






专利摘要
本发明涉及一种基于全息方法的自由曲面表面形貌在机检测方法及装置。现有技术对自由曲面的精确、快速测量具有较大难度。本发明组成包括:检测装置(15),所述的检测装置包括基座A(2),所述的基座A上方孔内装有测头柄(1),所述的基座A通过滑道(10)与基座B(7)连接,所述的测头柄下方通过螺纹与激光器座(3)连接,所述的激光器座下端安装有激光器(4),所述的基座B内具有隔板(6),所述的隔板与空间光滤波器(5)连接,所述的基座B内下方分别通过卡座与分光镜(8)、反光镜(14)连接,检测方法通过采集曲面反射光光束波前畸变信息,得到所测的空间坐标信息。本发明基于全息方法的自由曲面表面形貌在机检测装置。
权利要求
1.一种基于全息方法的自由曲面表面形貌在机检测装置,其组成包括:检测装置,其特征是:所述的检测装置包括基座A,所述的基座A上方孔内安装有测头柄,所述的基座A通过滑道与基座B连接,所述的测头柄下方通过螺纹与激光器座连接,所述的激光器座下端安装有激光器,所述的基座B内具有隔板,所述的隔板与空间光滤波器连接,所述的基座B内下方分别通过卡座与分光镜、反光镜连接。
2.根据权利要求1所述的基于全息方法的自由曲面表面形貌在机检测装置,其特征是:所述的基座A内上方通过紧固螺栓连接传感器档板,所述的传感器档板上安装有全息波前传感器,所述的基座A上安装有定位旋钮并与所述的基座B上孔的位置相对应,所述的分光镜下方放置有待测的自由曲面工件。
3.一种利用权利要求1或2所述的检测装置进行基于全息方法的自由曲面表面形貌在机检测的方法,其特征是:该方法包括如下步骤:
首先在测量时,将该装置的测头柄装夹在主轴上与机床连接,由机床来控制检测装置的运动,检测装置随着主轴转动,由于激光器的安装位置与机床主轴的轴心是同轴的,所以检测装置在工作过程中可以通过机床来准确的控制所测量的点的坐标;
光学测量与在机测量相结合,对未知自由曲面的零件进行快速、准确的测量,由激光器座内的激光器提供光源,经过基座B内的空间光滤波器,空间光滤波器将激光器提供的光源准直成为标准平面波,准直的光束经由分光镜后,被分开的一束透射光投射到待测工件的表面,经过待测工件的反射后再重新反射回分光镜,然后经过分光镜的反射投射到反光镜,从而入射到全息波前传感器中,经过波前传感器对曲面表面反射光光束波前畸变的信息采集,得到波前像差以及所测点的数据信息;
基座A与基座B之间有定位滑道相连接,在测量过程中,可以通过调节基座A上的定位旋钮来精确的调节激光器与空间光滤波器的距离从而达到高质量的标准平面波,进而提高检测精度。
说明书
技术领域:
本发明涉及光学领域和数控加工在机测量技术领域,具体涉及一种基于全息方法的自由曲面表面形貌在机检测方法及装置。
背景技术:
现有技术,对具有非回转与非对称特征的未知自由曲面的精确测量与评定具有较大难度,对于加工后自由曲面的面型测量,大部分采用蓝光数码光栅三维扫描仪或三坐标测量机以及其他接触式测量仪对其进行测量,前两种测量方法虽然精确,但是,由于需要把已加工零件从加工机床上移除到测量仪器上,这种工件移动再装卡的过程不仅会产生定位误差,还会延长测量周期,使得测量过程变得繁琐,接触式的测量方法不但对工件材料和工件陡峭程度有要求,而且还需要对测量值进行相应的误差补偿与测头补偿。
随着航空航天、造船、汽车及模具产业的飞速发展,自由曲面的应用变得越来越广泛,同时,对高效率、高精度的测量及评定的要求也越来越高,因此,曲面光滑(粗糙)程度的测量与评定就有着重要的意义。
发明内容:
本发明的目的是提供一种基于全息方法的自由曲面表面形貌在机检测方法及装置。
上述的目的通过以下的技术方案实现:
一种基于全息方法的自由曲面表面形貌在机检测装置,其组成包括:检测装置,所述的检测装置包括基座A,所述的基座A上方孔内安装有测头柄,所述的基座A通过滑道与基座B连接,所述的测头柄下方通过螺纹与激光器座连接,所述的激光器座下端安装有激光器,所述的基座B内具有隔板,所述的隔板与空间光滤波器连接,所述的基座B内下方分别通过卡座与分光镜、反光镜连接。
所述的基于全息方法的自由曲面表面形貌在机检测装置,所述的基座A内上方通过紧固螺栓连接传感器档板,所述的传感器档板上安装有全息波前传感器,所述的基座A上安装有定位旋钮并与所述的基座B上孔的位置相对应,所述的分光镜下方放置有待测自由曲面工件。
一种所述的检测装置进行基于全息方法的自由曲面表面形貌在机检测的方法。该方法包括如下步骤:首先在测量时,将该装置的测头柄装夹在主轴上与机床连接,由机床来控制检测装置的运动,检测装置随着主轴转动,由于激光器的安装位置与机床主轴的轴心是同轴的,所以检测装置在工作过程中可以通过机床来准确的控制所测量的点的坐标;
光学测量与在机测量相结合,对未知自由曲面的零件进行快速、准确的测量,由激光器座内的激光器提供光源,经过基座B内的空间光滤波器,空间光滤波器将激光器提供的光源准直成为标准平面波,准直的光束经由分光镜后,被分开的一束透射光投射到待测工件的表面,经过待测工件的反射后再重新反射回分光镜,然后经过分光镜的反射投射到反光镜,从而入射到全息波前传感器中,经过波前传感器对曲面表面反射光光束波前畸变的信息采集,得到波前像差以及所测点的数据信息;
基座A与基座B之间有定位滑道相连接,在测量过程中,可以通过调节基座A上的定位旋钮来精确的调节激光器与空间光滤波器的距离从而达到高质量的标准平面波,进而提高检测精度。
有益效果:
1.本发明是一种基于全息方法的自由曲面表面形貌在机检测方法及装置,
基于全息波前传感器的检测装置,是将光学元件与在机检测相互结合,并且把所有检测元件都设计在两个基座外壳内,使光学元件得到了保护,防止外界环境对光学元件测量环境的影响,提高了测量精度。
本发明基于全息波前传感器的检测装置采用非接触式测量的方法,避免
由于测量存在接触力,而不能对软质、易碎等物体进行接触测量,避免测量时使工件产生变形甚至在表面形成刮痕,也避免了二次装卡工件的复杂过程,提高了测量效率,同时具有很高的测量精度、良好的可靠性与稳定性,所获得的测量数据不需要进行触头半径补偿。
本发明的全息波前传感器的检测装置,外壳由两个基座组成,不仅可以方
便的对所有的零件进行组装和拆卸,而且可以通过调节基座A上的旋钮伸缩基座B,方便精确的调节激光器与空间光滤波器的距离,使得空间光滤波器在不同情况下都能调节到与激光器最适宜的距离,获得高质量的平行光,进而提高测量精度,使得空间光滤波器的出射平行光质量。
本发明采用全息波前传感器,避免了通过数值计算解算波前,可以实现超高速波前探测,检测速度快,使用简单,灵活,可靠,具有较高的探测精度。
本发明外壳采用质量轻刚度强的材料,即减少了主轴的负荷同时也避免了基座A、基座B的变形,保证了装置的测量精度要求。
本发明将全息波前传感方法运用到了自由曲面表面形貌的检测,采用一系列的正交
本发明采用三轴数控机床加工的淬硬钢自由曲面,通过由激光器、空间光滤波器、分光镜和波前传感器组合的无接触测量装置来测量自由曲面的表面形貌,进而从表面光滑(粗糙)程度的角度来测量和评估自由曲面工件的加工精度。
本发明的检测装置是基于计算机视觉的光学测量仪器,采用的是光学非接触式测量原理,不仅可以在工件加工完成后,直接在加工机床上对其进行测量,而且还可以避免上述由于二次装卡所带来的定位误差,简单、方便、省时。
本发明的非接触式测量是在不接触工件的情况下运用光学元件进行测量的,采用光学原理与在机测量相结合的方法,尤其对于测量易碎易变形工件、软质材料工件、形状复杂工件、镀膜表面和高几何精度要求工件等,具有与其他测量方式相比更高的分辨率、精度和效率,而且可以弥补接触式测量的不足。
本发明利用全息波前传感器作为表面形貌检测装置的主要光学元件,一束平行光照射到工件表面后反射出带有波前畸变信息的光束,经由全息波前传感器的接收,对光场的振幅和相位信息进行分析,进而反应工件表面不同位置的曲率变化,在计算机中对已加工工件的表面形貌进行仿真,用检测、加工一体的方法,具有诸多优点,也是数字化制造的前沿方向。
附图说明:
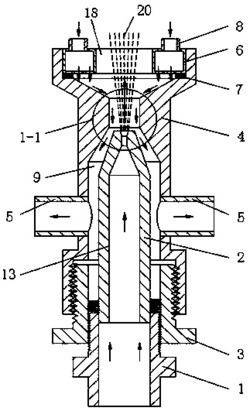
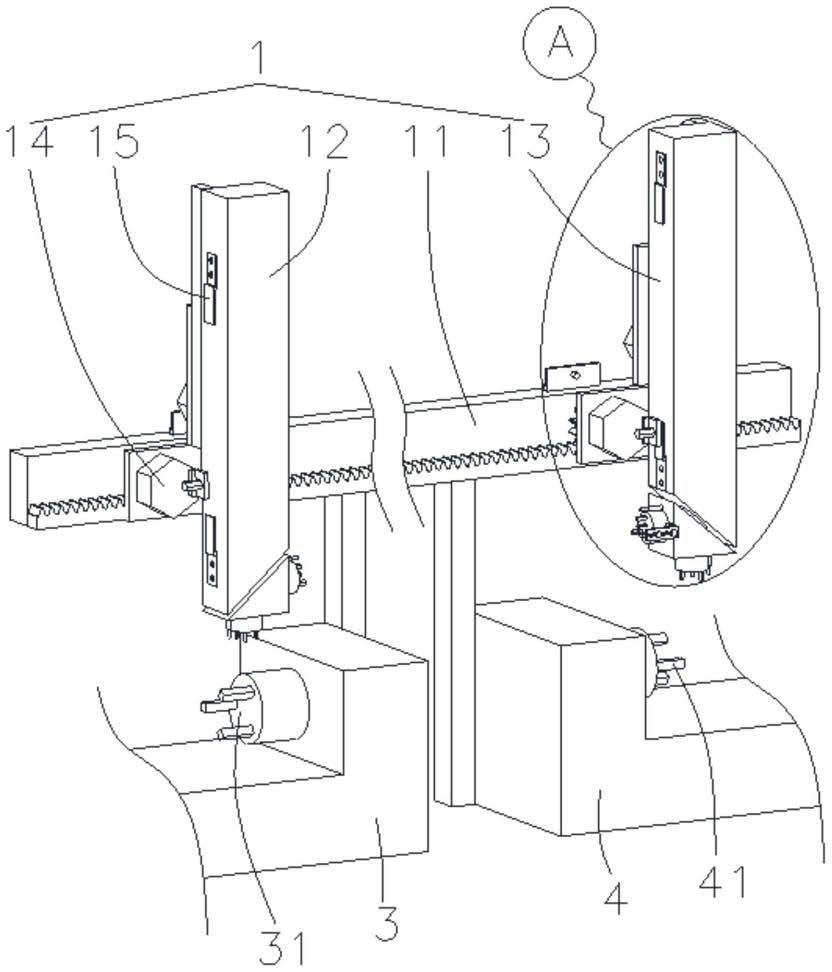
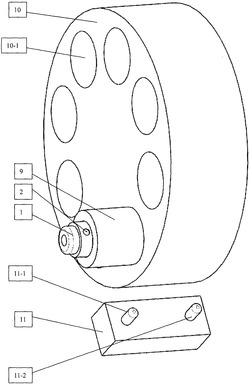
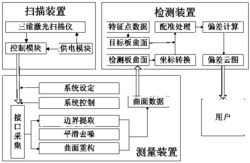
附图1是本发明的检测装置结构示意图。
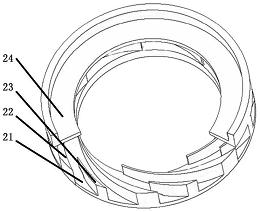
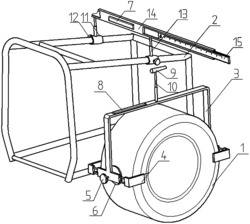
附图2是附图1中的检测装置外观图。
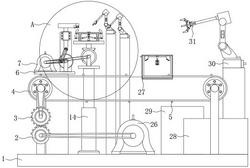
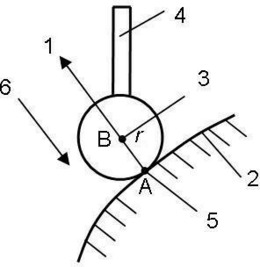
附图3是附图1中的检测装置工作光路示意图。
附图4是本发明探测单一模式像差的原理图。
附图5是本发明全息波前传感器检测波前像差原理图。
附图6是本发明的淬硬钢自由曲面UG模型图。
附图7是本发明的淬硬钢自由曲面工件加工现场图。
附图8是本发明的工件表面仿真图。
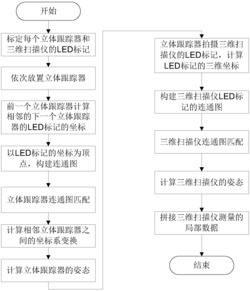
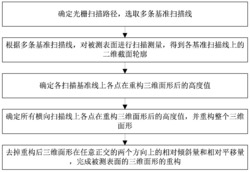
附图9是本发明的淬硬钢自由曲面探测路经规划图。
附图10是附图1中的检测装置测绘的工件形貌图。
附图11是附图1中的检测装置测绘的粗糙度轮廓图。
附图12是本发明的超景深显微镜观测的粗糙度轮廓图。
附图13是是附图1中检测装置零件分解图。
具体实施方式:
实施例1:
一种基于全息方法的自由曲面表面形貌在机检测装置,其组成包括:检测装置15,所述的检测装置包括基座A2,所述的基座A上方孔内安装有测头柄1,所述的基座A通过滑道10与基座B7连接,所述的测头柄下方通过螺纹与激光器座3连接,所述的激光器座下端安装有激光器4,所述的基座B内具有隔板6,所述的隔板与空间光滤波器5连接,所述的基座B内下方分别通过卡座与分光镜8、反光镜14连接。
实施例2:
根据实施例1所述的基于全息方法的自由曲面表面形貌在机检测装置,所述的基座A内上方通过紧固螺栓11与传感器档板12连接,所述的传感器档板上安装有全息波前传感器9,所述的基座A上安装有定位旋钮13并与所述的基座B上孔的位置相对应,所述的分光镜下方放置有待测自由曲面工件16。
实施例3:
一种利用实施例1-2所述的检测装置进行基于全息方法的自由曲面表面形貌在机检测的方法,本方法是:首先在测量时,将该装置的测头柄装夹在主轴上并与机床连接,由机床来控制检测装置的运动,检测装置随着主轴转动,由于激光器的安装位置与机床主轴的轴心是同轴的,所以检测装置在工作过程中可以通过机床来准确的控制所测量的点的坐标;
光学测量与在机测量相结合,对未知自由曲面的零件进行快速、准确的测量,由激光器座内的激光器提供光源,经过基座B内的空间光滤波器,空间光滤波器将激光器提供的光源准直成为标准平面波,准直的光束经由分光镜后,被分开的一束透射光投射到待测工件的表面,经过待测工件的反射后再重新反射回分光镜,然后经过分光镜的反射投射到反光镜,从而入射到全息波前传感器中,经过波前传感器对曲面表面反射光光束波前畸变的信息采集,得到波前像差以及所测点的数据信息;
基座A与基座B之间有定位滑道相连接,在测量过程中,可以通过调节基座A上的定位旋钮来精确的调节激光器与空间光滤波器的距离从而达到高质量的标准平面波,进而提高检测精度。
实施例4:
根据实施例1-3所述的基于全息方法的自由曲面表面形貌在机检测的方法,
1、基于全息波前传感器的检测方法
波前传感技术采用了纯光学手段来实现对于波前像差的探测,并且采用雪崩光电二极管阵列作为峰值光强探测元件,不仅简化了光路还避免了传统波前传感器繁重的矩阵运算过程,大大的提高了检测效率和检测精度,我们首先对单一模式相差的检测方法进行介绍,进而说明在本文中所运用到的全息波前传感器对具有多个像差模式的波前畸变信息的检测方法,探测单一模式像差的原理如附图4所示,
图中的全息图复用了两个子全息图,设(x,y)为全息图的平面坐标,(xA,yA,zA),(xB,yB,zB)分别为A,B两点的坐标。K1(x,y),K2(x,y)分别为汇聚于A,B两点的参考光。偏置光波P1(x,y),P2(x,y)分别具有正和负幅度像差eSi(x,y),-eSi(x,y)。子全息图是由偏置光与参考光互相干涉而形成的,它的透过率函数如式(1)所示:
(1)
式中表示共轭关系,
(2)
汇聚于
在实际测量过程中由于自由曲面具有曲率变化快和不同位置存在不同曲率的特性,所以就需要同时对多个像差模式进行探测,根据全息元件的特性可以通过复用多对子全息图来解决这一问题。使得从工件反射回波前传感器的球面波在雪崩光电二极管阵列的峰值光强探测元件上分开。通过探测每对光斑相对峰值光强,就能够实现整体波前像差探测。其基本原理如附图5所示。
、自由曲面工件表面形貌的测量
在运用本文所提出的检测装置对已加工完成的工件自由曲面的形貌进行检测时,由于工件反射至波前传感器的畸变波前是连续的,并且能够非常完整的反应所探测工件的表面形貌。因此,可以选择用连续函数来表示全息波前传感器所检测出的波前像差,进而表示工件表面的面型。由波前传感器检测出的波前像差,可以用项正交
(3)
式中
(4)
式中
(5)
(6)
将式(5)和(6)中的Rln(ρ)和Θln(θ)带入到式(4)中,当n取不同值时,就能写出每一项Zernike多项式的具体表达式,来表示各种波像差,进而表示工件表面形貌。这种表达方式不仅能满足对复杂自由曲面的描述,而且还能够达到所需的精度要求。
根据上述提出的检测装置设计了仿真分析与实验验证,首先在UG中绘制要加工的淬硬钢自由曲面模型(UG中绘制的模型如图6所示),其次运用软件自动生成的加工程序选用三轴机床进行加工,然后对工件进行仿真分析进而设计检测路径,最后运用本发明的检测装置对工件的形貌进行测绘并且与用超景深显微镜观测的工件表面形貌进行比较。
本次实验选用的是大连机床集团有限责任公司生产的
根据工件的面形仿真的工件表面如图8所示,并且根据工件的曲面形状规划测量路径,所得到的测量路径仿真结果如图9所示。
采用基于全息波前传感器的测量装置,对由三轴数控机床
为了验证本发明所提出的基于全息波前传感器的检测装置的可行性,从检测装置测绘的工件形貌表面提取一条通过异常区域的二维轮廓,如图11所示。同样从超景深显微镜检测的工件表面中提取一条通过异常区域的二维轮廓,如图12所示。比较图11和图12,具有较小的差异,图11所示的粗糙度轮廓的可靠性和真实程度较超景深显微镜等其它常用仪器观测的结果基本相同。
以上实验算例表明,运用上述提出的基于全息波前传感器的检测装置在测绘工件表面形貌的过程中虽然偶尔会产生信号异常点,但是并没有过多的信息损失,与现有的形貌观测仪器所测绘的工件表面形貌粗糙度轮廓基本相同。而本发明的装置可以直接安装在机床上应用,并且可以快速测量,所以更具实用性。
实施例5:
根据实施例1-4所述的基于全息方法的自由曲面表面形貌在机检测装置,其中各主要部件的作用如下:
1、测头柄:直接与基座1和机床主轴连接,用于连接装置和主轴;
2、基座A:直接与测头柄、激光器座、紧固螺栓以及基座2连接,作为整个装置的主体通过与测头柄的连接,进而使得整个装置都能装卡在主轴上,并且随主轴运动,下端连接与测头柄同轴的激光器座,方便测量时控制参数,与基座B连接可以方便的调节整体基座的长度,从而改变激光器与空间光滤波器的距离;
3、激光器座:直接与基座A和激光器连接,使得激光器能与测头柄同轴。
激光器:装卡在激光器座上并且与激光器座和测头柄同轴,并且为装个检测装置提供光源;
4、空间光滤波器:直接与基座B连接,通过紧固螺钉直接固定在基座B内部的隔板上,尽量保证滤波器与激光器同轴。主要用于把激光器射出的光源准直成为标准平面波;
光学镜片:分光镜与反光镜都装卡在基座B的凹槽内,使得镜片始终保持与光路成45°夹角的状态,以保证光路的完整性,分光镜主要用于把光源透射到工件上,并且把来自于工件的反射光反射给反光镜。反光镜主要用于将工件反射回检测装置的测试光反射给波前传感器;
5、基座B:直接与空间光滤波器、光学镜片以及基座1连接,基座B内部设有隔板和凹槽,能使得空间光滤波器以及光学镜片按照要求固定在基座2 内,以保证测量的稳定性,基座B上设有精确位置的孔,通过调节基座A上的定位旋钮并且伸缩基座B可以准确的调节检测装置的长度,同时精确的控制激光器与空间光滤波器的距离从而得到高质量的标准平面波,提高检测精度;
6、传感器挡板:直接与紧固螺栓相连接以固定波前传感器;
7、紧固螺栓:直接与传感器挡板和基座A连接,穿过挡板连接在基座A上,使得波前传感器能够稳定的固定在基座上;
8、波前传感器:由传感器挡板与紧固螺栓固定在基座A上。波前传感器接收来自于反光镜的测试光,通过对测试光的分析检测波前像差并且通过与实验计算机的连接可以仿真出所测工件的表面形貌。
基于全息方法的自由曲面表面形貌在机检测方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0