






专利摘要
本发明公开了一种电脑刺绣成型鞋面的制作方法,包括电脑刺绣成型鞋面平面样板设计、电脑刺绣成型鞋面刺绣花样设计、电脑刺绣成型鞋面上机刺绣和电脑刺绣成型鞋面后期整理等步骤。该方法使用电脑缠绕刺绣机将包缠纱刺绣加工成一片式成型鞋面,无需裁剪缝合即一次成型,颠覆了传统的鞋面制造技术,生产过程环保省料,自动化程度高,生产出的鞋面具有轻薄透气、舒适合脚、可定制等特点。
权利要求
1.一种电脑刺绣成型鞋面的制作方法,其特征是:包括以下步骤,
S1、电脑刺绣成型鞋面平面样板设计:
采用贴楦展平法设计一定脚长的鞋面平面样板;
S2、电脑刺绣成型鞋面刺绣花样设计:
将步骤S1中设计的鞋面平面样板扫描保存为BMP或JPEG格式的图片,再将图片装入电脑刺绣花样设计软件,选用平针工具进行电脑刺绣成型鞋面刺绣花样设计;
S3、电脑刺绣成型鞋面上机刺绣:
利用电脑缠绕刺绣机使面线和底线将包缠纱按照步骤S2中设计的花样刺绣在热熔衬上形成鞋面,所述面线和底线形成锁式线迹;
S4、电脑刺绣成型鞋面后期整理:
使用热熔胶机对刺绣生产后的电脑刺绣成型鞋面进行热熔衬溶解和定型整理,溶解和定型温度为170-210℃,时间为8-13s。
2.根据权利要求1所述的一种电脑刺绣成型鞋面的制作方法,其特征是:所述面线的材质为涤纶丝。
3.根据权利要求1所述的一种电脑刺绣成型鞋面的制作方法,其特征是:所述底线的材质为涤纶丝。
4.根据权利要求1所述的一种电脑刺绣成型鞋面的制作方法,其特征是:所述包缠纱为涤纶包涤纶的包缠纱。
5.根据权利要求1所述的一种电脑刺绣成型鞋面的制作方法,其特征是:所述电脑缠绕刺绣机按锯齿绣针法使面线和底线将包缠纱刺绣在热熔衬上形成鞋面。
6.根据权利要求1所述的一种电脑刺绣成型鞋面的制作方法,其特征是:步骤S2中利用电脑刺绣花样设计软件设计的鞋面刺绣花样为至少三层结构的花样。
7.根据权利要求6所述的一种电脑刺绣成型鞋面的制作方法,其特征是:步骤S3中电脑缠绕刺绣机分层地将包缠纱刺绣在热熔衬上形成鞋面。
8.根据权利要求6所述的一种电脑刺绣成型鞋面的制作方法,其特征是:多层的包缠纱在电脑刺绣成型鞋面的表面形成图案。
9.根据权利要求1所述的一种电脑刺绣成型鞋面的制作方法,其特征是:使用热熔胶机对刺绣生产后的电脑刺绣成型鞋面进行溶解和定型温度为190℃,时间为10s。
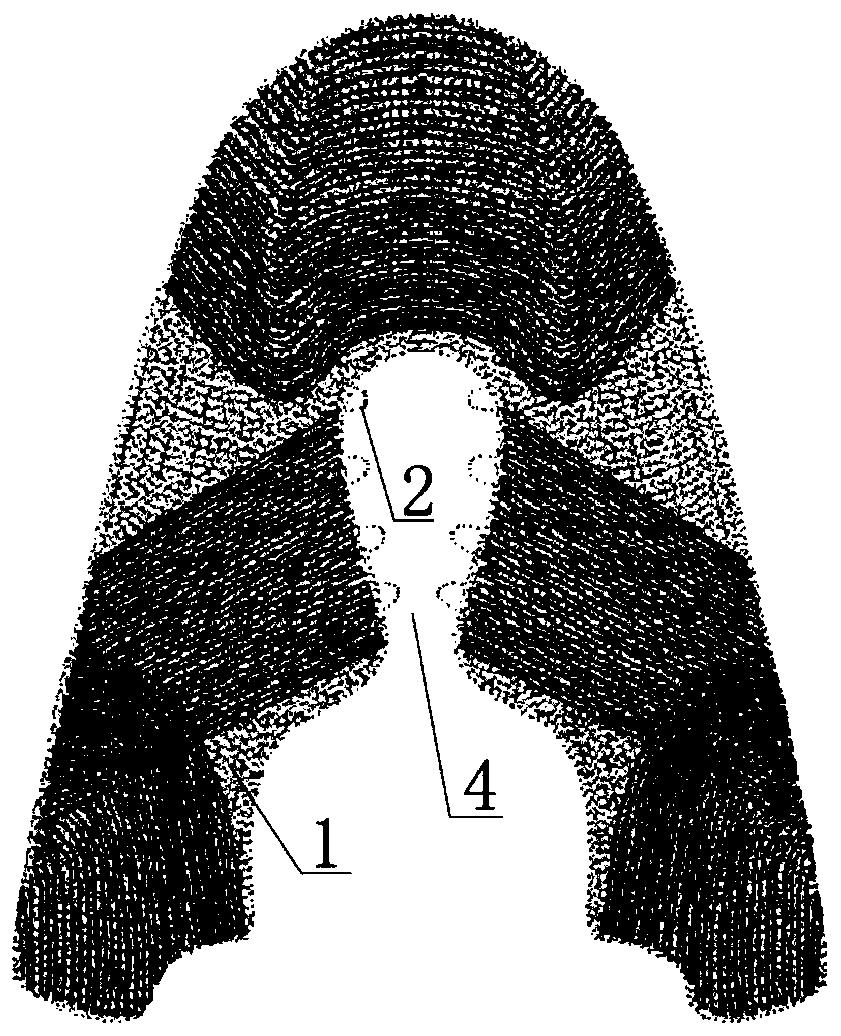
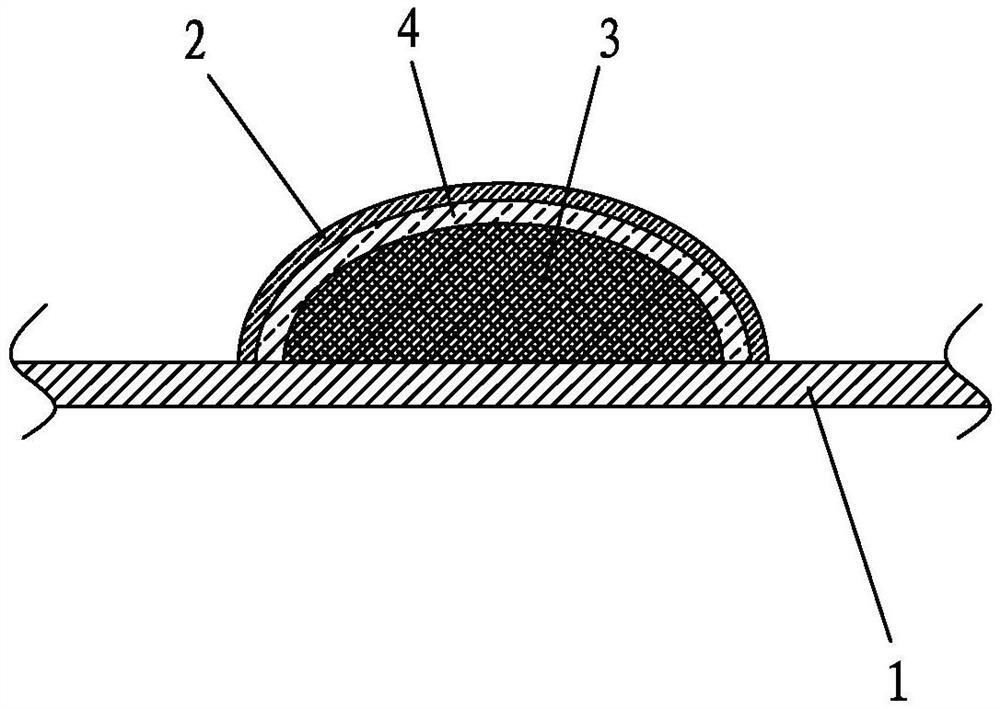
10.根据权利要求1所述的一种电脑刺绣成型鞋面的制作方法,其特征是:所述电脑刺绣成型鞋面的鞋面本体(1)外周缘设有外环圈(3),鞋面本体(1)的中部设有凹口(4),所述凹口(4)的内周缘设有内环圈(2)。
说明书
技术领域
本发明属于鞋子技术领域,具体地说,涉及一种电脑刺绣成型鞋面的制作方法。
背景技术
鞋主要有鞋面和鞋底两大部分组成。目前,休闲鞋的鞋面主要是皮、革、布等材料制成的,需要下料裁断和车帮缝制,无法一次成型,后期整理需要冲边、包边、拼接等复杂工序,并使用一些配件,浪费材料,整个生产过程中依赖大量人工。此外,皮、革鞋面透气性差,而且产品污染较大。
因为要经过浸水、脱脂、脱毛浸灰、脱灰、软化、浸酸、鞣制、中和、复鞣、染色加脂等工段,工序繁多,使用化工材料繁杂,因此制革废水中部分污染物指标如COD、硫化物、氨氮的浓度都较高。而且制革生产只有约30%的原料皮转变成成品,其余大部分都成为固体废弃物,同时还产生了硫化氢、氨气、铬酸气和挥发性有机溶剂等的气体污染。根据有关部门统计,我国每年排放的制革废水中,含有硫化物1.7-1.8万吨,红矾1.9-2.0万吨,悬浮物25-27万吨,化学耗氧量18-19万吨,生化耗氧量9-10万吨,污泥100万吨。
与此同时,传统制鞋厂的从业人员生产中会接触许多有毒有害化学原料,主要有汞、正己烷、二氯乙烷、二甲苯、盐酸、硫化氢、硫酸二甲酯、二氧化氯等。这些具有刺激性气味的化学原料,一旦导致人们中毒,会出现呼吸道疾病症状,有些还会损害肾脏功能,严重的造成失明。
另一方面,随着人类生活水平的提高,人们对绣花图案“美学”的要求也越来越高,人们在生活中不再满足仅有的简单、单调的图案,而是越来越追求工艺品一般的绚丽图案,单个绣品所包含的颜色种类越来越丰富,绣品的绣幅面积也越来越大。电脑缠绕刺绣机作为当代最先进的刺绣机械,它能使传统的手工刺绣得到高速度、高效率的实现。
发明内容
针对现有技术中上述的不足,本发明提供一种电脑刺绣成型鞋面的制作方法,利用电脑缠绕刺绣机将包缠纱刺绣加工成一片式成型鞋面,无需裁剪缝合即可一次成型,生产出的鞋面轻薄透气,也避免鞋业从业人员接触有害物质。
为了达到上述目的,本发明采用的解决方案是:一种电脑刺绣成型鞋面的制作方法,包括以下步骤,
S1、电脑刺绣成型鞋面平面样板设计:采用贴楦展平法设计一定脚长的鞋面平面样板;
S2、电脑刺绣成型鞋面刺绣花样设计:将步骤S1中设计的鞋面平面样板扫描保存为BMP或JPEG格式的图片,再将图片装入电脑刺绣花样设计软件,选用平针工具进行电脑刺绣成型鞋面刺绣花样设计;
S3、电脑刺绣成型鞋面上机刺绣:利用电脑缠绕刺绣机使面线和底线将包缠纱按照步骤S2中设计的花样刺绣在热熔衬上形成鞋面,所述面线和底线形成锁式线迹;
S4、电脑刺绣成型鞋面后期整理:使用热熔胶机对刺绣生产后的电脑刺绣成型鞋面进行热熔衬溶解和定型整理,溶解和定型温度为170-210℃,时间为8-13s。
进一步地,所述面线的材质为涤纶丝。
进一步地,所述底线的材质为涤纶丝。
进一步地,所述包缠纱为涤纶包涤纶的包缠纱。
进一步地,所述电脑缠绕刺绣机按锯齿绣针法使面线和底线将包缠纱刺绣在热熔衬上形成鞋面。
进一步地,步骤S2中利用电脑刺绣花样设计软件设计的鞋面刺绣花样为至少三层结构的花样。
进一步地,步骤S3中电脑缠绕刺绣机分层地将包缠纱刺绣在热熔衬上形成鞋面。
进一步地,使用热熔胶机对刺绣生产后的电脑刺绣成型鞋面进行溶解和定型温度为190℃,时间为10s。
进一步地,所述电脑刺绣成型鞋面的鞋面本体外周缘设有外环圈,鞋面本体的中部设有凹口,所述凹口的内周缘设有内环圈。
本发明的有益效果是:
(1)电脑刺绣成型鞋面使用电脑缠绕刺绣机将包缠纱刺绣加工成一片式成型鞋面,无需裁剪缝合即一次成型,颠覆了传统的鞋面制造技术,自动化程度高,生产速度快;
(2)所用生产原料没有皮、革等材料,生产过程中不产生废水和固体废物,对环境友好;
(3)鞋面制造过程中使用配件少,几乎不会产生边角料,资源利用率高,环保省料;
(4)鞋面后期整理没有冲边、包边、拼接等复杂工序,相比传统制鞋技术生产工程量小,制造成本低;
(5)电脑缠绕刺绣机通过层层叠加的方式制造多层鞋面,一方面能提高鞋面的耐磨、耐拉和耐折度性能,延长鞋面的使用寿命,另一方面,可以选择不同颜色的包缠纱,多层不同色的包缠纱可以刺绣成一些漂亮的图案花纹,提升鞋面的美观程度和视觉效果;
(6)所述面线和底线形成锁式线迹,所用面线和底线的材质均为涤纶丝,包缠纱为涤纶包涤纶的包缠纱,鞋面结构紧密,不易开线;
(7)鞋面本体外周缘设有外环圈,生产鞋子成品时外环圈既可以被粘接在鞋底和鞋面本体之间的缝隙中,也可以嵌入鞋底内,极大地增强了鞋面本体与鞋底之间连接处的牢固程度,防止鞋面本体和鞋底之间的连接处产生开口;
(8)生产出的鞋面具有轻薄透气、舒适合脚、可定制等特点。
附图说明
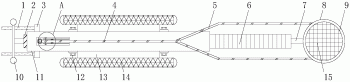
图1为本发明的结构示意图;
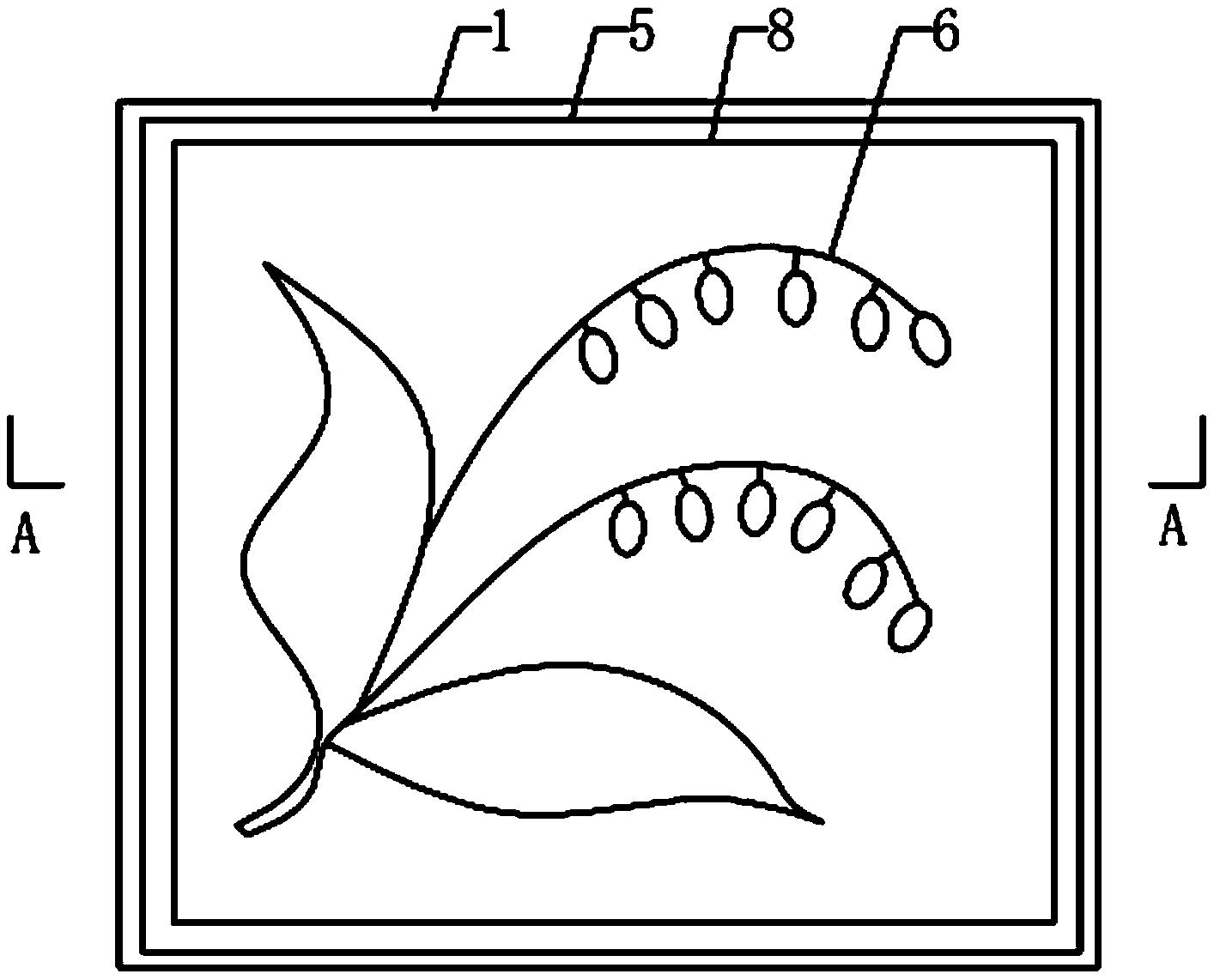
图2为本发明设置外环圈时的结构示意图;
附图中:
1-鞋面本体,2-内环圈,3-外环圈,4-凹口。
具体实施方式
以下结合附图和实施例对本发明作进一步描述:一种电脑刺绣成型鞋面的制作方法,它包括以下步骤,
第一步,电脑刺绣成型鞋面平面样板设计:采用贴楦展平法设计一定脚长的鞋面平面样板。具体地,贴楦展平法是将美纹纸平服地贴在鞋楦的表面,画出帮样线后,将所贴美纹纸剥下并展平得到展平样板。
第二步,电脑刺绣成型鞋面刺绣花样设计:将第一步中设计的鞋面平面样板扫描保存为BMP或JPEG格式的图片,再将图片装入电脑刺绣花样设计软件,选用平针工具进行电脑刺绣成型鞋面刺绣花样设计,设计出至少三层结构的包缠纱花样。在鞋面经常被磨损和受到较大拉力的地方适当增加包缠纱结构层数,能显著提高鞋面的耐磨、拉力和耐折度等性能指标,以延长鞋面的使用寿命。另一方面,可以选择不同颜色的包缠纱,多层不同色的包缠纱可以刺绣成一些漂亮的图案花纹,提升鞋面的美观程度和视觉效果。所用的设计软件可以是田岛电脑刺绣花样设计软件、威尔克姆电脑刺绣花样设计软件、富怡电脑刺绣花样设计软件等等。
第三步,电脑刺绣成型鞋面上机刺绣:利用电脑缠绕刺绣机使面线和底线按锯齿绣针法将包缠纱刺绣在热熔衬上形成鞋面。实际生产时,可以进行多次绣制,第一次绣制完成鞋面整体基础。根据图案要求进行第二次绣制,通过第二次绣制与第一次绣制的鞋面叠加,得到重叠层的视觉状态。必要时,还会根据图案要求进行第三次绣制,第三次绣制可以在第一次绣制或第二次绣制后的鞋面上进行,也可以同时在第一次绣制和第二次绣制的鞋面上进行。通过不同的几次绣制完成一层绣制面、二层绣制面、或三层绣制面,这些绣制面的层数不同,形成不同的视觉效果,进而形成图案。除了通过不同的叠加层控制视觉效果之外,还可以通过不同的绣迹走向,也就是绣针在绣制的时候,绣针运动轨迹,形成不同的视觉效果,从而形成图案。所述面线和底线形成锁式线迹,所用面线和底线的材质均为涤纶丝,包缠纱为涤纶包涤纶的包缠纱,鞋面不易开线。
第四步,电脑刺绣成型鞋面后期整理:使用热熔胶机对刺绣生产后的电脑刺绣成型鞋面进行热熔衬溶解和定型整理,溶解和定型同时在热熔机中进行,溶解和定型温度为170-210℃,时间为8-13s。为达到最佳效果,作为优选的,使用热熔胶机对刺绣生产后的电脑刺绣成型鞋面进行溶解和定型温度为190℃,时间为10s。
作为进一步改进,在电脑刺绣成型鞋面的鞋面本体1外周缘设有外环圈3,鞋面本体1的中部设有凹口4,所述凹口4的内周缘设有内环圈2。在制作鞋子成品时,内环圈2作为连接鞋底的套环,外环圈3既可以被粘接在鞋底和鞋面本体1之间的缝隙中,也可以嵌入鞋底内,极大地增强了鞋面本体1与鞋底之间连接处的牢固程度,提升鞋子使用寿命。
实施例1:
如图1所示,在鞋面本体1的头部、中部和尾部均刺绣两层包缠纱,刺绣在头部的第二层包缠纱整体呈现为弓形,线迹为波浪线形;刺绣在鞋面中部的第二层包缠纱整体接近平行四边形,线迹为平行的直线;刺绣在鞋面尾部的第二层包缠纱整体接近半圆形,线迹为圆弧线形。刺绣在鞋面中部的第二层包缠纱部分刺绣在尾部第二层包缠纱上形成第三层包缠纱,所述第三层包缠纱在视觉上呈现为扇形图案。
实施例2:
如图2所示,该鞋面本体1的凹口4内周缘设有用于系鞋带的内环圈2,在实施例1的基础上,鞋面本体1的外周缘设置了外环圈3,所述外环圈3与鞋面本体1是连为一体的。在制作鞋子成品时,可以将外环圈3嵌入鞋底中,外环圈3作为设置在鞋面与鞋底之间的加强筋,可以分散鞋子使用过程中鞋面与鞋底之间连接处所受的拉力,避免开口。测试结果表明,增设外环圈3后鞋面与鞋底之间所能承受的最大拉力提高了40-70%。
实施例3:
选用涤纶材质的面线和底线、涤纶包涤纶材质的包缠纱作为生产材料,利用电脑缠绕刺绣机按锯齿绣针法使面线和底线将包缠纱刺绣在热熔衬上形成鞋面,所述鞋面的刺绣层数、图案和线迹如图2所示。将刺绣完成后的鞋面放入热熔胶机进行溶解和定型,结果表明,当温度设置为200℃时,热熔衬在接近9s时完全溶解。取出鞋面后,其空间结构稳定,各项指标均符合生产标准。
以上所述实施例仅表达了本发明的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
一种电脑刺绣成型鞋面的制作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0