

IPC分类号 : B29C64/20,B29C64/232,B29C64/236,B29C64/245,B29C64/205,B33Y30/00





专利摘要
一种多头分控3D打印机,纵向导轨为沿横向导轨中间位置对称分布的两条导轨,每条纵向导轨上对称设置两个挂载有3D打印头的打印头挂载滑块,两条纵向导轨上的四个3D打印头在打印平台的四个区域完成打印,且每完成一层打印,打印平台在动力机构驱动下转动3.6度,以使四个打印头所对的打印区域堆叠在下层相邻两个打印区域的结合处上。本发明的四个打印头同时作业,彼此不会产生干扰,大幅度提高了打印效率,通过将打印平台设置成可转动的,这样在每完成一层打印作业后将打印平台转动一定角度,从而改变每个打印头的打印区域,形成不同打印层间的错位堆叠,提高了打印产品的强度和稳定性。
说明书
技术领域
本发明涉及到3D打印技术领域,具体的说是一种多头分控3D打印机。
背景技术
3D打印技术诞生于上世纪80年代的美国,此后马上出现第一波小高潮,美国很快涌现出多家3D打印公司;1984年,Charles Hull开始研发3D打印技术,1986年,他自立门户,创办了世界上第一家3D打印技术公司(3DSystems公司也是目前3D市场领军者之一),同年发布了第一款商用3D打印机。1988年,Scott Crump发明了FDM热熔挤制成型技术,并于1989年成立了现在的另一家3D打印上市公司Stratasys(NASDAQ:SSYS),该公司在1992年卖出了第一台商用3D打印机。
我国从1991年开始研究3D打印技术,当时的名称叫快速原型技术(RapidPrototyping),即开发样品之前的实物模型;具体在国际上有几种成熟的工艺,分层实体制造(LOM)、立体光刻(SL)、熔融挤压(FDM)、激光烧结(SLS)等,国内也在不断跟踪开发。2000年前后,这些工艺从实验室研究逐步向工程化、产品化转化。由于做出来的只是原型,而不是可以使用的产品,而且国内对产品开发也不重视,大多是抄袭,所以快速原型技术在中国工业领域普及得很慢,全国每年仅销售几十台快速原型设备,主要应用于职业技术培训、高校等教育领域。
3D打印机操作员为系统人为的设定3D打印所需的参数,该参数预存在相应的存储设备中或者就存在电脑里,打印机的控制系统从存储设备里或者从电脑里获取3D模型数据,进行相应的分析,切片,再对切片后的2D图片进行路径规划,同时建立出合理的支撑部分,最后由中控系统按照软件的设定自动生成3D打印机所需要的控制指令,即G代码。控制板上的步进电机驱动器接受命令驱动相应的步进电机带动打印头进行工作。打印头开始吐丝按照点动成线,线动成面的原理绘制2D图层,一层层的把模型制作出来,z轴的每次移动量都是人为设定好的距离,也叫作层高。模型的打印完成之后,还需要后期的打磨,抛光,或者上色等后续工作。
3D打印技术在最近几年里实现爆发式的高速发展,尤其是在桌面级的3D打印领域表现尤为突出。国内外很多的手办生产商3D打印爱好者都可以使用3D打印机,把自己设计,改进的零件或者其他新奇作品低成本快速的制造出来,3D打印还有一个优点:就是它的层堆积增材制造方式完美解决了开模制造的限制条件,极大地释放了设计师的想象力。
然而3D打印机并非万能的,它的工作速度还做不到变魔术那样炫丽,以成本最低的FDM型打印机来说,它的工作方式就和蚕吐丝做茧一样,属于慢工出细活,打印一个十公分高的人像模型往往需要十个小时左右的时间,等待是一个让人非常痛苦的过程。还有一个特性就是打印精度每提高一倍,相应的最终成型所需时间也将成倍增加,这个是3D打印制造方式所具有的属性。那么在这个精益求精的、快节奏的以及个性化的社会生活背景下,低成本高效高精个性化的生产方式已然成为一个尚未得到满足的市场需求。
发明内容
本发明的目的是提供一种多头分控3D打印机,该3D打印机具有四个同时工作的打印头,而且四个打印头分区域独立运动,彼此不会产生干扰,通过将打印平台转动实现了不同打印层间的堆叠,不仅大幅度提高了打印效率,而且四个打印头间也不会产生干扰,由于不同层间相互错位叠合,也提高了打印产品的强度和稳定性。
本发明为实现上述技术目的所采用的技术方案为:一种多头分控3D打印机,包括打印基座、设置在打印基座上的横向导轨、纵向导轨和竖向导轨,其中,横向导轨的两端通过滑块丝杠机构在竖向导轨上往复滑动,纵向导轨3通过滑块丝杠机构在横向导轨上往复滑动;所述打印基座上设置有由动力机构驱动其转动的打印平台,所述纵向导轨为沿横向导轨中间位置对称分布的两条导轨,且每条纵向导轨上沿其中间位置对称设置两个打印头挂载滑块,每个打印头挂载滑块下部挂载有3D打印头,两条纵向导轨上的四个3D打印头在打印平台的四个区域完成打印,且每完成一层打印,打印平台在动力机构驱动下转动3.6度,以使四个打印头所对的打印区域堆叠在下层相邻两个打印区域的结合处上。
所述横向导轨为在竖向导轨上同步运动的两条导轨,每条纵向导轨分为断开的两部分,在这两部分上均通过滑块丝杠机构设置打印头挂载滑块;每条纵向导轨的两部分分别通过滑块丝杠机构在横向导轨上单独运动。
所述滑块丝杠机构包括滑块和与滑块螺纹配合的丝杠,滑块上具有容纳电机的腔室,电机驱动丝杠转动,进而带动滑块沿丝杠的方向运动;在滑块上与丝杠平行的设置有供导轨穿过的滑动孔,以使滑块在导轨的引导下沿丝杠运动;在滑块与丝杠垂直的方向上设置有若干供该方向的导轨和丝杠穿过的通孔。
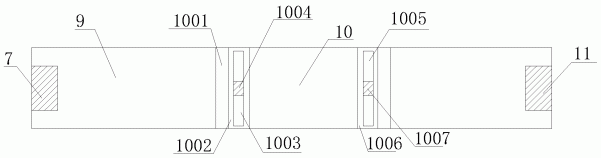
所述横向导轨和纵向导轨的两端设置有封闭导轨和丝杠末端的封头,竖向导轨的顶部设置有连接梁。
所述横向导轨的中部设置有将纵向导轨的两条导轨隔开的隔板。
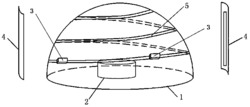
本发明的设计思路为:将3D简化成2D再简化成1D,就是在XYZ三个空间坐标的轴向分别部署对应的滑块丝杠机构来实现打印喷头的空间坐标定位与位移控制,还可以控制其位移速度,且滑块丝杠机构的动力来自步进电机,步进电机可以按照提前设定好的机械精度进行工作,每次的位移都能够很好的进行控制。这里需要在传统的二维打印基础上对XY平面进行四等分,就是把整个的打印平台分为四个小平台,每个打印头只负责打印分配到它的区域进行打印工作,不能够跨界工作,但是打印头的活动范围定死是为了杜绝在同一个平面内运动时,由于指令错误等不可预知因素造成打印头撞车的现象发生,但是,四个打印头分四个区域打印,很难打印出一体的无缝的模型,因此,将打印平台设计成在动力机构驱动下绕它的中心法线来进行往复的旋转运功,这样每打印一层之后,打印平台转动一定角度,四个打印头继续打印的话,每个打印头所打印的区域就会堆叠在下层打印区域的交界处上,从而像砌墙时压砖缝一样使得四个区域的四个部分完美的连接在一起。
有益效果:本发明设置四个打印头,且四个打印头分别在打印平台的四个部分上作业,这样可以实现四个打印头的同时作业,而且由于四个打印头分区域独立运动,彼此不会产生干扰,从而大幅度提高了打印效率,通过将打印平台设置成可转动的,这样在每完成一层打印作业后将打印平台转动一定角度,从而改变每个打印头的打印区域,形成不同打印层间的错位堆叠,由于不同层间相互错位叠合,也提高了打印产品的强度和稳定性。
附图说明
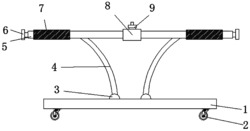
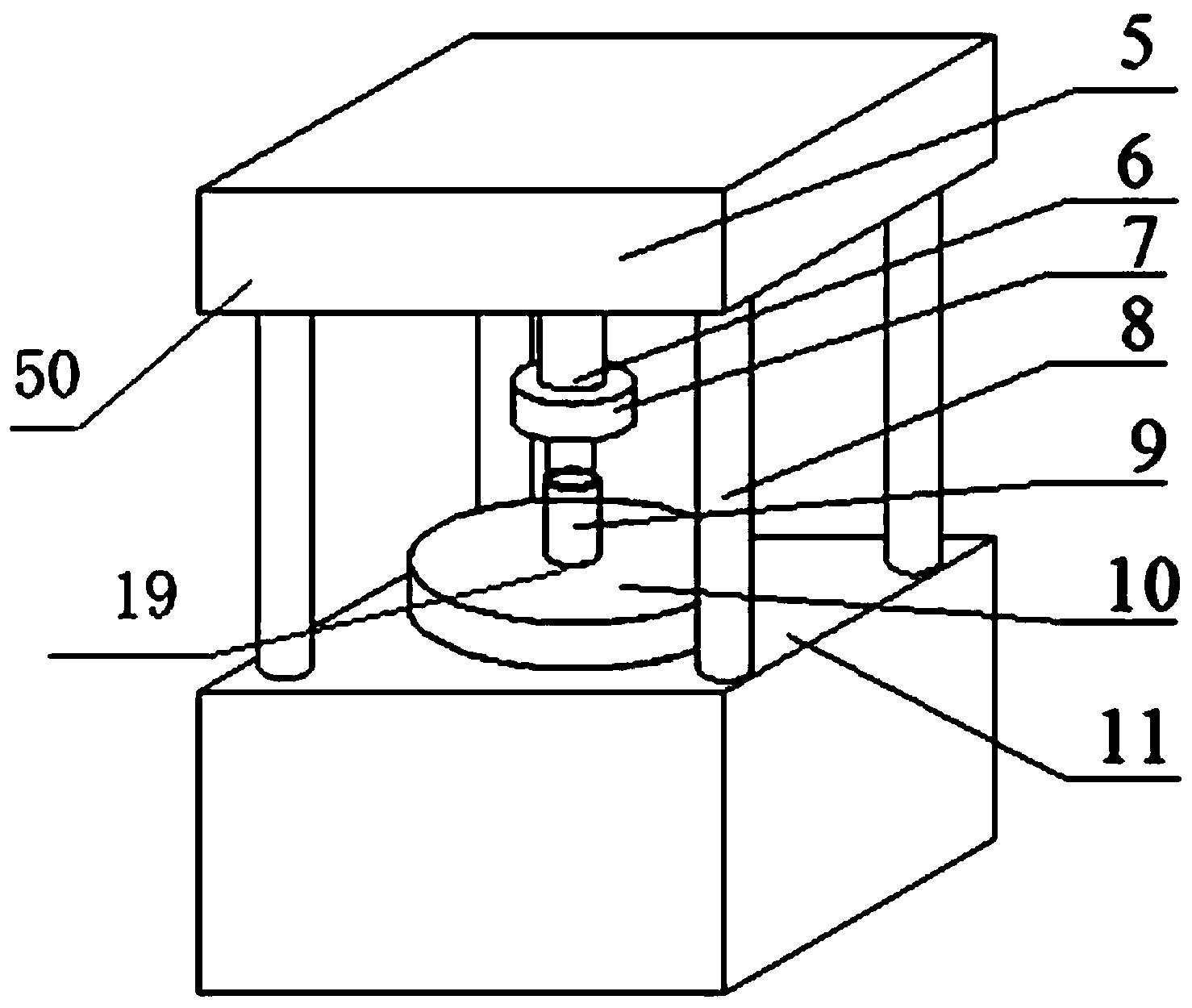
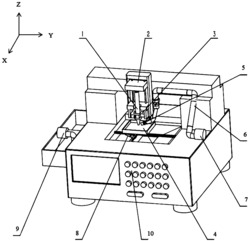
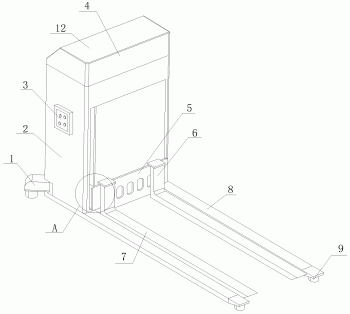
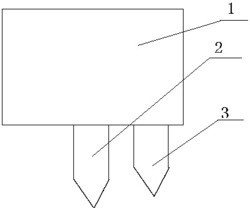
图1为本发明的结构示意图;
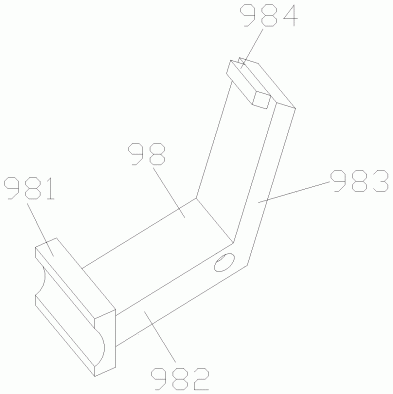
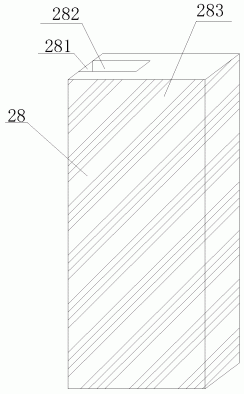
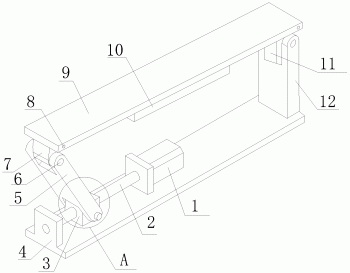
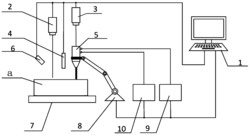
图2为滑块丝杠机构的结构示意图;
附图标记:1、打印基座,2、横向导轨,3、纵向导轨,4、竖向导轨,5、打印平台,6、打印头挂载滑块,7、滑块,701、丝杠,702、滑动孔,703、通孔,704、电机,8、封头,9、隔板,10、连接梁。
具体实施方式
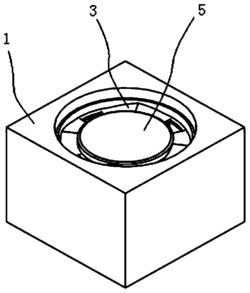
如图所示,一种多头分控3D打印机,包括打印基座1、设置在打印基座1上的横向导轨2、纵向导轨3和竖向导轨4,其中,横向导轨2的两端通过滑块丝杠机构在竖向导轨4上往复滑动,纵向导轨3通过滑块丝杠机构在横向导轨2上往复滑动;所述打印基座1上设置有由动力机构驱动其转动的打印平台5,所述纵向导轨3为沿横向导轨2中间位置对称分布的两条导轨,且每条纵向导轨3上沿其中间位置对称设置两个打印头挂载滑块6,每个打印头挂载滑块6下部挂载有3D打印头,两条纵向导轨3上的四个3D打印头在打印平台5的四个区域完成打印,且每完成一层打印,打印平台5在动力机构驱动下转动3.6度,以使四个打印头所对的打印区域堆叠在下层相邻两个打印区域的结合处上。
以上为本发明的基本实施方式,可在以上基础上做进一步的改进、优化和限定:
如,所述横向导轨2为在竖向导轨4上同步运动的两条导轨,每条纵向导轨3分为断开的两部分,在这两部分上均通过滑块丝杠机构设置打印头挂载滑块6;每条纵向导轨3的两部分分别通过滑块丝杠机构在横向导轨2上单独运动;
又如,所述滑块丝杠机构包括滑块7和与滑块7螺纹配合的丝杠701,滑块7上具有容纳电机704的腔室,电机704驱动丝杠701转动,进而带动滑块7沿丝杠701的方向运动;在滑块7上与丝杠701平行的设置有供导轨穿过的滑动孔702,以使滑块7在导轨的引导下沿丝杠701运动;在滑块7与丝杠701垂直的方向上设置有若干供该方向的导轨和丝杠穿过的通孔703;
再如,本发明中的横向导轨2、纵向导轨3和竖向导轨4均可采用滚珠直线导轨,其传动选用滚珠丝杠副传动;
又再如,所述横向导轨2和纵向导轨3的两端设置有封闭导轨和丝杠末端的封头8,竖向导轨4的顶部设置有连接梁10。
最后,所述横向导轨2的中部设置有将纵向导轨3的两条导轨隔开的隔板9。
本发明中,需要利用控制系统对四个打印头在每一个打印层的工作时间上进行统一控制,四个打印头的打印速度可以不同,但是其在每层的工作时间必须相同,这个时间以工作量最大的打印头在保证质量的前提下所用的最小时间为基准,而且是每一层的打印平面都以此模式进行指令生成,使得四个打印头的分别控制直接在指令上进行协调统一,接下来只需要保证各个步进电机能够准确地执行命令即可实现多头分控的打印模式;
但是仅仅到此为止所造成的结果就是四个打印头的交界处会出现明显接缝或焊缝,会造成打印作品的薄弱环节,为此,当每一个打印平面结束之后,热床即绕其中心旋转3.6度,在下一层打印工作开始之前对接缝进行抚平焊接处理,每一个大的平面完成都如此进行,就能够完美的把之前的一条竖直的竖轴方向的接缝消隐分部在每一层里面,最终形成像砌墙一样的压缝结构,合理的避免了四个喷头分区打印会造成零件薄弱环节的问题。
本发明中所需要的打印头结构与传统的机构是不同的,四个打印头的喷嘴需要在打印平台的法线位置形成点与线的重合,因此四个喷嘴需要沿打印平台半径向打印平台中心偏转45°角。
一种多头分控3D打印机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0