







专利摘要
本发明涉及一种大螺距螺杆车削工艺系统综合频响函数方程构建方法,步骤为:步骤一、构建刀具‑机床进给系统子系统频响函数模型;步骤二、构建工件‑机床主轴子系统频响函数模型;步骤三、通过刀具‑机床进给系统子系统频响函数和工件‑机床主轴子系统频响函数在对应方向上的线性叠加,构建大螺距螺杆车削工艺系统综合频响函数方程。本发明考虑到机床、刀具和工件三者综合对加工系统动力学特性的影响,提出“广义动力学空间”概念,扩大了动力学研究的空间尺度,基于广义动力学空间大螺距螺杆车削系统综合频响函数方程的建立方法,能够更加精准地表征切削系统的振动特性,反映整个工艺系统的动力学行为。
权利要求
1.大螺距螺杆车削工艺系统综合频响函数方程构建方法,其特征在于,包括如下步骤:
步骤一、构建刀具-机床进给系统子系统频响函数模型;
步骤二、构建工件-机床主轴子系统频响函数模型;
步骤三、通过刀具-机床进给系统子系统频响函数和工件-机床主轴子系统频响函数在对应方向上的线性叠加,构建大螺距螺杆车削工艺系统综合频响函数方程。
2.根据权利要求1所述的大螺距螺杆车削工艺系统综合频响函数方程构建方法,其特征在于:构件刀具-机床进给系统子系统频响函数模型步骤为:
首先,将刀具-机床进给系统子系统简化为丝杆、螺母、导轨、工作台、刀架-部分刀具和刀具悬伸部分;基于响应耦合法理论,将刀具-机床进给系统子系统划分为Ⅰ、Ⅱ和Ⅲ三个子结构,Ⅰ为丝杆、Ⅱ为螺母-工作台-刀架-部分刀具、Ⅲ为刀具悬伸部分,并考虑以下四个结合面对刀具-机床进给系统子系统刀尖点频响函数的影响:轴承-丝杆、丝杆-螺母、工作台-导轨及刀架-刀具;
然后,对子结构Ⅰ、Ⅱ和Ⅲ频响函数进行耦合计算;将子结构Ⅰ简化为均质弹性等径梁结构,同时将对机床丝杆起到支撑作用的结构简化为刚性支撑;将Ⅰ和Ⅱ子结构刚性耦合成装配体,子结构Ⅰ的左侧边缘处定义为1位置,右侧与子结构Ⅱ中螺母连接处定义为2位置,同时子结构Ⅱ中螺母的左侧连接处定义为2′位置,螺母右侧边缘处定义为3位置;在装配体1位置处施加载荷,考虑平动和转动二自由度体系,子结构端点处施加的力为qi=(fi,mi)T(i=1,2,2′),获得相应位置位移响应为式(1);同时根据力的平衡关系(2)和相容条件(3),求得装配体在1处的频响函数如式(4)所示;同理求得在3处频响函数如式(5);对子结构Ⅰ-Ⅱ和Ⅲ进行耦合,子结构Ⅱ中刀架的左侧与子结构Ⅱ中螺母的连接处定义为3′位置,子结构Ⅱ中刀架的右侧与子结构Ⅲ的连接处定义为4位置,同时子结构Ⅲ刀具与刀架结合处定义为4′位置,刀具右侧边缘处定义为5位置。同理得到在5和3′位置的频响函数,如式(6);
q2+q2′=0
q1=Q1 (2)
S2+H2+W2=S2′(3)
RS11=R11+R12(R22′-R′22′-R"ii+R22)-1R21(4)
RS33=R33+R32′(R22′-R′22′-R"22′+R22)-1R2′3(5)
式中,Rij为频响函数矩阵,当i与j相同时为对应位置的频响函数矩阵,当二者不相等时为跨点频响函数矩阵;Si=(Xi,θi)T为子结构坐标点i处的位移响应,Wi=(Ui,θi)T为丝杆的位移响应,Hi=(Pi,θi)T为结合面处位移响应,其中Xi、Ui和Pi为位移响应,θi为转动位移响应;Q1是假设在装配体Ⅰ-Ⅱ的点1处施加的载荷;
再然后,在已求得的子结构耦合频响基础上,考虑结合面处平动位移的影响,如式(7)所示,将子结构Ⅱ刀架和子结构Ⅲ刀具结合处,刀具结合部分设为a,刀架结合部分为b;将子结构Ⅰ丝杆和子结构Ⅱ螺母结合处,丝杆结合部分设为c,螺母结合部分为d;得到任意位置考虑结合面影响的频响函数,如式(8);推导出频率响应函数,公式(9);刀尖点处的响应,公式(10);基于频响函数矩阵对称性特点,得到耦合后刀尖点处三向频响响应函数,公式(11);
RSxx=Rxx-Rax[Rbb+Raa-R′ab+R2′2′]-1Rxa(8)
式中,Rij为频率响应矩阵;Rij、R′ij和R″ij的公式如式(9)—(11);其中hij、nij和lij、pij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应和在j位置施加单位力矩在i位置处的转角响应,公式(12);Di为结合面响应,公式(14);U为已有丝杆纵向位移响应,公式(15);进一步得到频率响应函数和刀尖处响应公式,如式(16)—(17);基于矩阵对称性特点,最终求得刀具-机床子系统刀尖点三向频率响应函数,如式(18);
式中,I为惯性矩;E为弹性模量; 为频率参数;η为阻尼因子;l为梁的长度;Fi公式如(13);
F1=sinλl+coshλl
F3=sinλl coshλl
F5=sinhλl cosλl-sinλl coshλl
F6=sinhλl cosλl+sinλl coshλl
F7=sinλl+sinhλl
F8=sinλl-sinhλl
F10=cosλl-coshλl (13)
式中,Di为丝杆纵向位移响应;kij(i,j=1,2,3,4,5,6)为刚度矩阵中的元素;F (Fx=-∫spxdS、Fy=-∫spydS和Fz=-∫spzdS)、M(Mx=-∫spzydS+∫SPyzdS、My=-∫spxzdS+∫SPzxdS和Mz=-∫spyxdS+∫SPxydS)、S和P分别为力、力矩、结合面的面积和结合面压力;
式中,U为丝杆纵向位移响应;ku1为前轴承在x向的纵向刚度; E为丝杆弹性模量;ωu为丝杆振动频率;
RSxx=Rxx-Rax[Rdd-R′ab-R″ab+R2′2′]-1Rxa(16)
式中:Gxt、Gyt和Gzt分别是工件-进给系统子系统沿x、y和z方向上的频响函数;其中hij、nij、lij和pij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应、点j处施加单位力矩引起的点i处的位移响应、点j处施加单位力引起的点i处的转角响应和在j位置施加单位力矩在i位置处的转角响应;Di为结合面响应;U为进给系统纵向位移响应;脚标x表示沿x方向上的任意位置,脚标y表示沿y方向上的任意位置,脚标z表示沿z方向上的任意位置。
3.根据权利要求2所述的大螺距螺杆车削工艺系统综合频响函数方程构建方法,其特征在于:构建工件-机床主轴子系统频响函数模型步骤为:
首先,将工件-机床主轴子系统简化为主轴、卡盘及工件三个部分;基于响应耦合法理论,将工件-机床主轴子系统划分为主轴、卡盘-工件及工件三个子结构,分别为子结构Ⅰ、子结构Ⅱ和子结构Ⅲ,并考虑以下两个结合面对件-机床主轴系统工件任意位置频响函数的影响:主轴-卡盘和卡盘-工件;
通过划分的子结构依次耦合,构建工件-机床主轴子系统动力学模型,通过响应耦合法获得各子结构端点的频响函数;通过建立机床卡盘与工件端的结合面的振动模型,结合模态锤击实验,对主轴-卡盘结合面参数进行识别;
最后采用IRCSA方法获得耦合后工件-机床主轴子系统不同位置点频响函数,基于矩阵对称性特点,同刀具-机床进给系统子系统刀尖点频响求解方法,最终求得工件任意位置耦合三向频率响应函数,如式(19);
式中:Gxw、Gyw和Gzw分别是工件-机床主轴子系统沿x、y和z方向上的频响函数;其中其中h′ij、n′ij、l′ij和p′ij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应、点j处施加单位力矩引起的点i处的位移响应、点j处施加单位力引起的点i处的转角响应和在j位置施加单位力矩在i位置处的转角响应,计算公式与式(12)相同;D′i为工件结合面响应,计算公式与(14)相同;U′为主轴纵向位移响应;将子结构Ⅱ卡盘和子结构Ⅲ工件结合处,卡盘结合部分设为a′,工件结合部分为b′;将子结构Ⅰ主轴和子结构Ⅱ卡盘结合处,主轴结合部分设为c′,卡盘结合部分为d′;脚标x表示沿x方向上的任意位置,脚标y表示沿y方向上的任意位置,脚标z表示沿z方向上的任意位置。
4.根据权利要求3所述的大螺距螺杆车削工艺系统综合频响函数方程构建方法,其特征在于:构建大螺距螺杆车削工艺系统综合频响函数方程的方法为:
大螺距螺杆车削加工系统包括所述刀具-机床进给系统子系统和所述的工件-机床主轴子系统,刀具-机床进给系统子系统在x、z方向的频响函数如式(20)—(21)所示;工件-机床主轴子系统在相应x、z方向的频响函数如式(22)—(23)所示。其中,Gxxt、Gzzt为刀具-机床进给系统子系统在x、z方向的频响函数;Gxxw、Gzzw为工件-机床主轴子系统在x、z方向的频响函数;Rxxt、Rzzt为刀具-机床进给系统子系统在x、z方向的频响函数的实部;Rxxw、Rzzw为工件-机床主轴子系统在x、z方向的频响函数的实部;Ixxt、Izzt为刀具-机床进给系统子系统在x、z方向的频响函数的虚部;Ixxw、Izzw为工件-机床主轴子系统在x、z方向的频响函数的虚部;Sxxt、Szzt为刀具-机床进给系统子系统在x、z方向的振动位移;Sxxw、Szzw为工件-机床主轴子系统在x、z方向的振动位移;Fxxt、Fzzt为刀具-机床进给系统子系统在x、z方向的切削力;Fxxw、Fzzw为工件-机床主轴子系统在x、z方向的切削力;
高进给车削大螺距螺杆件过程中,成形车刀与大螺距外螺纹件相对位移的值等于车刀位移与大螺距外螺纹件位移之和,其中,车刀与螺杆在x、z方向上相对传递函数分别如式(24)和(25)所示,同时,在频域时x、z向频响函数如式(26)、(27)所示。其中,Gxx、Gzz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对频响函数;Sxx、Szz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对振动位移;Fxx、Fzz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对切削力;
Gxx=Gxxt+Gxxt(26)
Gzz=Gzzt+Gzzw(27)
分别将刀具-机床进给系统子系统和工件-机床主轴子系统的在各自坐标系下的轴向视为刚性,建立0-xyz坐标系,x向为径向,正方向向外;y为轴向,正方向向右;z方向为径向,且向上为正方向;高进给车削工艺系统x向综合频响函数由刀具-机床进给系统子系统的x向决定,式(28);y向综合频响由工件-机床主轴子系统y向决定,式(29);工艺系统z向由刀具-机床进给系统子系统和工件-机床主轴子系统共同决定,式(30)所示;得到高进给车削工艺系统综合频响函数如式(31)所示。
Gx(iw)=[Gxt(iwt)](28)
Gy(iw)=[Gyw(iww)](29)
[G(iw)]=[Gxt(iw) Gyw(iw) Gz(iw)](31) 。
说明书
技术领域
本发明涉及切削系统综合频响函数构建方法,特别是一种大螺距螺杆车削工艺系统综合频响函数方程构建方法,属于螺杆车削技术领域。
背景技术
大螺距螺杆作为大型压力机的主要零部件,在核电、航空航天及大型船舶关键零部件的制造和锻压中起到关键作用。大螺距螺杆具有螺纹加工尺寸长、径向切深大及进给速度大的加工特点,在车削过程中采用低转速、分层切削的加工方式。由于加工过程中长行程、多方向交叉高进给车削,振动特性复杂且多变,对大螺距螺杆加工精度和粗糙度影响很大,同时影响了刀具系统的使用寿命。
目前,对切削过程中振动的研究多以机床、刀具、工件、主轴-刀柄-刀具、刀具- 工件或机床-工件为研究对象,建立相应的振动方程及动力学模型,但这些模型均未考虑机床、刀具和工件三者综合对加工系统动力学特性的影响,无法反映整个工艺系统的动力学行为。
鉴于高进给切削技术和目前已有方程建立方法无法反映整个加工系统的动力学行为的现状。因此拓宽研究对象的尺度,给出建立符合实际高进给车削加工过程中综合频响函数方程构建方法,能够更准确的通过所建立模型来预测加工稳定性,从而优化切削加工参数和预测并抑制加工误差,进而达到提高工件的加工精度目的,为复杂零件高精度创成提供理论基础与技术保障,就具有非常重要的研究价值。
发明内容
本发明为解决公知技术中存在的技术问题而提供一种大螺距螺杆车削工艺系统综合频响函数方程构建方法,该构建方法以机床、刀具和工件三种者综合为研究对象,由该构建方法构建的频响函数方程能更加精准地表征工艺系统的振动特性,能够更准确的预测加工稳定性,从而可优化切削加工参数和预测并抑制加工误差,进而可达到提高工件的加工精度目的,也为复杂零件高精度创成提供理论基础与技术保障。
本发明为解决公知技术中存在的技术问题所采取的技术方案是:
大螺距螺杆车削工艺系统综合频响函数方程构建方法,其特征在于,包括如下步骤:
步骤一、构建刀具-机床进给系统子系统频响函数模型;
步骤二、构建工件-机床主轴子系统频响函数模型;
步骤三、通过刀具-机床进给系统子系统频响函数和工件-机床主轴子系统频响函数在对应方向上的线性叠加,构建大螺距螺杆车削工艺系统综合频响函数方程。
进一步的:构件刀具-机床进给系统子系统频响函数模型步骤为:
首先,将刀具-机床进给系统子系统简化为丝杆、螺母、导轨、工作台、刀架-部分刀具和刀具悬伸部分;基于响应耦合法理论,将刀具-机床进给系统子系统划分为Ⅰ、Ⅱ和Ⅲ三个子结构,Ⅰ为丝杆、Ⅱ为螺母-工作台-刀架-部分刀具、Ⅲ为刀具悬伸部分,并考虑以下四个结合面对刀具-机床进给系统子系统刀尖点频响函数的影响:轴承-丝杆、丝杆-螺母、工作台-导轨及刀架-刀具。
然后,对子结构Ⅰ、Ⅱ和Ⅲ频响函数进行耦合计算;将子结构Ⅰ简化为均质弹性等径梁结构,同时将对机床丝杆起到支撑作用的结构简化为刚性支撑;将Ⅰ和Ⅱ子结构刚性耦合成装配体,子结构Ⅰ的左侧边缘处定义为1位置,右侧与子结构Ⅱ中螺母连接处定义为2位置,同时子结构Ⅱ中螺母的左侧连接处定义为2′位置,螺母右侧边缘处定义为3位置;在装配体1位置处施加载荷,考虑平动和转动二自由度体系,子结构端点处施加的力为qi=(fi,mi)T(i=1,2,2′),获得相应位置位移响应为式(1);同时根据力的平衡关系(2)和相容条件(3),求得装配体在1处的频响函数如式(4)所示;同理求得在3处频响函数如式(5);对子结构Ⅰ-Ⅱ和Ⅲ进行耦合,子结构Ⅱ中刀架的左侧与子结构Ⅱ中螺母的连接处定义为3′位置,子结构Ⅱ中刀架的右侧与子结构Ⅲ的连接处定义为4位置,同时子结构Ⅲ刀具与刀架结合处定义为4′位置,刀具右侧边缘处定义为 5位置。同理得到在5和3′位置的频响函数,如式(6)。
q2+q2=0
q1=Q1(2)
S2+H2+W2=S2′ (3)
RS11=R11+R12(R22′-R′22′-R″ii+R22)-1R21 (4)
RS33=R33+R32′(R22′-R′22′-R″22′+R22)-1R2′3 (5)
式中,Rij为频响函数矩阵,当i与j相同时为对应位置的频响函数矩阵,当二者不相等时为跨点频响函数矩阵;Si=(Xi,θi)T为子结构坐标点i处的位移响应,Wi=(Ui,θi)T为丝杆的位移响应,Hi=(Pi,θi)T为结合面处位移响应,其中Xi、Ui和Pi为位移响应,θi为转动位移响应;Q1是假设在装配体Ⅰ-Ⅱ的点1处施加的载荷。
再然后,在已求得的子结构耦合频响基础上,考虑结合面处平动位移的影响,如式 (7)所示,将子结构Ⅱ刀架和子结构Ⅲ刀具结合处,刀具结合部分设为a,刀架结合部分为b;将子结构Ⅰ丝杆和子结构Ⅱ螺母结合处,丝杆结合部分设为c,螺母结合部分为d;得到任意位置考虑结合面影响的频响函数,如式(8);推导出频率响应函数,公式(9);刀尖点处的响应,公式(10);基于频响函数矩阵对称性特点,得到耦合后刀尖点处三向频响响应函数,公式(11),
RSxx=Rxx-Rax[Rbb+Raa-R′ab+R2′2′]-1Rxa (8)
式中,Rij为频率响应矩阵;Rij、R′ij和R″ij的公式如式(9)—(11);其中hij、nij和 lij、pij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应和在j位置施加单位力矩在 i位置处的转角响应,公式(12);Di为结合面响应,公式(14);U为已有丝杆纵向位移响应,公式(15);进一步得到频率响应函数和刀尖处响应公式,如式(16)—(17);基于矩阵对称性特点,最终求得刀具-机床子系统刀尖点三向频率响应函数,如式(18),
式中,I为惯性矩;E为弹性模量; 为频率参数;η为阻尼因子;l为梁的长度;Fi公式如(13)。
F1=sinλl+coshλl
F3=sinλlcoshλl
F5=sinhλlcosλl-sinλlcoshλl
F6=sinhλlcosλl+sinλlcoshλl
F7=sinλl+sinhλl
F8=sinλl-sinhλl
F10=cosλl-coshλl (13)
式中,Di为丝杆纵向位移响应;kij(i,j=1,2,3,4,5,6)为刚度矩阵中的元素;F (Fx=-∫spxdS、Fy=-∫spydS和Fz=-∫spzdS)、M(Mx=-∫spzydS+∫SPyzdS、 My=-∫spxzdS+∫SPzxdS和Mz=-∫spyxdS+∫SPxydS)、S和P分别为力、力矩、结合面的面积和结合面压力。
式中,U为丝杆纵向位移响应;ku1为前轴承在x向的纵向刚度; E为丝杆弹性模量;ωu为丝杆振动频率。
RSxx=Rxx-Rax[Rdd-R′ab-R″ab+R2′2′]-1Rxa (16)
式中:Gxt、Gyt和Gzt分别是工件-进给系统子系统沿x、y和z方向上的频响函数;其中hij、nij、lij和pij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应、点j处施加单位力矩引起的点i处的位移响应、点j处施加单位力引起的点i处的转角响应和在j 位置施加单位力矩在i位置处的转角响应;Di为结合面响应;U为进给系统纵向位移响应;脚标x表示沿x方向上的任意位置,脚标y表示沿y方向上的任意位置,脚标z表示沿z方向上的任意位置。
进一步的:构建工件-机床主轴子系统频响函数模型步骤为:
首先,将工件-机床主轴子系统简化为主轴、卡盘及工件三个部分;基于响应耦合法理论,将工件-机床主轴子系统划分为主轴、卡盘-工件及工件三个子结构,分别为子结构Ⅰ、子结构Ⅱ和子结构Ⅲ,并考虑以下两个结合面对件-机床主轴系统工件任意位置频响函数的影响:主轴-卡盘和卡盘-工件;
通过划分的子结构依次耦合,构建工件-机床主轴子系统动力学模型,通过响应耦合法获得各子结构端点的频响函数;通过建立机床卡盘与工件端的结合面的振动模型,结合模态锤击实验,对主轴-卡盘结合面参数进行识别;
最后采用IRCSA方法获得耦合后工件-机床主轴子系统不同位置点频响函数,基于矩阵对称性特点,同刀具-机床进给系统子系统刀尖点频响求解方法,最终求得工件任意位置耦合三向频率响应函数,如式(19)。
式中:Gxw、Gyw和Gzw分别是工件-机床主轴子系统沿x、y和z方向上的频响函数;其中其中h′ij、n′ij、l′ij和p′ij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应、点j 处施加单位力矩引起的点i处的位移响应、点j处施加单位力引起的点i处的转角响应和在j位置施加单位力矩在i位置处的转角响应,计算公式与式(12)相同;D′i为工件结合面响应,计算公式与(14)相同;U′为主轴纵向位移响应;将子结构Ⅱ卡盘和子结构Ⅲ工件结合处,卡盘结合部分设为a′,工件结合部分为b′;将子结构Ⅰ主轴和子结构Ⅱ卡盘结合处,主轴结合部分设为c′,卡盘结合部分为d′;脚标x表示沿x方向上的任意位置,脚标y表示沿y方向上的任意位置,脚标z表示沿z方向上的任意位置。
进一步的:构建大螺距螺杆车削工艺系统综合频响函数方程的方法为:
大螺距螺杆车削加工系统包括所述刀具-机床进给系统子系统和所述的工件-机床主轴子系统,刀具-机床进给系统子系统在x、z方向的频响函数如式(20)—(21)所示;工件-机床主轴子系统在相应x、z方向的频响函数如式(22)—(23)所示。其中,Gxxt、 Gzzt为刀具-机床进给系统子系统在x、z方向的频响函数;Gxxw、Gzzw为工件-机床主轴子系统在x、z方向的频响函数;Rxxt、Rzzt为刀具-机床进给系统子系统在x、z方向的频响函数的实部;Rxxw、Rzzw为工件-机床主轴子系统在x、z方向的频响函数的实部;Ixxt、Izzt为刀具-机床进给系统子系统在x、z方向的频响函数的虚部;Ixxw、Izzw为工件-机床主轴子系统在x、z方向的频响函数的虚部;Sxxt、Szzt为刀具-机床进给系统子系统在x、z方向的振动位移;Sxxw、Szzw为工件-机床主轴子系统在x、z方向的振动位移;Fxxt、Fzzt为刀具-机床进给系统子系统在x、z方向的切削力;Fxxw、Fzzw为工件-机床主轴子系统在x、 z方向的切削力;
高进给车削大螺距螺杆件过程中,成形车刀与大螺距外螺纹件相对位移的值等于车刀位移与大螺距外螺纹件位移之和,其中,车刀与螺杆在x、z方向上相对传递函数分别如式(24)和(25)所示,同时,在频域时x、z向频响函数如式(26)、(27)所示。其中,Gxx、Gzz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对频响函数;Sxx、Szz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对振动位移;Fxx、Fzz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对切削力;
Gxx=Gxxt+Gxxt (26)
Gzz=Gzzt+Gzzw (27)
分别将刀具-机床进给系统子系统和工件-机床主轴子系统的在各自坐标系下的轴向视为刚性,建立0-xyz坐标系,x向为径向,正方向向外;y为轴向,正方向向右;z方向为径向,且向上为正方向;高进给车削工艺系统x向综合频响函数由刀具-机床进给系统子系统的x向决定,式(28);y向综合频响由工件-机床主轴子系统y向决定,式(29);工艺系统z向由刀具-机床进给系统子系统和工件-机床主轴子系统共同决定,式(30) 所示;得到高进给车削工艺系统综合频响函数如式(31)所示。
Gx(iw)=[Gxt(iwt)] (28)
Gy(iw)=[Gyw(iww)] (29)
[G(iw)]=[Gxt(iw) Gyw(iw) Gz(iw)] (31)
本发明的有益效果
1、已公开动力学研究空间,还局限于切削系统中各子系统的范围内,其研究空间属于狭义空间,同时尚未考虑机床、刀具和工件三者综合对加工系统动力学特性的影响,无法反映整个工艺系统的动力学行为;本发明考虑到机床、刀具和工件三者综合对加工系统动力学特性的影响,提出“广义动力学空间”概念,扩大了动力学研究的空间尺度,基于广义动力学空间大螺距螺杆车削系统综合频响函数方程的建立方法,能够更加精准地表征切削系统的振动特性,反映整个工艺系统的动力学行为。
2、已公开频响函数研究针对刀具端动态特性的分析、预测和研究比较多,而且也达到了很高的精度。但对工件端动态特性的分析主要集中在薄壁零件加工的部分,而且很少有把机床对系统的综合频响的影响考虑在内。而研究高进给车削加工稳定性必须考虑广义动力学空间下的工艺系统动力学特性,特别是加工系统综合频响特性,只有准确的预测系统综合频响,才能建立更准确的机床动力学模型以应用到高进给车削大螺距螺杆加工切削参数的优化中。本发明给出建立符合实际高进给车削加工过程中综合频响函数方法,能够更准确的通过所建立综合频响函数来预测加工稳定性,从而优化切削加工参数和预测并抑制加工误差,进而达到提高工件的加工精度目的。
附图说明
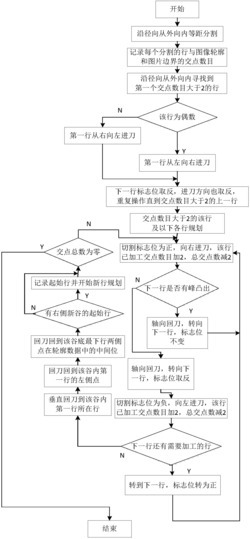
图1是基于广义动力学空间大螺距螺杆车削系统综合频响函数构建方法流程图;
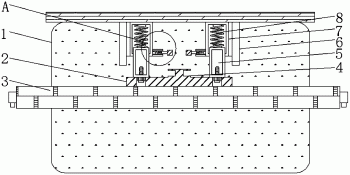
图2是刀具-机床进给系统子系统结构划分及结合面位置示意图;
结合面1为工作台与导轨之间的结合面;结合面2为刀架与刀具之间的结合面;结合面3为轴承与丝杆之间的结合面;结合面4为丝杆与螺母之间的结合面;
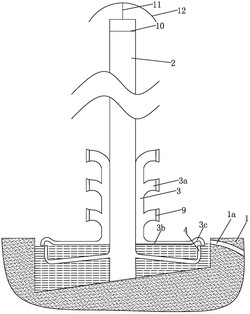
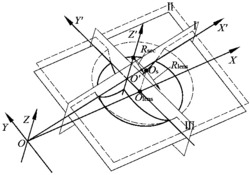
图3是工件-机床主轴子系统结构划分及结合面位置示意图;
结合面1为主轴与卡盘之间的结合面;结合面2为卡盘与工件之间的结合面;
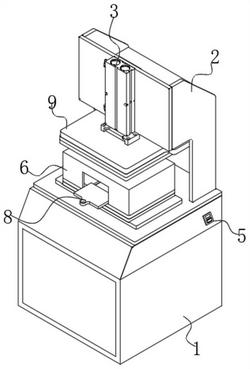
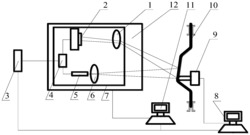
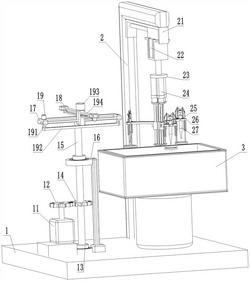
图4是力锤锤击实验测试系统;
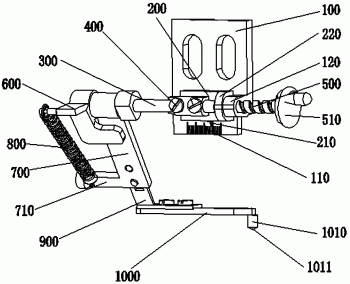
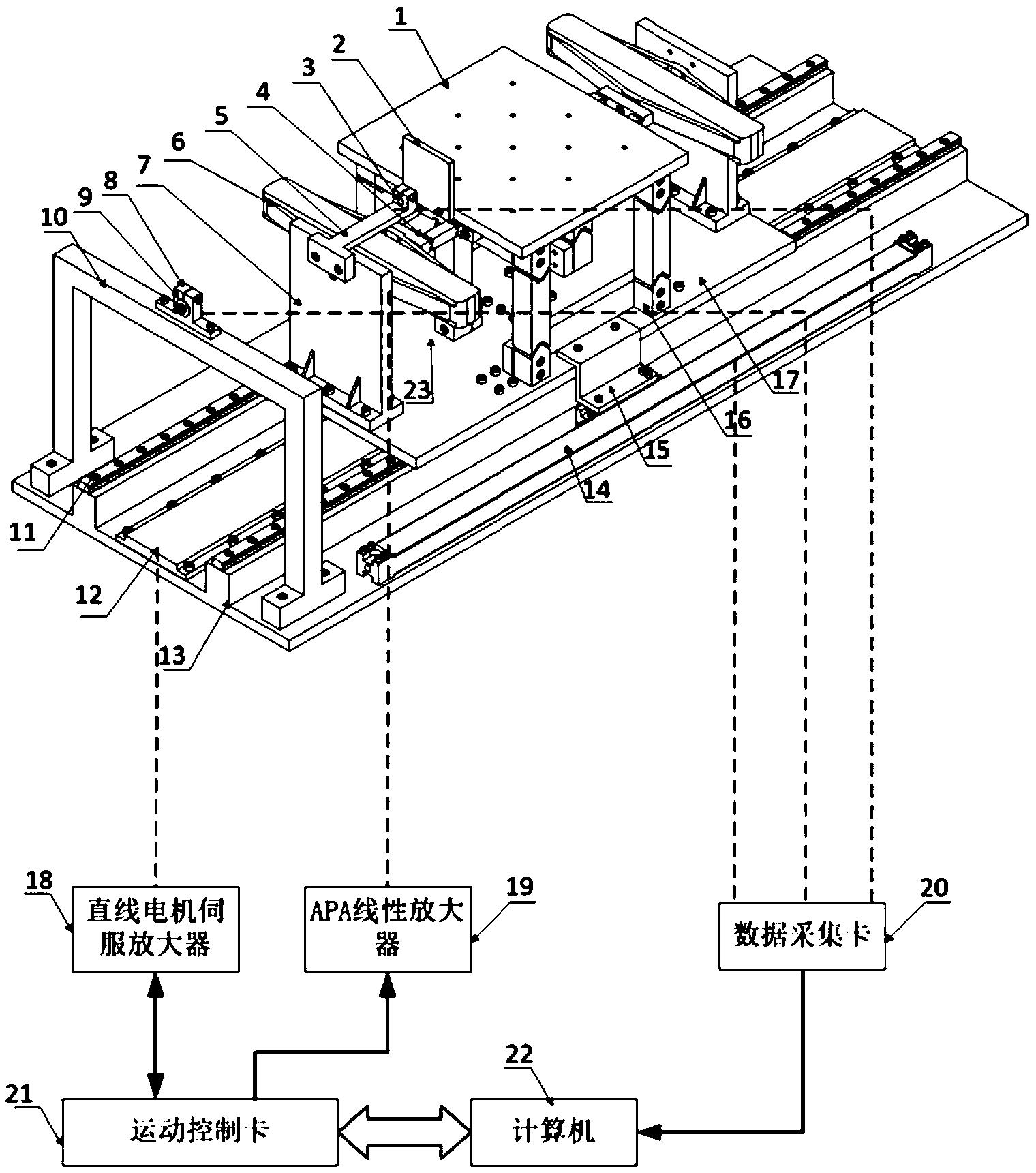
图5高进给车削加工系统示意图。
具体实施方式
为能进一步了解本发明的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
请参见图1-5,本发明基于广义动力学空间的大螺距螺杆车削系统综合频响函数构建方法,具体包括以下步骤:
步骤一、构建刀具-机床进给系统子系统频响函数模型
首先,将刀具-机床进给系统子系统进行简化为丝杆、螺母、导轨、工作台、刀架- 部分刀具和刀具悬伸部分;基于响应耦合法理论,将刀具-机床进给系统子系统划分为Ⅰ(丝杆)、Ⅱ(螺母-工作台-刀架-部分刀具)和Ⅲ(刀具悬伸部分)三个子结构,并考虑以下四个结合面对刀具-机床进给系统子系统刀尖点频响函数的影响:轴承-丝杆、丝杆-螺母、工作台-导轨及刀架-刀具。其中刀具子结构划分及结合面位置如附图2示。
然后,对子结构Ⅰ、Ⅱ和Ⅲ频响函数进行耦合计算;将子结构Ⅰ简化为均质弹性等径梁结构,同时将对机床丝杆起到支撑作用的结构简化为刚性支撑;将Ⅰ和Ⅱ子结构刚性耦合成装配体,子结构Ⅰ的左侧边缘处定义为1位置,右侧与子结构Ⅱ中螺母连接处定义为2位置,同时子结构Ⅱ中螺母的左侧连接处定义为2′位置,螺母右侧边缘处定义为3位置;在装配体1位置处施加载荷,考虑平动和转动二自由度体系,子结构端点处施加的力为qi=(fi,mi)T(i=1,2,2′),获得相应位置位移响应为式(1);同时根据力的平衡关系(2)和相容条件(3),求得装配体在1处的频响函数如式(4)所示;同理求得在3处频响函数如式(5);对子结构Ⅰ-Ⅱ和Ⅲ进行耦合,子结构Ⅱ中刀架的左侧与子结构Ⅱ中螺母的连接处定义为3′位置,子结构Ⅱ中刀架的右侧与子结构Ⅲ的连接处定义为4位置,同时子结构Ⅲ刀具与刀架结合处定义为4′位置,刀具右侧边缘处定义为 5位置。同理得到在5和3′位置的频响函数,如式(6)。
S1=R11q1+R12q2
S2=R21q1+R22q2
S2′=R2′2′q2′
S3=R32′q2′
H2=R′22′q2′
Wi=R″iiqi (1)
q2+q2′=0
q1=Q1(2)
S2+H2+W2=S2′ (3)
RS11=R11+R12(R22′-R′22-R″ii+R22)-1R21 (4)
RS33=R33+R32′(R22′-R′22-R″22+R22)-1R2′3 (5)
式中,Rij为频响函数矩阵,当i与j相同时为对应位置的频响函数矩阵,当二者不相等时为跨点频响函数矩阵;Si=(Xi,θi)T为子结构坐标点i处的位移响应,Wi=(Ui,θi)T为丝杆的位移响应,Hi=(Pi,θi)T为结合面处位移响应,其中Xi、Ui和Pi为位移响应,θi为转动位移响应;Q1是假设在装配体Ⅰ-Ⅱ的点1处施加的载荷。
再然后,在已求得的子结构耦合频响基础上,考虑结合面处平动位移的影响,如式 (7)所示,将子结构Ⅱ刀架和子结构Ⅲ刀具结合处,刀具结合部分设为a,刀架结合部分为b;将子结构Ⅰ丝杆和子结构Ⅱ螺母结合处,丝杆结合部分设为c,螺母结合部分为d;得到任意位置考虑结合面影响的频响函数,如式(8);推导出频率响应函数,公式(9);刀尖点处的响应,公式(10);基于频响函数矩阵对称性特点,得到耦合后刀尖点处三向频响响应函数,公式(11),
RSxx=Rxx-Rax[Rbb+Raa-R′ab+R2′2]-1Rxa (8)
式中,Rij为频率响应矩阵;Rij、R′ij和R″ij的公式如式(9)—(11);其中hij、nij和 lij、pij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应和在j位置施加单位力矩在 i位置处的转角响应,公式(12);Di为结合面响应,公式(14);U为已有丝杆纵向位移响应,公式(15);进一步得到频率响应函数和刀尖处响应公式,如式(16)—(17);基于矩阵对称性特点,最终求得刀具-机床子系统刀尖点三向频率响应函数,如式(18)。
式中,I为惯性矩;E为弹性模量; 为频率参数;η为阻尼因子;l为梁的长度;Fi公式如(13)。
F1=sinλl+coshλl
F3=sinλlcoshλl
F5=sinhλlcosλl-sinλlcoshλl
F6=sinhλlcosλl+sinλlcoshλl
F7=sinλl+sinhλl
F8=sinλl-sinhλl
F10=cosλl-coshλl (13)
式中,Di为丝杆纵向位移响应;kij(i,j=1,2,3,4,5,6)为刚度矩阵中的元素;F (Fx=-∫spxdS、Fy=-∫spydS和Fz=-∫spzdS)、M(Mx=-∫spzydS+∫SPyzdS、 My=-∫spxzdS+∫SPzxdS和Mz=-∫spyxdS+∫SPxydS)、S和P分别为力、力矩、结合面的面积和结合面压力。
式中,U为丝杆纵向位移响应;ku1为前轴承在x向的纵向刚度; E为丝杆弹性模量;ωu为丝杆振动频率。
RSxx=Rxx-Rax[Rdd-R′ab-R″ab+R2′2′]-1Rxa (16)
式中:Gxt、Gyt和Gzt分别是工件-进给系统子系统沿x、y和z方向上的频响函数;其中hij、nij、lij和pij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应、点j处施加单位力矩引起的点i处的位移响应、点j处施加单位力引起的点i处的转角响应和在j 位置施加单位力矩在i位置处的转角响应;Di为结合面响应;U为进给系统纵向位移响应;脚标x表示沿x方向上的任意位置,脚标y表示沿y方向上的任意位置,脚标z表示沿z方向上的任意位置。
步骤二、构建工件-机床主轴子系统频响函数模型
首先,将工件-机床主轴子系统简化为主轴、卡盘及工件三个部分;基于响应耦合法理论,将工件-机床主轴子系统划分为主轴、卡盘-工件及工件三个子结构,分别为子结构Ⅰ、子结构Ⅱ和子结构Ⅲ,并考虑以下两个结合面对件-机床主轴系统工件任意位置频响函数的影响:主轴-卡盘和卡盘-工件,其中工件-机床主轴子系统结构划分及结合面位置如附图3所示。
通过划分的子结构依次耦合,构建工件-机床子系统动力学模型,通过响应耦合法获得各子结构端点的频响函数;通过建立机床卡盘与工件端的结合面的振动模型,结合模态锤击实验,对主轴-卡盘结合面参数进行识别;
最后采用IRCSA方法获得耦合后工件-机床主轴子系统不同位置点频响函数。基于矩阵对称性特点,同刀具-机床子系统刀尖点频响求解方法,最终求得工件任意位置耦合三向频率响应函数,如式(19)。
式中:Gxw、Gyw和Gzw分别是工件-机床主轴子系统沿x、y和z方向上的频响函数;其中其中h′ij、n′ij、l′ij和p′ij为子结构Ⅰ在j位置施加单位力在i位置处的位移响应、点j 处施加单位力矩引起的点i处的位移响应、点j处施加单位力引起的点i处的转角响应和在j位置施加单位力矩在i位置处的转角响应,计算公式与式(12)相同;D′i为工件结合面响应,计算公式与(14)相同;U′为主轴纵向位移响应;将子结构Ⅱ卡盘和子结构Ⅲ工件结合处,卡盘结合部分设为a′,工件结合部分为b′;将子结构Ⅰ主轴和子结构Ⅱ卡盘结合处,主轴结合部分设为c′,卡盘结合部分为d′;脚标x表示沿x方向上的任意位置,脚标y表示沿y方向上的任意位置,脚标z表示沿z方向上的任意位置。
上述锤击实验模态参数获取及边界条件解算实施方式如下:
以在CA6140普通车床上测量车削大螺距外螺纹件模态参数实验为例。准备实验设备有:DHDAS_5922瞬态信号测试测试系统,PCB(353A02型)压电式加速度传感器,台式机(包括数据采集系统)及灵敏度为3.41的5KN力锤。力锤锤击实验测试系统如图4所示。分别对机床主轴、机床进给系统、刀具(不同悬伸)及工件(不同位置)进行模态锤击实验,分别求得相应的固有频率、模态振型、模态阻尼、模态质量和模态刚度。
步骤三、高进给车削系统综合频响函数构建方法
在高进给车削大螺距螺杆过程中,切削力作为大小相等、方向相反的载荷分别施加在大螺距螺纹件和成形车刀上面。在力的作用下,大螺距螺纹件和车刀发生相对振动。大螺距螺杆车削加工系统包括刀具-机床进给系统子系统(机床、进给系统、刀架、刀具)和工件-机床主轴子系统(机床、夹盘、工件)两部分。高进给车削加工系统示意图如图5所示。刀具-机床进给系统子系统在x、z方向的频响函数如式(20)—(21) 所示;工件-机床主轴子系统在相应x、z方向的频响函数如式(22)—(23)所示。其中,Gxxt、Gzzt为刀具-机床进给系统子系统在x、z方向的频响函数;Gxxw、Gzzw为工件- 机床主轴子系统在x、z方向的频响函数;Rxxt、Rzzt为刀具-机床进给系统子系统在x、z 方向的频响函数的实部;Rxxw、Rzzw为工件-机床主轴子系统在x、z方向的频响函数的实部;Ixxt、Izzt为刀具-机床进给系统子系统在x、z方向的频响函数的虚部;Ixxw、Izzw为工件-机床主轴子系统在x、z方向的频响函数的虚部;Sxxt、Szzt为刀具-机床进给系统子系统在x、z方向的振动位移;Sxxw、Szzw为工件-机床主轴子系统在x、z方向的振动位移; Fxxt、Fzzt为刀具-机床进给系统子系统在x、z方向的切削力;Fxxw、Fzzw为工件-机床主轴子系统在x、z方向的切削力。
高进给车削大螺距螺杆件过程中,成形车刀与大螺距外螺纹件相对位移的值等于车刀位移与大螺距外螺纹件位移之和。其中,车刀与螺杆在x、z方向上相对传递函数分别如式(24)和(25)所示。同时,在频域时x、z向频响函数如式(26)、(27)所示。从而得出大螺距螺杆车削工艺系统的综合频响函数是刀具-机床进给系统子系统和工件- 机床主轴子系统频响函数在相应方向的线性叠加。其中,Gxx、Gzz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对频响函数;Sxx、Szz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对振动位移;Fxx、Fzz为刀具-机床进给系统子系统与工件-机床主轴子系统在x、z方向的相对切削力。
Gxx=Gxxt+Gxxt (26)
Gzz=Gzzt+Gzzw (27)
高进给车削工艺系统描述的是机床上旋转件在成形车刀作用下进行大螺距螺杆加工的过程,工艺系统的动态特性集中体现在刀具和工件的接触点处,大螺距螺杆车削工艺系统的综合频响是耦合后刀尖点频响函数和耦合后工件不同位置点频响函数在对应方向上的线性叠加。由于大螺距螺杆在加工过程中是受到夹盘和顶尖的两端夹持,所以工件-机床主轴子系统在轴向的刚度明显要大于在径向的刚度;同理,由于刀具由弹簧刀柄通过顶丝固定在刀架上,刀具-机床进给系统子系统轴向的刚度明显好于径向的刚度。鉴于此,分别将刀具-机床进给系统子系统和工件-机床主轴子系统的在各自坐标系下的轴向视为刚性。建立0-xyz坐标系,x向为径向,正方向向外;y为轴向,正方向向右;z方向为径向,且向上为正方向。所以,高进给车削工艺系统x向综合频响函数由刀具-机床进给系统子系统的x向决定,式(28);y向综合频响由工件-机床主轴子系统 y向决定,式(29);工艺系统z向由刀具-机床进给系统子系统和工件-机床主轴子系统共同决定,式(30)所示;得到高进给车削工艺系统综合频响函数如式(31)所示。
Gx(iw)=[Gxt(iwt)] (28)
Gy(iw)=[Gyw(iww)] (29)
[G(iw)]=[Gxt(iw) Gyw(iw) Gz(iw)] (31) 。
大螺距螺杆车削工艺系统综合频响函数方程构建方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0