






专利摘要
本发明涉及一种环形热电发电器件的制备方法,包括:在p型热电元件和n型热电元件的两个端面涂覆助焊剂用于粘结焊片;将环形托盘放置在凸形底座上后,再将内环电极分布在环形托盘上并紧靠所述凸形底座的凸台;将p型热电元件和n型热电元件的一个端面按p型热电元件、n型热电元件交替环绕紧靠所述内环电极;将外环电极紧靠p型热电元件和n型热电元件的另一端面并与内环电极错位放置;将夹紧环从凸台底座的边缘推向外环电极,使夹紧环压紧所述外环电极、p型热电元件和n型热电元件、以及内环电极,完成环形热电发电器件的组装;加热焊片,得到所述环形热电发电器件。
权利要求
1.一种环形热电发电器件的制备方法,其特征在于,包括:
在p型热电元件和n型热电元件的两个端面涂覆助焊剂用于粘结焊片;
将环形托盘放置在凸形底座上后,再将内环电极分布在环形托盘上并紧靠所述凸形底座的凸台;
将p型热电元件和n型热电元件的一个端面按p型热电元件、n型热电元件交替环绕紧靠所述内环电极;
将外环电极紧靠p型热电元件和n型热电元件的另一端面并与内环电极错位放置;
将夹紧环从凸台底座的边缘推向外环电极,使夹紧环压紧所述外环电极、p型热电元件和n型热电元件、以及内环电极,完成环形热电发电器件的组装;
加热焊片,得到所述环形热电发电器件。
2.根据权利要求1所述的制备方法,其特征在于,所述p型热电元件和n型热电元件的材料为碲化铋基热电材料、碲化铅基热电材料、过渡金属氧化物热电材料、半哈斯勒热电材料、方钴矿基热电材料、锗硅基热电材料、铜基化合物热电材料中的至少一种。
3.根据权利要求1或2所述的制备方法,其特征在于,所述p型热电元件和n型热电元件的结构为正方体、长方体或者斜方体,所述斜方体的倾斜角度由热源的锥度决定;所述p型热电元件和n型热电元件的尺寸为长×宽×高=(3~5mm)×(3~5mm)×(2~5mm)。
4.根据权利要求1-3中任一项所述的制备方法,其特征在于,所述内环电极在沿p型热电元件和n型热电元件之间中线的方向上的折角为150~175度,所述外环电极在沿p型热电元件和n型热电元件之间中线的方向上的折角为150~175度。
5.根据权利要求1-4中任一项所述的制备方法,其特征在于,所述焊片的材料为锡、金、银、铜、镍、钛中的任一种单质或任意两种的合金,所述焊片的厚度为50~150μm。
6.根据权利要求1-5中任一项所述的制备方法,其特征在于,在涂覆助焊剂之前,在p型热电元件和n型热电元件的两个端面制备阻挡层,所述阻挡层的材料为Ni、Fe、Ti、Mo和Nb及其合金中的至少一种,厚度为20~150μm。
7.根据权利要求1-6中任一项所述的制备方法,其特征在于,所述内环电极和外环电极的材料选自铜、铁、镍、铬、钴、钛、钼、钨、铌单质及其合金中的至少一种。
8.根据权利要求1-7中任一项所述的制备方法,其特征在于,将压环放置在所述夹紧环上,利用压环的重力使所述夹紧环压紧所述外环电极、p型热电元件和n型热电元件、以及内环电极。
9.根据权利要求1-8中任一项所述的制备方法,其特征在于,所述加热的方式为电阻加热或感应加热。
10.根据权利要求1-9中任一项所述的制备方法,其特征在于,所述夹紧环的外环上部有倒角,角度为25~75°;优选地,所述夹紧环分为3~8瓣。
说明书
技术领域
本发明涉及一种非平面热源热电发电器件的制备方法,具体涉及一种环形热电发电器件的制备方法,属于温差发电技术领域。
背景技术
温差发电技术利用半导体材料的赛贝克效应直接将热能转换为电能,具有系统体积小、结构紧凑、无活动部件、免维护、无噪音、无排放、可靠性高及寿命长等特点,在深空探测电源及特种军用电源上获得了重要应用,在太阳能光电-热电复合发电、工业余废热——特别是汽车尾气废热回收温差发电方面具有广阔的应用前景和潜在的经济社会效益,有可能成为当今世界能源危机解决方案的重要组成部分(T.M.Tritt,Thermoelectricmaterials-Holey and unholey semiconductors,Science 283:804,1999)。
热电器件是温差发电系统的关键部件,通常由多个p型热电元件、n型半导体热电元件构成。由于单个热电元件的输出电压低,为了获得足够高的电压以便于实际使用,往往利用金属或合金电极将一个p型热电元件和一个n型热电元件连接成热电单偶(或者叫π形热电元件),再将多个热电单偶按照导电串联、导热并联的结构连接起来组成热电器件。
常见的热电器件为由多对π形热电元件组成的平面结构,参见图1中(a)所示。在该结构中,p型和n型热电元件以导电串联和导热并联的方式集成在电绝缘而热传导良好的平行的陶瓷板间,这种结构的热电器件适用于平面热源,即热流方向垂直于陶瓷板。
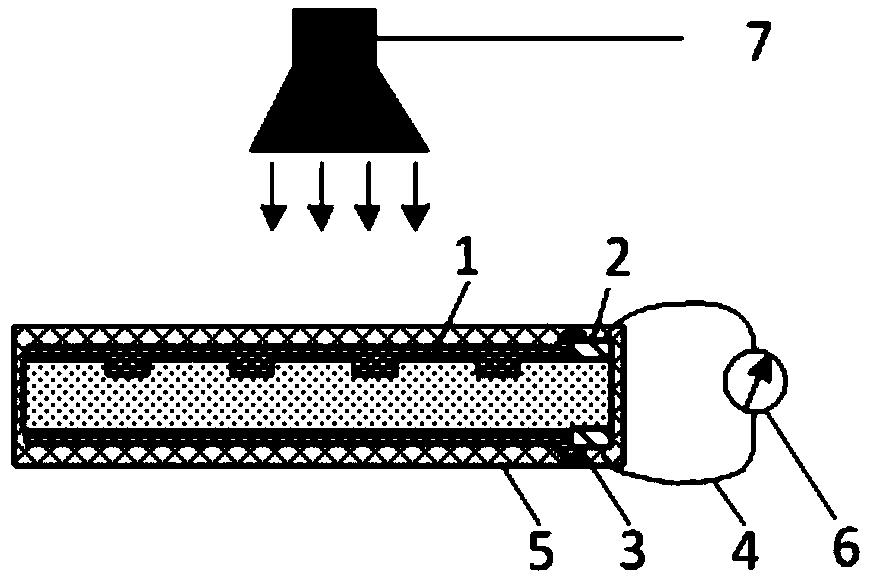
但是,当热源为非平面时,这种传统的平板式模块热电器件就不再适用,例如汽车、飞行器尾气排放管道等,其圆弧形表面不仅不利于平板式模块器件的安装,更不利于热量向热电器件传输以建立温差,对热电器件的热电转换效率造成极大的影响。针对这个问题,专利US2012/0174567A1、CN201420052870、CN201410846352、CN201410846295、CN201410626515、CN201410626099、CN201410039382和CN201420052870等公开了以环形热电器件集成的热电发电器结构(图1中(b)所示),依据设计结构不同,热源可以从径向和轴向与热电元件进行热交换,与传统由π型器件集成的发电器相比,明显提高了热交换效率。
尽管现有环形热电器件的概念很好的满足了尾气排放管道的应用要求,但是其实际应用依然存在一些问题。现有环形热电器件能够适合于直径较小的管状热源,而当热源直径较大时,大尺寸块体的热电材料制备技术、元件加工技术和器件集成技术等制约了其实际应用。对于那些直径足够大而又允许进行改进设计的热源,可以沿热源圆周设计加工平面采用平板热电器件进行热量回收发电;但是,对于那些空间有限而又不允许改进设计的热源,如无人机尾喷管的废热,特别是当尾喷管部分为锥形结构时(图2),现有的平板热电器件和环形热电器件都不能有效地进行尾气废热回收温差发电,需要研发新型结构的热电器件。虽然大量文献(US6005182、US6759586、US6563039、CN1585145、US6005182、US6759586、US2008/0023057、US2006/0017170、US6563039、CN101447548、JP11195817、CN201410039382、CN201410846295、CN201410626099、Semicond.Sci.Technol.22:880-883,2007(Min Gao,D.M.Rowe,Ring-structured thermoelectric module,SEMICONDUCTORSCIENCE AND TECHNOLOGY 22:880-883,2007))报道了平板/环形热电器件的制备方法,但是现有热电器件的制备技术都不能很好的用来制备适合上述复杂热源废热回收利用的环形热电发电器件,需要发展新的环形热电发电器件制备技术。
发明内容
为解决复杂热源废热回收热电发电器件制备的问题,本发明提供了一种环形热电发电器件的制备方法,包括:
在p型热电元件和n型热电元件的两个端面涂覆助焊剂用于粘结焊片;
将环形托盘放置在凸形底座上后,再将内环电极分布在环形托盘上并紧靠所述凸形底座的凸台;
将p型热电元件和n型热电元件的一个端面按p型热电元件、n型热电元件交替紧靠所述内环电极;
将外环电极紧靠p型热电元件和n型热电元件的另一端面并与内环电极错位放置;
将夹紧环从凸台底座的边缘推向外环电极,使夹紧环压紧所述外环电极、p型热电元件和n型热电元件、以及内环电极,完成环形热电发电器件的组装;
加热焊片,得到所述环形热电发电器件。
较佳地,所述p型热电元件和n型热电元件的材料为碲化铋基热电材料、碲化铅基热电材料、过渡金属氧化物热电材料、半哈斯勒热电材料、方钴矿基热电材料、锗硅基热电材料、铜基化合物热电材料中的至少一种。
较佳地,所述p型热电元件和n型热电元件的结构为正方体、长方体、或斜方体,所述斜方体的倾斜角度由热源的锥度决定;所述p型热电元件和n型热电元件的尺寸为长×宽×高=(3~5mm)×(3~5mm)×(2~5mm)。
较佳地,所述内环电极的折角为150~175度,所述外环电极的折角为150~175度。
较佳地,所述焊片的材料为锡、金、银、铜、镍、钛及其合金中的一种,所述焊片的厚度为50~150μm。
较佳地,在涂覆助焊剂之前,在p型热电元件和n型热电元件的两个端面制备阻挡层,所述阻挡层的材料为Ni、Fe、Ti、Mo和Nb及其合金中的至少一种,厚度为20~150μm。
较佳地,所述内环电极和外环电极的材料选自铜、铁、镍、铬、钴、钛、钼、钨、铌单质及其合金中的至少一种。
较佳地,将压环放置在所述夹紧环上,利用压环的重力使所述夹紧环压紧所述外环电极、p型热电元件和n型热电元件、以及内环电极。
较佳地,所述加热的方式为电阻加热或感应加热。
另一方面,本发明中,较佳地,所述夹紧环的外环上部有倒角,角度为25~75°;优选地,所述夹紧环分为3~8瓣。
在本公开中,利用多个p型、n型热电元件环绕非平面热源,以小平面贴合大平面,便于热量的传输与器件的安置,可根据热源直径尺寸大小的不同而调节环形器件热电对数目,或改变其热电元件截面尺寸,从而满足实际应用的需求,提高器件的发电效率与输出功率密度。而且,本发明选用特殊的模具制备环形热电发电器件,其制备方法简单,可大规模用于环形热电发电器件的制备,以有效地回收特殊结构热源的废热进行温差发电,提高能源的利用率。
附图说明
图1为现有技术的平板型热电器件(a)和环型热电器件(b);
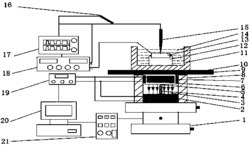
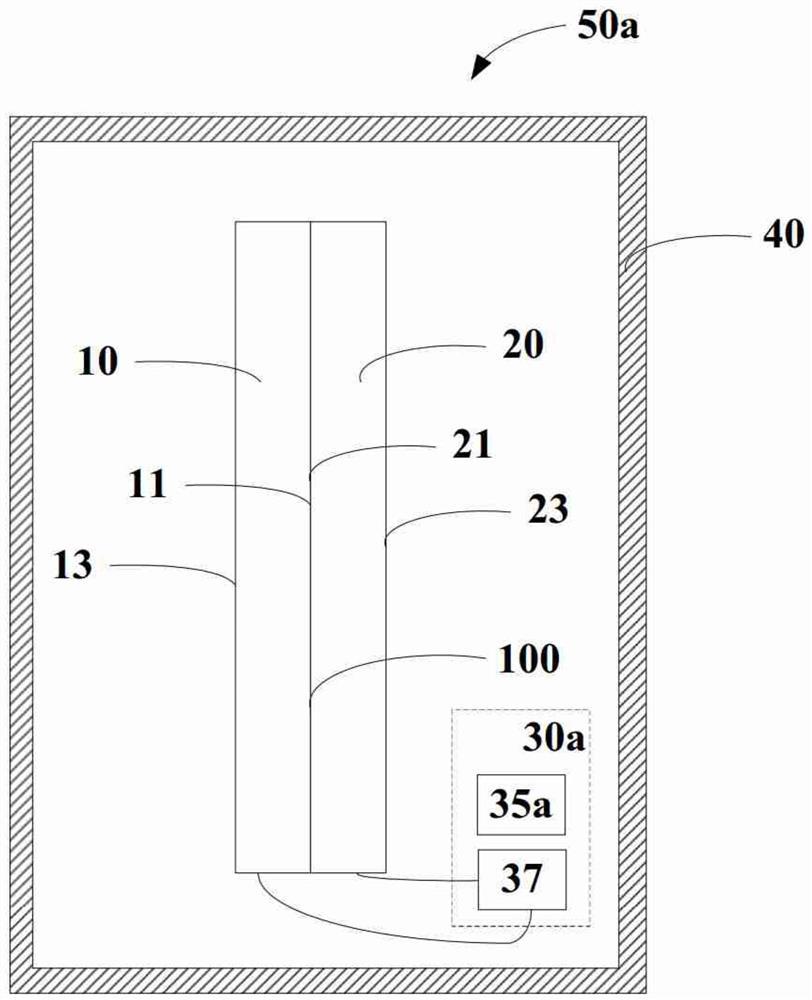
图2为特殊形状的热源;
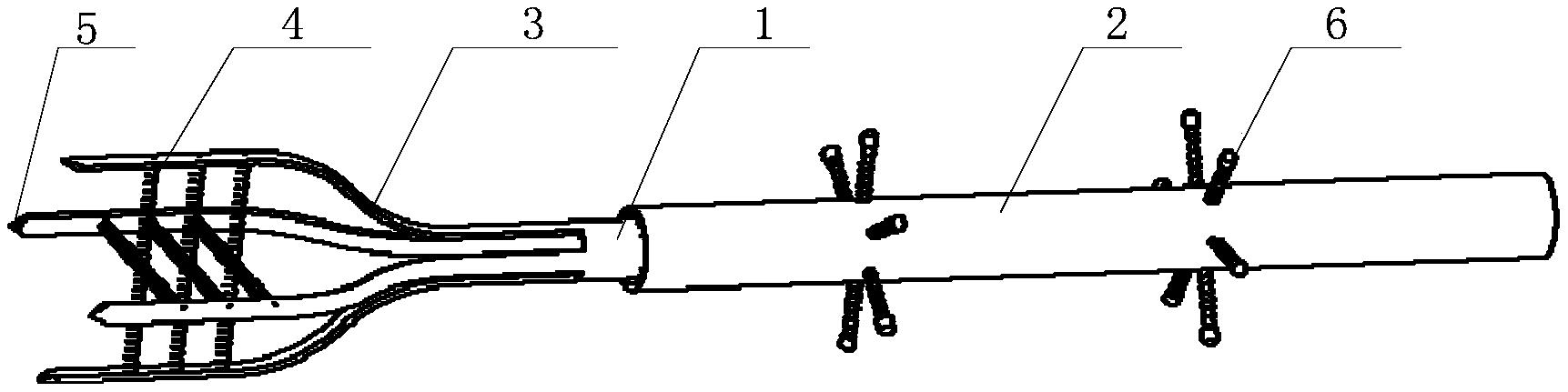
图3为本发明实施例1中锥形热源适用的环形热电发电器件的三维结构示意图;
图4为本发明实施例1中锥形热源适用的环形热电发电器件的斜方体热电元件三维结构示意图;
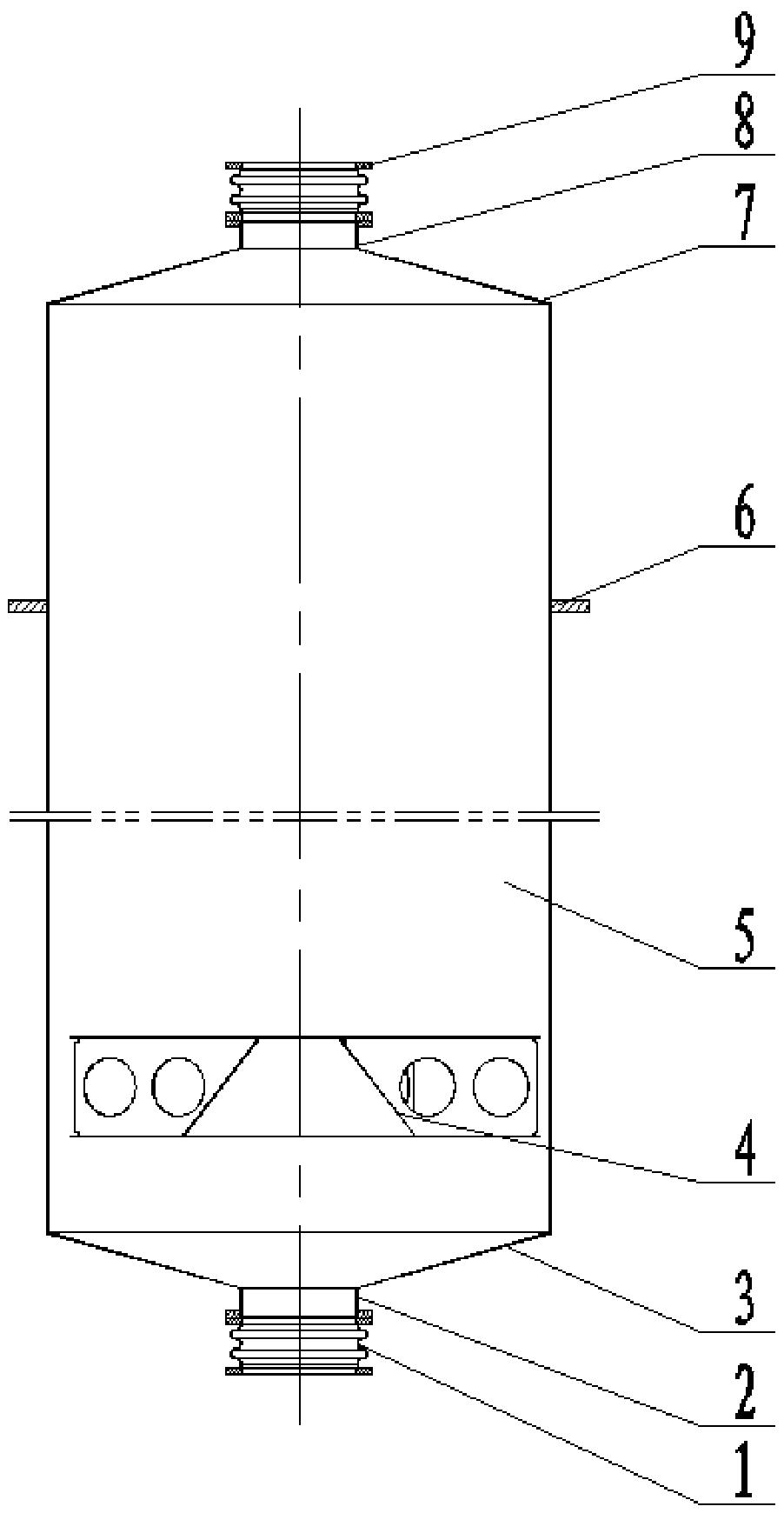
图5为本发明实施例2中环形热电发电器件的三维结构示意图;
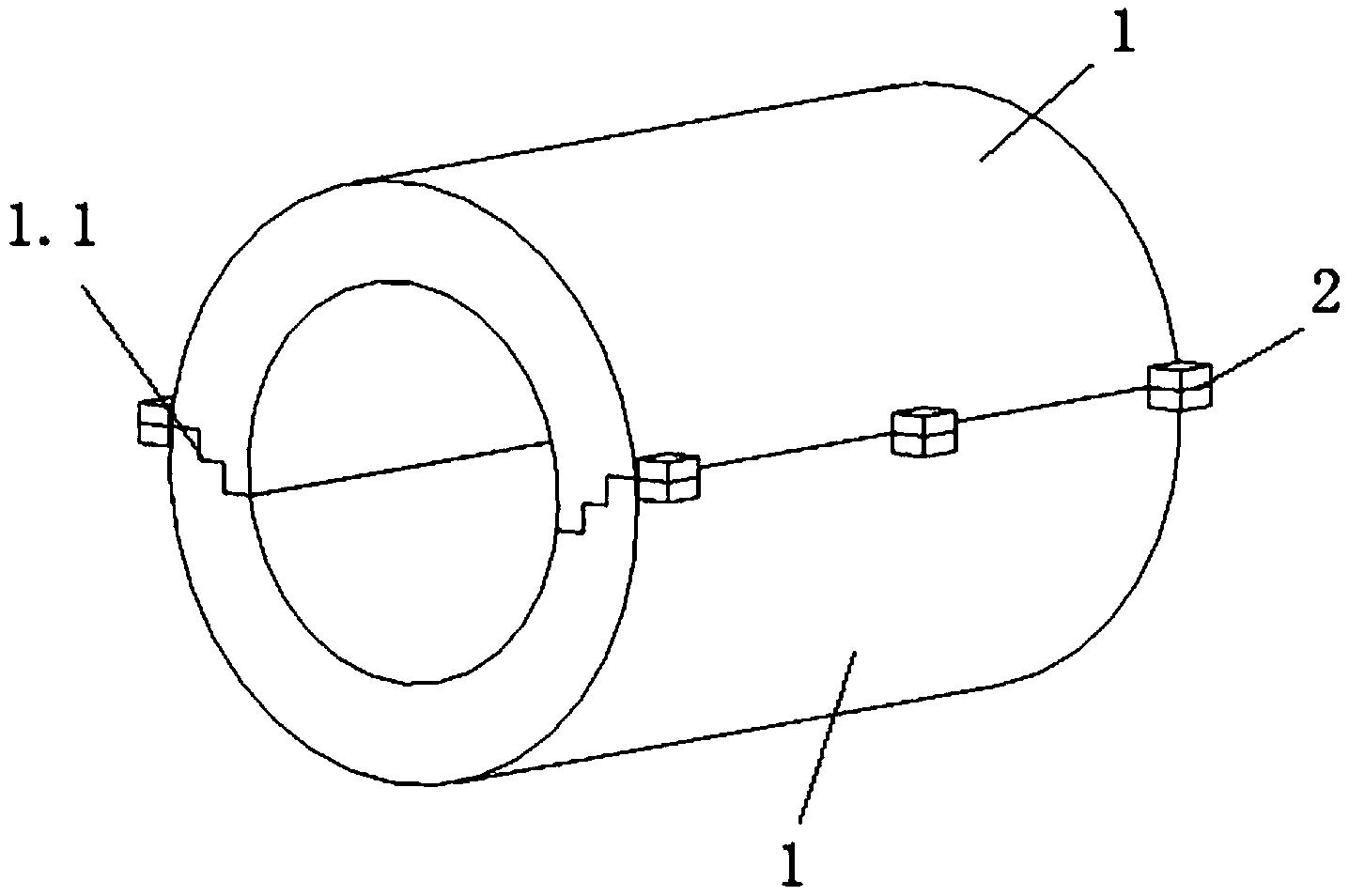
图6为本发明实施例2中环形热电发电器件的热电单偶示意图;
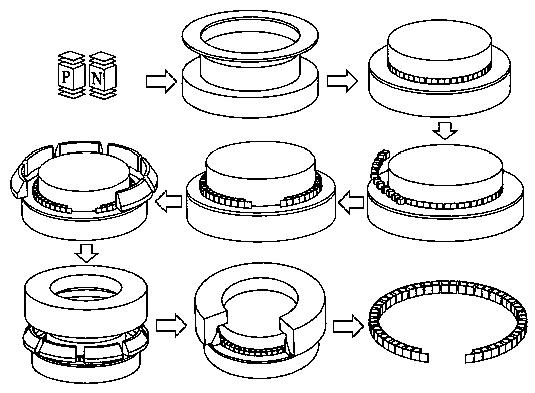
图7为本发明制备环形热电发电器件流程示意图。
具体实施方式
以下通过下述实施方式进一步说明本发明,应理解,下述实施方式仅用于说明本发明,而非限制本发明。
为了克服现有热电器件的缺陷,本发明提供了一种具有新型结构的环形热电发电器件以有效地回收特殊结构热源的废热进行温差发电。
在本发明一实施方式中,环形热电发电器件呈非闭环状态,便于器件串并联提高温差发电系统输出功率和电压,其结构包括:多个交替环绕分布的正方体、长方体或斜方体的p型热电元件、n型热电元件、和用于连接所述p型热电元件和n型热电元件的电极。其中,电极分为内环电极和外环电极。其中,内环电极和外环电极在沿p型热电元件和n型热电元件之间中线的方向(即,内环电极和外环电极的长度方向的中间)存在折角。其中,p型热电元件、n型热电元件交替环绕热源,并由所述内环电极和外环电极依次交替连接所述p型热电元件、n型热电元件,形成导电串联、导热并联结构。
在可选的实施方式中,环形热电发电器件还包括阻挡层和焊接层。在可选的实施方式中,内环电极与p型热电元件和n型热电元件之间还包括焊接层,所述焊接层的材料可为锡、金、银、铜、镍、钛及其合金中的至少一种,厚度可为50~150μm。在可选的实施方式中,外环电极与p型热电元件和n型热电元件之间还包括焊接层,所述焊接层的材料可为锡、金、银、铜、镍、钛及其合金中的至少一种,厚度可为50~150μm。在可选的实施方式中,焊接层与p型热电元件和n型热电元件之间还包括阻挡层,所述阻挡层的材料可为Ni、Fe、Ti、Mo和Nb及其合金中的至少一种,厚度可为20~150μm。
在可选的实施方式中,构成所述的环形热电发电器件的p型热电元件、n型热电元件的热电材料包括:碲化铋(Bi2Te3)基热电材料、碲化铅(PbTe)基热电材料、过渡金属氧化物热电材料、半哈斯勒(Half-Heusler)热电材料、方钴矿(Skutterudite)基热电材料、锗硅(SiGe)基热电材料、铜基化合物热电材料(如铜-硫、铜-硒、黝铜矿等)及其掺杂复合的热电材料以及由其构成的多段热电材料,可以根据热源温度选用。
在可选的实施方式中,环形热电发电器件的电极分为内环电极和外环电极,所述内环电极和外环电极呈现一定的折角,根据所述环形发电器件的直径和所述热电元件的尺寸和数量来决定折角的大小,以利于所述电极和所述热电元件紧贴热源。一般,内环电极的折角为150~175度,外环电极的折角为150~175度。电极的材料包括铜、铁、镍、铬、钴、钛、钼、钨、铌等金属及其合金和复合材料。
在可选的实施方式中,p型热电元件和n型热电元件的结构可为方体、或斜方体。当p型热电元件和n型热电元件为斜方体时(参见图4),该斜方体p型热电元件和斜方体n型热电元件的倾斜角度由热源的锥度决定,且p型热电元件和n型热电元件耦合成对出现,如图6所示。
在可选的实施方式中,p型热电元件、n型热电元件的截面尺寸相同,所述p型热电元件、n型热电元件的高度相等。p型热电元件和n型热电元件交替环绕成环,且呈相互串联连接的结构,从而形成单环多对的串联热电器件。
在可选的实施方式中,环形热电发电器件的内径与所述p型热电元件、n型热电元件的长度比大于10。其中,p型热电元件、n型热电元件的截面指的是与内环电极和外环电极相连接的面,其形状一般为正方形。一般而言,环形热电发电器件的内环为高温端,外环为低温端。
作为一个环形热电发电器件的结构示例,如图3所示,环形热电发电器件包括:多对立柱式的p型热电元件、n型热电元件2,在环外侧连接每对所述p型热电元件和n型热电元件的外环导流电极1,在环内侧以与外环导流电极交错的形式连接相邻对的所述p型热电元件和n型热电元件的内环导流电极3。
本发明中,环形热电发电器件呈非闭环状态,包括交替环形分布的p型热电元件和n型热电元件、用于连接相邻p型热电元件和n型热电元件组成热电对的内环电极、以及用于连接相邻热电对中处于相邻位置的P型热电元件和n型热电元件的外环电极,可以有效地回收特殊形状热源的废热并进行热电发电。以下示例性地说明环形热电发电器件的制备方法,如图7所示。制备环形热电发电器件的模具,包括:凸形底座、与所述凸形底座相互配合的环形托盘、夹紧环和压环。
在p型热电元件和n型热电元件的两个端面上制备助焊剂和焊片。在可选的实施方式中,p/n型热电元件的尺寸为长×宽×高=(3~5mm)×(3~5mm)×(2~5mm)。焊片的材料包括:锡、金、银、铜、镍、钛及其合金;所述焊片的厚度为50~150m。在可选的实施方式中,组成所述p型、n型热电元件的热电材料包括:碲化铋(Bi2Te3)基热电材料、碲化铅(PbTe)基热电材料、过渡金属氧化物热电材料、半哈斯勒(Half-Heusler)热电材料、方钴矿(Skutterudite)基热电材料、锗硅(SiGe)基热电材料、铜基化合物热电材料(如铜-硫、铜-硒、黝铜矿等)及其掺杂复合的热电材料以及由其构成的多段热电材料。此外,在涂覆助焊剂之前在p型热电元件和n型热电元件的两个端面上还可添加阻挡层,阻挡层的材料可为Ni、Fe、Ti、Mo和Nb及其合金中的至少一种,厚度可为20~150μm。
将环形托盘放置在凸形底座上。其中,凸形底座的凸台的形状和尺寸与热源的形状和尺寸一致。凸形底座选用的材料包括强度和导热性良好的铸铁、普通钢、合金钢、不锈钢、铝及其合金和石墨等。其中,环形托盘与所述凸形底座相互配合,所述环形托盘选用的材料包括强度和导热性良好的铸铁、普通钢、合金钢、不锈钢、铝及其合金和石墨等。
让内环电极紧靠所述凸形底座的凸台并均匀分布在所述环形托盘上,将p型热电元件、n型热电元件的端面按p型/n型/P型交替紧靠所述内环电极并均匀分布在所述环形托盘上。
将外环电极紧靠所述p型热电元件、n型热电元件另一端面并与所述内环电极错开均匀分布所述环形托盘上。根据本发明,所述内环电极、外环电极采用的材料包括:电极材料包括铜、铁、镍、铬、钴、钛、钼、钨、铌等金属及其合金和复合材料;所述内环电极、外环电极根据环形热电器件直径的大小呈现一定的折角,所述折角范围为:150~175°。
将夹紧环从凸台底座的边缘推向外环电极,使夹紧环压紧所述外环电极、p型热电元件和n型热电元件、和内环电极,完成环形热电发电器件的组装。在可选的实施方式中,紧环的外环上部有倒角,角度为25~75°;优选地,所述夹紧环分为3~8瓣,便于操作。在可选的实施方式中,将压环放置在所述夹紧环上,利用压环的重力完成环形热电发电器件的组装。夹紧环的内圆半径可以是凸形热源的半径、热电元件的高度与内环电极、外环电极厚度之和。夹紧环所用的材料可包括强度和导热性良好的铸铁、普通钢、合金钢、不锈钢、铝及其合金和石墨等。压环与夹紧环相配合,压环所用的材料可包括强度和导热性良好的铸铁、普通钢、合金钢及不锈钢等。
加热焊片,得到所述环形热电发电器件。其中,加热设备可采用加热平台、马弗炉、真空加热炉等。加热的方式可为电阻加热或感应加热。优选地,感应加热方式可包括:中频、高频、音频等。
作为一个环形热电发电器件制备方法的示例,包括:(1)在p型热电元件、n型热电元件的上下端面涂上一层助焊剂,并利用助焊剂的粘性粘贴面积大小相近的焊片,完成在p型热电元件、n型热电元件的端面上制备助焊剂和焊片;(2)将环形托盘放置于凸形底座上;(3)让内环电极紧靠所述凸形底座的凸台并均匀分布在所述环形托盘上,所述p型热电元件、n型热电元件端面按p型热电元件、n型交替紧靠所述内环电极并均匀分布在所述环形托盘上,外环电极紧靠所述p型热电元件、n型热电元件另一端面并与所述内环电极错开均匀分布所述环形托盘上;(4)将分瓣的夹紧环从所述凸台底座边缘推向所述外环电极,并将压环放置在所述夹紧环上,利用所述压环的重力使夹紧环压紧所述内环电极、p型热电元件、n型热电元件和外环电极,完成环形热电器件的组装;(5)加热焊片连接所述内环电极、p型热电元件、n型热电元件和外环电极,完成环形热电器件的焊接集成;(6)冷却到室温,取下压环,卸去夹紧环,托起环形托盘,得到所述环形热电发电器件。
下面进一步例举实施例以详细说明本发明。同样应理解,以下实施例只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限制,本领域的技术人员根据本发明的上述内容作出的一些非本质的改进和调整均属于本发明的保护范围。下述示例具体的工艺参数等也仅是合适范围中的一个示例,即本领域技术人员可以通过本文的说明做合适的范围内选择,而并非要限定于下文示例的具体数值。
实施例1
本实施例是根据温度为~500℃的无人机尾气管道(图2)锥管部分设计的环形热电发电器件;
本实施例环形热电发电器件的热电材料采用填充方钴矿材料,n型为Yb0.3Co4Sb12,p型为Ce0.9Fe4Sb12,导流电极(内环电极和外环电极)选用材料为镍片,电极与热电材料之间通过焊料(材料为银铜合金片)进行连接,焊料形成焊接层厚度为100μm;
本实施例环形热电发电器件的结构形式如图3所示,本实施例环形热电发电器件的内环面为高温端,外环面为低温端;
本实施例环形热电发电器件总共由21个p/n热电对构成,其内径为52mm,其中p型热电元件、n型热电元件电元件斜方体(图4),倾斜角为114.65°,截面尺寸为3×3mm,厚度为2mm;
本实施例环形热电发电器件的内环电极长度为6.5mm,折角为170度;外环电极长度为7mm,折角为170度;
本实施例环形热电发电器件集成时,p型、n型热电元件沿径向交替排列,利用焊料将其沿内环电极、外环电极进行连接。
实施例2
本实施例是根据温度为~500℃、直径为Φ56.6的无人机尾气管道热源(图2)直管部分而设计的环形热电发电器件;
本实施例环形热电发电器件选用的热电材料和电极与实施例1相同;
本实施例环形热电发电器件的结构形式如图5所示,本实施例环形热电发电器件的内环面为高温端,外环面为低温端;
直管是锥管的特例,相当于倾斜角等于90°,本实施例环形热电发电器件的热电元件由斜方体变为正方体。根据设计计算,本实施例环形热电发电器件总共由22个p型热电元件、n型热电元件电对组成,其内径为56.6mm,其中p型热电元件、n型热电元件电元件截面尺寸为3×3mm,厚度为2.5mm;
本实施例环形热电发电器件的内环电极和外环电极折角为173.75°(图6),长度分别为6.5mm、7mm;
本实施例环形热电发电器件集成时,p型热电元件、n型热电元件沿径向交替排列,利用焊料将其与内环电极、外环电极进行连接。
实施例3
本实施例针对外壁温度为~500℃、外径为Φ56.6mm管状热源(图2):
(1)热电元件制备
采用填充方钴矿热电材料,n型为Yb0.3Co4Sb12,p型为Ce0.9Fe4Sb12。首先,合成制备填充方钴矿粉体,然后烧结成块体材料,切成2.5mm厚的片,并在其上下两面制备阻挡层(材料为Ti,厚度为~150μm)和助焊层,再切成3×3×2.5mm大小的粒子,最后涂上助焊剂并粘贴银铜合金焊片(厚度100μm),备用;
(2)焊接模具
热源的外径就是环形器件内径,相应地,凸形底座凸台部分的直径也为Φ56.6mm,高度10mm,而下部底座直径可设计加工为Φ72mm,高度10mm;环形托盘外环直径为Φ74mm,高度4mm;夹紧环内环直径为Φ63.2mm,被分为6瓣,并编号,以上零件采用高强度石墨加工。压环与夹紧环相配合,所用材料为304不锈钢;
(3)环形器件组装
内环外环电极都选用0.3mm镍片加工,内环电极尺寸为3×6.5×0.3mm,外环电极尺寸为3×7×0.3mm,并压折角,内环电极折角为173.75°,外环电极折角为172.36°;将环形托盘放置于凸形底座上;将内环电极紧贴凸形底座的凸台并均匀放置在环形托盘上,将p/n型填充方钴矿热电元件按p/n型交替端面紧靠内环电极并均匀放置在环形托盘上,外环电极紧靠p/n型填充方钴矿热电元件另一端面并与内环电极错开均匀放置在环形托盘上;将分瓣的夹紧环从凸台底座边缘推向外环电极,并将压环放置述夹紧环上,利用压环的重力使夹紧环压紧内环电极、p/n型热电元件和外环电极,完成环形热电器件的组装;
(4)环形器件焊接集成
将组装好的环形填充方钴矿热电器件连同模具放置在热压炉中,抽真空,充氩气,升温到~670℃,加压到~12KN,保温~40分钟,热焊片连接所述内环电极、p/n型热电元件和外环电极,完成环形热电器件的焊接集成;然后断电降温到50℃以下,撤压,取出器件及模具,取下压环,卸去夹紧环,托起环形托盘,得到填充方钴矿环形热电发电器件。
实施例4
本实施例针对外壁温度为~250℃、外径为Φ56.6mm管状热源(图2):
(1)热电元件制备
采用碲化铋基热电材料,n型为Bi2Sb2.7Te0.3,p型为Bi0.5Sb1.5Te3。由区熔晶棒切割成2.5mm厚的片,并在其上下两面制备Ni层作为阻挡层和助焊层(厚度为~20μm),再切成3×3×2.5mm大小的粒子,最后涂上助焊剂并粘贴铅锡合金焊片(厚度为100μm),备用;
(2)焊接模具
凸形底座、环形托盘、加紧环尺寸同实施例1,材料为铝合金。压环尺寸、材料同实施例1;
(3)环形器件组装
内环外环电极都选用0.3mm铜片,其尺寸、折角同实施例1;环形器件的组装步骤同实施例1;
(4)环形器件焊接集成
在加热平台空气中进行,升温到~300℃,保温~30秒钟,热焊熔化片连接所述内环电极、p/n型热电元件和外环电极,完成环形热电器件的焊接集成;然后断电降温到室温,取下压环,卸去夹紧环,托起环形托盘,得到碲化铋基环形热电发电器件。
一种环形热电发电器件的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0