







专利摘要
本发明涉及物料平衡智能控制系统,该平衡系统采用经典控制和智能控制相结合,充分利用计算机技术、智能控制技术对各个子系统分别控制。同时,利用混合料槽进出量平衡和料位设定值位置跟踪系统,保证整个大系统的稳定。本发明物料平衡智能控制系统中,经典控制实现自动配料和80台电气设备顺序控制;模糊控制根据操作员经验,形成相应隶属函数和控制规则,控制规则和隶属函数能根据过程的动态变化自适应优化。因此,本发明是一种可实现在线运行的物料平衡智能控制系统。
权利要求
1、一种物料平衡智能控制系统,包括烧结机、INFI90控制监视系统,其特征在于,经典控制和模糊控制相结合的物料平衡智能控制系统包括规则库、专家系统、辩识器、监控系统、神经网络辩识器、混合料矿仓的传递函数f(ρ)、过程II、控制器II、过程e-TSI、控制器I、分配比和配比系数,经典控制自动配料和80台电气设备顺序;模糊控制根据操作员经验,形成相应隶属函数和控制规则,控制规则和隶属函数可根据过程的动态变化自适应优化。
2、根据权利要求1所述的物料平衡智能控制系统,其特征在于自动配料工艺控制有:配料仓料位控制;定量给料装置的调速控制;配料仓振动器自动振打控制;配料自动控制,保证配料精度为1.2%;圆盘下料超限控制,超限即报警,持续20秒,发振动器信号,振动40秒无效,发出自动换槽信号,持续20秒无槽可换,全线停机;保证短暂停机后再运转料头料尾化学成分稳定,下料圆盘齐停齐起控制;动态检测外部设备运行状态控制。
3、根据权利要求1所述的物料平衡智能控制系统,其特征在于控制器是标准解耦PID控制策略。
4、根据权利要求1所述的物料平衡智能控制系统,其特征在于数据流有:输入(全部由数据库读取)、总物料量、返矿量、五种原物料的配比系数、各物料仓的下料速度各物料仓的分配比、各物理节点的延时;输出、指定时刻各主要物理节点物料的输入、输出量、料位、混合料仓未来时间段的料位、根据预测给出各物理节点需要调整的参数值。
5、根据权利要求1所述的物料平衡智能控制系统,其特征在于数据流程为:读取总物料量、返矿量、各物料的配比系数及供料仓的分配比,供料仓的延时;计算各供料仓的单位输出量;按序列时间记录各时段各物理节点的料量;根据各称的称重计算损耗量;读取混合仓的单位输入输出量,混合仓料位、料层高度;根据算法预测混合仓的料位长势;根据规则判断进物料的总量修改情况。
6、根据权利要求1所述的物料平衡智能控制系统,其特征在于数据结构为:表一:配比系数,属性:方案名,日期,编号,物料名,物料配比;表二:配料仓,属性:方案,日期,编号,料仓号,物料名,仓占比,下料速率,延时;表三:其他物理节点,属性:日期,编号,节点名,延时,转速,输入量,输出量,料位;表四:实时数据表(如,每隔5秒采样一次),属性:日期,时间,仓1输出速率,仓2输出速率,仓3输出速率,仓4输出速率,仓5输出速率,仓6输出速率,仓7输出速率,仓8输出速率,仓9输出速率,仓10输出速率,仓11输出速率,仓12输出速率,仓13输出速率,仓14输出速率,仓15输出速率,仓16输出速率,皮带机1称重,一混机输入,一混机输出,皮带机2称重,二混机输入,二混机输出,皮带机3称重,布料机料层厚度,混合料仓输入,混合料仓输出,混合料仓料位。
说明书
技术领域技术领域
本发明涉及复杂配料工艺中的物料平衡系统,采用经典控制和智能控制相结合的方法,自动调整配比系数和配料比,从而保证系统按一定工艺参数要求有效控制各原料下料量;同时保证整个载料线上物料平衡,属现代工业大系统自动控制技术。
技术背景背景技术
物料平衡系统是在原料制备完成后,在配料室,将制备的原料按工艺要求,对六种原料按不同配比系数和分配比进行配料,配料经混合造球,送入混合料矿槽,布入烧结机。系统控制的特点是:第一,自动配料系统串级调节,设定值来自上位机的配比系数和分配比的计算值;反馈值来自于每个配料仓下的动态配料电子秤。第二,配料从配料室到混合料矿槽,实际上就是皮带传输和交流电机驱动进行的混合造球过程,具有较大的时滞性。并且,随着工艺的改善,混合料矿仓容积大幅度缩小,约为原来的1/6~1/4,存料时间只是时滞时间的1/5,增加了控制的难度。
近年来,日本川崎钢铁公司千叶厂开发的物料平衡系统数据跟踪模型已广泛应用到大型烧结机上。但是,由于数据块静态存放在数据库中,系统很难动态模拟现场实际数据。在我国,马钢在国产第一台大型烧结机上,利用分布式系统的特点,把整个载料线分为配料区,混合区和上料区。分区后,各段数据可动态刷新,段间数据交接采用变结构方式,系统数据能较好地仿真过程配料秤的称量值。这一系统只有在堆变更或槽切换等特殊阶段才需人工干预。此外,澳大利亚钢铁公司采用模糊控制技术进行控制配料。然而模糊控制技术在对物料平衡系统进行数学模型和推理规则相结合的变结构控制中,由于混合料矿槽料位变化,直接影响透气性变化,致使模型很难实现在线运行。为了克服以上物料平衡系统存在的不足,本发明通过研究和改进,提供了一种采用经典控制和模糊控制相结合的物料平衡智能控制系统。
发明内容发明内容
本发明的目的是,通过采用经典控制和智能控制相结合的方式,经典控制实现自动配料和80台电气设备顺序控制;智能控制根据操作员经验,形成相应隶属函数和控制规则,控制规则和隶属函数能根据过程的动态变化自适应优化。从而在物料布入烧结机的配料过程中,控制物料平衡,构成物料平衡智能控制系统。
本发明采用经典控制和智能控制相结合的方式动态控制物料平衡,主要包括规则库、专家系统、辩识器、监控系统、神经网络辩识器、混合料矿仓的传递函数f(ρ)、过程II、控制器II、过程e-τsI、控制器I、分配比、配比系数,其中,专家系统根据领域工程师的生产经验和操作经验,建立相应的规则库和推理机制。当系统得到相应的现场设备状态和成分指标以及监控系统传入的操作指令后,动态修正配比系数和分配比,以调整各原料的下料量,保证成分的稳定。过程e-τsI是各个配料圆盘的特性函数,τ是系统的纯滞后时间,其纯滞后环节表示各个圆盘不同的滞后时间,控制器I可对各个配料下料量进行动态调节。辨识器根据操作不同的指令调节控制器的相应参数。过程II是混合料矿仓输入和输出量的对应关系特性,混合料矿仓的传递函数f(ρ)是堆比重和切出量关系,它受矿仓进料量和烧结机切出量的影响,单靠控制器II调节很难奏效,必须利用神经网络辨识器动态预测混合料矿仓进出量和受到的干扰,调节控制器II的参数,确保混合料仓料位的稳定。
物料平衡系统是一个将多种原料按理化反应和工艺流程供给关系,生成配比系数和配合比,传输到配料室,在配料室对各个给料设备定量配料的系统。其中,配料总量经一混和二混加水和蒸汽混合造球,传输到混合料槽。工艺流程中配料混和系统设备及控制要求如下表。
配料混合系统设备及控制要求一览表
物料平衡系统的工艺特点如下:
(1)大滞后性:从配料到混合料槽,滞后16分钟,远大于可调允许时间3分钟。因此,必须根据情况预测趋势,提前行动。
(2)耦合性:配料室多种原料重量和水分、一混和二混水分和蒸汽以及传输过程中各种因数都会影响物料平衡。
(3)时变性:系统在16分钟运行中,从一万伏高压电机到16个配料圆盘及各种传输设备都将受到工艺参数、设备参数、操作参数和成分等因数的影响。
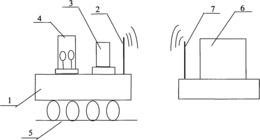
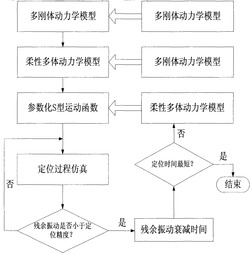
鉴于以上特点,实现本发明物料平衡智能控制系统的技术路线是,根据物料平衡系统的流程和特点,充分利用计算机技术、智能控制技术对各个子系统分别控制,实现各个子系统的功能。同时,利用混合料槽进出量平衡和料位设定值位置跟踪系统,保证整个大系统的稳定。物料平衡系统机电构造描述如下:
X1H-1皮带周长为372米,X2H-1皮带周长为236米。XZ4-1皮带周长为223.5米,XS-1皮带周长为545米。每个皮带的速度都均为1.6米/秒。所以在皮带上运行的时间为:
((372+236+223.5+545)/2)/1.6=430.15s
除了在皮带上运行需要时间外,混合料在两个混合机中的混合同样需要时间。混合料一次混合时间为134s,二次混合时间为186s。经过梭式皮带和混合料矿槽的时间(30%料位)为((50m3×2t/m3)×30%)/(600t/h)=3min
所以烧结机从配料,下料到烧结机开始布料的大体时间为:
(430.15+134+186)/60+3=15.5min
从配料室到混合料矿槽,输送需要约16分钟,而被控对象混合料矿槽的料位有效维持值只有3分钟,所以,系统存在严重的大滞后。配料室中的每个矿槽有五台电器设备,分别是一个配料圆盘,一个配料电子秤,一个离合器,两个震动器。这些设备都有可能存在电气故障和保护故障,加上系统每个配料圆盘可能产生随机故障,因此导致了机电系统的随机性。由于具有大滞后、随机性等特点,对机电系统的控制,传统方法难以得到较好的效果。此外,在机电系统的控制中,要使混合料矿槽料位的高度保持恒定,必须使其进料量和出料量保持一致。其中进料量的计算比较简单,如果不考虑混合料在皮带传输过程中的损失,应等于上料量。但是,在物料平衡系统中,进料量和出料量以每分钟经过的吨数做单位,而上料量则以每小时的吨数作为单位。所以,进料量=(上料量/60)吨/分。其次,由于影响因素太多,与进料量的计算相比,出料量计算更为复杂。如不考虑次要因素,计算公式为:
出料量=机速×台车宽×料层厚度×对比重(混合料的密度)吨/分公式以铺在烧结机台车上的混合料是一个前后左右厚度都一致的长方形,算出体积,再经过换算得出出料量。但实际情况并非如此,比如,系统用五个辅门进行铺料,如果某个辅门下得深,就会在料层表面留下一道沟,称为拉沟。这样,公式按长方形算出的体积,换算得出的出料量就不正确。其实,料层的厚度可通过3个指标调整:泥辊速比;五个辅门;主门。辅门一般调整单一地方的偏低或偏高。主门主要调节异常情况,如料块过大,卡住泥辊等的地方。泥辊速比同烧结机机速相同为1。一般,调整机速不会影响层厚,调整料层的厚度应用泥辊速比的方法实现。机速和泥辊速比的改变会影响物料平衡出料量:当机速加快,则下料快,料位下降。当机速减慢,下料慢,料位将会上升;泥辊速比增大,则料层厚度增大,下料快,料位下降。当泥辊速比减小,则料层厚度减小,下料慢,料位将会上升。此外,机速和泥辊速比还是下一个环节烧透点控制系统的主要调节量,其值经常变化。因此,更加增大了物料平衡的控制难度。除了机速和泥辊速比之外,含水量的大小也会对料位产生较大影响。当含水量较大时,混合料粘湿,下料慢,且混合料的比重减小,料位上升;当含水量较小时,混合料比较松散,下料快,且混合料的比重增大,料位将会下降。除此以外,拉沟,料块卡住泥辊等偶然因素也会极大地影响料位,对于这些因素的出现,难以采用自动控制方法解决,必需要工人手动操作。具体地说,物料平衡工艺流程中自动控制包括以下七个方面。
1)配料仓料位的控制;
2)定量给料装置的调速控制;
3)配料仓振动器自动振打的控制;
4)配料的自动控制,保证配料精度为1.2%;
5)圆盘下料超限的控制。一旦超限立即报警,持续20秒,发振动器信号;振动40秒无效,发出自动换槽信号,持续20秒无槽可换,全线停机;
6)为保证短暂停机后再运转时料头料尾化学成分稳定,各个下料圆盘采用齐停齐起控制;
7)动态检测外部设备的运行状态控制。
为了实现以上自动配料系统七个方面的工艺要求,本发明利用INFI90系统的控制监视功能,对现场的圆盘、皮带秤进行动态测定,找出大致的机/电常数以及各圆盘间的滞后时间;整定皮带秤的各项运行参数,包括皮带秤的跑偏、下料闸门高度、皮带秤去皮重动态调零点、链码标定负荷率和量程值等问题,找出死区、重复性和线性度。同时将仪表盘上的隔离器、手操器和继电器盘上的继电器等与配料秤联调,从中找出比较平衡的零点值、量程值以及线性度;将手操器的输出参数与变频器参数联调,设置最小转速(15Hz),以保证变频器与普通电机间的正常运行。
另外,由于七种原料的原始水分不相同,水分采用两种方式送入INFI90控制监视系统,一是通过上位机网络经例外报告送入,二是由操作员在操作台上键入,其分配比程序按框图设定。
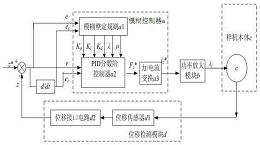
在确定了控制范围和设定分配比后,本发明采用标准解耦PID控制策略控制程序。首先对配料秤的反馈值(瞬时称量值)进行移位平行处理,采样周期为1秒,配料秤的CPU的采样时间为0.5秒。移动平均值的选取以皮带秤的机/电常数为依据,大致在30~40之间。这样设置,从移动平均处理的前后波形看,采样周期比较好地实现了对瞬时值的线性滤波作用。控制器植入标准解耦PID控制策略,具有先进的算法处理能力,同时提供了方便的操作处理手段。其传递函数为:
CO——控制输出值;
ER——误差值;
K——增益放大倍数;
Kp——比例系数;
KI——积分系数;
KD——微分系数;
KA——微分滞后系数;
一般可以忽略设定值变化的微分作用。在对系数离散化处理时,令:T=采样周期;
NT=当时的采样周期,简写为N;
SP(N)=操作人员当时的设定值;
PV(N)=配料秤当时的秤量值;
Int(N)=积分部分当时的采样点值;
Der(N)=微分部分当时的采样点值;
由于控制器采用解耦PID控制策略,消除了比例、积分、微分环节相互影响,为参数的整定提供了便利条件。利用微分作用超前检测和补偿电子秤部分的机械和电气影响,将比例和积分通道作为控制系统的主通道。调试过程中,首先用挂链码(用链码来动态模拟物料在皮带秤上的运行过程)整定K值和Kp值,其参数大致为3∶1。这样既保证了控制器有足够大的放大倍数,也可使系统稳态误差小,同时又保证了系统有足够大的稳定裕度。实物投料后,先对微分通道进行整定,合理调整KD/KI的值,使微分滤波器工作在低通带。这样,在保证超前补偿低频信号影响的同时,又排除了高频信号的随机影响。KD/K调整结果大致为1/150。接着调整Kp和KI的比值,其积分部分为常规一阶积分系统。在保证系统稳定的前提下,KP值随着KI值的变化应适当大些。KI值允许范围较大,而KP值允许范围较小。表1是1号圆盘闭环控制系统的一组数据(设定值为120t/h)的响应特征。
表1闭环控制系统响应特性
控制中的数据跟踪,必须确定设置时间片。控制时间片的划分主要取决于对象的滞后时间长短。ZH1和ZH2分别是第I和第II集合点的水分总量;ZW1和ZW2分别是第I和第II集合点的总重量;ZW是上料的总重量。在配料区,由于配料设备较多,较密,配料圆盘间隙只有6米,配料皮带带速每秒1.2米,流量时间间隔为5秒。配料秤主机采样周期0.5秒,所以配料区时间片的设置为0.5秒。混合区:混合区的主体设备是两台造球机、小球配料圆盘和电子秤,其料流速度较慢,滞后时间较长,添加物料不多,时间片可以相对取大一些,为8秒。上料区:上料区是一个大滞后环节,主体设备是胶带机,主要目的是输送混合料,其胶带机更长,该区时间片定为16秒。其中,配料区的数据跟踪过程是,在执行顺序起动时,1#圆盘先起动5秒种,配料秤主机每隔0.5秒将该值送入计算机的1#圆盘的跟踪区内。等到5秒钟后,2#圆盘起动,2#圆盘的第一个采样值放入2#圆盘的第一采样区,这样2#圆盘的第一个采样值就与1#圆盘的第一个采样值并行,再过0.5秒,2#圆盘的第二个采样值又与1#圆盘的第二采样值并行。依此类推,直至第16#圆盘起动,即第80秒时,16#圆盘的第一个采样值与1#-15#圆盘的第一个采样值并行。这样就得到了配料区16个圆盘的各自的数据流,该数据流料头一致,从而保证了各种物料配比混合的要求。其次,在配料区后设置第一集合点,集合点的主要任务是:
时间片变更:由0.5秒变为8秒。
数据流的变更:配料区的数据是32个阵列,每台圆盘分别存贮两个阵列,一个阵列是水份,另一个阵列是物料重量。混合区只有两个阵列,一个是总水份,另一个是物料总重量。
在混合区和上料区间设置第二集合点,第二集合点的主要任务是:
时间片变更:由8秒变为16秒。
数据流的变更:数据阵列由2维变为1维,即叠加ZW2和ZH2为ZW。
接着,数字仿真。数字仿真程序含配料区和混合上料区两个数据段,含有配料区、混合区和上料区三个子程序,配料区数据段定义了五个数组,WBF(1:16)代表16台配料秤的瞬时值,STA(1:16)表示16台配料圆盘是否运转,ATR(1:16,1:16)是数据流移动方阵,CHB1(1:3)和CHB2(1:4)分别表示两个焦炭仓的红外测水值和分析中心值。混合区数据定义了HTR(1:2,1:31)二维数组,前者表示设备节点和时间片的二维数组,后者表示设备节点数组。配料区子程序PSA分两步完成读取称量值并传递跟踪区数组。第一步每隔0.5秒读取全部圆盘称量值,并加以累加,存入WBF数组内。第二步将WBF的累加值传递给ATR数组,完成数组移动。混合跟踪区子程序PTR首先作第一集合点的数据处理,即累加16台秤在第一集合点的值,接着,进行时间片变更,即将0.5秒时间变为8秒时间片,分别从环路上和红外测水仪上读取七种物料中的水分值并进行累加,然后与设定值比较,得到需添加的水份。
表2物料的扩展连接表
在上料跟踪区HTR中,第一步系统作第二集合点的数据处理,将ZW和ZH值合二为一,接着作第二集合点的变更处理,即由8秒变为16秒;第二步进行数据传递;第三步进行物料输入、输出端单元及料流值的汇集,建立物料流的扩展型联接表,并利用该表计算出系统在任何时刻载料线上的物料值。表2中M,N分别是各设备在时间数组内的起止位置。设控制周期为Tc,物料的跟踪时间为TT,其控制周期所在的时间片数为j=Int(Tc/TT)*32,其中Int为取整函数,则在控制周期内,载料线上的物料总量为:
式中:
Win是整个载料线上的总料量
Win(i)是各个集合点内的载料量该值就是在下一个控制周期内,将要进入混合料仓的物料量。当系统在运行过程中,STA(1:16)分别检查设备的运转状态,直接参与系统的数字仿真和联锁,如J1设备故障,P1-P17设备立即停,而Z1以后设备顺序停,WBF数组立即停止数据传递。
数学描述:
设q1为进料量,q2为出料量,Q为混合料矿槽的单位高度的质量,h为混合料矿槽料位的高度。根据物料平衡关系有
如果把进料量q1看成是输入,料位高度h看成是输出,出料量q2看成是扰动,则控制对象的传递函数为:
如果考虑纯滞后,其传递函数为
式中:R是系统纯滞后时间
Ta是系统惯性环节
W0是系统的输出量
另外,由于进料量的值是靠改变电机转速而改变的,理论上还要在上面的基础上加入一个二阶环节,所以系统模型采用积分加纯滞后环节。
下面计算时间常数Ta。在物料平衡系统中,没有采用料位的实际高度作为料位的参数,而是采用相对高度即料位高度相对于矿槽高度的百分数作为参数,单位为一个料位。由于矿槽的容积为50cm3,混合料的密度正常情况下为2t/cm3。故矿槽最多可装下约100吨的混合料,一个料位正好为1吨。
设q1为进料量,q2为出料量,A为混合料矿槽的横截面积,V为混合料矿槽的ρ为密度,h为料位实际高度,H为矿槽高度,l为相对高度。则:
又因为Vρ=100,
所以
写成传递函数形式为
本发明物料平衡智能控制系统的优点是,根据物料平衡系统的流程和特点,充分利用计算机技术、智能控制技术,对各个子系统分别控制,以实现各个子系统的功能。同时,利用混合料槽进出量平衡和料位设定值位置跟踪系统,保证整个大系统的稳定。本发明通过采用经典控制和模糊控制相结合的方式,构成物料平衡智能控制系统。其中,经典控制实现自动配料和80台电气设备顺序控制;模糊控制则是根据操作员经验,形成相应隶属函数和控制规则,同时,控制规则和隶属函数能根据过程的动态变化自适应优化。因此,本发明物料平衡智能控制系统可实现在线运行,是一种实用的物料平衡控制系统。
附图说明附图说明
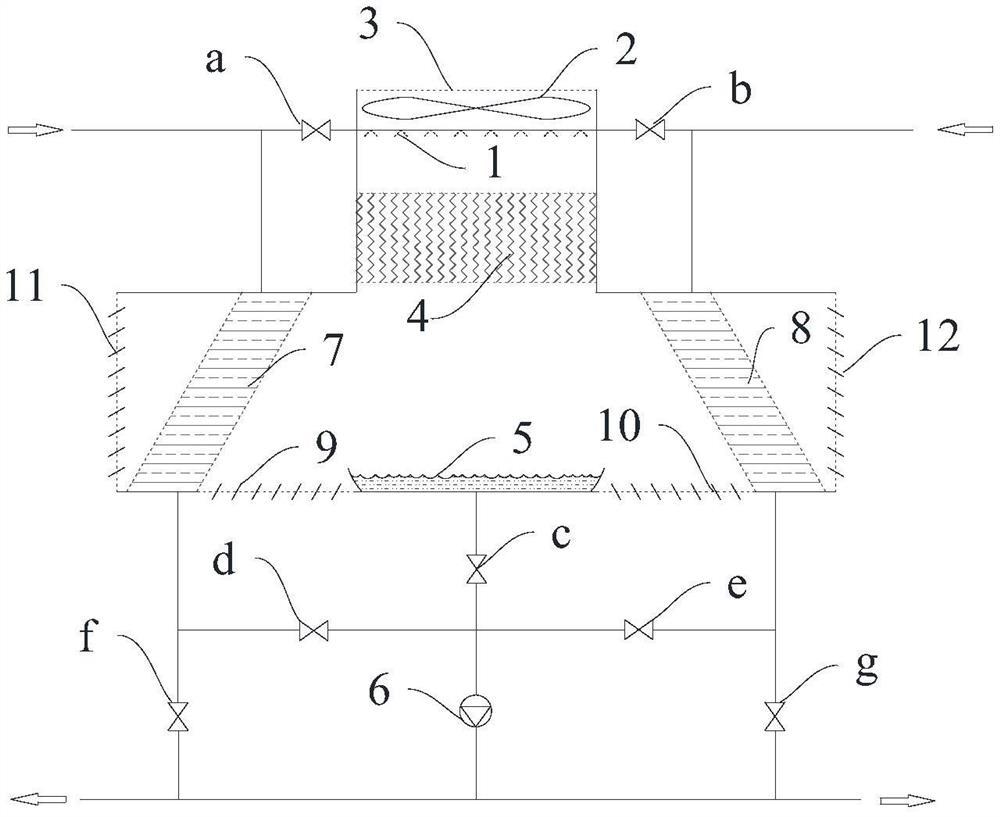
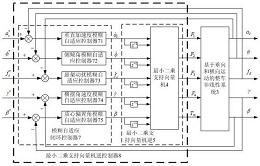
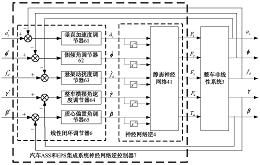
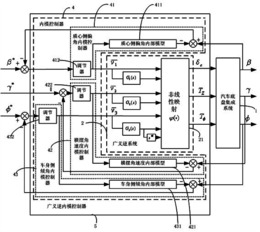
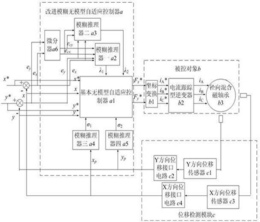
图1是本发明物料平衡智能控制系统控制框图。其中,1—规则库,2—专家系统,3—辩识器,4—监控系统,5—神经网络辩识器,6—混合料矿仓的传递函数f(ρ),7—过程II,8—控制器II,9—过程e-τsI,10—控制器I,11—分配比,12—配比系数。
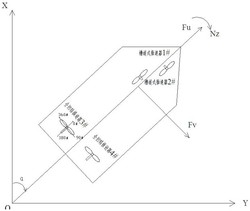
图2是本发明物料平衡智能控制系统下料量示意图。
图3是本发明物料平衡智能控制系统分配比计算框图。
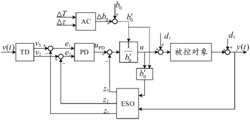
图4是本发明物料平衡智能控制系统负反馈解耦控制器框图。
图5是本发明物料平衡智能控制系统控制时间片划区图。其中,13—圆盘,14—配料区,15—第一集合点,16—混合区,17—一混,18—二混,19—第二集合点,20—上料区,20—混合料仓
图6是本发明物料平衡智能控制系统界面对话框图。
具体实施方式具体实施方式
下面根据附图详细说明本发明物料平衡智能控制系统的实施方案。
实施方案
物料平衡系统的一大特点是滞后性。由于存在滞后性,自动控制难度增大。在滞后16分钟远大于可调量3分钟的实际情况下,本发明采用经典控制和模糊控制相结合的方式,构成包括规则库1、专家系统2、辩识器3、监控系统4、神经网络辩识器5、混合料矿仓的传递函数f(ρ)6、过程II7、控制器II8、过程e-τsI9、控制器I10、分配比11和配比系数12,其中,经典控制实现自动配料和80台电气设备顺序控制;模糊控制则根据操作员经验形成相应隶属函数和控制规则,控制规则和隶属函数能根据过程的动态变化自适应优化。
本发明物料平衡智能控制系统的控制策略是:
WSHD=|LS-LP| (1-KB1)+KB1(Win-Wout)
式中:KB1为权系数
LS,LP分别料位计的设定值和测量值。
Wout是溜仓输出量
系统工作在变料状态和稳定运行状态。当系统需要改变配料比或需要换矿槽时,系统处于变料状态,系统自动控制的主控量为料位值,数据跟踪值为副控制量,即0<KB1<0.5;在稳定运行状态下,数据跟踪值为主控量,而料位值作为副控制量,即KB1>0.5。在溜仓出现棚料和塌料状况下,系统自动识别并自动切换为仿真控制方式。式中,
WSHD产生后,需作平滑处理和限幅处理,以保证系统波动不会太大。
WSHD作为串级控制的输出值,经配比系数和配合比处理作为自动配料闭环控制系统的设定值,从而达到全系统的自动控制。
为了实现自动配料系统七个方面的工艺控制,在自动配料闭环控制中,要使混合料矿槽料位的高度保持恒定,就必须使其进料量和出料量保持一致。其中,如果不考虑混合料在皮带传输过程中的损失,进料量应等于上料量。但是,在物料平衡系统中,进料量和出料量以每分钟经过的吨数作为单位。而上料量则以每小时的吨数作为单位。故进料量=(上料量/60)吨/分。由于影响因素太多,与进料量的计算相比,出料量计算更为复杂。如不考虑次要因素,其计算公式为:
出料量=机速×台车宽×料层厚度×对比重(混合料的密度)吨/分
公式以铺在烧结机台车上的混合料是一个前后左右厚度都一致的长方形,算出体积,再经过换算得出出料量。但实际情况并非如此,料层的厚度可通过3个指标调整:泥辊速比;五个辅门;主门。
在物料平衡工艺流程自动控制中,本发明利用INFI90系统的控制监视功能,对现场的圆盘、皮带秤进行动态测定,找出大致的机/电常数以及各圆盘间的滞后时间。整定皮带秤的各项运行参数,包括皮带秤的跑偏、下料闸门高度、皮带秤去皮重动态调零点、链码标定负荷率和量程值等问题,找出死区、重复性和线性度。同时将仪表盘上的隔离器、手操器和继电器盘上的继电器等与配料秤联调,从中找出比较平衡的零点值、量程值以及线性度;将手操器的输出参数与变频器参数联调,设置最小转速(15Hz),以保证变频器与普通电机间的正常运行。另外,由于七种原料的原始水分都不相同,水分采用两种方式送入INFI90控制监视系统,一是通过上位机网络经例外报告送入;一是由操作员在操作台上键入,其分配比设定程序框图如图3所示。分配比设定后,采用标准解耦PID控制策略,首先对配料秤的反馈值(瞬时称量值)进行移位平行处理,采样周期为1秒,配料秤的CPU的采样时间为0.5秒。移动平均值的选取以皮带秤的机/电常数为依据,大致在30~40之间。从移动平均处理的前后波形看,这样设置采样周期比较好地实现了对瞬时值的线性滤波作用。控制器是标准解耦PID控制策略,它具有先进的算法处理能力,同时提供了方便的操作处理手段。传递函数中一般可以忽略设定值变化的微分作用。离散化处理后,如图4负反馈解耦控制器所示。
由于控制器采用解耦PID控制策略,消除了比例、积分、微分环节相互影响,为参数的整定提供了便利条件。利用微分作用超前检测和补偿电子秤部分的机械和电气影响。将比例和积分通道作为控制系统的主通道。调试过程:首先用挂链码(用链码来动态模拟物料在皮带秤上的运行过程)来整定K值和Kp值,其参数大致为3∶1的关系。这样既保证了控制器有足够大的放大倍数,也可使系统稳态误差小,同时又保证了系统有足够大的稳定裕度。实物投料后,先对微分通道进行整定,合理调整KD/KI的值,使微分滤波器工作在低通带。在保证超前补偿低频信号影响的同时,又排除了高频信号的随机影响。KD/K调整结果A大致为1/150。接着调整KP和KI的比值,其积分部分为常规一阶积分系统。在保证系统稳定的前提下,KP值随着KI值的变化应适当大些。KI值允许范围较大,而KP值允许范围较小。表1是1号圆盘闭环控制系统的一组数据(设定值为120t/h)的响应特征。
表1闭环控制系统响应特性
控制中数据跟踪,必须确定设置时间片。控制时间片的划分主要取决于对象的滞后时间长短,如图6所示,ZH1和ZH2分别是第I集合点15和第II集合点19的水分总量;ZW1和ZW2分别是第I和第II集合点的总重量;ZW是上料的总重量。
配料区14:由于配料设备较多,较密,配料圆盘13间隙只有6米,配料皮带带速每秒1.2米,流量时间间隔为5秒。配料秤本主机采样周期0.5秒,所以配料区时间片的设置为0.5秒。
混合区16:混合区的主体设备是两台造球机、小球配料圆盘和电子秤。其中,配料总量经一混17和二混18加水和蒸汽混合造球,传输到混合料槽。料流速度较慢,滞后时间较长,添加物料不多,时间片可以相对取大,为8秒。
上料区20:上料区是一个大滞后环节,主体设备是胶带机,主要目的是输送混合料,其胶带机更长,该区时间片定为16秒。
配料区的数据跟踪过程是:在执行顺序起动时,1#圆盘先起动5秒种,配料秤主机每隔0.5秒将该值送入计算机的1#圆盘的跟踪区内;等到5秒钟后,2#圆盘起动,2#圆盘的第一个采样值放入2#圆盘的第一采样区,这样2#圆盘的第一个采样值就与1#圆盘的第一个采样值并行,再过0.5秒,2#圆盘的第二个采样值又与1#圆盘的第二采样值并行。依此类推,直至第16#圆盘起动时,即第80秒时,16#圆盘的第一个采样值与1#-15#圆盘的第一个采样值并行。这样就得到了配料区16个圆盘的各自的数据流,该数据流料头一致,从而保证了各种物料配比混合的要求。
在配料区后设置第一集合点的主要任务是:
时间片变更:由0.5秒变为8秒。
数据流的变更:配料区的数据是32个阵列,每台圆盘分别存贮两个阵列,一个阵列是水份,另一个阵列是物料重量。混合区只有两个阵列,一个是总水份,另一个是物料总重量。
在混合区和上料区间设置第二集合点的主要任务是:
时间片变更:由8秒变为16秒。
数据流的变更:数据阵列由2维变为1维,即叠加ZW2和ZH2为ZW。
接着,数字仿真。为实现自动控制进行的数字仿真中,数字仿真程序含配料区和混合上料区两个数据段,含有配料区、混合区和上料区三个子程序,配料区数据段定义了五个数组,WBF(1:16)代表16台配料秤的瞬时值,STA(1:16)表示16台配料圆盘是否运转,ATR(1:16,1:16)是数据流移动方阵,CHB1(1:3)和CHB2(1:4)分别表示两个焦炭仓的红外测水值和分析中心值。混合区数据所定义了HTR(1:2,1:31)二维数组,前者表示设备节点和时间片的二维数组,后者表示设备节点数组。配料区子程序PSA分两步完成读取称量值并传递跟踪区数组。第一步每隔0.5秒读取全部圆盘称量值,并加以累加,存入WBF数组内。第二步是将WBF的累
物料平衡智能控制系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0