


![1H-吡咯[2,3-b]吡啶衍生物及其合成方法与应用](https://www.zhichawang.com/images/CN111943947A/CN111943947A.jpg)




专利摘要
本实用新型公开了一种用于液压冷焊机装置的冷焊模具,包括支腿,机箱体,箱门,气控柜,液压系统,驱动装置,模具,压板,滑槽和隔板,本实用新型,通过设置驱动装置,实现了左滑架和右滑架同步动作,能够保证两根铜管进给速度和进给量一致,保证冷焊效果;通过设置模具,实现了对铜管的夹紧,该结构简单,夹持方便,造价成本低;通过设置压板,在压板与上压座全面接触后,此时铜管处于夹持最紧的状态,在左滑架和右滑架不断的运动下,压板与压板之间的缓冲柱开设受压缩,同时,2根铜管的端面结合,并开设冷焊,冷焊完毕后,油缸反向动作,压板逐渐与上压座脱离,在弹簧的弹力下将上压座顶起,方便了铜管的取出,有效的提高了设备冷焊效率。
权利要求
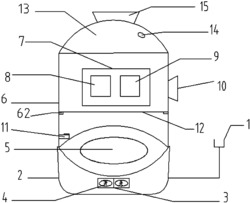
1.一种用于液压冷焊机装置的冷焊模具,其特征在于:包括支腿(1),机箱体(2),箱门(3),气控柜(4),液压系统(5),驱动装置(6),模具(7),压板(8),滑槽(9)和隔板(10),所述支腿(1)采用多个,分别焊接在机箱体(2)底部的四角处;所述箱门(3)采用2个,均设置在机箱体(2)的前侧,并与机箱体(2)通过铰链连接;所述气控柜(4)通过螺栓安装在机箱体(2)的一侧;所述驱动装置(6)可拆卸安装在机箱体(2)的内部;所述模具(7)采用2个,均通过螺栓安装在驱动装置(6)的上端;所述压板(8)两侧卡接在滑槽(9)内,并滑动连接;所述滑槽(9)采用2个,分别开设在机箱体(2)顶部的两侧;所述隔板(10)设置在机箱体(2)内部,其上端开设有凹槽。
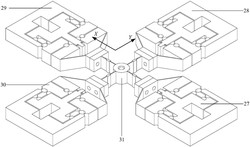
2.根据权利要求1所述的一种用于液压冷焊机装置的冷焊模具,其特征在于:所述驱动装置(6)包括左滑架(61),右滑架(62),滑块(63),油缸(64),拉杆(65)和轴承齿轮(66),所述左滑架(61)和右滑架(62)均通过滑块(63)与隔板(10)滑动连接;所述滑块(63)采用2个,分别设置在左滑架(61)和右滑架(62)的底部;所述油缸(64)通过螺栓固定在右滑架(62)中间处;所述拉杆(65)焊接在左滑架(61)的一侧,并与油缸(64)的推杆连接;所述轴承齿轮(66)采用2个,分别设置在右滑架(62)底部的两侧,并与隔板(10)通过轴连接。
3.根据权利要求2所述的一种用于液压冷焊机装置的冷焊模具,其特征在于:所述左滑架(61)底部设置为C字状,其内部两侧开设有齿牙;所述右滑架(62)底部设置为齿杆状;所述左滑架(61)和右滑架(62)均与轴承齿轮(66)啮合连接。
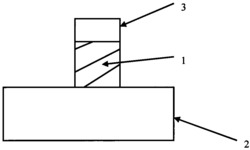
4.根据权利要求1所述的一种用于液压冷焊机装置的冷焊模具,其特征在于:所述模具(7)包括上压座(71),底座(72),导向柱(73)和弹簧(74),所述上压座(71)设置为楔形块状,该上压座(71)底部的中间位置开设有凹型槽;所述底座(72)分别焊接在左滑架(61)和右滑架(62)的顶部,该底座(72)上端的中间位置开设有凹型槽,其四周开设有导向孔;所述弹簧(74)采用多个,均套接在导向柱(73)上。
5.根据权利要求1所述的一种用于液压冷焊机装置的冷焊模具,其特征在于:所述压板(8)与压板(8)相对的位置粘结有缓冲柱,且缓冲柱具体采用橡胶材质制成的圆柱状。
说明书
技术领域
本实用新型涉及冷焊模具技术领域,具体为一种用于液压冷焊机装置的冷焊模具。
背景技术
冷压焊是指室温下借助压力使待焊金属产生塑性变形而实现固态焊接的方法。通过塑性变形挤出连接部位界面上的氧化膜等杂质,使纯洁金属紧密接触,达到晶间结合。
但是现有的冷焊模具还存在着,放上铜管后不能直接进行冷焊,需要先对铜管进行夹紧,该夹紧机构十分复杂,造价成本高,冷焊后还需手动控制模具的打开,使用不方便,焊接效率低的问题。
为此,提出一种用于液压冷焊机装置的冷焊模具。
实用新型内容
本实用新型的目的在于提供一种用于液压冷焊机装置的冷焊模具,解决现有的冷焊模具还存在着,放上铜管后不能直接进行冷焊,需要先对铜管进行夹紧,该夹紧机构十分复杂,造价成本高,冷焊后还需手动控制模具的打开,使用不方便,焊接效率低的问题。
为实现上述目的,本实用新型提供如下技术方案:一种用于液压冷焊机装置的冷焊模具,包括支腿,机箱体,箱门,气控柜,液压系统,驱动装置,模具,压板,滑槽和隔板,所述支腿采用多个,分别焊接在机箱体底部的四角处;所述箱门采用2个,均设置在机箱体的前侧,并与机箱体通过铰链连接;所述气控柜通过螺栓安装在机箱体的一侧;所述驱动装置可拆卸安装在机箱体的内部;所述模具采用2个,均通过螺栓安装在驱动装置的上端;所述压板两侧卡接在滑槽内,并滑动连接;所述滑槽采用2个,分别开设在机箱体顶部的两侧;所述隔板设置在机箱体内部,其上端开设有凹槽。
优选的,所述驱动装置包括左滑架,右滑架,滑块,油缸,拉杆和轴承齿轮,所述左滑架和右滑架均通过滑块与隔板滑动连接;所述滑块采用2个,分别设置在左滑架和右滑架的底部;所述油缸通过螺栓固定在右滑架中间处;所述拉杆焊接在左滑架的一侧,并与油缸的推杆连接;所述轴承齿轮采用2个,分别设置在右滑架底部的两侧,并与隔板通过轴连接,在对铜管进行冷焊的时候,液压系统为油缸提供动能,向内收缩,并通过拉杆拉动左滑架在隔板上滑动,在轴承齿轮的配合下,实现了左滑架和右滑架同步动作,能够保证两根铜管进给速度和进给量一致,保证冷焊效果。
优选的,所述左滑架底部设置为C字状,其内部两侧开设有齿牙;所述右滑架底部设置为齿杆状;所述左滑架和右滑架均与轴承齿轮啮合连接,提高了设备的同步性,提高冷焊焊接强度。
优选的,所述模具包括上压座,底座,导向柱和弹簧,所述上压座设置为楔形块状,该上压座底部的中间位置开设有凹型槽;所述底座分别焊接在左滑架和右滑架的顶部,该底座上端的中间位置开设有凹型槽,其四周开设有导向孔;所述弹簧采用多个,均套接在导向柱上,在冷焊前,首先将铜管放置在上压座和底座之间,随着左滑架和右滑架的动作,向内靠拢,上压座与压板接触面变大,上压座开设向下运动,实现了对铜管的夹紧,该结构简单,夹持方便,造价成本低。
优选的,所述压板与压板相对的位置粘结有缓冲柱,且缓冲柱具体采用橡胶材质制成的圆柱状,在压板与上压座全面接触后,此时铜管处于夹持最紧的状态,在左滑架和右滑架不断的运动下,压板与压板之间的缓冲柱开设受压缩,同时,2根铜管的端面结合,并开设冷焊,冷焊完毕后,油缸反向动作,压板逐渐与上压座脱离,在弹簧的弹力下将上压座顶起,此时方便了冷焊完毕后铜管的取出,有效的提高了设备冷焊效率。
与现有技术相比,本实用新型的有益效果是:
1、本实用新型,通过设置驱动装置,在对铜管进行冷焊的时候,液压系统为油缸提供动能,向内收缩,并通过拉杆拉动左滑架在隔板上滑动,在轴承齿轮的配合下,实现了左滑架和右滑架同步动作,能够保证两根铜管进给速度和进给量一致,保证冷焊效果;
2、本实用新型,通过设置模具,在冷焊前,首先将铜管放置在上压座和底座之间,随着左滑架和右滑架的动作,向内靠拢,上压座与压板接触面变大,上压座开设向下运动,实现了对铜管的夹紧,该结构简单,夹持方便,造价成本低;
3、本实用新型,通过设置压板,在压板与上压座全面接触后,此时铜管处于夹持最紧的状态,在左滑架和右滑架不断的运动下,压板与压板之间的缓冲柱开设受压缩,同时,2根铜管的端面结合,并开设冷焊,冷焊完毕后,油缸反向动作,压板逐渐与上压座脱离,在弹簧的弹力下将上压座顶起,此时方便了冷焊完毕后铜管的取出,有效的提高了设备冷焊效率。
附图说明
图1为本实用新型的结构主视图;
图2为本实用新型的A-A剖视图;
图3为本实用新型的结构俯视图;
图4为本实用新型的驱动装置结构示意图;
图5为本实用新型的B-B剖视图;
图6为本实用新型的模具结构示意图。
图中:1、支腿;2、机箱体;3、箱门;4、气控柜;5、液压系统;6、驱动装置;61、左滑架;62、右滑架;63、滑块;64、油缸;65、拉杆;66、轴承齿轮;7、模具;71、上压座;72、底座;73、导向柱;74、弹簧;8、压板;9、滑槽;10、隔板。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
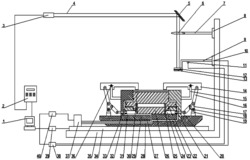
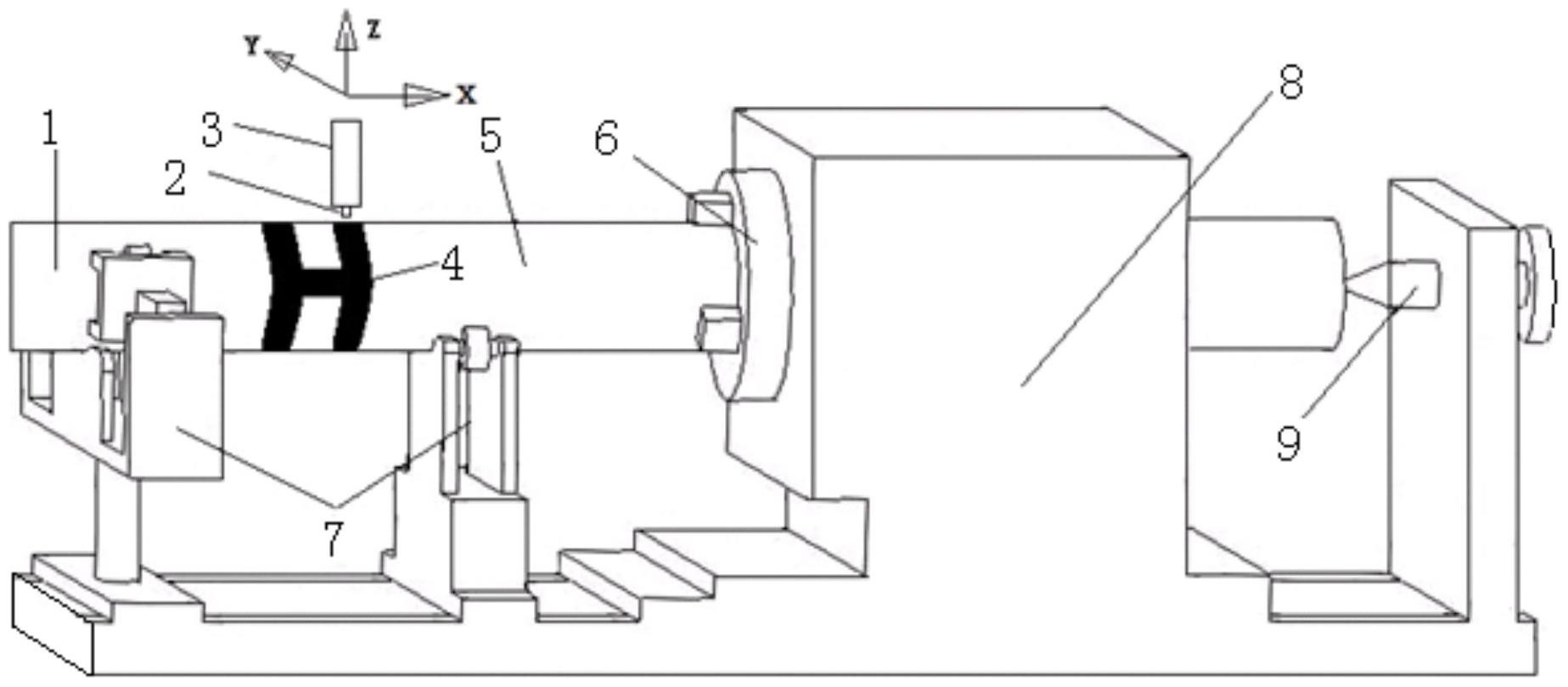
请参阅图1-6,本实用新型提供一种技术方案:一种用于液压冷焊机装置的冷焊模具,如图1和6所示,包括支腿1,机箱体2,箱门3,气控柜4,液压系统5,驱动装置6,模具7,压板8,滑槽9和隔板10,所述支腿1采用多个,分别焊接在机箱体2底部的四角处;所述箱门3采用2个,均设置在机箱体2的前侧,并与机箱体2通过铰链连接;所述气控柜4通过螺栓安装在机箱体2的一侧;所述驱动装置6可拆卸安装在机箱体2的内部;所述模具7采用2个,均通过螺栓安装在驱动装置6的上端;所述压板8两侧卡接在滑槽9内,并滑动连接;所述滑槽9采用2个,分别开设在机箱体2顶部的两侧;所述隔板10设置在机箱体2内部,其上端开设有凹槽。
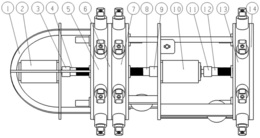
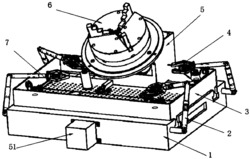
具体的,如图4和图5所示,所述驱动装置6包括左滑架61,右滑架62,滑块63,油缸64,拉杆65和轴承齿轮66,所述左滑架61和右滑架62均通过滑块63与隔板10滑动连接;所述滑块63采用2个,分别设置在左滑架61和右滑架62的底部;所述油缸64通过螺栓固定在右滑架62中间处;所述拉杆65焊接在左滑架61的一侧,并与油缸64的推杆连接;所述轴承齿轮66采用2个,分别设置在右滑架62底部的两侧,并与隔板10通过轴连接。
通过采用上述技术方案,在对铜管进行冷焊的时候,液压系统5为油缸64提供动能,向内收缩,并通过拉杆65拉动左滑架61在隔板10上滑动,在轴承齿轮66的配合下,实现了左滑架61和右滑架62同步动作,能够保证两根铜管进给速度和进给量一致,保证冷焊效果。
具体的,如图4和图5所示,所述左滑架61底部设置为C字状,其内部两侧开设有齿牙;所述右滑架62底部设置为齿杆状;所述左滑架61和右滑架62均与轴承齿轮66啮合连接。
通过采用上述技术方案,提高了设备的同步性,提高冷焊焊接强度。
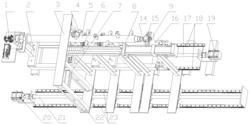
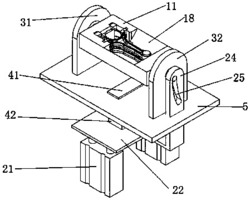
具体的,如图6所示,所述模具7包括上压座71,底座72,导向柱73和弹簧74,所述上压座71设置为楔形块状,该上压座71底部的中间位置开设有凹型槽;所述底座72分别焊接在左滑架61和右滑架62的顶部,该底座72上端的中间位置开设有凹型槽,其四周开设有导向孔;所述弹簧74采用多个,均套接在导向柱73上。
通过采用上述技术方案,在冷焊前,首先将铜管放置在上压座71和底座72之间,随着左滑架61和右滑架62的动作,向内靠拢,上压座71与压板8接触面变大,上压座71开设向下运动,实现了对铜管的夹紧,该结构简单,夹持方便,造价成本低。
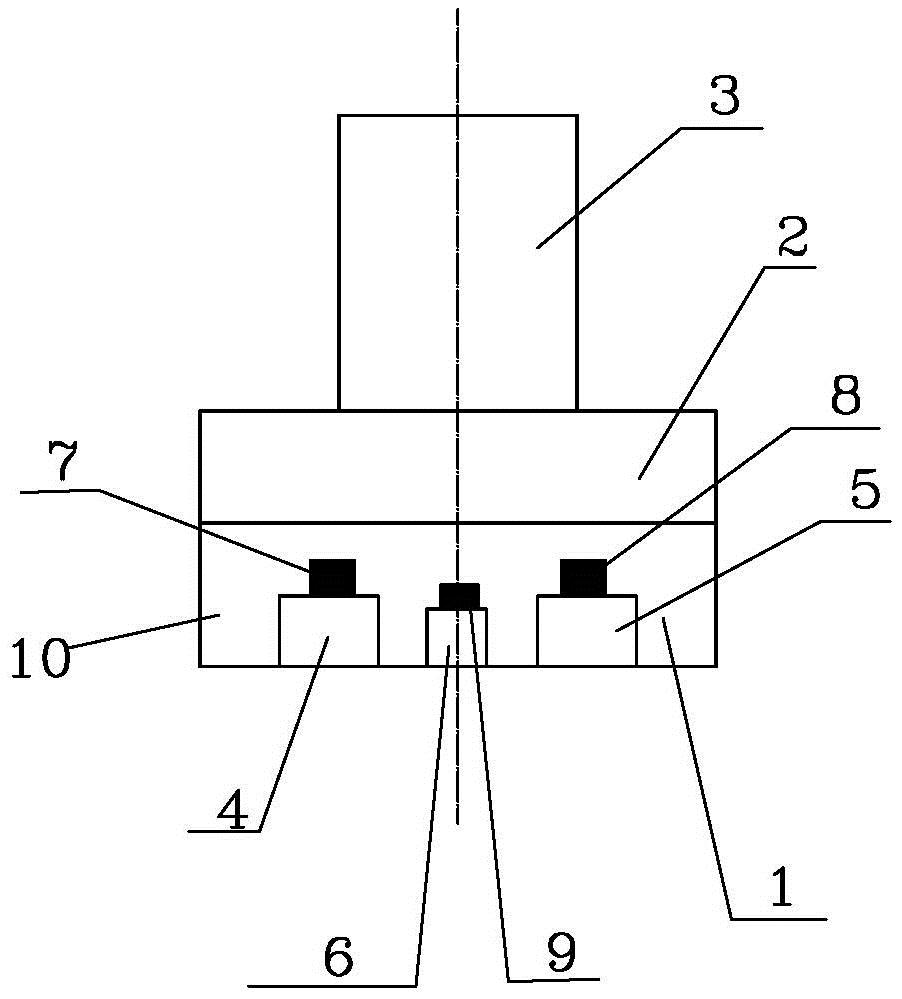
具体的,如图2和图3所示,所述压板8与压板8相对的位置粘结有缓冲柱,且缓冲柱具体采用橡胶材质制成的圆柱状。
通过采用上述技术方案,在压板8与上压座71全面接触后,此时铜管处于夹持最紧的状态,在左滑架61和右滑架62不断的运动下,压板8与压板8之间的缓冲柱开设受压缩,同时,2根铜管的端面结合,并开设冷焊,冷焊完毕后,油缸64反向动作,压板8逐渐与上压座71脱离,在弹簧74的弹力下将上压座71顶起,此时方便了冷焊完毕后铜管的取出,有效的提高了设备冷焊效率。
工作原理:在使用时,在冷焊前,首先将铜管放置在上压座71和底座72之间,液压系统5为油缸64提供动能,向内收缩,并通过拉杆65拉动左滑架61在隔板10上滑动,在轴承齿轮66的配合下,实现了左滑架61和右滑架62同步动作,模具7随着左滑架61和右滑架62的动作,向内靠拢,上压座71与压板8接触面变大,上压座71开设向下运动,实现了对铜管的夹紧,在压板8与上压座71全面接触后,此时铜管处于夹持最紧的状态,在左滑架61和右滑架62不断的运动下,压板8与压板8之间的缓冲柱开设受压缩,同时,2根铜管的端面结合,并开设冷焊,冷焊完毕后,油缸64反向动作,压板8逐渐与上压座71脱离,在弹簧74的弹力下将上压座71顶起,此时方便了冷焊完毕后铜管的取出,有效的提高了设备冷焊效率。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
一种用于液压冷焊机装置的冷焊模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0