铜层面积比例为15%~50%。母排厚度为6~40mm,母排最大宽度可达250mm。
上述铜包铝矩形横断面母排的制备工艺如下:
①将水平连铸复合成形的铜包铝复合坯料,根据需要,采用普通平辊轧制再精拉拔,或采用带立辊的平辊轧制,依靠立辊实现精确调宽。轧制速度范围为3~50m/min,单道次相对压下量为15%~40%;精拉拔速度范围为1~20m/min,单道次横断面缩减率为10%~25%;
②在多道次轧制的总相对压下量达到70%~90%时,对铜包铝复合材料进行低温中间退火,退火温度为250~450℃,退火时间为0.5~3h;
③对退火后的铜包铝复合材料进行孔型轧制或拉拔,制成要求尺寸的铜包铝矩形横断面复合导电母排。
所述的水平连铸复合成形铜包铝复合坯料是将纯铜和纯铝熔化后,经过一个复合结晶器和引锭机构,在连铸出铜管的同时,实现将铝液连续充填入铜管中并凝固,获得铜铝实现冶金结合的铜包铝连铸坯。工艺参数是:铜液温度为1120~1280℃,铝液温度为680~860℃,连铸速度为30~150mm/min,复合坯料直径为φ50~φ180mm.。
所述的制备步骤①中,当导电母排宽厚比小于8~10时,采用普通平辊轧制再精拉拔;当导电母排宽厚比大于10时,采用带立辊的平辊轧制,依靠立辊实现精确调宽。
本发明首先采用平辊轧制,可以使水平连铸直接复合成形铜包铝圆形坯料获得较大的宽展,相比其它生产方法(如孔型轧制和拉拔法),本方法可以使相同尺寸的坯料所能制备的扁排宽度范围增大。对平辊轧制后续坯料进行孔型精轧或拉拔成形,可生产出各种规格的铜包铝矩形横断面复合导电母排,满足各领域对导电母排多规格的要求。
本发明提供的铜包铝矩形横断面复合导电母排及其高效制备工艺具有以下优点:(1)由于所采用的水平连铸直接复合成形技术能够保证铜和铝在复合时界面不受污染,且能达到冶金结合,所以所生产的铜包铝连铸坯料质量高,从而保证最终的导电母排具有优良的导电性能;(2)采用水平连铸直接复合成形制备铜包铝坯料,省去了固相复合方法铜管和铝棒的预加工和清洗过程,大大简化了工艺流程,并且连铸、平辊轧制、孔型轧制和拉拔均易实现连续生产,自动化程度高,因而生产效率高,生产成本低;(3)该方法能通过改变水平连铸直接复合成形的结晶器模具尺寸,生产各种不同铜层比例和直径的铜包铝复合坯料,从而能制备的矩形横断面复合导电母排的尺寸范围大、规格多;(4)对水平连续铸造直接复合铜包铝坯料采取平辊轧制工艺,坯料的宽展为自由宽展,可以较方便地采用同一尺寸的坯料,生产不同宽度和厚度组合的矩形横断面导电母排,从而可以大大减少复合铸造坯料的规格种类;(5)本发明所采用的方法无环境负担,节能环保。
附图说明具体实施方式具体实施方式
实施例1:尺寸为80×8mm铜包铝导电母排的制备。
①水平连铸直接复合制成形制备外径为φ60mm铜包铝复合坯料,铜层面积比为25%。工艺条件为:铜液温度为1200℃,铝液温度为785℃,连铸速度为90mm/min;
②采用平辊冷轧制成82×8.1mm铜包铝扁条。轧制速度5m/min,单道次相对压下量为20%~50%,其中,坯料厚度在60~22mm时,单道次相对压下量平均为40%,分2道次压下;坯料厚度在22~11mm时,单道次相对压下量平均为30%,分2道次压下;坯料厚度在11~8mm时,单道次相对压下量平均为26%,1道次压下;采用各道次压下量随总变形量增大逐渐减小;
③当②中轧制总相对压下量达到70%时,对铜包铝复合扁条进行中间退火。退火温度为250℃,时间为1h;
④采用1.5m/min的拉拔速度,将82×8.1mm铜包铝复合扁条精拉拔成80×8mm铜包铝矩形横断面复合母排。
实施例2:尺寸为100×10mm铜包铝导电母排的制备。
①水平连铸直接复合制成形制备外径为φ75mm铜包铝复合坯料,铜层面积比为30%。工艺条件为:铜液温度为1190℃~1200℃,铝液温度为770~780℃,连铸速度为80mm/min;
②采用平辊冷轧制成103×10.2mm铜包铝扁条。轧制速度10m/min,单道次相对压下量为20%~50%,其中,坯料厚度在75~27mm时,单道次相对压下量平均为40%,分2道次压下;坯料厚度在27~13mm时,单道次相对压下量平均为30%,分2道次压下;坯料厚度在13~10mm时,单道次相对压下量平均为20%,1道次压下;各道次压下量随总变形量增大逐渐减小;
③当②中轧制总相对压下量达到70%时,对铜包铝复合扁条进行中间退火。退火温度为300℃,时间为1.5h;
④采用2.0m/min的拉拔速度,将103×10.2mm铜包铝复合扁条精拉拔成100×10mm铜包铝矩形横断面复合母排。
一种高性能铜包铝矩形横断面复合导电母排及其制备工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0