









专利摘要
本发明涉及斜齿圆柱齿轮滚齿加工齿面三维建模方法,通过在计算机辅助绘图软件中,建立齿轮坯三维模型以及滚刀齿刀刃轨迹曲面三维模型,通过加工工艺参数设置,模拟滚齿加工运动,求差绘制得到单齿轮廓三维模型,即可显示出加工后齿轮主要技术特征,以便进行表面观察、粗糙度分析以及性能分析等操作,实现了对斜齿圆柱齿轮滚齿加工齿面三维建模,解决了实验测量齿轮滚齿加工效果成本高的问题,同时还能更进一步分析各项加工参数对零件性能的影响。
权利要求
1.一种斜齿圆柱齿轮滚齿加工齿面三维建模方法,其特征在于,包括以下步骤:
步骤1,建立滚齿加工三维模型的步骤:
步骤1.1,在计算机辅助绘图软件中,建立齿轮坯三维模型以及滚刀齿刀刃轨迹曲面三维模型;
步骤1.2,根据齿轮和滚齿加工的工艺参数,定义齿轮坯三维模型轴向为y轴方向,径向进给沿z轴方向进行;取径向进给Fz,取垂直进给Fy的1/2,装配该齿轮坯三维模型和滚刀齿刀刃三维模型,建立滚齿加工三维模型;
步骤2,建立单齿轮廓三维模型的步骤:
在计算机辅助绘图软件中,模拟滚刀齿的滚齿加工运动,采用“求差”命令利用滚刀齿刀刃轨迹曲面三维模型对齿轮坯三维模型进行布尔运算,获得单齿廓三维模型;
步骤2包括以下步骤:
步骤2.1,将滚刀齿刀刃轨迹曲面三维模型沿x轴正反方向各移动滚刀齿数z2的1/2次,单次移动距离为邻齿轴向间距fx1;
滚刀齿刀刃轨迹曲面三维模型每正向移动一次,齿轮坯三维模型相应顺时针转动一次,转动角度为周向转动进给量fω,然后利用“求差”命令将齿轮坯三维模型减去滚刀齿刀刃轨迹曲面三维模型;
滚刀齿刀刃轨迹曲面三维模型每反向移动一次,齿轮坯三维模型相应逆时针转动一次,转动角度为周向转动进给量fω,然后利用“求差”命令将齿轮坯三维模型减去滚刀齿刀刃轨迹曲面三维模型;
步骤2.2,将齿轮坯三维模型以及滚刀齿刀刃轨迹曲面三维模型移回初始位置;
步骤2.3,滚刀齿刀刃轨迹曲面三维模型斜向移动的步骤:将滚刀齿刀刃轨迹曲面三维模型沿y轴和x轴方向移动,直到斜向进给结束,y轴方向移动距离为垂直进给量Fy,x轴方向移动距离为周向直线进给量Fx:
滚刀齿刀刃轨迹曲面三维模型沿斜向每移动一次,获得初始位置;重复步骤2.1和步骤2.2,直到斜向移动结束,斜向移动次数为齿轮厚度H除垂直进给量Fy的商减一;获得齿轮坯三维模型进给后剩余部分的三维模型,定义为单齿廓三维模型。
2.根据权利要求1所述的斜齿圆柱齿轮滚齿加工齿面三维建模方法,其特征在于,还包括步骤3,构建滚齿加工齿轮三维模型的步骤:在单齿廓三维模型的基础上,采用“布尔运算”中“变换”命令,将单齿廓三维模型按照加工齿数转动多次,获得滚齿加工齿轮三维模型。
3.根据权利要求1所述的斜齿圆柱齿轮滚齿加工齿面三维建模方法,其特征在于,还包括步骤4,齿侧轴向表面粗糙度测量的步骤:
单齿廓三维模型中,第一交线表示垂直进给Fy后滚刀齿刀刃轨迹曲面三维模型的后区与齿顶圆柱面交线;第二交线表示垂直进给Fy前滚刀齿刀刃轨迹曲面三维模型前区和进给后滚刀齿刀刃轨迹曲面三维模型后区交线;第三交线表示垂直进给Fy前滚刀齿刀刃轨迹曲面三维模型前区与齿顶圆柱面交线;绘制线为垂直进给Fy方向上理想齿廓线,则第一交线、第三交线、绘制线所围区域为余高区;
利用计算机辅助绘图软件,量取余高区的高度,得到齿侧轴向表面粗糙度Ra1。
4.根据权利要求1所述的斜齿圆柱齿轮滚齿加工齿面三维建模方法,其特征在于,还包括步骤40,齿侧周向表面粗糙度测量的步骤:定义理想线为y轴向进给为0时平面上理想齿廓线,实际线为y轴向进给为0时平面上实际齿廓线;用计算机辅助绘图软件的尺寸测量命令,量取理想线和实际线的最大距离,即为齿侧周向表面粗糙度Ra2。
5.根据权利要求1-4任一权利要求所述的斜齿圆柱齿轮滚齿加工齿面三维建模方法,其特征在于:该计算机辅助绘图软件为Unigraphics NX4.0版。
说明书
技术领域
本发明属于计算机辅助加工技术领域,具体涉及斜齿圆柱齿轮滚齿加工齿面三维建模方法。
背景技术
现有齿轮加工,一般使用滚齿加工方法,其最终加工效果以及零件性能只能实验验证,其无法直接仿真分析零件性能,观察加工效果。
例如对斜圆柱齿轮的表面粗糙度确定中,现有技术只能实际加工出样品后,采用实验法,利用表面粗糙度仪可以测量斜齿圆柱齿轮滚齿加工表面粗糙度,但是实验成本高,并难于反映表面粗糙度与加工参数、铣刀参数、齿轮参数等主要影响因素之间的直接关系,并不能获得齿面三维形状。
三坐标测量法可以测量斜齿圆柱齿轮滚齿加工表面三维坐标,构建加工表面三维模型,但是实验成本高,效率低,难于反映表面粗糙度与加工参数、铣刀参数、齿轮参数等主要影响因素之间的直接关系。
发明内容
本发明旨在提供一种斜齿圆柱齿轮滚齿加工齿面三维建模方法,以解决现有实验测量齿轮滚齿加工效果成本高的问题。
具体方案如下:一种斜齿圆柱齿轮滚齿加工齿面三维建模方法,其特征在于,包括如下步骤:
步骤1,建立滚齿加工三维模型的步骤:
步骤1.1,在计算机辅助绘图软件中,建立齿轮坯三维模型以及滚刀齿刀刃轨迹曲面三维模型;
步骤1.2,根据齿轮和滚齿加工的工艺参数,定义齿轮坯三维模型轴向为y轴方向,径向进给沿z轴方向进行;取径向进给Fz,取垂直进给Fy的1/2,初始位置,保证齿轮端面粗糙度、形状一致;装配该齿轮坯三维模型和滚刀齿刀刃三维模型,建立滚齿加工三维模型;
步骤2,建立单齿轮廓三维模型的步骤,在计算机辅助绘图软件中,模拟滚刀齿的滚齿加工运动,采用“求差”命令利用滚刀齿刀刃轨迹曲面三维模型对齿轮坯三维模型进行布尔运算,获得单齿廓三维模型。
进一步的,步骤2包括如下步骤:
步骤2.1,将滚刀齿刀刃轨迹曲面三维模型沿x轴正反方向各移动滚刀齿数z2的1/2次,单次移动距离为邻齿轴向间距fx1;
滚刀齿刀刃轨迹曲面三维模型每正向移动一次,齿轮坯三维模型相应顺时针转动一次,转动角度为周向转动进给量fω,然后利用“求差”命令将齿轮坯三维模型减去滚刀齿刀刃轨迹曲面三维模型;
滚刀齿刀刃轨迹曲面三维模型每反向移动一次,齿轮坯三维模型相应逆时针转动一次,转动角度为周向转动进给量fω,然后利用“求差”命令将齿轮坯三维模型减去滚刀齿刀刃轨迹曲面三维模型;
步骤2.2,将齿轮坯三维模型以及滚刀齿刀刃轨迹曲面三维模型移回初始位置;
步骤2.3,滚刀齿刀刃轨迹曲面三维模型斜向移动的步骤:将滚刀齿刀刃轨迹曲面三维模型沿y轴和x轴方向移动,移动次数为齿轮厚度除以垂直进给量Fy的商减去1,直到斜向进给结束,y轴方向每次移动距离为垂直进给量Fy,x轴方向每次移动距离为周向直线进给量Fx:
滚刀齿刀刃轨迹曲面三维模型沿斜向每移动一次,获得新的初始位置,重复步骤2.1和步骤2.2,移动结束后,获得齿轮坯三维模型进给后剩余部分的三维模型,定义为单齿廓三维模型。
进一步的,还包括步骤3,构建滚齿加工齿轮三维模型的步骤:在单齿廓三维模型的基础上,采用“布尔运算”中“变换”命令,将单齿廓三维模型按照加工齿数转动多次,获得滚齿加工齿轮三维模型。
进一步的,还包括步骤4,齿侧轴向表面粗糙度测量的步骤:
单齿廓三维模型俯视图中,第一交线表示垂直进给Fy后滚刀齿刀刃轨迹曲面三维模型的后区与齿顶圆柱面交线;第二交线表示垂直进给Fy前滚刀齿刀刃轨迹曲面三维模型前区和进给后滚刀齿刀刃轨迹曲面三维模型后区交线;第三交线表示垂直进给Fy前滚刀齿刀刃轨迹曲面三维模型前区与齿顶圆柱面交线;绘制线为垂直进给Fy方向上理想齿廓线,则第一交线、第三交线、绘制线所围区域为余高区;利用计算机辅助绘图软件,量取余高区的高度,得到齿侧轴向表面粗糙度Ra1。
进一步的,定义理想线为y轴向进给为0时平面上理想齿廓线,实际线为y轴向进给为0时平面上实际齿廓线;用计算机辅助绘图软件的尺寸测量命令,量取理想线和实际线的最大距离,即为齿侧周向表面粗糙度Ra2。
进一步的,该计算机辅助绘图软件为Unigraphics NX4.0版。
有益效果:本发明的斜齿圆柱齿轮滚齿加工齿面三维建模方法,通过在计算机辅助绘图软件中,建立齿轮胚三维模型以及滚刀齿刀刃轨迹曲面三维模型,通过加工工艺参数设置,模拟滚齿加工运动,求差绘制得到单齿轮廓三维模型,即可显示出加工后齿轮主要技术特征,以便进行表面观察、粗糙度分析以及性能分析等操作,实现了对斜齿圆柱齿轮滚齿加工齿面三维建模,解决了实验测量齿轮滚齿加工效果成本高的问题,同时还能更进一步分析各项加工参数对零件性能的影响。
在进一步的技术方案中,提出了绘制滚齿加工齿轮三维模型的方法,以及测量尺侧轴向表面粗糙度和齿侧周向表面粗糙度的方法,对进一步分析加工结果,优化加工工艺,提供了理论依据。
附图说明
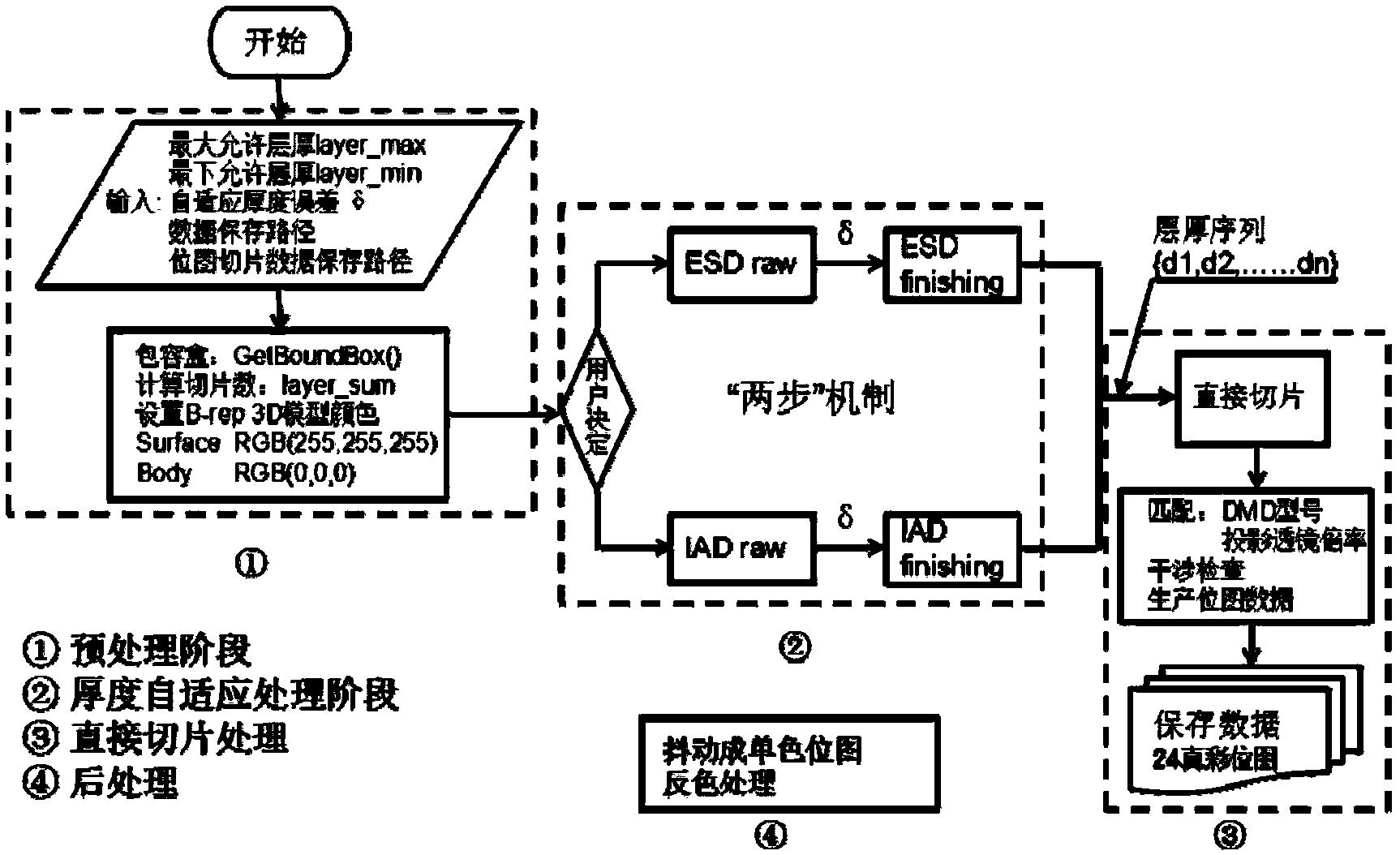
图1示出了本发明斜齿圆柱齿轮滚齿加工齿面三维建模方法步骤流程图;
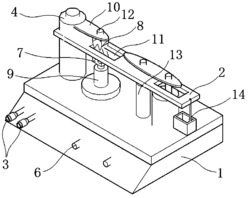
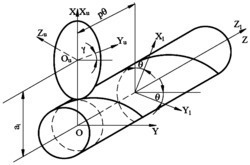
图2示出了滚齿加工三维模型结构示意图;
图3示出了滚齿加工三维模型主视图;
图4示出了滚齿加工三维模型俯视图;
图5示出了滚齿加工三维模型左视图;
图6示出了单齿轮廓三维模型结构示意图;
图7示出了图6的A处局部放大图;
图8示出了图7齿廓侧面局部放大图;
图9示出了图7齿廓根部的局部放大图;
图10示出了图7齿廓底部的局部放大图;
图11示出了单齿轮廓三维模型局部俯视图;
图12示出了图11中B处的局部放大图;
图13示出了单齿轮廓三维模型主视图;
图14示出了图13的C处局部放大图。
具体实施方式
为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
现结合附图和具体实施方式对本发明进一步说明。
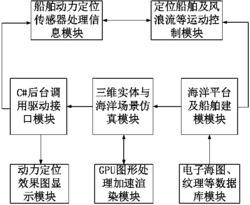
结合图1所示,该实施例的斜齿圆柱齿轮滚齿加工齿面三维建模方法,包括如下步骤:
首先,步骤1建立滚齿加工三维模型;而后,步骤2中,模拟加工过程,建立单齿廓三维模型;最后,在该单齿轮廓三维模型的基础上,步骤4,测量表面粗糙度,以进行加工表面效果分析,或者步骤3,建立滚齿加工齿轮三维模型,以进行零件应力分析等性能分析操作。该实施例的具体操作步骤如下。
步骤1,建立滚齿加工三维模型的步骤:
步骤1.1,如图2所示,根据齿轮和滚齿加工工艺参数,模拟滚齿加工运动,利用Unigraphics NX4.0版软件,采用100:1的比例,先建立齿轮坯三维模型2,再建立一个滚刀齿刀刃轨迹曲面三维模型1;在该实施例中,以齿轮坯模型2的上端面圆心为原点,其轴向方向为y轴方法,则z轴方向以及x轴方向均设于齿轮坯模型2的径向方向;
步骤1.2,取径向进给Fz(mm/次)次数为一次,即径向进给沿z轴方向进行,取垂直进给量Fy/2(mm/次),装配该齿轮坯三维模型和滚刀齿刀刃三维模型,建立滚齿加工三维模型。
再结合图3至图5所示,该滚齿加工三维模型具体参数为:
xc、yc、zc为坐标轴,滚刀周向直线进给量Fx(mm/次)、周向转动进给量fω(°/次),径向进给量Fz(mm/次),表示齿轮周节P(mm),齿轮齿顶圆直径da(mm);
另外,齿轮厚度H(mm),滚刀螺旋角ω(°)以逆时针为正;齿轮螺旋角β(°),以逆时针为负,是左螺旋。
滚刀转速n(r/min),滚刀直径de(mm),垂直进给量Fy(mm/次)。
步骤2,建立单齿轮廓三维模型的步骤:
模拟多齿滚刀滚齿加工运动,采用“求差”命令利用滚刀齿刀刃轨迹曲面三维模型1对齿轮坯三维模型2进行布尔运算,以获得单齿廓三维模型,其中,具体的包括如下细分步骤:
步骤2.1,在图3基础上,将滚刀齿刀刃轨迹曲面三维模型1沿x轴正反方向各移动滚刀齿数z2的1/2次,单次移动距离为邻齿轴向间距fx1(mm/次);滚刀齿刀刃轨迹曲面三维模型1每正向移动一次,齿轮坯三维模型2则相应顺时针转动一次,转动角度为为周向转动进给量fω(°/次),然后利用“求差”命令用齿轮坯三维模型2减去滚刀齿刀刃轨迹曲面三维模型1,获得齿轮胚三维模型2剩余部分的三维模型;滚刀齿刀刃轨迹曲面三维模型1每反向移动一次,齿轮坯三维模型2相应逆时针转动一次,然后“求差”;
步骤2.2,将步骤(1)获得的齿轮坯三维模型2剩余部分的三维模型转回初始位置,并将滚刀齿刀刃轨迹曲面三维模型1移回初始位置;
步骤2.3,在图5的基础上,将滚刀齿刀刃轨迹曲面三维模型1沿y轴方向和x轴方向移动多次,直到斜向进给结束,y轴方向移动距离为垂直进给量Fy(mm/次),x轴方向移动距离为周向直线进给量Fx(mm/次);滚刀齿刀刃轨迹曲面三维模型1沿斜向每移动一次后的位置,为新的初始位置;重复步骤2.1和步骤2.2,直到斜向移动结束,获得齿轮坯三维模型2进给后剩余部分的三维模型,如图6所示,定义为单齿廓三维模型。
结合图7所示,71表示齿侧区,72表示齿根区,73表示齿底区。该三区构成了一个齿的全部齿廓。
结合图8所示,图8中81表示周向直线进给Fx前后滚刀齿刀刃轨迹曲面三维模型1交线。82表示垂向进给Fy时滚刀齿刀刃轨迹曲面三维模型1前后区交线。在垂直进给Fy方向上,滚刀齿刀刃轨迹曲面三维模型1中位于滚刀中心线之前的部分称为前区;否则,滚刀齿刀刃轨迹曲面三维模型1中位于滚刀中心线之后的部分称为后区。83表示垂直进给Fy前滚刀齿刀刃轨迹曲面三维模型1前区和垂直进给Fy后滚刀齿刀刃轨迹曲面三维模型1后区交线。
结合图9所示,滚刀齿刀刃轨迹曲面三维模型1由两个侧刃轨迹曲面模型和一个顶刃轨迹曲面模型构成;91表示周向进给前滚刀齿侧刃轨迹曲面模型与其周向进给后顶刃轨迹曲面模型交线;92表示滚刀顶刃轨迹曲面模型与其侧刃轨迹曲面模型交线。93表示垂直进给Fy时滚刀齿刀刃轨迹曲面三维模型1前后区交线。94表示垂直进给前滚刀齿刀刃轨迹曲面三维模型1前区和垂直进给后滚刀齿刀刃轨迹曲面三维模型1后区交线。
结合图10所示,10表示垂直进给Fy前滚刀齿刀刃轨迹曲面三维模型1前区和垂直进给Fy后滚刀齿刀刃轨迹曲面三维模型1后区交线。20表示垂直进给Fy时滚刀齿刀刃轨迹曲面三维模型1前后区交线。30表示周向进给fω前后滚刀齿刀刃轨迹曲面三维模型1齿顶刃轨迹曲面交线。
还包括步骤4,齿侧轴向表面粗糙度测量的步骤:
结合图11所示,xc、yc、zc为坐标轴。周向直线进给量Fx,垂直进给Fy同前。
结合图12所示,第一交线121表示垂直进给Fy后滚刀齿刀刃轨迹曲面三维模型1后区与齿顶圆柱面交线。da表示齿顶圆直径(mm)。第二交线122表示垂直进给Fy前模型1前区和进给后模型1后区交线;第三交线123表示垂直进给Fy前模型1前区与与齿顶圆柱面交线。理想线124为垂直进给Fy方向上理想齿廓线。则第一交线121、第三交线123以及理想线124所围区域为余高区;则表示齿侧轴向表面粗糙度Ra1(μm),利用UG软件的尺寸测量命令,量取余高区的高度,即为齿侧轴向表面粗糙度Ra1(μm)。
结合图13所示,还包括步骤40,齿侧周向表面粗糙度测量的步骤:
首先,确认理想线和实际线;理想线141为y=0mm平面上理想齿廓线,即周向进给fω接近于0时的齿廓;实际线142为该平面上实际齿廓线。
再结合图14所示,齿侧周向表面粗糙度Ra2(μm)的测量中,利用UG软件的尺寸测量命令,量理想线141和实际线142的最大距离,即为齿侧周向表面粗糙度Ra2(μm)。
在该实施例中,在该实施例中,斜齿圆柱齿轮滚齿加工成形表面三维建模计算余高方案I和方案II如下表1所示:
表1圆柱斜齿轮滚齿加工成形表面三维建模计算方案与结果
表1中,参数1-12为齿轮参数,由齿轮设计给出;参数13-23为滚齿加工工艺参数,由滚齿工艺设计给出。参数24和参数25为由本方案计算获得。
尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
斜齿圆柱齿轮滚齿加工齿面三维建模方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0