








专利摘要
本发明属于复杂截面回转体的金属薄壁零件加工工艺领域,具体为一种金属密封套筒的加工方法。首先运用高速热挤压工艺制坯,然后通过楔横轧挤压制成回转体零件的外部轮廓部分,最后通过液压胀形工艺来保证薄壁部分的成形需求。其中,采用高速热挤压和楔横轧的工艺能够提高金属的变形能力,制品的表面质量更高,力学性能更好,比传统的工艺相比不仅效率提高,产品质量也提高。而液压胀形工艺与普通的机加工艺相比,又具有加工工序少,成形精度高,节约材料,零件力学性能好等优势。
权利要求
1.一种金属密封套筒的加工方法,其特征在于,按照以下步骤实施:
①通过高速热挤压工艺制坯;
②采用楔横轧的工艺挤压制成金属密封套筒的外部轮廓部分;
③采用液压胀形的工艺对金属密封套筒的拱形薄壁进行加工。
2.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤①中高速热挤压的原料为316L不锈钢管坯、304L不锈钢管坯或镍钛合金管坯。
3.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤①中不锈钢管坯挤压的温度为1100℃~1250℃,镍钛合金管坯挤压温度为800℃~950℃。
4.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤①中挤压速度为100mm/s~120mm/s。
5.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤①中挤压模具型腔高度为40mm~50mm,型腔曲线为三次曲线。
6.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤②中楔横轧的轧制速度为10mm/s~20mm/s。
7.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤②中不锈钢管坯楔横轧的轧制温度为900℃~1100℃,镍钛合金管坯的轧制温度为700℃~900℃。
8.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤②中楔横轧的成形角为35°~45°,楔横轧的展宽角为4°~7°,楔横轧的断面收缩率为35%~45%。
9.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤③中液压胀形的加载方式为0~250MPa的线性加载。
10.根据权利要求书1所述的金属密封套筒的加工方法,其特征在于,步骤③中液压胀形的轴向进给量为20mm~30mm。
说明书
技术领域
本发明属于复杂截面回转体的金属薄壁零件加工工艺领域,具体为一种金属密封套筒的加工方法。
背景技术
随着现在石油消耗的量越来越大,浅层石油的可开采量越来越少,所以现在的趋势是加大开采深度,但随着开采深度的增加,井下的工况也变得越来越苛刻,深度每增加100m,温度升高3℃,压力也越来越大,所以作为非金属密封材料的橡胶,更容易发生损坏,也直接关系到一口井的采油成败。
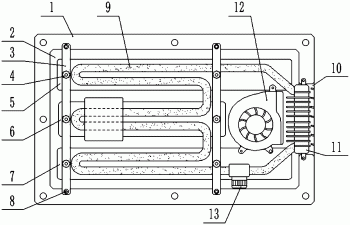
为此,作为金属密封的替代技术变得越来越急迫。针对图1所示的金属密封套筒形状,传统的机加工艺是:首先需要对不锈钢棒料进行钻通孔,然后再数控车出零件的外形。因为其中的沟槽较多,而其中的拱形薄壁部分刚性差,在加工过程中受到夹紧力、切削力、切削热和残余应力等因素的作用极易产生变形。所以,传统机加工艺的成形精度低,材料利用率低、效率低、成品率低的缺点显著,这样金属密封套筒的加工成本过高,成品合格率低,不能满足石油井下金属密封套筒的大量需求。
发明内容
本发明的目的在于提供一种金属密封套筒的加工方法,为了降低金属密封套筒的加工成本,提高材料的利用率和生产效率,保证密封套筒的成形精度、表面质量和力学性能。
本发明的技术方案如下:
一种金属密封套筒的加工方法,按照以下步骤实施:
①通过高速热挤压工艺制坯;
②采用楔横轧的工艺挤压制成金属密封套筒的外部轮廓部分;
③采用液压胀形的工艺对金属密封套筒的拱形薄壁进行加工。
所述的金属密封套筒的加工方法,步骤①中高速热挤压的原料为316L不锈钢管坯、304L不锈钢管坯或镍钛合金管坯。
所述的金属密封套筒的加工方法,步骤①中不锈钢管坯挤压的温度为1100℃~1250℃,镍钛合金管坯挤压温度为800℃~950℃。
所述的金属密封套筒的加工方法,步骤①中挤压速度为100mm/s~120mm/s。
所述的金属密封套筒的加工方法,步骤①中挤压模具型腔高度为40mm~50mm,型腔曲线为三次曲线。
所述的金属密封套筒的加工方法,步骤②中楔横轧的轧制速度为10mm/s~20mm/s。
所述的金属密封套筒的加工方法,步骤②中不锈钢管坯楔横轧的轧制温度为900℃~1100℃,镍钛合金管坯的轧制温度为700℃~900℃。
所述的金属密封套筒的加工方法,步骤②中楔横轧的成形角为35°~45°,楔横轧的展宽角为4°~7°,楔横轧的断面收缩率为35%~45%。
所述的金属密封套筒的加工方法,步骤③中液压胀形的加载方式为0~250MPa的线性加载。
所述的金属密封套筒的加工方法,步骤③中液压胀形的轴向进给量为20mm~30mm。
本发明的优点及有益效果是:
本发明为复杂截面回转体的金属薄壁零件的高效率加工工艺,将金属热挤压制坯、楔横扎滚压和液压胀形的合理搭配,首先运用高速热挤压工艺制坯,然后通过楔横轧挤压制成回转体零件的外部轮廓部分,最后通过液压胀形工艺来保证薄壁部分的成形需求。其中,采用高速热挤压和楔横轧的工艺能够提高金属的变形能力,制品的表面质量更高,力学性能更好,比传统的工艺相比不仅效率提高,产品质量也提高。而液压胀形工艺与普通的机加工艺相比,又具有加工工序少,成形精度高,节约材料,零件力学性能好等优势。
附图说明
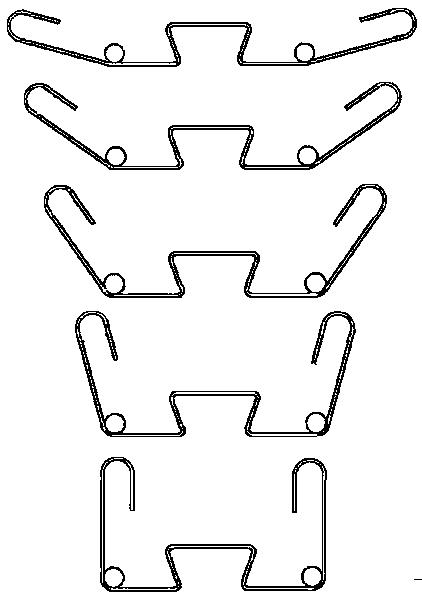
图1是本发明实施过程中被加工零件金属密封套筒的二维结构图。图中,1管坯;2薄壁弧形部分;3外部轮廓部分。
图2是高速热挤压工艺的原理示意图。图中,1管坯;4挤压杆;5芯棒;6挤压垫;7挤压筒;8挤压模。
图3(a)-(b)是楔横轧工艺的原理示意图。其中,图3(a)为主视图;图3(b)为立体图。图中,1管坯;9楔形模块;10导板;15轧辊。
图4是液压胀形工艺的原理示意图。其中,(a)胀形前示意图;(b)胀形后示意图。图中,1管坯;11上模;12下模;13冲头Ⅰ;14冲头Ⅱ。
具体实施方式
下面,结合附图和实施例对本发明进行详细说明。
如图1所示,金属密封套筒主要包括:管坯1、薄壁弧形部分2、外部轮廓部分3,管坯1中间为薄壁弧形部分2,管坯1上的薄壁弧形部分2两侧分别为外部轮廓部分3。
在具体实施方式中,金属密封套筒的加工方法如下:
1.如图2所示,通过高速热挤压制坯,该生产方法所采用的原材料为316L不锈钢管坯、304L不锈钢管坯或镍钛合金管坯,不锈钢管坯的热挤压温度为1110℃~1250℃,镍钛合金管坯的挤压温度为800℃~950℃,挤压速度为100mm/s~120mm/s,模具型腔高度为40mm~50mm,型腔轮廓采用三元三次方程在空间中表达的曲线形状(三次曲线),最后得到金属密封套筒的管坯1(图1),这样得到的管坯不仅节约材料,效率高,而且管坯的力学性能更好,表面质量更好。
2.如图3(a)-(b)所示,采用楔横轧滚压的工艺制成金属密封套筒的外部轮廓部分,该生产方法为步骤1的后续工艺,轧制速度为10mm/s~20mm/s,不锈钢管坯的轧制温度900℃~1100℃,镍钛合金管坯的轧制温度为700℃~900℃,成形角35°~45°,展宽角4°~7°,断面收缩率35%~45%,得到金属密封套筒的外部轮廓部分3(图1)。楔横轧工艺效率更高,加工之后的零件力学性能更好,表面质量提高。
3.如图4所示,采用液压胀形的工艺胀出金属密封套筒的薄壁弧形部分2(图1)。该生产方法为步骤2的后续工艺,内压加载方式为0~250MPa的线性加载方式,轴向进给量为20mm~30mm。该工艺比传统的机加工艺相比,更能保证成形精度,表面质量更好,效率更高。
实施例1
本实施例中,制备金属密封套筒的步骤如下:
步骤1,采用高速热挤压工艺制管坯
如图2所示,将温度高于材料再结晶温度的坯料置于挤压筒7、挤压模8和挤压杆4组成的密闭容器内,挤压杆4于挤压筒7内与挤压模8相对应,挤压杆4与挤压模8相对应的一端设置挤压垫6,挤压杆4中心设置芯棒5。由挤压杆4施加挤压力迫使金属从挤压模8的孔中流出,从而得到金属密封套筒的管坯1。该生产方法所采用的原材料为316L不锈钢管坯,变形温度为1110℃,挤压速度为100mm/s,模具型腔高度为50mm,型腔轮廓采用三元三次方程在空间中表达的曲线形状。
步骤2,针对步骤1制成的管坯采用楔横轧工艺
如图3(a)-(b)所示,两个装有楔形模块9的轧辊15,以相同方向旋转,带动圆形管坯1沿相反方向旋转,管坯1两侧设置导板10,保证管坯1的位移约束,管坯1在楔形模块9的作用下,径向压缩、轴向延伸,从而使轧制的零件形状和模具底部型槽的形状一致,从而得到金属密封套筒的外部轮廓部分3,轧制速度为15mm/s,轧制温度950℃,成形角40°,展宽角6°,断面收缩率40%。
步骤3,针对步骤2制成完整外部轮廓部分3的金属密封套筒进行液压胀形工艺
如图4所示,将液体介质充入步骤2完成后的管坯1内部产生超高压,由管坯1两端的轴向冲头(冲头Ⅰ13、冲头Ⅱ14)对管坯1的两端密封,并且施加轴向推力进行补料,两者配合作用使管坯1产生塑性变形,最终与模具型腔(上模11、下模12)内壁贴合,得到金属密封套筒的薄壁弧形部分2,即形状与精度均符合技术要求的中空零件。液压加载方式为0~200MPa的线性加载方式,轴向进给量为20mm,最后得到金属密封套筒的最终成品。
实施例2
本实施例中,制备金属密封套筒的步骤如下:
步骤1,采用高速热挤压制坯,工艺流程同实施例1中的步骤1,管坯原料为镍钛合金管坯,热挤压温度为900℃,挤压速度为100mm/s,模具型腔高度为50mm,型腔轮廓采用三元三次方程在空间中表达的曲线形状。
步骤2,采用楔横轧工艺加工密封套筒的外部轮廓部分,工艺流程同实施例1中的步骤2,轧制速度为10mm/s,轧制温度为850℃,成形角为40°,展宽角6°,断面收缩率40%。
步骤3,采用液压胀形工艺加工密封套筒的弧形薄壁,工艺流程同实施例1中的步骤3,液压加载方式为0~250MPa的线性加载方式,轴向进给量为30mm,最后得到金属密封套筒的最终成品。
一种金属密封套筒的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0