

IPC分类号 : C07C4/06,C07C7/00,C07C11/06,C07C15/00,C10G47/02







专利摘要
一种制取丙烯和芳烃的催化转化方法,不同裂化性能的烃类原料与催化裂解催化剂接触,在温度450-750℃、重时空速0.1-800h-1、反应压力0.10-1.0MPa、催化裂解催化剂与原料的重量比1-150,水蒸汽与原料的重量比为0.05-1.0条件下,在流化床反应器内进行裂化反应,分离待生催化剂和反应油气,待生催化剂经再生后返回反应器,分离反应油气经分离得到目的产物低碳烯烃、芳烃和再裂化的原料,其中再裂化的原料经加氢处理后再裂化。该方法从重质原料最大限度地生产丙烯等低碳烯烃,其中丙烯的产率为40重%以上,同时联产甲苯与二甲苯等芳烃,预料不到的是干气产率降低幅度高达80重%以上。
权利要求
1、一种制取丙烯和芳烃的催化转化方法,其特征在于该方法包括下列步骤:
(1)、类型三的原料先与热的再生催化裂解催化剂接触,在反应温度650℃-800℃、重时空速100h-1-800h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比30-150,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(2)、步骤(1)的反应流出物不经油剂分离,与类型二的原料混合,类型二的原料在反应温度550℃-720℃、重时空速10h-1-300h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比10-100,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(3)、步骤(2)的反应流出物再与类型一的原料混合,类型一的原料油在反应温度450℃-620℃、重时空速0.1h-1-100h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比1.0-30,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(4)、分离步骤(3)的待生催化剂和反应油气,待生催化剂经再生后返回反应器,分离反应油气经分离得到目的产物丙烯、芳烃、再裂化原料和重油原料。
(5)、步骤(4)重油原料在氢气存在情况下,与加氢处理催化剂接触,在氢分压3.0~20.0MPa、反应温度300~450℃、氢油体积比300~2000v/v、体积空速0.1~3.0h-1的反应条件下进行加氢处理,所得到的加氢重油可作为步骤(3)的原料油或常规催化裂化装置的原料油。
2、按照权利要求1的方法,其特征在于步骤(3)所述类型一的原料为易裂化原料,为石油烃和/或其它矿物油,其中石油烃选自减压瓦斯油、常压瓦斯油、焦化瓦斯油、脱沥青油、减压渣油、常压渣油、重芳烃抽余油中的一种或其中一种以上的混合物;其它矿物油为煤液化油、油砂油、页岩油。
3、按照权利要求1的方法,其特征在于步骤(2)所述类型二的原料为较难裂化原料,选自油浆、柴油、汽油、碳原子数为4-8的烯烃、馏程为160~260℃的馏分中的一种或其中一种以上的混合物。
4、按照权利要求3的方法,其特征在于所述汽油选自本方法所得催化裂解汽油、催化裂化汽油、直馏汽油、焦化汽油、热裂解汽油、热裂化汽油、加氢汽油中的一种或其中一种以上的混合物,其中催化裂化汽油、直馏汽油、焦化汽油、热裂解汽油、热裂化汽油、加氢汽油是来自本装置外的汽油。
5、按照权利要求3的方法,其特征在于所述柴油是选自本方法所得催化裂解柴油、催化裂化柴油、直馏柴油、焦化柴油、热裂化柴油、加氢柴油中的一种或其中一种以上的混合物,其中催化裂化柴油、直馏柴油、焦化柴油、热裂化柴油、加氢柴油是来自本装置外的柴油。
6、按照权利要求3的方法,其特征在于所述的碳原子数为4~8的烯烃来自本装置,或者常规催化裂化、焦化、热裂化、加氢装置。
7、按照权利要求1的方法,其特征在于所述步骤(2)所述类型二的原料是馏程为160~260℃的馏分。
8、按照权利要求7的方法,其特征在于步骤(2)所述类型二的原料是馏程为170~250℃的馏分。
9、按照权利要求3或7的方法,其特征在于所述馏程为160~260℃的馏分、170~250℃的馏分来自本装置,或者常规催化裂化、焦化、热裂化、加氢装置。
10、按照权利要求1的方法,其特征在于步骤(1)所述类型三的原料为难裂化原料,选自碳原子数为4~8烷烃、轻芳烃抽余油的一种或其中一种以上的混合物,其中所述的碳原子数为4~8烷烃来自本装置,或者常规催化裂化、焦化、热裂化、加氢装置。
11、按照权利要求1的方法,其特征在于所述的催化裂解催化剂包括沸石、无机氧化物和任选的粘土,各组分分别占催化剂总重量:沸石1重%-50重%、无机氧化物5重%-99重%、粘土0重%-70重%,其中沸石为中孔沸石和任选的大孔沸石,中孔沸石占沸石总重量的50重%-100重%,大孔沸石占沸石总重量的0重%-50重%,中孔沸石选自ZSM系列沸石和/或ZRP沸石,大孔沸石选自Y系列沸石。
12、按照权利要求1的方法,其特征在于所用的反应器选自提升管、等线速的流化床、等直径的流化床、上行式输送线、下行式输送线中的一种或两种串联组合,其中提升管是常规的等直径的提升管或者各种形式变径的提升管。
13、按照权利要求1的方法,其特征在于步骤(4)所述再裂化的原料是选自馏程为160~260℃的馏分、轻芳烃抽余油和加氢重油中的一种或一种以上的混合物。
14、按照权利要求10或13的方法,其特征在于所述轻芳烃抽余油是馏程为C6~160℃的馏分先经选择性加氢后再经溶剂抽提所得,轻芳烃抽提的溶剂选自由环丁砜、N-甲基吡咯烷酮、二乙二醇醚、三乙二醇醚、四乙二醇、二甲基亚砜和N-甲酰基吗啉醚中的一种或一种以上的混合物,溶剂抽提的温度为40-120℃,溶剂与溶剂抽提原料之间的体积比为2-6。
15、按照权利要求1的方法,其特征在于所述加氢处理催化剂是负载在氧化铝和/或无定型硅铝载体上的VIB族金属和/或VIII族金属催化剂。
16、按照权利要求1的方法,其特征在于步骤(4)分离的乙烯和丁烯在温度10-450℃,压力0.1-3.0MPa,丁烯重量空速0.01-3h-1,乙烯/丁烯比为0.2-10条件下与易位催化剂接触发生易位反应得到目的产物丙烯。
说明书
技术领域技术领域
本发明属于烃油的催化转化方法,更具体地说,是由烃油催化裂化和加氢处理工艺过程的组合将重质原料转化为富含丙烯的低碳烯烃和芳烃的方法。
技术背景背景技术
低碳烯烃如乙烯、丙烯等是重要的有机化工原料,其中丙烯是聚丙烯、丙烯腈等产品的合成单体。随着聚丙烯等衍生物需求的迅速增长,对丙烯的需求也在逐年俱增。世界丙烯市场的需求已经从20年前的1520万吨增加到2000年的5120万吨,年均增长率达6.3%。预计到2010年丙烯的需求量将达到8600万吨,其间年均增长率约为5.6%。
生产丙烯的方法主要是蒸汽裂解和催化裂化(FCC),其中蒸汽裂解以石脑油等轻质油为原料通过热裂解生产乙烯、丙烯,但丙烯的产率仅为15重%左右,而FCC则以减压瓦斯油(VGO)等重质油为原料。目前,世界上66%的丙烯来自蒸汽裂解生产乙烯的副产品,32%来自炼油厂FCC生产汽、柴油的副产品,少量(约2%)由丙烷脱氢和乙烯-丁烯易位反应得到。
石油化工如果走传统的蒸汽裂解制乙烯、丙烯路线,将面临轻质原料油短缺、生产能力不足以及成本过高等几大制约因素。
FCC由于其原料适应性广、操作灵活等优势日益受到重视。在美国,几乎丙烯市场需求量的50%都来源于FCC装置。增产丙烯的催化裂化改进技术发展很快。
US4,980,053公开了一种制取低碳烯烃的烃类转化方法,原料为不同沸程的石油馏分、渣油或原油,在流化床或移动床反应器内使用固体酸催化剂,在温度500-650℃、压力1.5-3×105Pa、重时空速0.2-2.0h-1、剂油比2-12的条件下进行催化转化反应,反应后的催化剂经烧焦再生后返回反应器内循环使用。该方法丙烯和丁烯的总产率可以达到40%左右,其中丙烯产率高达26.34%。
WO00/31215A1公开了一种生产烯烃的催化裂化方法,该方法采用ZSM-5和/或ZSM-11沸石做活性组分,以大量惰性物质为基质的催化剂,以VGO为原料,丙烯的产率也不超过20重%。
US4,422,925公开了多种具有不同裂化性能的烃类与热再生催化剂接触并转化的方法,该方法所述的烃类至少含有一种气体烷烃原料和一种液体烃类原料,该方法依据不同的烃类分子具有不同裂化性能,将反应区分成多个反应区进行裂化反应,以多产低分子烯烃。
CN1667089A公开了一种生产低碳烯烃和芳烃的化工型炼油方法,原料油与经再生的催化裂解催化剂、水蒸汽在催化裂解反应器内接触,在温度500~700℃、压力0.15~0.4MPa、催化裂解催化剂与原料油的重量比5~50、水蒸汽与原料油的重量比0.05~0.6的条件下反应,分离待生催化剂和反应油气,待生催化剂经再生后返回反应器;分离反应油气得到目的产物低碳烯烃和芳烃。该方法从重质原料最大限度地生产丙烯、乙烯等低碳烯烃,其中丙烯的产率超过30重%,同时联产甲苯与二甲苯等芳烃。
尽管上述这些方法能够多产丙烯,但随着液化气产率或丙烯产率的增加,汽油产率减少,汽油中的芳烃和苯含量也大幅度增加,高苯含量的汽油如果不经抽提或饱和,通常不适合去调合汽油,除汽油中芳烃和苯含量高的问题之外,干气产率增长近5倍,从而造成重质油资源的浪费,石油资源未实现高效利用。
目前世界正面临着原油变重变劣的趋势,而对重质燃料油的需求却逐步减少,对轻质燃料油的需求则大幅度增加,因此,渣油加氢处理作为重油催化裂化原料油的工艺得到广泛地应用。CN1382776A公开了渣油加氢处理与重油催化裂化联合的方法,是渣油和油浆蒸出物、催化裂化重循化油、任选的馏分油一起进入加氢处理装置,在氢气和加氢催化剂存在下进行加氢反应;反应所得的生成油蒸出汽柴油后,加氢渣油与任选的减压瓦斯油一起进入催化裂化装置,在裂化催化剂存在下进行裂化反应,反应所得重循环油进入渣油加氢装置,蒸馏油浆得到蒸出物返回至加氢装置。该方法能将油浆和重循环油转化为轻质油品,提高了汽油和柴油的收率。尽管重油通过加氢处理工艺后,催化裂化工艺可以生产更多的液体产品,且产品的杂质含量低,性质有所改善,但当重油的密度大,粘度高,重金属、胶质和沥青质含量高时,加氢处理装置的操作条件十分苛刻,操作压力高,反应温度高,空速低,开工周期短,操作费用高,且装置的一次性投资也高。此外,该方法处理重油时,还生产小分子烃类,尤其是干气,造成重油资源的利用效率的降低,同时,加氢渣油进入催化裂化装置处理时,仍然生产出8~10重%的重油,又造成重油资源的利用效率的降低。该重油可以返到渣油加氢装置,但该重油与渣油性质相差较大,且氢含量低,即使经加氢处理,该重油的性质改善有限。
上述现有技术对原料油中的烷烃分子裂化反应设计仍存在不足,而对原料中的其它烃类分子裂化反应过度,造成干气和焦炭产率大幅度增加,同时,现有技术的产品分布是按常规的FCC分馏系统来切割的,汽油或柴油中的芳烃潜含量和低碳烯烃潜含量未充分利用,造成丙烯和芳烃的产率偏低。为了满足日益增长的丙烯、乙烯和芳烃等化工原料的需求,有必要开发一种将重质原料转化为大量的丙烯和芳烃的催化转化方法。
发明内容发明内容
本发明的目的是在现有技术的基础上提供一种由催化裂化工艺和加氢处理工艺有机组合,将重质原料转化为富含丙烯的低碳烯烃和高产率的轻质油的方法,组合方法是催化裂化工艺只处理重质原料中烷烃基团,而剩下的芳烃基团由加氢处理工艺来加工,从而实现石油资源高效利用。
本发明提供的方法包括三种不同裂化性能烃类原料与催化裂解催化剂接触,步骤如下:
(1)、类型三的原料先与热的再生催化裂解催化剂接触,在反应温度650℃-800℃、重时空速100h-1-800h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比30-150,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(2)、步骤(1)的反应流出物不经油剂分离,与类型二的原料混合,类型二的原料在反应温度550℃-720℃、重时空速10h-1-300h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比10-100,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(3)、步骤(2)的反应流出物再与类型一的原料混合,类型一的原料油在反应温度450℃-620℃、重时空速0.1h-1-100h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比1.0-30,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(4)、分离步骤(3)的待生催化剂和反应油气,待生催化剂经再生后返回反应器,分离反应油气经分离得到目的产物丙烯、芳烃、再裂化原料和重油原料。
(5)、步骤(4)重油原料在氢气存在情况下,与加氢处理催化剂接触,在氢分压3.0~20.0MPa、反应温度300~450℃、氢油体积比300~2000v/v、体积空速0.1~3.0h-1的反应条件下进行加氢处理,所得到的加氢重油可作为步骤(3)的原料油,也可以作为常规催化裂化装置的原料油。
所述三种不同裂化性能烃类原料分类:原料类型一为易裂化原料,原料类型二为较难裂化原料,原料类型三为难裂化原料。
所述类型一的原料为石油烃和/或其它矿物油,其中石油烃选自减压瓦斯油(VGO)、常压瓦斯油(AGO)、焦化瓦斯油(CGO)、脱沥青油(DAO)、减压渣油(VR)、常压渣油(AR)、加氢重油中的一种或其中一种以上的混合物。其它矿物油为煤液化油、油砂油、页岩油中的一种或几种。优选的原料选自减压瓦斯油、常压瓦斯油、焦化瓦斯油、脱沥青油、减压渣油、常压渣油、加氢重油中的一种或其中一种以上的混合物。其中VGO、AGO、CGO、DAO、VR、AR为未加氢的全馏分或部分馏分,或为加氢后的全馏分或部分馏分。
所述类型二的原料选自柴油、汽油、碳原子数为4-8的烯烃、馏程为160~260℃的馏分中的一种或其中一种以上的混合物,优选馏程为160~260℃的馏分,更优选170~250℃的馏分,优选的馏分来自本装置,或者常规催化裂化、焦化、热裂化、加氢装置。
所述汽油选自本方法所得催化裂解汽油、催化裂化汽油、直馏汽油、焦化汽油、热裂解汽油、热裂化汽油、加氢汽油中的一种或其中一种以上的混合物,其中催化裂化汽油、直馏汽油、焦化汽油、热裂解汽油、热裂化汽油、加氢汽油是来自本装置外的汽油。
所述柴油是选自本方法所得催化裂解柴油、催化裂化柴油、直馏柴油、焦化柴油、热裂化柴油、加氢柴油中的一种或其中一种以上的混合物,其中催化裂化柴油、直馏柴油、焦化柴油、热裂化柴油、加氢柴油是来自本装置外的柴油。
所述碳原子数为4~8的烯烃可以是来自本发明的催化裂解方法,也可以来自常规催化裂化、焦化、热裂化、加氢等工艺。
所述类型三的原料选自碳原子数为4~8烷烃、轻芳烃抽余油的一种或其中一种以上的混合物,所述的碳原子数为4~8烷烃可以是来自本发明的催化裂解方法,也可以来自常规催化裂化、焦化、热裂化、加氢等工艺。
所述轻芳烃抽余油是本装置或外来装置如常规催化裂化、焦化、热裂化、加氢等装置的馏程为C7~160℃的馏分先经选择性加氢后再经溶剂抽提所得,轻芳烃抽提的溶剂选自由环丁砜、N-甲基吡咯烷酮、二乙二醇醚、三乙二醇醚、四乙二醇、二甲基亚砜和N-甲酰基吗啉醚中的一种或一种以上的混合物,溶剂抽提的温度为40-120℃,溶剂与溶剂抽提原料之间的体积比为2-6。
所述再裂化的原料是选自馏程为160~260℃的馏分、轻芳烃抽余油和加氢重油中的一种或一种以上的混合物。
所述加氢重油是本装置或外来装置如常规催化裂化所生产的馏程大于260℃的重油,最好大于330℃的重油,在氢气存在情况下,与加氢处理催化剂接触,在氢分压3.0~20.0MPa、反应温度300~450℃、氢油体积比300~2000v/v、体积空速0.1~3.0h-1的反应条件下进行加氢处理所得到的。
所述的催化裂解催化剂包括沸石、无机氧化物和任选的粘土,各组分分别占催化剂总重量:沸石1重%-50重%、无机氧化物5重%-99重%、粘土0重%-70重%。
其中沸石作为活性组分,选自中孔沸石和任选的大孔沸石,中孔沸石占沸石总重量的50重%-100重%,优选70重%-100重%,大孔沸石占沸石总重量的0重%-50重%,优选0重%-30重%。中孔沸石选自ZSM系列沸石和/或ZRP沸石,也可对上述中孔沸石用磷等非金属元素和/或铁、钴、镍等过渡金属元素进行改性,有关ZRP更为详尽的描述参见US5,232,675,ZSM系列沸石选自ZSM-5、ZSM-11、ZSM-12、ZSM-23、ZSM-35、ZSM-38、ZSM-48和其它类似结构的沸石之中的一种或一种以上的混合物,有关ZSM-5更为详尽的描述参见US3,702,886。大孔沸石选自由稀土Y(REY)、稀土氢Y(REHY)、不同方法得到的超稳Y、高硅Y构成的这组沸石中的一种或一种以上的混合物。
无机氧化物作为粘接剂,选自二氧化硅(SiO2)和/或三氧化二铝(Al2O3)。
粘土作为基质(即载体),选自高岭土和/或多水高岭土。
每个反应器内的催化裂解催化剂可以相同,也可以不同。
本发明催化裂解单元所用的反应器选自提升管、等线速的流化床、等直径的流化床、上行式输送线、下行式输送线中的一种或两种串联组合。提升管可以是常规的等直径的提升管,也可以是各种形式变径的提升管。其中流化床的气速为0.1-2米/秒,提升管的气速为2-30米/秒(不计催化剂)。
为了增加反应下游区的剂油比,提高催化剂的裂解活性,可通过补充热或冷的再生催化剂、半再生催化剂、待生的催化剂、新鲜催化剂。冷却的再生催化剂和冷却的半再生催化剂是待生催化剂分别经两段再生和一段再生后冷却得到的,再生催化剂碳含量为0.1重%以下,最好为0.05重%以下,半再生催化剂碳含量为0.1重%~0.9重%,最好碳含量为0.15重%~0.7重%;待生催化剂碳含量为0.9重%以上,最好碳含量为0.9重%~1.2重%。
本发明的最佳实施方式是在一种变径提升管反应器中进行,关于该反应器更为详细的描述参见CN1237477A。
所述的低碳烯烃为乙烯、丙烯和丁烯。
所述的加氢处理催化剂是负载在氧化铝和/或无定型硅铝载体上的VIB族金属和/或VIII族金属催化剂,优选的加氢处理催化剂是由0~10重%添加剂、1~9重%的一种或一种以上第VIII族金属、12~39重%一种或一种以上第VIB族金属和余量氧化铝和/或无定型硅铝载体构成,其中所述添加剂选自氟、磷、钛、铂等非金属元素和金属元素。所述VIB族金属选自Mo或/和W,VIII族金属选自Co或/和Ni。
从反应油气中分离丙烯和任选的丁烯的方法与本领域普通技术人员熟知的方法相同;从反应油气分离C5-C8出来作为循环物料方法与本领域普通技术人员熟知的方法相同;从轻芳烃原料油中分离芳烃和非芳烃的方法与本领域普通技术人员熟知的方法即溶剂抽提相同;分离所述的沸程为160~260℃优选170~250℃的馏分可以在现有的FCC分馏塔内进行分离,沸程大于250℃或260℃的重油可以采用加氢处理装置的原料,或者大于250℃或260℃的重油作为常规催化裂化装置的原料。
附图说明附图说明
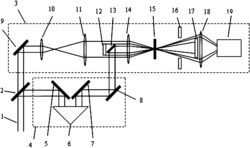
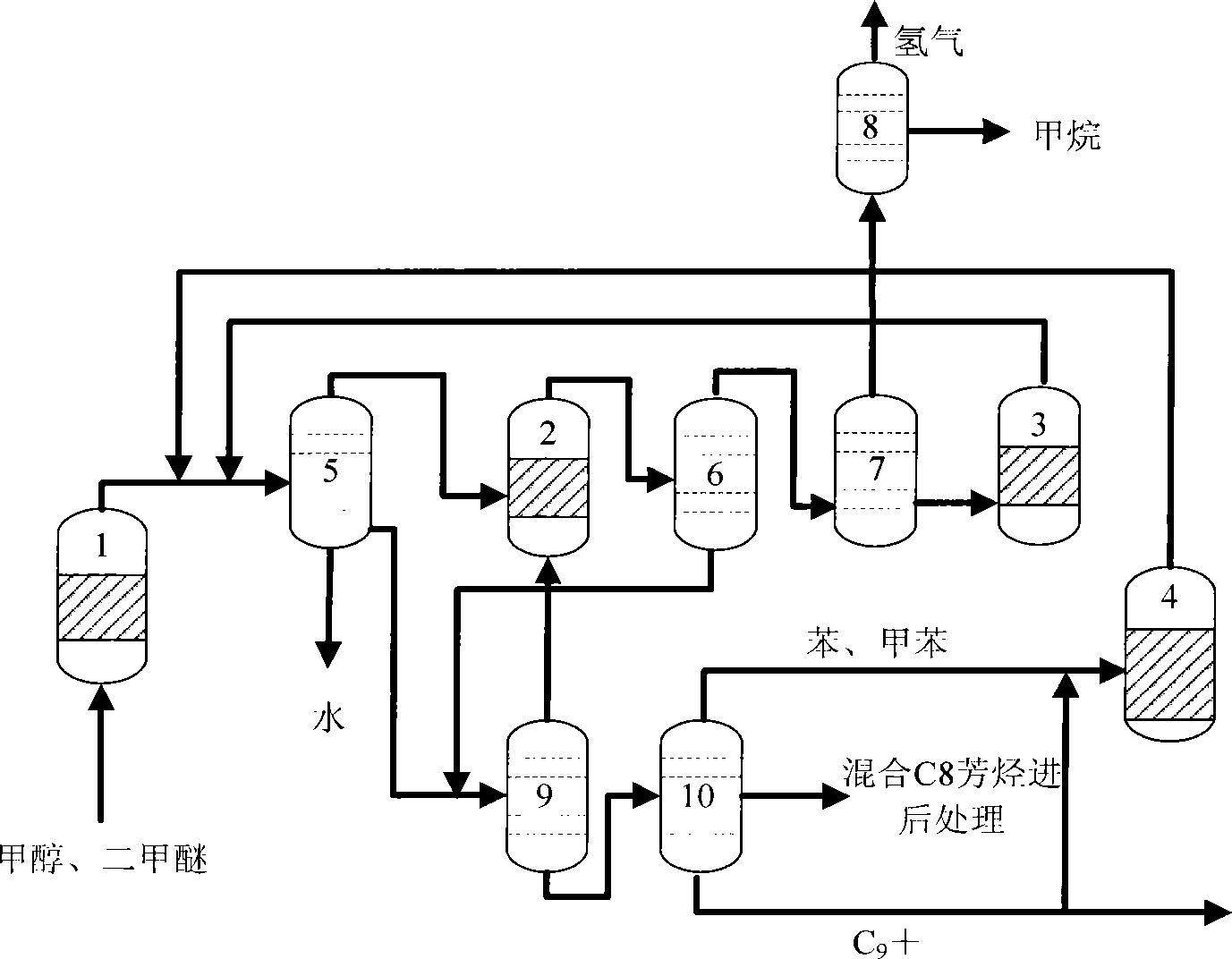
图1为本发明的实施方式一的工艺流程示意图。
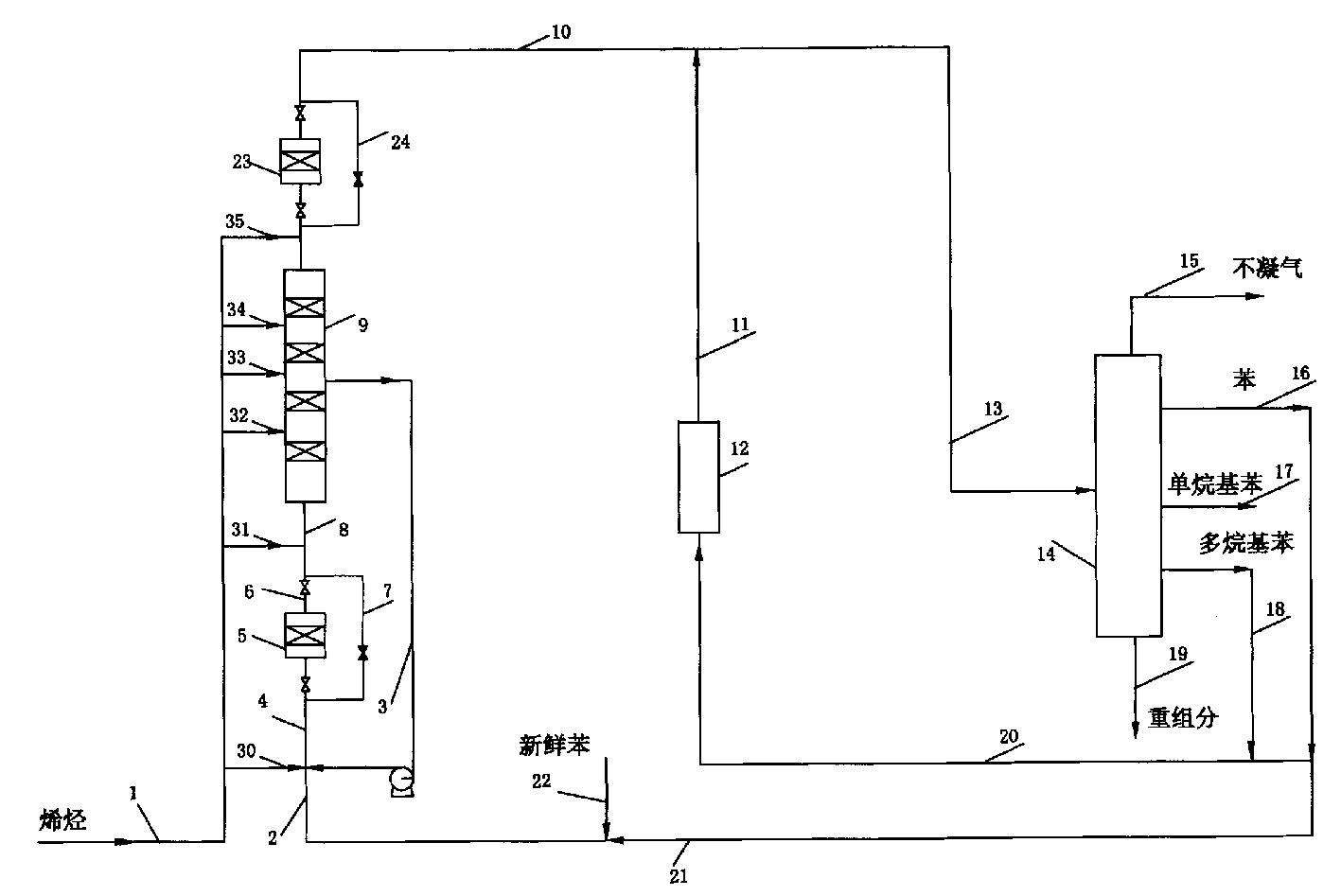
图2为本发明的实施方式二的工艺流程示意图。
具体实施方式具体实施方式
实施方式一
本实施方式优选的技术方案包括下列步骤:
(1)类型三的原料先与热再生催化剂接触,在反应温度650℃-800℃、重时空速100h-1-800h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比30-150,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(2)反应流出物不经油剂分离,与类型二的原料混合,类型二的原料在反应温度550℃-720℃、重时空速10h-1-300h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比10-100,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(3)反应流出物再与类型一的原料混合,类型一的原料油在反应温度450℃-620℃、重时空速0.1h-1-100h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比1.0-30,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(4)待生催化剂和反应油气通过旋风分离器分离,待生催化剂进入汽提器,经汽提烧焦再生后返回反应器,而反应油气进入后续的分离系统。
(5)反应油气在分离系统中分出目的产物丙烯,以及H2、CH4、乙烯、乙烷、丙烷、C4-C6烃类、C7-160℃馏分、160~260℃馏分、大于260℃优选大于330℃重油,其中C4-C6烃类返回步骤(1)和/或(2)再裂化;
(6)分离出的C7-160℃馏分先经选择性加氢后再经轻芳烃抽提得到目的产物芳烃和轻芳烃抽余油,轻芳烃抽余油返回步骤(1)再裂化。
(7)分离出的大于260℃重油经加氢处理装置得到的加氢重油,加氢重油返回步骤(3)再裂化或返到另一套常规催化裂化装置再裂化。
实施方式二
本实施方式优选的技术方案包括下列步骤:
(1)类型三的原料先与热再生催化剂接触,在反应温度650℃-800℃、重时空速100h-1-800h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比30-150,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(2)反应流出物不经油剂分离,与类型二的原料混合,类型二的原料在反应温度550℃-720℃、重时空速10h-1-300h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比10-100,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(3)反应流出物再与类型一的原料混合,类型一的原料油在反应温度450℃-620℃、重时空速0.1h-1-100h-1、反应压力0.10MPa-1.0MPa(绝压)、催化裂解催化剂与原料的重量比1.0-30,水蒸汽与原料的重量比为0.05-1.0的条件下进行裂化反应;
(4)待生催化剂和反应油气通过旋风分离器分离,待生催化剂进入汽提器,经汽提烧焦再生后返回反应器,而反应油气进入后续的分离系统。
(5)反应油气在分离系统中分出目的产物丙烯,以及H2、CH4、乙烯、乙烷、丙烷、C4-C6烃、C7-160℃馏分、160~260℃馏分、大于260℃优选大于330℃重油,其中C4-C6烃返回步骤(1)和/或(2)再裂化;
(6)分离出的C7-160℃馏分先经选择性加氢后再经轻芳烃抽提得到目的产物芳烃和轻芳烃抽余油,轻芳烃抽余油返回步骤(1)再裂化。
(7)分离出的大于260℃重油经加氢处理装置得到的加氢重油,加氢重油返回步骤(3)再裂化或返到另一套常规催化裂化装置再裂化;
(8)步骤(5)的乙烯和丁烯进入烯烃易位反应装置,将乙烯和丁烯通过易位反应转化为目的产物丙烯。
轻芳烃抽提的溶剂选自由环丁砜、N-甲基吡咯烷酮、二乙二醇醚、三乙二醇醚、四乙二醇、二甲基亚砜和N-甲酰基吗啉醚构成的这组物质的一种或一种以上的混合物。溶剂回收后循环使用。溶剂抽提的温度为40-120℃,溶剂与溶剂抽提原料之间的体积比为2-6。溶剂抽提的抽出油即为目的产物之一芳烃,抽余油即非芳烃作为步骤(1)催化裂解的原料之一。
易位反应的催化剂选自Mo、W和Re化合物负载于分子筛载体上,分子筛包括Y、β、SAPO系列、ZSM系列和MCM系列。反应温度10-450℃,压力0.1-3.0MPa,丁烯重量空速0.01-3h-1,乙烯/丁烯比为0.2-10。易位反应的目的产物为丙烯。
该技术方案将催化裂解、易位反应、油气分馏、气体分离、轻芳烃溶剂抽提和加氢处理等工艺有机结合,从氢含量较低的重质原料最大限度地生产丙烯,其产率可以超过40重%,同时联产甲苯、二甲苯等芳烃。
本发明提供的方法涉及到的操作单元包括裂解单元、加氢处理单元、分馏单元、选择性加氢单元、轻芳烃抽提单元、气体分离单元、易位单元。以下分别叙述。
催化裂解单元:
催化裂解部分由反应器和再生器组成,三种不同裂化性能烃类原料与裂解催化剂在反应器内接触,在不同的反应条件下进行裂化反应,反应后的油气与催化剂分离,待生催化剂经汽提、再生后返回反应器,分离出的油气送分馏单元、气体分离单元和抽提单元,分馏单元的160~260℃的馏分返到催化裂解单元,抽提单元的抽余油返到催化裂解单元,气体分离单元的乙烷、丙烷和丁烷作为产品出装置或返催化裂解单元。气体分离单元的碳四烯烃返催化裂解单元或进易位单元或作为产品出装置。C5-C6烃类返催化裂解单元。
加氢处理单元:
加氢处理部分由反应器和汽提塔组成,由催化裂解单元所生成的大于大于260℃优选大于330℃重油与加氢处理催化剂在反应器内接触,在不同的反应条件下进行反应,反应后的油气进入汽提塔汽提,轻组分返到分馏单元,而加氢重油返回到催化裂解单元或返到另一套常规催化裂化装置。
分馏单元:
分馏单元由分馏塔、汽液分离罐和汽提塔组成,在分馏单元反应油气被分成富气、轻芳烃料(即C7-160℃馏分)、回炼料(即160-260℃馏分)和重油料(即大于260℃馏分)。
从裂解单元来的催化裂解反应油气送入分馏塔进行分离。
经过分馏从分馏塔中下部抽出馏程范围为大于260℃的重油,该重油馏分中主要含有双环芳烃和多环芳烃。因此,在过滤掉其中携带的少量催化剂细粉后,将大于260℃的馏分送至加氢处理单元处理,处理后加氢重油返回到催化裂解单元或返到另一套常规催化裂化装置。
从分馏塔中上部抽出馏程为160~260℃优选170~250℃的馏分,该馏分中主要含有链烷烃、环烷烃及部分单环芳烃,是优质的多产低碳烯烃和芳烃的原料,返回裂解单元进一步反应,使链烷烃和单环芳烃上的侧链断裂,最大限度生产低碳烯烃和芳烃。
从分馏塔顶排出的油气经冷凝、冷却后进入汽液分离罐分离,分出的富气送气体分离单元,分出的粗轻芳烃料送本单元内的汽提塔处理,分出的水处理后循环使用。
汽提塔实际上是一个脱戊烷塔,在汽提塔内粗轻芳烃料被分成C6+馏分和C5-馏分。C6+馏分中主要含单环芳烃,是优质的轻芳烃抽提原料,经选择性加氢单元,送至轻芳烃抽提单元处理,将芳烃和饱和烃分开,饱和烃作为催化裂解单元的原料,芳烃作为化工原料。C5-馏分送至气体分离单元处理。
气体分离单元:
气体分离单元由富气压缩机、脱丙烷塔、脱甲烷塔、脱乙烷塔、乙烯精馏塔和丙烯精馏塔组成。
富气经富气压缩机提高压力后送入脱丙烷塔,分馏单元的C5-馏分也送入脱丙烷塔。经过分离,脱丙烷塔底排出C4和C5馏分,经冷却后进入脱丁烷塔。脱丁烷塔顶物流进入丁烯精馏塔,脱丁烷塔底物流排出C5馏分,该馏分返回裂解单元的反应器进一步反应。丁烯精馏塔顶的丁烯返回催化裂解单元或进入易位单元或出装置,丁烯精馏塔底的丁烷返回催化裂解单元或出装置。脱丙烷塔顶排出C3-馏分,经冷却后送入脱甲烷塔。脱甲烷塔顶排出主要含甲烷和氢气的燃料气,脱甲烷塔底物流送入脱乙烷塔。脱乙烷塔顶物流送入乙烯精馏塔,脱乙烷塔底物流送入丙烯精馏塔。乙烯精馏塔顶聚合级乙烯出装置或进易位单元,乙烯精馏塔底乙烷作为产品出装置或返回催化裂解单元。丙烯精馏塔顶聚合级丙烯出装置,丙烯精馏塔底丙烷作为产品出装置或返回催化裂解单元。
易位单元
在该单元内,催化裂解的乙烯和丁烯在温度10-450℃,压力0.1-3.0MPa,丁烯重量空速0.01-3h-1,乙烯/丁烯比为0.2-10条件下与易位催化剂接触发生易位反应得到目的产物丙烯。
选择性加氢单元
在该单元内,轻芳烃料(即C6-160℃馏分)与氢气、选择性加氢催化剂接触,在氢分压1.2~8.0MPa(绝压)、反应温度150~300℃、氢油体积比150~600Nm3/m3、体积空速1~20h-1条件下反应,得到选择性加氢石脑油;送至轻芳烃抽提单元。所述选择性加氢催化剂是以Ni-W、Co-Ni-W、Ni-Mo或Co-Mo为活性组分、活性氧化铝为载体的非贵金属催化剂,要求该催化剂具备高的脱二烯活性和脱硫活性。
轻芳烃抽提单元
轻芳烃抽提包括抽提蒸馏塔、抽提蒸馏溶剂回收塔、液液抽提塔、汽提塔、液液抽提回收塔等。
在该单元内,选择性加氢石脑油经溶剂抽提得到芳烃和轻芳烃抽余油,其中芳烃为目的产物之一,轻芳烃抽余油返回催化裂解单元作为催化裂解的原料之一。
下面结合附图对本发明所提供的方法进行进一步的说明,但并不因此限制本发明。
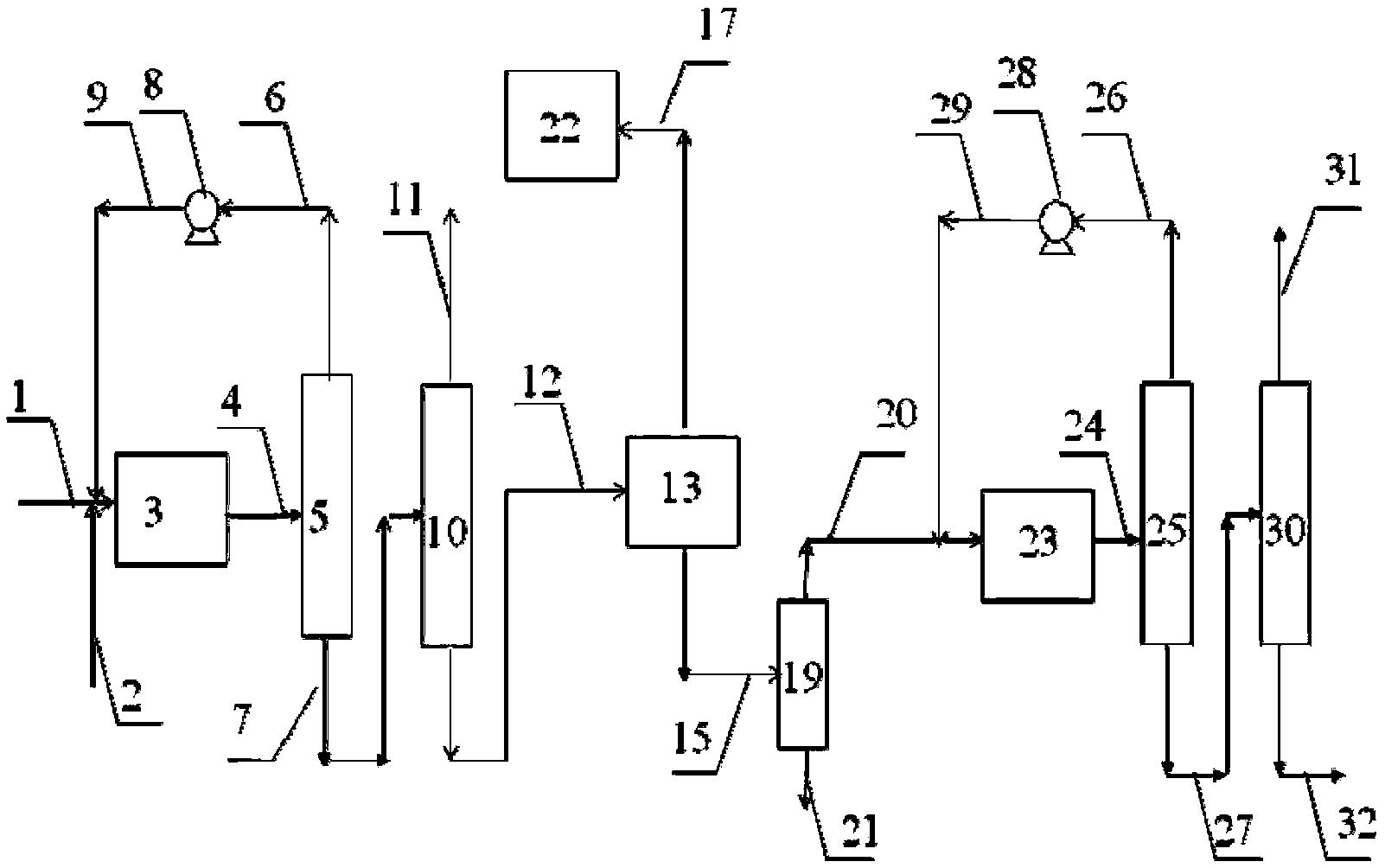
图1为本发明的实施方式一的工艺流程示意图。
其工艺流程如下:
预提升介质经管线1由提升管反应器2底部进入,来自管线18的再生催化剂在预提升介质的提升作用下沿提升管向上加速运动,类型三的原料经管线3与来自管线4的雾化蒸汽一起注入提升管2反应区I的底部,与提升管反应器已有的物流混合,类型三的原料在热的催化剂上发生裂化反应,并向上加速运动。类型二的原料经管线5与来自管线6的雾化蒸汽一起注入提升管2反应区II的底部,与提升管反应器已有的物流混合,类型二原料在较热的含有少量炭的催化剂上发生裂化反应,并向上加速运动;类型一的原料经管线7与来自管线8的雾化蒸汽一起注入提升管2反应区III的底部,与提升管反应器已有的物流混合,类型一原料在含有一定炭的较低温度的催化剂上发生裂化反应,并向上加速运动。生成的油气和失活的待生催化剂经管线9进入沉降器10中的旋风分离器,实现待生催化剂与油气的分离,油气进入集气室11,催化剂细粉由料腿返回沉降器。沉降器中待生催化剂流向汽提段12,与来自管线13的蒸汽接触。从待生催化剂中汽提出的油气经旋风分离器后进入集气室11。汽提后的待生催化剂经斜管14进入再生器15,主风经管线16进入再生器,烧去待生催化剂上的焦炭,使失活的待生催化剂再生,烟气经管线进入烟机17,再生后的催化剂经斜管18进入提升管。
集气室11中的油气经过大油气管线19,进入后续的分离系统20,分离得到的丙烯经管线21引出;而碳四烯烃经管线22引出,部分碳四烯烃经管线41返回提升管2;催化裂解干气经管线23引出;催化裂解乙烯经管线34引出;催化裂解乙烷经管线35引出;催化裂解丙烷经管线36引出;催化裂解丁烷经管线37引出;催化裂解C5经管线38引出;轻芳烃原料经管线24引出,进入选择性加氢装置25;然后再进入轻芳烃抽提装置26,分出芳烃经管线27引出,非芳烃(即轻芳烃抽余油)经管线28进入管线3返回提升管2反应区I的底部;160~260℃的馏分经管线29引出返回提升管2反应区II的底部;大于260℃的重油料经管线30引出到加氢处理单元31,分离出的轻组分经管线32引出,加氢重油经管线33返回提升管2反应区III的底部。
图2为本发明的实施方式二的工艺流程示意图。
其工艺流程如下:
预提升介质经管线1由提升管反应器2底部进入,来自管线18的再生催化剂在预提升介质的提升作用下沿提升管向上加速运动,类型三的原料经管线3与来自管线4的雾化蒸汽一起注入提升管2反应区I的底部,与提升管反应器已有的物流混合,类型三的原料在热的催化剂上发生裂化反应,并向上加速运动。类型二的原料经管线5与来自管线6的雾化蒸汽一起注入提升管2反应区II的底部,与提升管反应器已有的物流混合,类型二原料在较热的含有少量炭的催化剂上发生裂化反应,并向上加速运动;类型一的原料经管线7与来自管线8的雾化蒸汽一起注入提升管2反应区III的底部,与提升管反应器已有的物流混合,类型一原料在含有一定炭的较低温度的催化剂上发生裂化反应,并向上加速运动。生成的油气和失活的待生催化剂经管线9进入沉降器10中的旋风分离器,实现待生催化剂与油气的分离,油气进入集气室11,催化剂细粉由料腿返回沉降器。沉降器中待生催化剂流向汽提段12,与来自管线13的蒸汽接触。从待生催化剂中汽提出的油气经旋风分离器后进入集气室11。汽提后的待生催化剂经斜管14进入再生器15,主风经管线16进入再生器,烧去待生催化剂上的焦炭,使失活的待生催化剂再生,烟气经管线进入烟机17。再生后的催化剂经斜管18进入提升管。
集气室11中的油气经过大油气管线19,进入后续的分离系统20,分离得到的丙烯经管线21引出;而丁烯经管线22引出进入易位单元35;催化裂解乙烯经管线34进入易位单元35;催化裂解氢气和甲烷经管线23引出;催化裂解乙烷经管线37引出;丙烷经管线38引出;丁烷经管线39引出;C5经管线40引出;轻芳烃原料经管线24引出,进入选择性加氢装置25;然后再进入轻芳烃抽提装置26,分出芳烃经管线27引出,非芳烃(即轻芳烃抽余油)经管线28返回提升管2;160~260℃的馏分经管线29引出返回提升管2;大于260℃的重油料经管线30引出到加氢处理单元31,分离出的轻组分经管线32引出,加氢重油经管线33返回提升管2;易位单元目的产物丙烯经管线36引出。
该方法从重质原料最大限度地生产丙烯等低碳烯烃,其中丙烯的产率为40重%以上,同时联产甲苯与二甲苯等芳烃。该技术方案将催化裂解和溶剂抽提、加氢处理等工艺有机结合,从氢含量较低的重质原料最大限度地生产低碳烯烃尤其是丙烯以及芳烃。本发明与现有技术相比具有下列预料不到的技术效果:
1、丙烯产率和丙烯在液化气中的选择性大幅度增加,对于VGO原料,丙烯产率可达40重%以上。
2、甲苯与二甲苯等芳烃产率明显地增加。
3、在丙烯产率大幅度增加的情况下,干气产率明显地降低,可降低达80重%以上。
4、轻质油收率明显地增加,油浆产率明显地降低,从而石油资源利用效率得到改善。
5、加氢处理装置操作周期得到明显地提高,加氢重油性质得到明显的改善。
采用本发明提供的几种方法,可以实现炼厂概念的技术突破,从传统的燃料型和燃料-润滑油型炼厂生产模式向化工型炼厂转变,使炼厂从单一的炼油向化工原料及高附加值下游产品生产发展和延伸,既解决了石化原料短缺的问题,又提高了炼厂的经济效益,实现了石油资源高效利用。
下面的实施例将对本方法予以进一步的说明,但并不因此限制本方法。
实施例中所用的原料为石蜡基和中间基的减压蜡油(VGO),其性质如表1所示。
实施例中所用的催化裂解催化剂制备方法简述如下:
1)、将20gNH4Cl溶于1000g水中,向此溶液中加入100g(干基)晶化产品ZRP-1沸石(齐鲁石化公司催化剂厂生产,SiO2/Al2O3=30,稀土含量RE2O3=2.0重%),在90℃交换0.5h后,过滤得滤饼;加入4.0g H3PO4(浓度85%)与4.5g Fe(NO3)3溶于90g水中,与滤饼混合浸渍烘干;接着在550℃温度下焙烧处理2小时得到含磷和铁的MFI结构中孔沸石,其元素分析化学组成为
0.1Na2O·5.1Al2O3·2.4P2O5·1.5Fe2O3·3.8RE2O3·88.1SiO2。
2)、用250kg脱阳离子水将75.4kg多水高岭土(苏州瓷土公司工业产品,固含量71.6m%)打浆,再加入54.8kg拟薄水铝石(山东铝厂工业产品,固含量63m%),用盐酸将其PH调至2-4,搅拌均匀,在60-70℃下静置老化1小时,保持PH为2-4,将温度降至60℃以下,加入41.5Kg铝溶胶(齐鲁石化公司催化剂厂产品,Al2O3含量为21.7m%),搅拌40分钟,得到混合浆液。
3)、将步骤1)制备的含磷和铁的MFI结构中孔沸石(干基为22.5kg)以及DASY沸石(齐鲁石化公司催化剂厂工业产品,晶胞常数为2.445-2.448nm,干基为2.0kg)加入到步骤2)得到的混合浆液中,搅拌均匀,喷雾干燥成型,用磷酸二氢铵溶液(磷含量为1m%)洗涤,洗去游离Na+,干燥即得催化裂解催化剂样品,该催化剂的组成为15重%含磷和铁的MFI结构中孔沸石、3重%DASY沸石、32重%拟薄水铝石、6重%铝溶胶和余量高岭土。
实施例中所用的加氢处理催化剂制备方法简述如下:称取偏钨酸铵((NH4)2W4O13·18H2O,化学纯)和硝酸镍(Ni(NO3)2·18H2O,化学纯),用水配成200mL溶液。将溶液加入到氧化铝载体50克中,在室温下浸渍3小时,在浸渍过程中使用超声波处理浸渍液30分钟,冷却,过滤,放到微波炉中干燥约15分钟。该催化剂的组成为:30.0重%WO3、3.1重%NiO和余量氧化铝。
实施例中所用的选择性加氢催化剂制备方法简述如下:称取偏钨酸铵((NH4)2W4O13·18H2O,化学纯)和硝酸镍(Ni(NO3)2·18H2O,化学纯),用水配成200mL溶液。将溶液加入到100克氧化铝载体中,在室温下浸渍4小时,分离后,将湿的催化剂放在120℃烘箱内干燥4小时,管式炉通空气500℃焙烧4小时。该催化剂的组成为:25.3重%WO3、2.3重%NiO和余量氧化铝。
实施例1
该实施例按照图1的流程进行试验。该流程的变径提升管反应器的预提升段、第一反应区、第二反应区和第三反应区的总高度为21米,预提升段直径为0.25米,其高度为1.5米;第一反应区直径为0.25米,其高度为3.5米;第二反应区直径为0.5米,其高度为7米;第三反应区直径为1米,其高度为9米;第一、二反应区结合部以及第二、三反应区结合部的纵剖面等要梯形的顶角为45度。
原料油A直接作为催化裂解的原料,在由提升管反应器的中型装置上进行试验。轻芳烃抽余油和C3-C5烃类进入反应区I底部,在反应区I,轻芳烃抽余油和C3-C5烃类在反应温度680℃、重时空速180h-1,催化裂解催化剂与原料的重量比60,水蒸汽与原料的重量比为0.25条件下进行裂化反应;160~260℃的馏分注入反应区II的底部,在反应区II,160~260℃的馏分在反应温度640℃、重时空速100h-1,催化裂解催化剂与原料的重量比30,水蒸汽与原料的重量比为0.20下进行裂化反应;加氢重油和原料油A进入反应区III底部,在反应区III,油气在反应温度550℃、重时空速30h-1,水蒸汽与原料的重量比为0.15下进行裂化反应,油气和待炭的催化剂在沉降器分离,产品在分离系统进行分离,从而得到丙烯和C3-C5烃类,C3-C5烃类进行回炼,轻芳烃原料经选择性加氢,氢分压3.0MPa(绝压)、反应温度200℃、氢油体积比300Nm3/m3、体积空速5h-1,得到选择性加氢石脑油;送至轻芳烃抽提单元,抽提温度为80℃,溶剂与原料之间的体积比为3.0,分出饱和烃和芳烃,饱和烃作为再裂化原料,重油原料经加氢处理,在氢分压18.0MPa、反应温度350℃、氢油体积比1000v/v、体积空速1.5h-1的反应条件下进行加氢处理,加氢后的加氢重油与原料混合进入提升管反应器。操作条件和产品分布列于表2。
从表2可以看出,丙烯收率高达44.34重%,而乙烯产率仅为2.46重%,甲苯和二甲苯收率分别为6.87重%和11.58重%,而油浆和焦炭产率之和只有7.55重%,从而实现石油资源高效利用。
实施例2
该实施例与实施例1装置流程相同,原料油B直接作为催化裂解的原料,在由提升管反应器的中型装置上进行试验。轻芳烃抽余油和C3-C5烃类进入反应区I底部,在反应区I,轻芳烃抽余油和C3-C5烃类在反应温度680℃、重时空速180h-1,催化裂解催化剂与原料的重量比60,水蒸汽与原料的重量比为0.25下进行裂化反应;160~260℃的馏分注入反应区II的底部,在反应区II,160~260℃的馏分在反应温度640℃、重时空速100h-1,催化裂解催化剂与原料的重量比30,水蒸汽与原料的重量比为0.20条件下进行裂化反应;加氢重油和原料油B进入反应区III底部,同时从汽提段取出部分已汽提的待生催化剂补充到反应区III底部,以降低反应区III的温度和反应重时空速。在反应区III,油气在反应温度550℃、重时空速20h-1,水蒸汽与原料的重量比为0.15条件下进行裂化反应,油气和待炭的催化剂在沉降器分离,产品在分离系统进行分离,从而得到丙烯和C3-C5烃类,C3-C5烃类进行回炼,轻芳烃原料经选择性加氢,氢分压3.0MPa(绝压)、反应温度200℃、氢油体积比300Nm3/m3、体积空速5h-1,得到选择性加氢石脑油;送至轻芳烃抽提单元,抽提温度为80℃,溶剂与原料之间的体积比为3.0,分出饱和烃和芳烃,饱和烃作为再裂化原料,重油原料经加氢处理,在氢分压18.0MPa、反应温度350℃、氢油体积比1000v/v、体积空速1.5h-1的反应条件下进行加氢处理,加氢后的加氢重油与原料混合进入提升管反应器。操作条件和产品分布列于表3。
从表3可以看出,丙烯收率高达43.32重%,甲苯和二甲苯收率分别为7.56重%和12.13重%,而油浆和焦炭产率之和只有9.05重%,从而实现石油资源高效利用。
实施例3
该实施例与实施例1装置流程相同,原料油B直接作为催化裂解的原料,在由提升管反应器的中型装置上进行试验。轻芳烃抽余油和C3-C5烃类进入反应区I底部,在反应区I,轻芳烃抽余油和C3-C5烃类在反应温度680℃、重时空速180h-1,催化裂解催化剂与原料的重量比60,水蒸汽与原料的重量比为0.25条件下进行裂化反应;160~260℃的馏分注入反应区II的底部,在反应区II,160~260℃的馏分在反应温度640℃、重时空速100h-1,催化裂解催化剂与原料的重量比30,水蒸汽与原料的重量比为0.20条件下进行裂化反应;加氢重油和原料油B进入反应区III底部,同时从再生器取出部分热再生催化剂补充到反应区III底部,以增加反应区III的温度和反应重时空速。在反应区III,油气在反应温度550℃、重时空速20h-1,水蒸汽与原料的重量比为0.15条件下进行裂化反应,油气和待炭的催化剂在沉降器分离,产品在分离系统进行分离,从而得到丙烯和C3-C5烃类,C3-C5烃类进行回炼,轻芳烃原料经环丁砜抽提,抽提温度为80℃,溶剂与原料之间的体积比为3.0,分出饱和烃和芳烃,饱和烃作为再裂化原料,重油原料经加氢处理,在氢分压18.0MPa、反应温度350℃、氢油体积比1000v/v、体积空速1.5h-1的反应条件下进行加氢处理,加氢后的加氢重油与原料混合进入提升管反应器。操作条件和产品分布列于表3。
从表3可以看出,丙烯收率为43.65重%,甲苯和二甲苯收率分别为7.79重%和12.40重%,而油浆和焦炭产率之和只有8.99重%,从而实现石油资源高效利用。
实施例4
该实施例与实施例2装置流程基本相同,采用的原料油也是相同的,只是催化裂解装置所产生的乙烯和丁烯进入易位单元进行易位反应生成丙烯,在反应温度250℃下将乙烯和丁烯转化为丙烯。操作条件和产品分布列于表4。
从表4可以看出,丙烯收率高达48.80重%,而油浆和焦炭产率之和只有9.09重%,从而实现石油资源高效利用。
表1
表2
表3
表4
一种制取丙烯和芳烃的催化转化方法专利购买费用说明
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
![]()

















动态评分
0.0