

IPC分类号 : B23H7/02I,B23H7/10I,B23H7/36I,B23H3/10I,B23H3/00I






专利摘要
本发明涉及一种微细电解线切割中的阴极产物在线去除方法及装置,属于微细电解加工领域。该方法的特点在于:在微细电解线切割加工过程中,阴极循环走丝,电极丝先后浸没于清洗液和去离子水中,最终进入加工区域。循环走丝浸泡的主要作用:①不断走丝更新加工区电极丝,保持阴极表面的光整性,提升微缝缝宽的均匀性;②清洗剂可以去除阴极表面黏附的絮状电解产物,进一步保证电极丝表面的光整性;③易于加工含易沉积金属材料,如含大量铜的材料,阴极表面沉积的金属在清洗区被去除,提高加工效率和精度;④利于加工大厚度金属微结构,表面光整的阴极提高电解速率,保证大厚度工件的加工。
权利要求
1.一种微细电解线切割中的阴极产物在线去除方法,其特征在于包括以下过程:
电解液槽依次由加工子槽(27)、去沉积溶液子槽(19)、去离子水子槽(18)组成;其中加工子槽(27)中加入电解液,去沉积溶液子槽(19)中加入酸性去沉积溶液,去离子水子槽(18)中加入去离子水;
线电极采用循环走丝方式;在每个循环过程中,电极丝依次经过加工子槽(27)、去沉积溶液子槽(19)、去离子水子槽(18);
电极丝在加工子槽(27)中实现对工件的电解线切割并在电极丝表面会有絮状氢氧化物沉积;电极丝在去沉积溶液子槽(19)中,其表面沉积的絮状电解产物被酸性清洗液去除;电极丝在去离子水子槽(18)进一步清洗,去除电极丝表面残留的酸性溶液。
2.实现权利要求1所述的微细电解线切割中的阴极产物在线去除方法的微细电解线切割中的阴极产物在线去除装置,其特征在于:
包括电解液槽和循环走丝系统;
其中电解液槽依次由加工子槽(27)、去沉积溶液子槽(19)、去离子水子槽(18)组成;其中加工子槽(27)中加入电解液,去沉积溶液子槽(19)中加入酸性去沉积溶液,去离子水子槽(18)中加入去离子水;
其中循环走丝系统包括主动滚丝轮(26)、移动滚丝轮(15)和若干被动固定滚丝轮(22);所述移动滚丝轮(15)安装于滑槽(17)内并通过紧固螺钉(16)固定;电极丝通过上述循环走丝系统安装并走丝。
3.根据权利要求2所述的微细电解线切割中的阴极产物在线去除装置,其特征在于:
上述位于去沉积溶液子槽(19)和去离子水子槽(18)中的被动固定滚丝轮(22)安装有张紧弹簧(20)。
说明书
技术领域
本发明涉及一种微细电解线切割中的阴极产物在线去除方法及装置,属精密微细电化学加工领域。
技术背景
复杂金属微结构的加工对传统的机械加工方式有一定要求,尤其是高温合金、钛合金和金属玻璃等难加工材料的微结构加工,而微细电解加工在金属微结构的成型上具有独特的优势。该方法的原理基于电解加工,不存在电极损耗,加工过程无温度变化,不会对材料本身组织结构造成破坏。微细电解线切割采用超短脉冲电源来实现金属微结构的加工,并以直径为微米级的金属电极丝作为阴极对工件进行电解切割,实现微缝、微结构的成型。
目前,针对微细电解线切割技术国内外学者纷纷展开研究,通过对工艺方法的改进优化,微细电解线切割效果显著提升,不过针对该加工技术的研究仍需要进一步完善,以实现该加工方法的实际工程应用。
相较于传统加工方法,微细电解线切割加工方法有着诸多优势,但是与此同时,该方法也存在不足之处。一是由于工件与电极间的加工间隙尺寸微小,间隙内的加工产物以及气泡难以迅速排出,絮状产物易沉积于电极表面,影响电极表面光洁度,也影响加工区域电导率,从而降低电解效应作用速率,使得切割速度难以得到提升。产物的堆积附着甚至会造成短路使得线电极弯曲断裂,降低微细电解线切割的表面质量,影响线切割的加工效率。二是对于某些含有易沉积成分金属材料时,阴极表面极易被该金属元素沉积包裹,严重影响微细电解线切割加工效果。
为了进一步提升微细电解线切割方法的工程应用能力,改善加工效果,实现更多难加工材料的高效加工,循环冲液、振动辅助、管电极内充液以及电源反向脉冲输出等诸多手段被提出应用,辅助手段的主要目的是加强传质效果,提升加工间隙内电导率分布,改善加工效果。无论是振动辅助,还是充液辅助都无法完全避免产物在阴极电极丝上的沉积,尤其是在加工含易沉积成分难加工金属材料时,比如含铜金属玻璃材料。在加工该材料时,阳极被加工材料内的铜不断往阴极电极丝上沉积,铜的包裹影响电极丝表面电场分布,会阻碍微缝的切割,严重影响金属玻璃微细电解线切割的加工效果。而电源反向脉冲输出容易造成阴极反向溶解,同时也会影响加工效率。
本发明提出了电极丝单向循环浸泡清洗的方式改善微细电解线切割阴极沉积问题,阴极电极丝采用循环走丝的方式代替振动,使得加工区域内的产物顺着单向流场远离加工区域,且单方向的流速避免了振动模式下的流速变化引起的流畅紊乱,减少流体对加工区域薄壁工件和电极丝的冲击。电极丝在单向循环运动的同时,先后浸泡于可迅速溶解电极丝表面沉积物的去沉积溶液和去离子水中,去沉积溶液的浸泡可快速去除电极丝表面的氢氧化物以及沉积的些许阳极金属离子,去沉积溶液可采用一定浓度的酸性溶液,比如硫酸溶液。在脱离去沉积溶液的浸泡后电极丝上会残留微量的酸性溶液,通过去离子水的进一步浸泡清洗,让电极丝表面恢复洁净,避免对电解液造成污染,影响线切割加工。
发明内容
针对微细电解线切割加工过程阴极表面产物残留以及含易沉积成分材料加工效率的问题,提出了一种提高加工效率,增强实际工程应用能力的微细电解线切割中的阴极产物在线去除方法及装置。
一种微细电解线切割中的阴极产物在线去除方法,其特征在于包括以下过程:电解液槽依次由加工子槽、去沉积溶液子槽、去离子水子槽组成;其中加工子槽中加入电解液,去沉积溶液子槽中加入酸性去沉积溶液,去离子水子槽中加入去离子水;线电极采用循环走丝方式;在每个循环过程中,电极丝依次经过加工子槽、去沉积溶液子槽、去离子水子槽;电极丝在加工子槽中实现对工件的电解线切割并在电极丝表面会有絮状氢氧化物沉积;电极丝在去沉积溶液子槽中,其表面沉积的絮状电解产物被酸性清洗液去除;电极丝在去离子水子槽进一步清洗,去除电极丝表面残留的酸性溶液。
本发明中,循环运动的电极丝将加工间隙内未沉积的电解产物和气泡带出加工间隙;去沉积溶液子槽内装有酸性溶液,当加工区域内的电极丝进入去沉积溶液子槽后,酸性溶液持续不断的与电解产物或金属沉积进行反应,实现电极丝表面沉积物的去除,维持电极丝表面光整性;电极丝持续进给,进入去离子水子槽中,经过去离子水的浸泡,进一步去除电极丝表面的酸性溶液,避免污染电解液,影响微细电解线切割的加工效果。
实现所述的微细电解线切割中的阴极产物在线去除方法的装置,其特征在于:包括电解液槽和循环走丝系统;其中电解液槽依次由加工子槽、去沉积溶液子槽、去离子水子槽组成;其中加工子槽中加入电解液,去沉积溶液子槽中加入酸性去沉积溶液,去离子水子槽中加入去离子水;其中循环走丝系统包括主动滚丝轮、移动滚丝轮和若干被动固定滚丝轮;所述移动滚丝轮安装于滑槽内并通过紧固螺钉固定;电极丝通过上述循环走丝系统安装并走丝。
电极丝的循环进给通过循环走丝系统实现,主动滚轮在电机的运转下带动若干固定被动滚丝轮,实现线电极的循环往复运动;通过移动安装于滑槽内的移动滚丝轮,使得首尾相连的线电极可以绕在滚丝轮上,实现线电极的安装。
所述的微细电解线切割中的阴极产物在线去除装置,其特征在于:上述位于去沉积溶液子槽和去离子水子槽中的被动固定滚丝轮安装有张紧弹簧。
由于线电极直径微小,张紧弹簧的弹力可以避免在张紧线电极的过程中线电极被扯断,进一步保证线电极的安装张紧。
附图说明
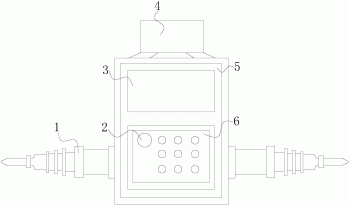
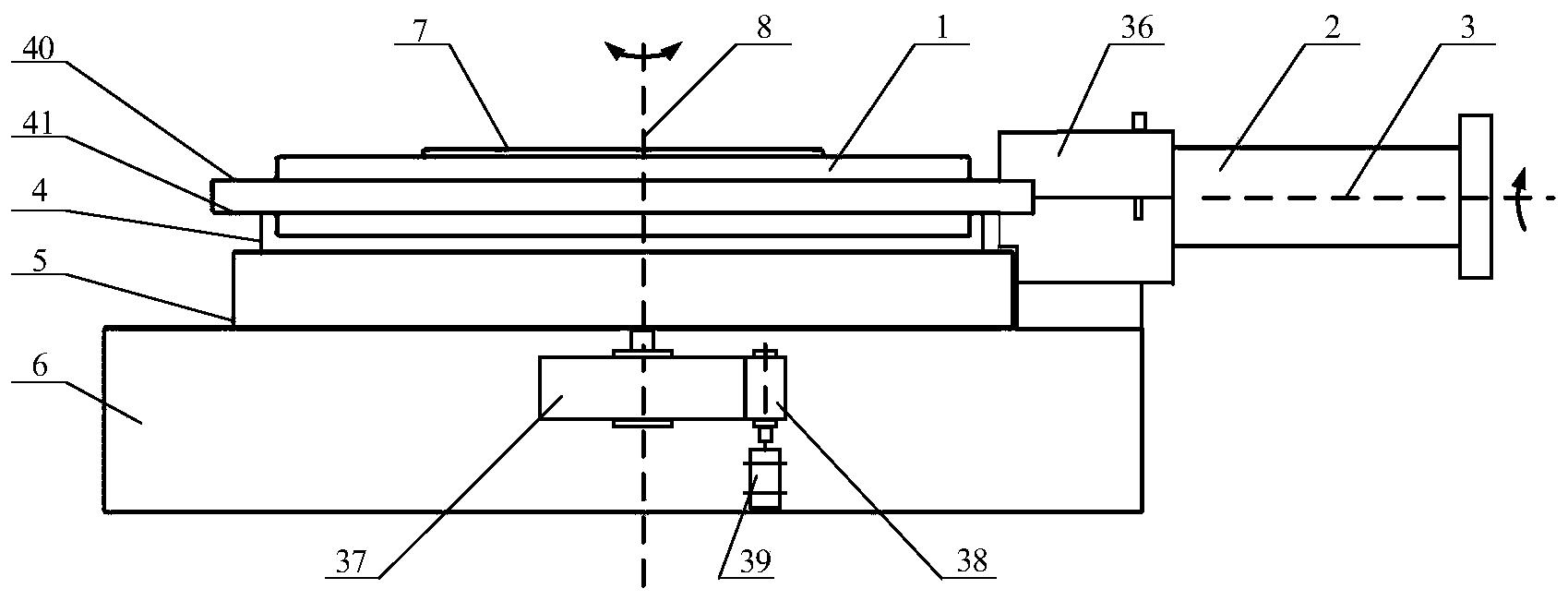
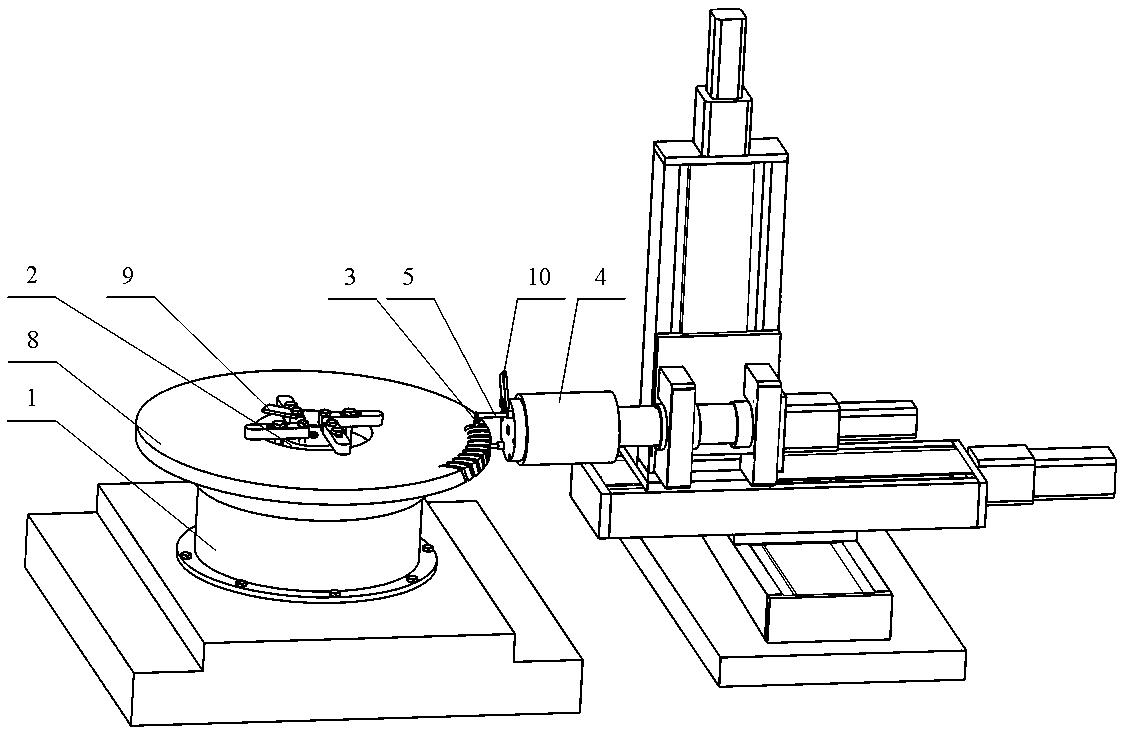
图1是阴极产物在线去除微细电解线切割加工整体结构示意图;
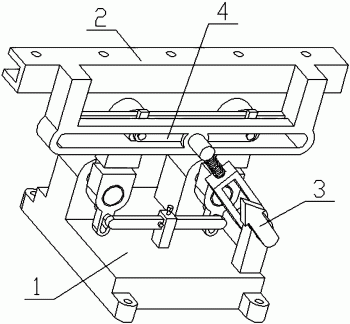
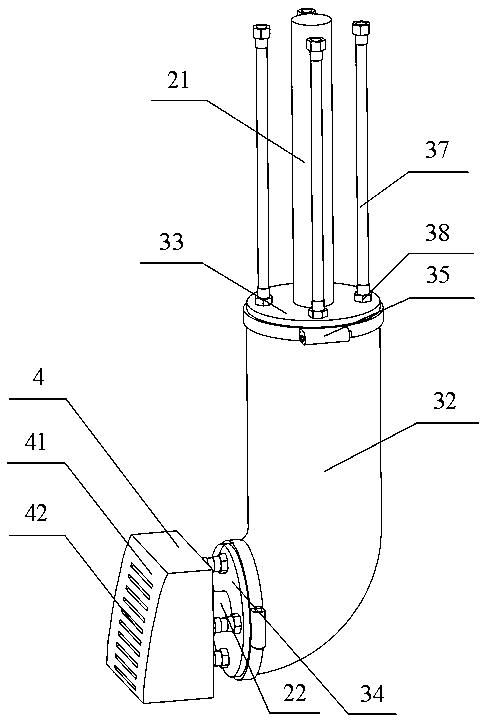
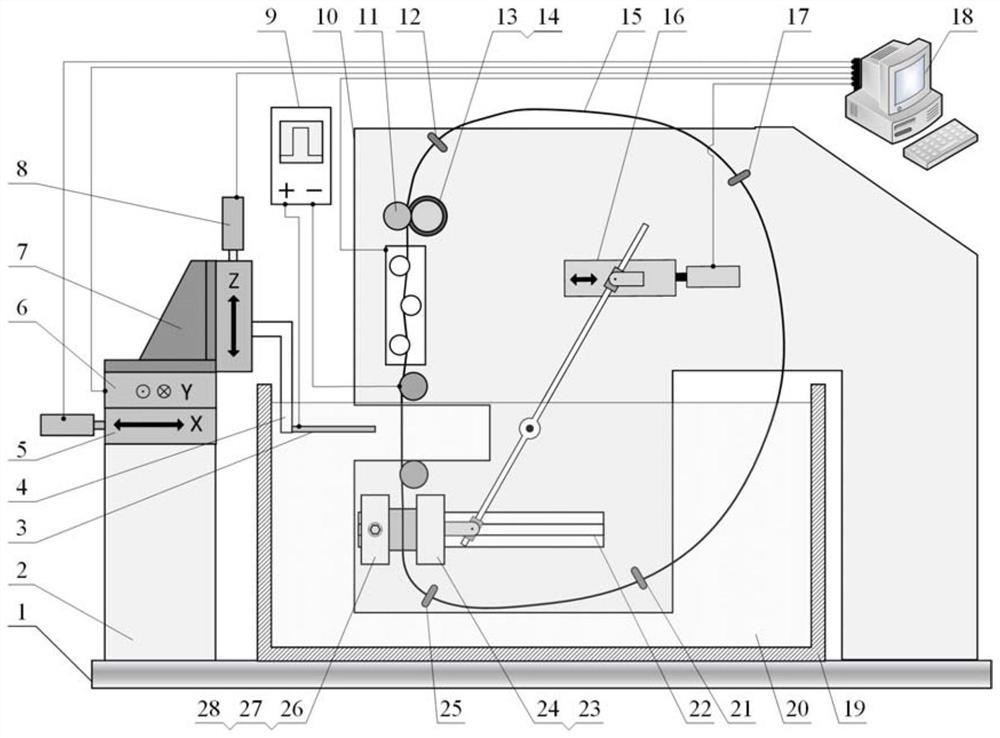
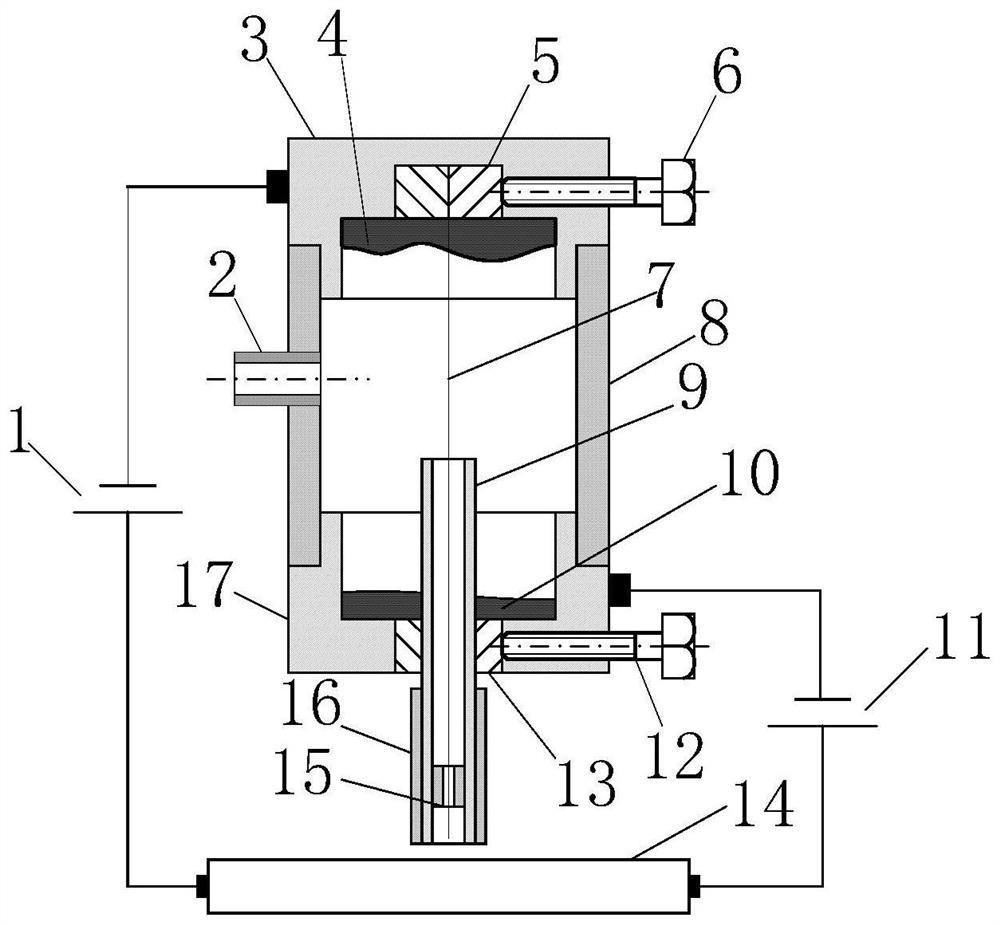
图2是电解液槽走丝装置局部放大图;
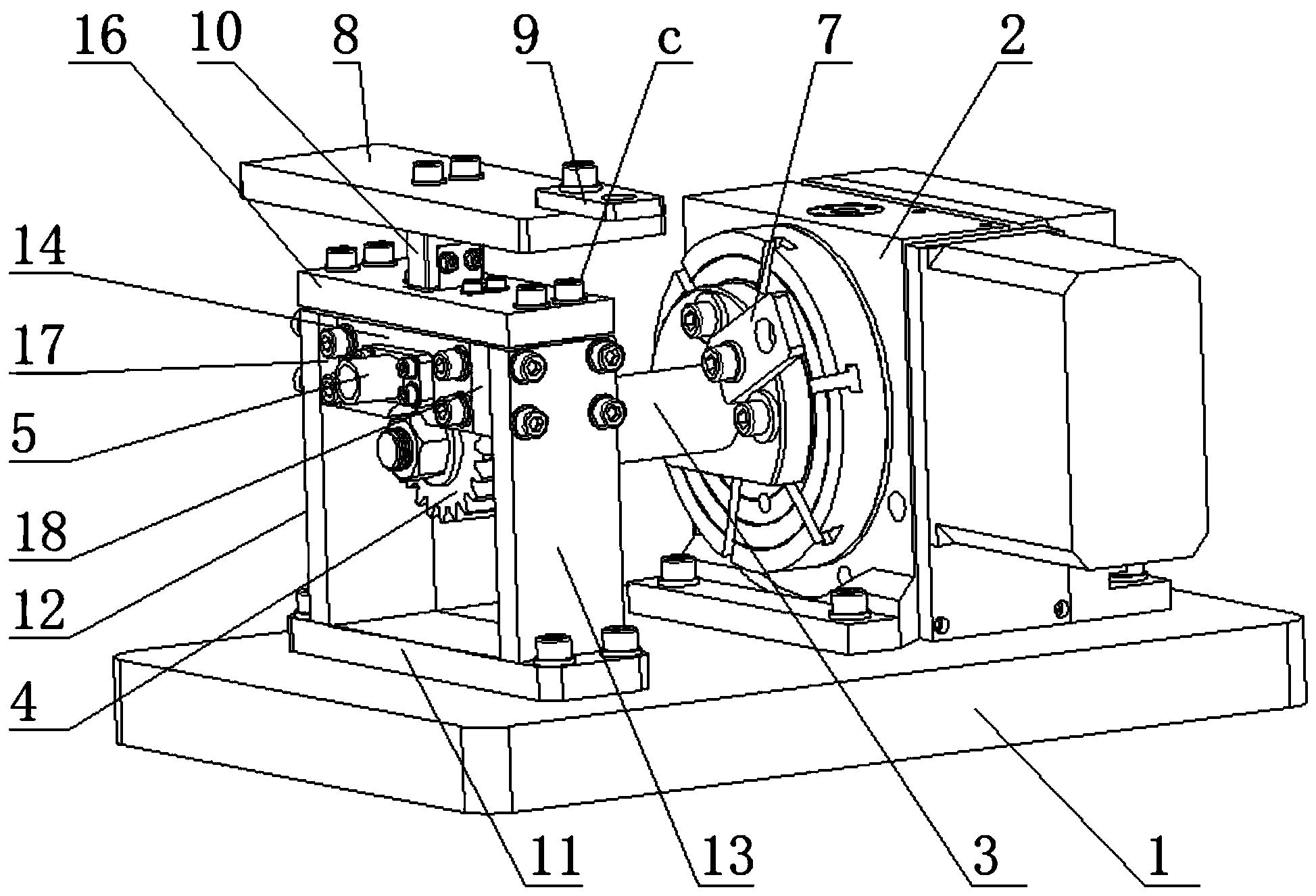
图中标号名称:1、隔振平台,2、滚轮旋转控制器,3、电解液槽,4、工件,5、工具电极夹具,6、运动平台底座,7、Z轴精密移动平台,8、X轴精密移动平台,9、Y轴精密移动平台,10、支架,11、运动控制卡,12、超高频窄脉冲电源,13、示波器,14、工控机,15、移动滚丝轮,16、紧固螺钉,17、滑槽,18、去离子水子槽,19、去沉积溶液子槽,20、张紧弹簧,21、滚丝轮丝块,22、被动固定滚丝轮,23、引电滚丝轮,24、线电极,25、滚轮电机盒,26、主动滚丝轮,27、加工子槽。
具体实施方式
图1是阴极产物在线去除微细电解线切割加工整体结构示意图。该结构的主要组成部分有隔振平台1、滚筒旋转控制器2、电解液槽3、工件4、工具电极夹具5、运动平台底座6、Z轴精密移动平台7、X轴精密移动平台8、Y轴精密移动平台9、支架10、运动控制卡11、超高频窄脉冲电源12、示波器13、工控机14。其加工过程简述如下:工控机14和运动控制卡11的联合实现X、Y、Z轴精密移动平台8、9、7三维联动,使得工件4可以在三维空间内实现复杂轨迹的加工;通过观测示波器13的显示波形完成对刀,超高频窄脉冲电源12实现了工件4在进给过程中的材料蚀除。
图2所示为电解液槽走丝装置局部放大图,该装置的主要组成部分有移动滚丝轮15、紧固螺钉16、滑槽17、去离子水子槽18、去沉积溶液子槽19、张紧弹簧20、滚丝轮丝块21、被动固定滚丝轮22、引电滚丝轮23、电极丝24、滚轮电机盒25、主动滚丝轮26、加工子槽27。其特点在于通过调节移动滚丝轮15,在张紧弹簧20的作用下可以实现直径微小易断电极丝24的张紧,并在主动滚丝轮26的带动下实现电极丝24 的单向循环运动;电极丝24表面占有沉积物的部分先后进入去沉积溶液子槽19和去离子水子槽,浸泡去除表面沉积物,重新进入加工区域,改善加工效果,提高加工精度。
结合图1和图2说明实施本发明“微细电解线切割中的阴极产物在线去除方法及装置”的操作过程。
(1)将滚丝轮丝块21、滚轮电机盒25、电解液槽3以及工件4和工件夹具5安装固定;
(2)将移动滚丝轮15移动到滑槽17的最左边,然后将电极丝24绕上电解槽3内以及滚筒电机盒25上的滚丝轮上,然后调节移动滚丝轮15,在张紧弹簧20的作用下实现线电极24的张紧;
(3)将超短脉冲电源12的正极接工件4,阴极接引电滚丝轮23;
(4)将示波器13的电压探头接入示波器13,并将电压探头的正极接工件4,负极接引电滚丝轮23;
(5)通过设置滚轮旋转控制器2使得电极丝24循环运动,打开超短脉冲电源12以及示波器13;
(6)通过控制软件设置加工参数并进行对刀,从而实现循环走丝阴极去沉积微细电解线切割加工。
微细电解线切割中的阴极产物在线去除方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0