






专利摘要
本发明公开了一种整体式立铣刀后刀面磨损带温度场确定方法及系统。建立所述铣刀与工件之间的瞬时接触角的模型;建立未变形切屑厚度模型,根据所述未变形切屑厚度模型计算未变形切屑厚度;建立第一变形区热源对所述铣刀后刀面磨损带产生温升的温度场模型;建立第二变形区热源对所述铣刀后刀面磨损带产生温升的温度场模型;建立第三变形区热源对所述铣刀后刀面磨损带产生温升的温度场模型。根据所述第一温度场模型、第二温度场模型、第三温度场模型和所述铣刀后刀面磨损带温度场模型计算所述铣刀后刀面磨损带的瞬时温度。分别建立第一变形区热源、第二变形区热源和第三变形区热源的温度场,提高了切削过程中铣刀温度监测的准确性。
权利要求
1.一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法,其特征在于,所述确定方法包括:
将第一变形区热源的坐标系XYZ和第二变形区热源的坐标系X′Y′Z′转换到第三变形区热源的坐标系即整体式平头立铣刀后刀面磨损带对应的坐标系X"Y"Z";
其中,VB1为后刀面磨损带长度,β0为刀具楔角,lc为刀屑接触长度;
建立所述整体式平头立铣刀与工件之间的瞬时接触角θ的模型,假设在所述整体式平头立铣刀加工所述工件过程中,两者均未变形和振动,切削刃每次铣削均从靠近已加工表面处切入的条件下;
建立未变形切屑厚度h模型,根据所述未变形切屑厚度h模型计算未变形切屑厚度h;
建立第一变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第一温度场模型,所述第一变形区热源为切屑在剪切面内的剪切滑移中产生的热量;
建立第二变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第二温度场模型,所述第二变形区热源为所述切屑与所述整体式平头立铣刀的前刀面挤压摩擦产生的热量;
建立第三变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第三温度场模型,所述第三变形区热源为所述工件已加工表面与所述整体式平头立铣刀的后刀面磨损带挤压摩擦产生的热量;
建立整体式平头立铣刀后刀面磨损带对应的坐标系X"Y"Z"下的温度场模型,获得整体式平头立铣刀后刀面磨损带温度场模型;
根据所述第一温度场模型、所述第二温度场模型、第三温度场模型和所述整体式平头立铣刀后刀面磨损带温度场模型计算所述整体式平头立铣刀后刀面磨损带的瞬时温度。
2.根据权利要求1所述的一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法,其特征在于,所述建立所述整体式平头立铣刀与工件之间的瞬时接触角θ的模型具体包括:
将所述整体式平头立铣刀沿着轴向切削方向离散为k个厚度为y=dz=Ap/k的圆片,Ap为铣销深度,当每个所述圆片的厚度足够小时,螺纹为直线BD,以所述直线BD为斜边,建立直角三角形ABD,水平方向的直角边为AB,竖直方向的直角边为AD;
根据公式(2)、(3)和(4)计算所述整体式平头立铣刀与工件之间的瞬时接触角θ;其中,Ap为铣削深度,β为所述整体式平头立铣刀的螺旋角,R为所述整体式平头立铣刀的半径。
3.根据权利要求1所述的一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法,其特征在于,所述建立未变形切屑厚度h模型具体包括:
切削刃每次铣削均从靠近已加工表面处切入
其中,Vf为进给速度,Ae为铣削宽度,fz为每齿进给量,z为整体式平头立铣刀刃数,n为机床转速,θen为切入角,θex为切出角,θ为整体式平头立铣刀与工件之间的瞬时接触角,R为整体式平头立铣刀的半径。
4.根据权利要求1所述的一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法,其特征在于,所述建立第一变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第一温度场模型具体包括:
建立第一变形区原生热源点dl与第一变形区原生热源点的镜像热源点dl′对沿着X方向上任意点PI(x,0,z)的温升模型,分别计算第一变形区原生热源点的温度升高值ΔTI(x,0,z)和所述镜像热源点的温度升高值ΔTI'(x,0,z);
计算沿着X方向上第一变形区的任意点PI(x,0,z)的温度升高值ΔTrake-I(x,0,z);
ΔTrake-I(x,0,z)=ΔTI(x,0,z)+ΔTI'(x,0,z)(9)
其中,l为所述第一变形区原生热源点dl到原点(0,0,0)的距离,Vsh为第一变形区热源的运动速度,参数γn的含义为法向前角,λt为所述整体式平头立铣刀的热导率,h(θ)为不同瞬时接触所对应的未变形切屑厚度,φn为法向剪切角,ηc为切屑流出角,αw为所述工件的热扩散率;K0为第二类修正贝塞尔函数的零阶,Rl为所述第一变形区原生热源的热源点dl到点PI(x,0,z)的距离,Rl′为第一变形区镜像热源的热源点dl′到点PI(x,0,z)的距离;
建立的第一变形区热强度qI模型
Vsh=Vcosλs(12)
其中,参数τABCD-max为剪切面ABCD的最大剪切应力,参数σABCD为剪切面ABCD的屈服应力,参数V的含义为切削速度,λs为刃倾角,A为参考应变率和参考温度下的初始屈服应力,B为所述工件的应变硬化模量,εABCD-P为剪切面ABCD的有效塑性应变,n为所述工件的应变硬化指数,C为所述工件的应变率强化参数,
5.根据权利要求1所述的一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法,其特征在于,所述建立第二变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第二温度场模型具体包括:
建立第二变形区原生热源点与第二变形区镜像热源点对沿着X'方向上任意点PII(x',0,z')的温度升高模型,分别计算所述第二变形区原生热源点的温升ΔTII(x',0,z')和所述第二变形区镜像热源点ΔTII'(x',0,z');
其中,参数lc(θ)为不同瞬时接触所对应的刀屑接触长度;
计算沿着X'方向上所述第二变形区热源内的任意点PII(x',0,0)的温升ΔTrake-II(x',0,0);
ΔTrake-II(x',0,0)=ΔTII(x',0,0)+ΔTII'(x',0,0)(16)
其中,Ri-2为第二变形区热源点到点PII(x',0,z')的距离,Ri-2'为所述第二变形区热源的镜像热源上的热源点到点PII(x',0,z')的距离,w为斜角车削宽度,λs为刃倾角;
建立第二变形区热强度qII(θ、x')模型;
Achip(θ)=lc(θ)wc(20)
其中,参数σs-w为工件材料的屈服应力,参数wc为切屑宽度,参数frake-chip(θ、x′)为刀屑接触面之间的摩擦力,参数σn-r(θ、x′)表示整体式平头立铣刀与工件之间的瞬时接触角为θ、坐标为x′时的前刀面上的正应力,参数Vc为切屑运动速度,参数ζ为决定刀屑接触面压力分布的系数,参数φn为法向剪切角,参数ηc为切屑流出角,σtip为所述整体式平头立铣刀的刀尖处的正应力,
计算第二变形区热源热量流向前刀面的热量分配比BII-rake(θ)
其中,λt为所述整体式平头立铣刀的热导率,参数λw为工件材料导热系数,w′为斜角车削宽度沿着切削刃方向上的分量。
6.根据权利要求1所述的一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法,其特征在于,所述建立第三变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第三温度场模型具体包括:
建立第三变形区原生热源点与第三变形区镜像热源点对沿着X”方向上任意点PIII(x”,0,0)的温度升高模型,分别计算所述第三变形区原生热源点的温升ΔTIII(x”,0,0)和所述第三变形区镜像热源点ΔTIII'(x”,0,0);
计算沿着X”方向上所述第三变形区热源内的任意点PIII(x”,0,0)的温升ΔTflank-III(x”,0,0);
ΔTflank-III(x”,0,0)=ΔTIII(x”,0,0)+ΔTIII'(x”,0,0)(26)
其中,Ri-3为第三变形区热源点到点PII(x',0,z')的距离,Ri-3'为所述第三变形区热源的镜像热源上的热源点到点PIII(x”,0,0)的距离,w为斜角车削宽度,λs为刃倾角;
建立第三变形区热强度qIII(x”)模型;
其中,参数ρ的含义为刀具正前方工件的前倾角,参数ηw的含义为侧面磨损面上摩擦的滑移线场角,f库(x")为刀工接触面之间的摩擦力,λs为刀具刃倾角,
计算第三变形区热源热量流向前刀面的热量分配比BIII-flank(θ)
7.根据权利要求1所述的一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法,其特征在于,所述建立整体式平头立铣刀后刀面磨损带对应的坐标系X"Y"Z"下的温度场模型,获得整体式平头立铣刀后刀面磨损带温度场模型具体包括:
计算所述建立整体式平头立铣刀后刀面磨损带对应的坐标系X"Y"Z"下沿着X"方向上任意点P(x”,0,0)的温度Tflank(x”,0,0),
Tflank(x”,0,0)=ΔTflank-I(x"-VB1,0,0)+ΔTtoolflank-II(lc-Z",0,VB1-X")+ΔTflank-III(x”,0,0)+T0(33)
其中,T0为初始温度。
8.一种整体式平头立铣刀后刀面磨损带的瞬时温度确定系统,其特征在于,所述确定系统包括:
坐标系建立模块,用于将第一变形区热源的坐标系XYZ和第二变形区热源的坐标系X'Y'Z'转换到第三变形区热源的坐标系即整体式平头立铣刀后刀面磨损带对应的坐标系X"Y"Z";
瞬时接触角模型建立模块,用于建立所述整体式平头立铣刀与工件之间的瞬时接触角θ的模型;
未变形切屑厚度模型建立模块,用于在所述整体式平头立铣刀加工所述工件过程中,两者均未变形和振动,切削刃每次铣削均从靠近已加工表面处切入的条件下,建立未变形切屑厚度h模型;
未变形切屑厚度计算模块,用于根据所述未变形切屑厚度h模型计算未变形切屑厚度h;
第一温度场模型建立模块,用于建立第一变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第一温度场模型,所述第一变形区热源为切屑在剪切面内的剪切滑移中产生的热量;
第二温度场模型建立模块,用于建立第二变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第二温度场模型,所述第二变形区热源为所述切屑与所述整体式平头立铣刀的前刀面挤压和摩擦而产生的热量;
第三温度场模型建立模块,用于建立第三变形区热源对所述整体式平头立铣刀后刀面磨损带产生温升影响的温度场模型,获得第三温度场模型,所述第三变形区热源为所述工件已加工表面与所述整体式平头立铣刀的后刀面磨损带的挤压和摩擦而产生的热量;
整体式平头立铣刀后刀面磨损带温度场模型建立模块,用于建立整体式平头立铣刀后刀面磨损带对应的坐标系下的温度场模型,获得整体式平头立铣刀后刀面磨损带温度场模型;
瞬时温度计算模块,用于根据所述第一温度场模型、所述第二温度场模型、所述第三温度场模型和所述整体式平头立铣刀后刀面磨损带温度场模型计算所述整体式平头立铣刀后刀面磨损带的瞬时温度。
说明书
技术领域
本发明涉及整体式平头立铣刀领域,特别是涉及一种整体式立铣刀后刀 面磨损带温度场确定方法及系统。
背景技术
钛合金因为具有优良的比强度、比刚度、耐热性和耐腐蚀性等特性而在 航空航天、能源和军事领域得到广泛应用。为满足上述领域对于更高加工效率和 更好工件表面加工质量的应用要求,选用高速精密铣削加工方式显得尤为重要。 而高速铣削薄壁件时,极易出现剧烈的刀具磨损降低加工效率和加工质量。对于 铣削加工而言,铣刀温度和润滑方式的选择是影响刀具磨损的两个重要因素。为 满足绿色切削要求,针对整体式硬质合金立铣刀周铣加工钛合金薄壁件的研究更 多地集中在刀具温度方面。
切削过程的温度场分布的影响因素主要有热源热强度、热源几何特性、 加工参数、工件材料本构模型、刀柄、未变形切屑厚度和参与加工的切削刃数量 等因素,国内外学者针对上述因素进行了相关研究。刀屑间的时变性载荷会直接 影响第二变形区的热源热强度,为此Coskun Islam等采用有限差分方法中的二 阶隐式时间离散格式求解代表铣刀热量质量传递模型的偏微分方程式,进而建立 铣刀温度场。切削热源的复杂几何特性和非对称性会直接影响切削温度场的分 布,为此F.Klocke等考虑了刃口几何特点和刃口半径对于切削热源的影响,建 立基于源于流体力学领域面元法的切削温度解析模型。铣削加工过程中的温度变 化呈现周期性特征,为更加具体的开展铣削温度的研究,Wu Baohai等将端铣 的一个温度变化周期分为温度上升期和温度下降期,对于温度上升期,考虑刀屑 之间真实的摩擦状态,通过有限元仿真获得热通量和刀屑接触长度;对于温度下 降期,基于一维碟状热对流建模。加工参数是影响切削温度的重要因素,为此 P.S.Sivasakthivel等基于响应面方法建立端铣温升模型,研究铣削参数对其影响 并且利用遗传算法优化加工参数以获得最小温升,发现螺旋角是影响温升峰值的 最重要铣削参数。工件材料的本构模型会影响第一变形区流动变形,为此Yang Y 等针对在大应变、高应变率和高温的铣削加工条件下,建立了工件材料的新本构 模型,提高了双螺旋刃立铣刀加工Ti6Al4V时有限元仿真切削温度结果的精确 度。切削过程中切削热的传导会受到刀柄的影响,为此S.R.Carvalho等同时考 虑刀具和刀柄因素基于逆热传导方法计算了刀屑接触面温度。端铣过程中刀屑接 触长度的时变性会直接影响未变形切屑厚度进而影响刀具温度分布,为此 Masahiko Sato等考虑端铣过程中刀屑接触长度的时变性,使用格林函数建立可 转位铣刀的前刀面温度分布模型。整体式立铣刀铣削平面时其周刃和底刃均会参 与加工过程,进而产生铣削热量,为此Ismail Lazoglu等采用半解析的方法,综 合考虑铣刀周刃和底刃对切削温度的影响建立了一种新的端面铣削热模型。
根据目前机械加工中刀具温度建模研究现状,研究工作主要集中在具有 断续加工特点的可转位铣刀温度建模,没有涉及对于螺旋刃立铣刀后刀面磨损带 瞬态温度场建模的相关研究,无法准确地确定铣刀后刀面磨损带的温度场。
发明内容
本发明的目的是提供一种能够准确确定铣刀后刀面磨损带的温度场的 整体式平头立铣刀后刀面磨损带的瞬时温度确定方法及系统。
为实现上述目的,本发明提供了如下方案:一种整体式平头立铣刀后刀 面磨损带的瞬时温度确定方法,所述确定方法包括:
将第一变形区热源的坐标系XYZ和第二变形区热源的坐标系X'Y'Z'转 换到第三变形区热源的坐标系即铣刀后刀面磨损带对应的坐标系X"Y"Z";
其中,VB1为后刀面磨损带长度,β0为刀具楔角,lc为刀屑接触长度;
建立所述铣刀与所述工件之间的瞬时接触角θ的模型;假设在所述铣刀 加工所述工件过程中,两者均未变形和振动,切削刃每次铣削均从距离已加工表 面处切入的条件下,建立未变形切屑厚度h模型;
根据所述未变形切屑厚度h模型计算未变形切屑厚度h;
建立第一变形区热源对所述铣刀后刀面磨损带产生温升影响的温度场模 型,获得第一温度场模型,所述第一变形区热源为所述切屑在剪切面内的剪切滑 移中产生的热量;
建立第二变形区热源对所述铣刀后刀面磨损带产生温升影响的温度场模 型,获得第二温度场模型,所述第二变形区热源为所述切屑与所述铣刀的前刀面 挤压摩擦产生的热量;
建立第三变形区热源对所述铣刀后刀面磨损带产生温升影响的温度场模 型,获得第三温度场模型,所述第三变形区热源为所述工件已加工表面与所述铣 刀的后刀面磨损带挤压摩擦产生的热量;
建立铣刀后刀面磨损带对应的坐标系X"Y"Z"下的温度场模型,获得 铣刀后刀面磨损带温度场模型;
根据所述第一温度场模型、所述第二温度场模型、第三温度场模型和所 述铣刀后刀面磨损带温度场模型计算所述铣刀后刀面磨损带的瞬时温度。
可选的,所述建立所述铣刀与工件之间的瞬时接触角θ的模型具体包括: 将所述铣刀沿着轴向切削方向离散为m个厚度为w=dz=Ap/m的圆片,Ap为铣 销深度,当每个所述圆片的厚度足够小时,所述螺纹为直线BD,以所述直线BD 为斜边,建立直角三角形ABD,水平方向的直角边为AB,竖直方向的直角边为 AD;
根据公式(2)、(3)和(4)计算所述铣刀与工件之间的瞬时接触角θ;
其中,Ap为铣削深度,β为所述铣刀的螺旋角,R为所述铣刀的半径。
可选的,所述建立未变形切屑厚度h模型具体包括:切削刃每次铣削均 从距离已加工表面处切入。
其中,
其中,vf为进给速度,Ae为铣削宽度,fz为每齿进给量,z为铣刀刃数, n为机床转速,θen为切入角,θex为切出角。
可选的,所述建立第一变形区热源对所述铣刀后刀面磨损带产生温升影 响的温度场模型,获得第一温度场模型具体包括:
建立第一变形区原生热源点dl与所述第一变形区原生热源点的镜像热 源点dl'对沿着X方向上任意点PI(x,0,z)的温升模型,分别计算第一变形区原生 热源点的温度升高值ΔTI(x,0,z)和所述镜像热源点的温度升高值ΔTI'(x,0,z);
计算沿着X方向上所述第一变形区的任意点PI(x,0,z)的温度升高值 ΔTrake-I(x,0,z);
ΔTrake-I(x,0,z)=ΔTI(x,0,z)+ΔTI'(x,0,z) (9)
其中,λt为所述铣刀的热导率,h(θ)为未变形切屑厚度,φn法向剪切角, ηc为切屑流出角,αw为所述工件的热扩散率;K0为第二类修正贝塞尔函数的零 阶,Rl为所述第一变形区原生热源的热源点dl到点PI(x,0,z)的距离,Rl'为所述第 一变形区镜像热源的热源点dl到点PI(x,0,z)的距离;
建立的第一变形区热强度qI模型;
Vsh=Vcosλs (12)
其中,A为参考应变率和参考温度下的初始屈服应力,B为所述工件的 应变硬化模量,εABCD-P为剪切面ABCD的有效塑性应变,n为所述工件的应变硬 化指数,C为所述工件的应变率强化参数, 为剪切面ABCD的有效塑性应 变率, 参考应变率,T为当前温度,Tr为参考温度,Tm为所述工件的熔化温 度,m为所述工件的热软化指数。
可选的,所述建立第二变形区热源对所述铣刀后刀面磨损带产生温升影 响的温度场模型,获得第二温度场模型具体包括:
建立第二变形区原生热源点与第二变形区镜像热源点对沿着X'方向上 任意点PII(x',0,z')的温度升高模型,分别计算所述第二变形区原生热源点的温升 ΔTII(x',0,z')和所述第二变形区镜像热源点ΔTII'(x',0,z');
计算沿着X'方向上所述第二变形区热源内的任意点PII(x',0,0)的温升 ΔTrake-II(x',0,0);
ΔTrake-II(x',0,0)=ΔTII(x',0,0)+ΔTII'(x',0,0)(16)
其中,Ri-2为所述第二变形区热源点到点PII(x',0,z')的距离,Ri-2'为所述第 二变形区热源的镜像热源上的热源点到点PII(x',0,z')的距离,w为斜角车削宽度, λs为刃倾角;
建立所述第二变形区热强度qII(θ、x')模型;
Achip(θ)=lc(θ)wc (20)
其中,σtip为所述铣刀的刀尖处的正应力, 为所述铣刀 和所述切屑接触面平均摩擦角,Achip(θ)为所述铣刀和所述切屑接触面积;
计算第二变形区热源热量流向前刀面的热量分配比BII-rake(θ);
可选的,所述建立第三变形区热源对所述铣刀后刀面磨损带产生温升影 响的温度场模型,获得第三温度场模型具体包括:
建立第三变形区原生热源点与第三变形区镜像热源点对沿着X”方向上 任意点PIII(x”,0,0)的温度升高模型,分别计算所述第三变形区原生热源点的温升 ΔTIII(x”,0,0)和所述第三变形区镜像热源点ΔTIII'(x”,0,0);
计算沿着X”方向上所述第三变形区热源内的任意点PIII(x”,0,0)的温升 ΔTflank-III(x”,0,0);
ΔTflank-III(x”,0,0)=ΔTIII(x”,0,0)+ΔTIII'(x”,0,0) (26)
其中,Ri-3为所述第三变形区热源点到点PII(x',0,z')的距离,Ri-3'为所述第 三变形区热源的镜像热源上的热源点到点PIII(x”,0,0)的距离,w为斜角车削宽度, λs为刃倾角;
建立所述第三变形区热强度qIII(x”)模型;
其中,f库(x")为刀工接触面之间的摩擦力,λs为刀具刃倾角, 为刀- 工接触面上的平均摩擦系数,σn-f(x")为后刀面磨损带上的正应力,σtip微元刀 尖上的正应力,VBCR为塑性流动区域和弹性接触区域临界点,K为切削刃上剪应 力和工件上剪切流动应力的比值,φ为剪切角,γ0为刀具前角, 为前刀面平均 摩擦角。
计算第三变形区热源热量流向前刀面的热量分配比BIII-flank(θ);
可选的,所述建立铣刀后刀面磨损带对应的坐标系X"Y"Z"下的温度 场模型,获得铣刀后刀面磨损带温度场模型具体包括:
计算所述建立铣刀后刀面磨损带对应的坐标系X"Y"Z"下沿着X"方 向上任意点P(x”,0,0)的温度Tflank(x”,0,0);
一种整体式立铣刀后刀面磨损带的瞬时温度确定系统,所述确定系统包 括:
坐标系建立模块,用于将第一变形区热源的坐标系XYZ和第二变形区热 源的坐标系X'Y'Z'转换到第三变形区热源的坐标系即铣刀后刀面磨损带对应 的坐标系X"Y"Z";
瞬时接触角模型建立模块,用于建立所述铣刀与工件之间的瞬时接触角 θ的模型;
未变形切屑厚度模型建立模块,在所述铣刀加工所述工件过程中,两者 均未变形和振动,切削刃每次铣削均从距离已加工表面处切入的条件下,建立未 变形切屑厚度h模型;
未变形切屑厚度计算模块,用于根据所述未变形切屑厚度h模型计算未 变形切屑厚度h;
第一温度场模型建立模块,用于建立第一变形区热源对所述铣刀后刀面 磨损带产生温升影响的温度场模型,获得第一温度场模型,所述第一变形区热源 为所述切屑在剪切面内的剪切滑移中产生的热量;
第二温度场模型建立模块,用于建立第二变形区热源对所述铣刀后刀面 磨损带产生温升影响的温度场模型,获得第二温度场模型,所述第二变形区热源 为所述切屑与所述铣刀的前刀面的挤压和摩擦而产生的热量;
第三温度场模型建立模块,用于建立第三变形区热源对所述铣刀后刀面 磨损带产生温升影响的温度场模型,获得第三温度场模型,所述第三变形区热源 为所述工件已加工表面与所述铣刀的后刀面磨损带的挤压和摩擦而产生的热量;
铣刀后刀面磨损带温度场模型建立模块,用于建立铣刀后刀面磨损带对 应的坐标系下的温度场模型,获得铣刀后刀面磨损带温度场模型;
瞬时温度计算模块,用于根据所述第一温度场模型、所述第二温度场模 型、所述第三温度场模型和所述铣刀后刀面磨损带温度场模型计算所述铣刀后刀 面磨损带的瞬时温度。
根据本发明提供的具体实施例,本发明公开了以下技术效果:本发明公 开了一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法及系统,采用分别 对第一变形区热源、第二变形区热源和第三变形区热源的温度场模型的建立,提 高了切削过程中的铣刀温度监测的准确性,延长了所述铣刀的使用寿命,同时提 高了加工工件表面的质量和加工的精度。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实 施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是 本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的 前提下,还可以根据这些附图获得其他的附图。
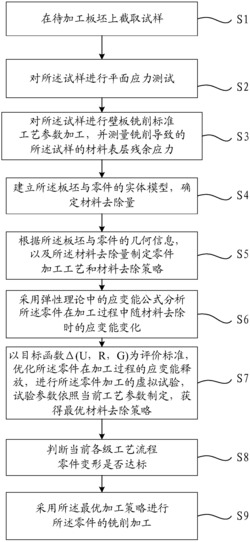
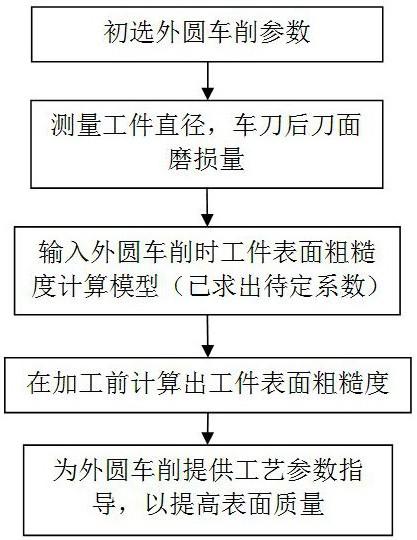
图1为本发明提供的整体式平头立铣刀后刀面磨损带的瞬时温度确定方 法的流程图;
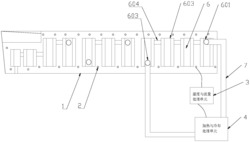
图2为本发明提供的第一变形区热源、第二变形区热源和第三变形区热 源的热量分布示意图;
图3为本发明提供的所述铣刀微元刀刃示意图;
图4为本发明提供的未变形切屑厚度示意图;
图5为本发明提供的第一变形区热源示意图;
图6为本发明提供的第二变形区热源示意图;
图7为本发明提供的第三变形区热源示意图;
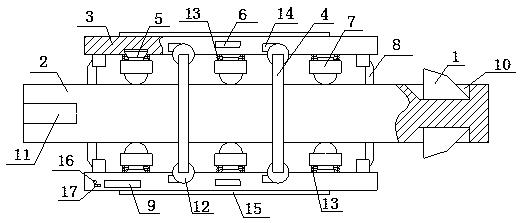
图8为本发明提供的所述铣刀后刀面磨损带瞬态温度场的示意图;
图9为本发明提供的所述铣刀后刀面磨损带瞬态温度场随铣削时间变化 示意图;
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行 清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是 全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性 劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种能够准确确定铣刀后刀面磨损带的温度场的整 体式平头立铣刀后刀面磨损带的瞬时温度确定方法及系统。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图 和具体实施方式对本发明作进一步详细的说明。
如图1所示,一种整体式平头立铣刀后刀面磨损带的瞬时温度确定方法, 所述确定方法包括:
步骤100:将第一变形区热源的坐标系XYZ和第二变形区热源的坐标系 X'Y'Z'转换到第三变形区热源的坐标系即铣刀后刀面磨损带对应的坐标系 X"Y"Z";
其中,VB1为后刀面磨损带长度,β0为刀具楔角,lc为刀屑接触长度;
步骤200:建立所述铣刀与工件之间的瞬时接触角θ的模型;
步骤300:在所述铣刀加工所述工件过程中,两者均未变形和振动,切 削刃每次铣削均从距离已加工表面处切入的条件下,建立未变形切屑厚度h模 型;
步骤400:根据所述未变形切屑厚度h模型计算未变形切屑厚度h;
步骤500:建立第一变形区热源对所述铣刀后刀面磨损带产生温升影响 的温度场模型,获得第一温度场模型,所述第一变形区热源为所述切屑在剪切面 内的剪切滑移中产生的热量;
步骤600:建立第二变形区热源对所述铣刀后刀面磨损带产生温升影响 的温度场模型,获得第二温度场模型,所述第二变形区热源为所述切屑与所述铣 刀的前刀面接触产生的热量;
步骤700:建立第三变形区热源对所述铣刀后刀面磨损带产生温升影响 的温度场模型,获得第三温度场模型,所述第三变形区热源为所述工件已加工表 面与所述铣刀的后刀面磨损带挤压摩擦产生的热量;
步骤800:建立铣刀后刀面磨损带对应的坐标系X"Y"Z"下的温度场模 型,获得铣刀后刀面磨损带温度场模型;
步骤900:根据所述第一温度场模型、所述第二温度场模型、第三温度 场模型和所述铣刀后刀面磨损带温度场模型计算所述铣刀后刀面磨损带的瞬时 温度。
所述建立所述铣刀与工件之间的瞬时接触角θ的模型具体包括:
如图3所示,将所述铣刀沿着轴向切削方向离散为m个厚度为 w=dz=Ap/m的圆片,Ap为铣销深度,当每个所述圆片的厚度足够小时,所述 螺纹为直线BD,以所述直线BD为斜边,建立直角三角形ABD,水平方向的直角 边为AB,竖直方向的直角边为AD;
根据公式(2)、(3)、(4)计算所述铣刀与工件之间的瞬时接触角θ;
其中,Ap为铣削深度,β为所述铣刀的螺旋角,R为所述铣刀的半径。
如图4所示,所述建立未变形切屑厚度h模型具体包括:
切削刃每次铣削均从距离已加工表面处切入;
其中,
其中,vf为进给速度,Ae为铣削宽度,fz为每齿进给量,z为铣刀刃 数,n为机床转速,θen为切入角,θex为切出角。
如图2、图5和图6所示,所述建立第一变形区热源对所述铣刀后刀面 磨损带产生温升影响的温度场模型,获得第一温度场模型具体包括:
建立第一变形区原生热源点dl与所述第一变形区原生热源点的镜像热 源点dl'对沿着X方向上任意点PI(x,0,z)的温升模型,分别计算第一变形区原生 热源点的温度升高值ΔTI(x,0,z)和所述镜像热源点的温度升高值ΔTI'(x,0,z);
计算沿着X方向上所述第一变形区的任意点PI(x,0,z)的温度升高值 ΔTrake-I(x,0,z);
ΔTrake-I(x,0,z)=ΔTI(x,0,z)+ΔTI'(x,0,z) (9)
其中,λt为所述铣刀的热导率,h(θ)为未变形切屑厚度,φn法向剪切角, ηc为切屑流出角,αw为所述工件的热扩散率;K0为第二类修正贝塞尔函数的零 阶,Rl为所述第一变形区原生热源的热源点dl到点PI(x,0,z)的距离,Rl'为所述 第一变形区镜像热源的热源点dl到点PI(x,0,z)的距离;
建立的第一变形区热强度qI模型;
其中,A为参考应变率和参考温度下的初始屈服应力,B为所述工件的 应变硬化模量,εABCD-P为剪切面ABCD的有效塑性应变,n为所述工件的应变硬 化指数,C为所述工件的应变率强化参数, 为剪切面ABCD的有效塑性应 变率, 为参考应变率,T为当前温度,Tr为参考温度,Tm为所述工件的熔化温 度,m为所述工件的热软化指数。
所述建立第二变形区热源对所述铣刀后刀面磨损带产生温升影响的温度 场模型,获得第二温度场模型具体包括:
建立第二变形区原生热源点与第二变形区镜像热源点对沿着X'方向上 任意点PII(x',0,z')的温度升高模型,分别计算所述第二变形区原生热源点的温升 ΔTII(x',0,z')和所述第二变形区镜像热源点ΔTII'(x',0,z');
计算沿着X'方向上所述第二变形区热源内的任意点PII(x',0,0)的温升 ΔTrake-II(x',0,0);
ΔTrake-II(x',0,0)=ΔTII(x',0,0)+ΔTII'(x',0,0) (16)
其中,Ri-2为所述第二变形区热源点到点PII(x',0,z')的距离,Ri-2'为所述第 二变形区热源的镜像热源上的热源点到点PII(x',0,z')的距离,w为斜角车削宽度, λs为刃倾角;
建立所述第二变形区热强度qII(θ、x')模型;
Achip(θ)=lc(θ)wc (20)
其中,σtip为所述铣刀的刀尖处的正应力, 为所述铣刀 和所述切屑接触面平均摩擦角,Achip(θ)为所述铣刀和所述切屑接触面积;
计算第二变形区热源热量流向前刀面的热量分配比BII-rake(θ);
所述建立第三变形区热源对所述铣刀后刀面磨损带产生温升影响的温度 场模型,获得第三温度场模型具体包括:
建立第三变形区原生热源点与第三变形区镜像热源点对沿着X”方向上 任意点PIII(x”,0,0)的温度升高模型,分别计算所述第三变形区原生热源点的温升 ΔTIII(x”,0,0)和所述第三变形区镜像热源点ΔTIII'(x”,0,0);
计算沿着X”方向上所述第三变形区热源内的任意点PIII(x”,0,0)的温升 ΔTflank-III(x”,0,0);
ΔTflank-III(x”,0,0)=ΔTIII(x”,0,0)+ΔTIII'(x”,0,0) (26)
其中,Ri-3为所述第三变形区热源点到点PII(x',0,z')的距离,Ri-3'为所述第 三变形区热源的镜像热源上的热源点到点PIII(x”,0,0)的距离,w为斜角车削宽度, λs为刃倾角;
建立所述第三变形区热强度qIII(x”)模型;
其中,f库(x")为刀工接触面之间的摩擦力,λs为刀具刃倾角, 为刀- 工接触面上的平均摩擦系数,σn-f(x")为后刀面磨损带上的正应力,σtip为微元刀 尖上的正应力,VBCR为塑性流动区域和弹性接触区域临界点,K为切削刃上剪应 力和工件上剪切流动应力的比值,φ为剪切角,γ0为刀具前角, 为前刀面平均 摩擦角。
计算第三变形区热源热量流向前刀面的热量分配比BIII-flank(θ);
所述建立铣刀后刀面磨损带对应的坐标系X"Y"Z"下的温度场模型, 获得铣刀后刀面磨损带温度场模型具体包括:
计算所述建立铣刀后刀面磨损带对应的坐标系X"Y"Z"下沿着X"方向 上任意点P(x”,0,0)的温度Tflank(x”,0,0);
如图9所示,一种整体式平头立铣刀后刀面磨损带的瞬时温度确定系统, 所述确定系统包括:
坐标系建立模块1,用于将第一变形区热源的坐标系XYZ和第二变形区 热源的坐标系X'Y'Z'转换到第三变形区热源的坐标系即铣刀后刀面磨损带对应 的坐标系X"Y"Z";
瞬时接触角模型建立模块2,用于建立所述铣刀与工件之间的瞬时接触 角θ的模型;
未变形切屑厚度模型建立模块3,在所述铣刀加工所述工件过程中,两 者均未变形和振动,切削刃每次铣削均从距离已加工表面处切入的条件下,建立 未变形切屑厚度h模型;
未变形切屑厚度计算模块4,用于根据所述未变形切屑厚度h模型计算 未变形切屑厚度h;
第一温度场模型建立模块5,用于建立第一变形区热源对所述铣刀后刀 面磨损带产生温升影响的温度场模型,获得第一温度场模型,所述第一变形区热 源为所述切屑与所述工件接触面产生的热量;
第二温度场模型建立模块6,用于建立第二变形区热源对所述铣刀后刀 面磨损带产生温升影响的温度场模型,获得第二温度场模型,所述第一变形区热 源为所述切屑在剪切面内的剪切滑移中产生的热量;
第三温度场模型建立模块7,用于建立第三变形区热源对所述铣刀后刀 面磨损带产生温升影响的温度场模型,获得第三温度场模型,所述第三变形区热 源为所述工件已加工表面与所述铣刀的后刀面磨损带的挤压和摩擦而产生的热 量;
铣刀后刀面磨损带温度场模型建立模块8,用于建立铣刀后刀面磨损带 对应的坐标系下的温度场模型,获得铣刀后刀面磨损带温度场模型;
瞬时温度计算模块9,用于根据所述第一温度场模型、所述第二温度场 模型、所述第三温度场模型和所述铣刀后刀面磨损带温度场模型计算所述铣刀后 刀面磨损带的瞬时温度。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都 是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于 实施例公开的系统而言,由于其与实施例公开的方法相对应,所以描述的比较简 单,相关之处参见方法部分说明即可。
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实 施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的 一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之 处,综上所述,本说明书内容不应理解为对本发明的限制。
一种整体式立铣刀后刀面磨损带温度场确定方法及系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0