






专利摘要
本发明涉及了隔离板加工技术领域,公开了一种瓦斯隔离板的加工工艺,包括如下步骤:A、除尘;B、涂胶;C、烘干;D、压制;与现有技术相比,本方案通过对玻璃纤维布进行上胶,并将橡胶板压制到上胶后的玻璃纤维布上,再配合压制箱定期补压的操作,使得橡胶板可更好地压制到玻璃纤维布上,橡胶板与玻璃纤维布贴合的质量更好,不易开裂,从而延长了瓦斯隔离板的使用寿命。
权利要求
1.瓦斯隔离板的加工工艺,其特征在于,所述加工工艺需要采用一种加工设备,加工设备包括机架,机架上安装有输送机,输送机上套有静电除尘筒和烘干筒,静电除尘筒和烘干筒均转动连接在机架上;静电除尘筒上固定有第一齿轮,第一齿轮啮合有第二齿轮,第二齿轮的转轴上同轴连接有第三齿轮,烘干筒键连接有与第三齿轮啮合的第四齿轮;机架上固定连接有电机,电机带动第二齿轮转动;静电除尘筒和烘干筒之间的机架上固定有涂覆箱,涂覆箱上设有涂胶辊,转轴固定有凸轮,机架上固定有打气筒,凸轮与打气筒的活塞杆相抵,打气筒连通有除尘管和加压管,除尘管连通有喷气箱,喷气箱设有喷嘴,除尘管上安装有程控阀,加压管连通有压制箱,加压管上安装有向压制箱进气的单向阀,压制箱内滑动连接有伸出压制箱的顶杆,顶杆与压制箱之间固定有弹簧,机架上设有用于关闭单向进气阀的按钮,顶杆用于与按钮相抵,压制箱上连通有泄压管,泄压管上设有有泄压阀;
所述加工工艺包括如下步骤:
A、除尘:使用打气筒对玻璃纤维布进行间歇地吹扫,并使用静电除尘筒转动地对玻璃纤维布进行进一步除尘;
B、涂胶:使用涂胶辊对玻璃纤维布涂覆非水溶性胶粘剂,滚筒转速为5-7m/min;
C、烘干:将静电除尘筒与烘干筒进行连通转动,对玻璃纤维布除尘的同时,使用烘干筒对涂胶后的玻璃纤维布进行烘干;
D、压制:将橡胶板放置到玻璃纤维布上,将橡胶板与玻璃纤维布共同放入到压制箱内,通过与静电除尘筒连动的凸轮驱动打气筒对压制箱进行通气加压,待压制箱内压力达到22-24Mpa,停止通气;保压2-3h,保压期间每0.5h通气补压一次。
2.根据权利要求1所述的瓦斯隔离板的加工工艺,其特征在于:所述步骤A中使用均布有喷嘴的喷气箱对玻璃纤维布进行吹扫。
3.根据权利要求2所述的瓦斯隔离板的加工工艺,其特征在于:所述步骤B中使用至少两个依次排列的涂胶辊对玻璃纤维布进行涂胶。
4.根据权利要求3所述的瓦斯隔离板的加工工艺,其特征在于:所述步骤B中非水溶性胶粘剂为有机硅树脂胶粘剂。
5.根据权利要求4所述的瓦斯隔离板的加工工艺,其特征在于:所述步骤C与步骤D之间还包括步骤C1,C1、收集:使用收集箱对烘干好的玻璃纤维布进行收集。
说明书
技术领域
本发明涉及了隔离板加工技术领域,特别涉及了瓦斯隔离板的加工工艺。
背景技术
我国隧道工程的防瓦斯防水隔离技术,一般采用的是硬质的塑料板材,通过多年的实践,此种材料受高低温变化大,接缝冷热施工均不能保证其坚固的密贴性,加之不可折卷造成运输施工麻烦,很不方便,更大的缺点是,由于硬质的塑料板材不是柔性材料,无法与隧道围岩面密贴,造成空洞,混凝土挤压便破裂,失去防气、防水功能,给隧道工程的使用留下隐患。
为了解决以上问题,中国专利申请号为99214605.4的实用新型专利,公开了一种隧道用贴布橡胶瓦斯隔离板,由基层和面层组成,基层为全玻璃纤维布,面层为高温、高压下,强压在全玻璃纤维布上的防酸碱,抗老化的橡胶混合料;制作时,将橡胶混合料放入到玻璃纤维布上,将橡胶混合料与玻璃纤维布共同放入到压制箱内,压制2-3h即得瓦斯隔离板,以上方案全玻璃纤维布具有较高强度和耐久性,在复合的贴布橡胶瓦斯隔离板中起龙骨作用,使本材料能够承受建筑物的变形而不破坏。
以上方案通过将硬质的塑料板材替换成柔软的橡胶和玻璃纤维布,解决了现有技术中的不足,但以上方案还存在以下问题,玻璃纤维布为涂覆胶黏剂,而且在保压的过程中,也未及时地对压制箱进行补压,在将橡胶混合料压制到玻璃纤维布上时,橡胶混合料和玻璃纤维布贴合质量一般,容易开裂,次方法制作出的瓦斯隔离板使用寿命较低。
发明内容
本发明意在提供一种可提高橡胶混合料和玻璃纤维布贴合质量,并能提高隔离板的使用寿命的瓦斯隔离板的加工工艺。
本方案中的瓦斯隔离板的加工工艺,包括如下步骤:
A、除尘:将玻璃纤维布放入到输送机上,输送机间歇地运动,使用打气筒对玻璃纤维布进行间歇地吹扫,并使用静电除尘筒转动地对玻璃纤维布进行进一步除尘;
B、涂胶:使用涂胶辊对玻璃纤维布涂覆非水溶性胶粘剂,滚筒转速为5-7m/min;
C、烘干:将静电除尘筒与烘干筒进行连通转动,对玻璃纤维布除尘的同时,使用烘干筒对涂胶后的玻璃纤维布进行烘干;
D、压制:将橡胶板放置到玻璃纤维布上,将橡胶板与玻璃纤维布共同放入到压制箱内,通过与静电除尘筒连动的凸轮驱动打气筒对压制箱进行通气加压,待压制箱内压力达到22-24Mpa,停止通气;保压2-3h,保压期间每0.5h通气补压一次。
本方案的工作原理为:A、除尘:将玻璃纤维布放入到输送机上,输送机间歇地运动,使用打气筒对玻璃纤维布进行间歇地吹扫,并使用静电除尘筒转动地对玻璃纤维布进行进一步除尘;输送机与打气筒配合地对玻璃纤维布的各处均进行吹扫,使得玻璃纤维布被吹扫的更加干净,每次间歇的停顿,也使得静电除尘筒可更加充分地将玻璃纤维布上细小的灰尘去掉,保证玻璃纤维布表面干净。
B、涂胶:使用涂胶辊对玻璃纤维布涂覆非水溶性胶粘剂,滚筒转速为5-7m/min;对玻璃纤维布干净的表面进行上胶,为后续压制做好准备。
C、烘干:将静电除尘筒与烘干筒进行连通转动,对玻璃纤维布除尘的同时,使用烘干筒对涂胶后的玻璃纤维布进行烘干;对上胶后的玻璃纤维布进行烘干,将非水溶性胶粘剂内的溶剂去除干净,避免因溶剂的存在而使玻璃纤维布与橡胶板压制处产生缝隙,使得玻璃纤维布与橡胶板贴合的更好。
D、压制:将橡胶板放置到玻璃纤维布上,将橡胶板与玻璃纤维布共同放入到压制箱内,通过与静电除尘筒连动的凸轮驱动打气筒对压制箱进行通气加压,待压制箱内压力达到22-24Mpa,停止通气;保压2-3h,保压期间每0.5h通气补压一次。通过将橡胶板压制到上胶后的玻璃纤维布上,并定期地对压制箱进行补压,可使压制箱内气压更长时间地维持在适宜的范围内,从而可使橡胶板更好地压制到玻璃纤维布上,橡胶板与玻璃纤维布贴合的效果更好。
与现有技术相比,本方案的有益效果为:本方案通过对玻璃纤维布进行上胶,并将橡胶板压制到上胶后的玻璃纤维布上,再配合压制箱定期补压的操作,使得橡胶板可更好地压制到玻璃纤维布上,橡胶板与玻璃纤维布贴合的质量更好,不易开裂,从而延长了瓦斯隔离板的使用寿命。
进一步,步骤A中使用均布有喷嘴的喷气箱对玻璃纤维布进行吹扫。喷嘴的设置可对喷出的气体进行加压,加压后的气体可使玻璃纤维布表面吹扫的更加干净。
进一步,步骤B中使用至少两个依次排列的涂胶辊对玻璃纤维布进行涂胶。通过多个涂胶辊的设置,使得多个涂胶辊均可对玻璃纤维布进行涂胶,保证玻璃纤维布涂胶更加充分。
进一步,步骤B中非水溶性胶粘剂为有机硅树脂胶粘剂。使得制作出的瓦斯隔离板,防水效果更好。
进一步,步骤C中通过电机带动静电除尘筒与烘干筒共同转动。在除尘的同时,可对上胶后玻璃纤维布进行烘干,相对于将玻璃纤维布全部除尘上胶完毕后,再进行烘干的操作,此操作更加提高制作效率。
进一步,步骤C与步骤D之间还包括步骤C1,C1、收集:使用收集箱对烘干好的玻璃纤维布进行收集。将制作好的玻璃纤维布存储备用,为压制操作做好准备;在压制箱保压的过程中,可制作出符合需要的玻璃纤维布,在压制箱压制完毕后,压制箱需将制作完毕的瓦斯隔离板取出,操作人员可将备用的玻璃纤维布及时地补充到压制箱内,以使压制箱可进行连续生产。
附图说明
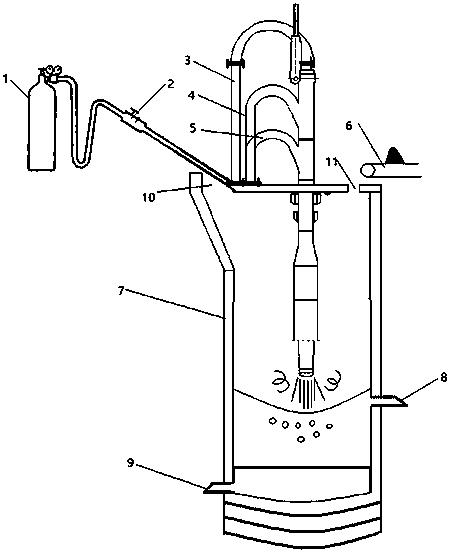
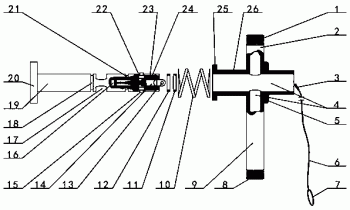
图1为本发明瓦斯隔离板的加工工艺实施例的示意图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:机架1、压制箱2、输送机3、静电除尘筒4、烘干筒5、收集箱6、涂覆箱7、喷气箱8、第一齿轮9、第四齿轮10、涂胶辊11、第二齿轮12、第三齿轮13、电机14、转轴15、凸轮16、打气筒17、除尘管18、程控阀19、加压管20、单向进气阀21、顶杆22、按钮23、泄压阀24、轴承架25、轴承26。
实施例基本如附图1所示:瓦斯隔离板的加工工艺,需要使用一种加工设备,加工设备包括机架1,机架1上安装有输送机3,机架1上位于输送机3的左侧通过螺栓固定有收集箱6,输送机3上套有静电除尘筒4和烘干筒,机架1上通过螺栓固定有两个轴承架25,轴承架25内安装有轴承26,静电除尘筒4转动连接在左侧轴承架25的轴承26上,烘干筒转动连接在右侧轴承架25的轴承26上,静电除尘筒4焊接有第一齿轮9,第一齿轮9啮合有第二齿轮12,第二齿轮12上平键连接有转轴15,第二齿轮12通过转轴15同轴相连有第三齿轮13,烘干筒5上平键连接有第四齿轮10,第三齿轮13与第四齿轮10相啮合,机架1上通过螺栓固定有电机14,电机14的输出轴与转轴15焊接在一起,静电除尘筒4和烘干筒之间的机架1上通过螺栓固定有涂覆箱7,涂覆箱7上依次安装有三个涂胶辊11,转轴15上平键连接有凸轮16,机架1上通过螺栓固定有打气筒17,凸轮16与打气筒17的活塞杆相抵,打气筒17连通有除尘管18和加压管20,除尘管18连通有喷气箱8,喷气箱8上均布有十个朝向输送机3的喷嘴,除尘管18上安装有程控阀19,加压管20连通有压制箱2,加压管20上安装有向压制箱2进气的单向阀,压制箱2内滑动连接有伸出压制箱2的顶杆22,顶杆22与压制箱2壁之间焊接有弹簧,机架1上安装有用于关闭单向进气阀21的按钮23,顶杆22用于与按钮23相抵,压制箱2上连通有泄压管,泄压管上安装有泄压阀24,包括如下步骤:
A、除尘:将玻璃纤维布放入到输送机3上,使得输送机3间歇地运动,开启程控阀19,关闭单项进气阀,启动电机14,电机14带动转轴15转动,转轴15带动凸轮16和第二齿轮12转动,凸轮16的凸面与基面将与打气筒17的活塞杆交替地相抵,活塞杆往复地在打气筒17内滑动,打气筒17将间歇地对喷气箱8输气,气体进入到喷气箱8内后,气体间歇地喷出与输送机3间歇运动配合,在输送机3停止时,气体顺着喷嘴喷入到玻璃纤维布上,并对玻璃纤维布的表面进行吹扫除尘;然后输送机3继续传送玻璃纤维布,通过喷气箱8除尘后的玻璃纤维布将进入到静电除尘筒4内,第二齿轮12也带动第一齿轮9转动,第一齿轮9带动静电除尘筒4转动,静电除尘筒4转动地对玻璃纤维布进行进一步除尘;
B、涂胶:转动三个涂胶辊11,玻璃纤维布将依次通过三个涂胶辊11,在玻璃纤维布上均匀地涂覆有机硅树脂胶粘剂,滚筒转速为6m/min;
C、烘干:静电除尘筒4转动的同时,静电除尘筒4进行连通转动,对玻璃纤维布除尘的同时,使用烘干筒对涂胶后的玻璃纤维布进行烘干;
C1、收集:使用收集箱6对烘干好的玻璃纤维布进行收集;
D、压制:将橡胶板放置到玻璃纤维布上,将橡胶板与玻璃纤维布共同放入到压制箱2内,关闭程控阀19,打开单向进气阀21,通过与静电除尘筒4连动的凸轮16驱动打气筒17对压制箱2进行通气加压,待压制箱2内压力达到22Mpa,气压也将推动顶杆22与按钮23相抵,按钮23将驱动单向进气阀21关闭,停止通气,打开程控阀19;保压2.5h,保压期间,压制箱2将因自身的气密性,压制箱2内气体将逐渐流出,压制箱2内的气压逐渐降低,每0.5h压制箱2内的气压将降低到顶杆22与按钮23分离的状态,单向进气阀21将会开启,同时关闭程控阀19,打气筒17开始对压制箱2进行通气补压;待压制完毕后,打开泄压阀24,压制箱2内的气体将从泄压阀24流出,将压制好的瓦斯隔离板取出。
瓦斯隔离板的加工工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0