







专利摘要
本发明涉及汽车配件设备技术领域,具体是一种汽车压盘减震组装设备,包括主体上料装置、加工装配装置和成品移送装置,所述主体上料装置包括定位承载部件、主体驱动部件和转动传送部件,所述加工装配装置包括与转动传送部件输出端对接的装配工作台、安装在装配工作台上的定位吸附部件、设置在装配工作台旁侧的配件上料部件和安装在装配工作台上且用于将若干配件依次装配至压盘本体上的吸料装配部件,成品移送装置包括安装在装配工作台输出端的成品传送部件和安装在装配工作台顶部且用于将装配完成的压盘移送至成品传送部件上的移料机械手。本发明采用自动化的组装,减少了人工的输出,提高了装配效率。
权利要求
1.一种汽车压盘减震组装设备,其特征在于:包括沿着待装配汽车压盘的组装顺序依次组装的主体上料装置(1)、加工装配装置(2)和成品移送装置(3),所述主体上料装置(1)包括用于放置若干待装配的压盘本体的定位承载部件(1a)、安装在定位承载部件(1a)上的主体驱动部件(1b)和设置在定位承载部件(1a)输出端处的转动传送部件(1c),所述加工装配装置(2)包括与转动传送部件(1c)输出端对接的装配工作台(2a)、安装在装配工作台(2a)上的定位吸附部件(2b)、设置在装配工作台(2a)旁侧的配件上料部件(2c)和安装在装配工作台(2a)上且用于将若干配件依次装配至压盘本体上的吸料装配部件(2d),成品移送装置(3)包括安装在装配工作台(2a)输出端的成品传送部件(3a)和安装在装配工作台(2a)顶部且用于将装配完成的压盘移送至成品传送部件(3a)上的移料机械手(3d)。
2.根据权利要求1所述的汽车压盘减震组装设备,其特征在于:所述定位承载部件(1a)包括安装支撑架(1d)、定位框架(1e)和安装在定位框架(1e)顶部的限位组件(1f),所述安装支撑架(1d)呈框架形结构,所述定位框架(1e)设置在安装支撑架(1d)的顶部,所述定位框架(1e)包括两个对称分布的竖直支撑框(1e1)和一个安装在两个竖直支撑框(1e1)之间的承载板(1e2),所述限位组件(1f)包括横向导向部(1g)、纵向导向部(1h)和安装在纵向导向部(1h)输出端上的定位部(1i),该定位部(1i)呈竖直状态设置。
3.根据权利要求2所述的汽车压盘减震组装设备,其特征在于:所述横向导向部(1g)包括两个分别安装在两个竖直支撑框(1e1)顶部的第一电缸(1g1),每个第一电缸(1g1)的传送方向与竖直支撑框(1e1)的长度方向相同,纵向导向部(1h)包括第二电缸(1h1)和两个定位滑动板(1h2),每个定位滑动板(1h2)安装在第一电缸(1g1)的输出端上,第二电缸(1h1)的首尾两端分别设置在两个定位滑动板(1h2)上,第二电缸(1h1)的传送方向垂直于第一电缸(1g1)的传送方向,所述定位部(1i)包括延伸板(1i1)、第一气缸(1i2)、第二气缸(1i3)和插接杆(1i4),所述延伸板(1i1)的一端安装在第二电缸(1h1)的输出端处,第一气缸(1i2)安装在延伸板(1i1)的顶部,第二气缸(1i3)安装在第一气缸(1i2)伸缩杆的端部,第二气缸(1i3)呈竖直状态设置,插接杆(1i4)安装在第二气缸(1i3)伸缩杆的端部。
4.根据权利要求3所述的汽车压盘减震组装设备,其特征在于:所述主体驱动部件(1b)包括承载驱动组件(1j)、联动组件(1k)和滑动推向组件(1m),所述承载驱动组件(1j)设置在安装支撑架(1d)上,联动组件(1k)与承载驱动组件(1j)的输出端固定连接,滑动推向组件(1m)安装在承载板(1e2)的底部且与其滑动配合,所述转动传送部件(1c)包括转动安装框(1n)、主动组件(1p)和从动组件(1q),转动安装框(1n)设置在安装支撑架(1d)的远离联动组件(1k)的一端,主动组件(1p)安装在转动安装框(1n)的下半部分,从动组件(1q)安装在转动安装框(1n)的上半部分,联动组件(1k)与主动组件(1p)传动连接。
5.根据权利要求4所述的汽车压盘减震组装设备,其特征在于:所述承载驱动组件(1j)包括第一电机(1j1)和传动杆(1j2),所述传动杆(1j2)呈水平状态设置,传动杆(1j2)的两端分别与安装支撑架(1d)的两内侧壁转动连接,传动杆(1j2)的两端均贯穿安装支撑架(1d),其中一端与第一电机(1j1)的主轴固定连接,所述联动组件(1k)包括异形盘(1k1)和第一转动盘(1k2),所述异形盘(1k1)套设在传动杆(1j2)的中间部位,第一转动盘(1k2)套设在传动杆(1j2)的另一端,所述滑动推向组件(1m)包括第一连接板(1m1)、连接块(1m2)、定位圆环(1m3)、连杆(1m4)和推动部(1r),所述第一连接板(1m1)两端分别与安装支撑架(1d)的两侧固定连接,连接块(1m2)安装在第一连接板(1m1)的顶部,定位圆环(1m3)与异形盘(1k1)的外圆周壁固定连接,推动部(1r)安装在承载板(1e2)的底部,连杆(1m4)的一端与连接块(1m2)铰接,连杆(1m4)的中间部位与定位圆环(1m3)铰接,连杆(1m4)的另一端与推动部(1r)铰接。
6.根据权利要求5所述的汽车压盘减震组装设备,其特征在于:所述推动部(1r)包括推动板(1r1)、第二连接板(1r2)、推动滑块(1r3)和两个第三连接板(1r4),两个第三连接板(1r4)呈L形结构,每个第三连接板(1r4)的底端与安装支撑架(1d)的顶部固定连接,第二连接板(1r2)的一端与两个第三连接板(1r4)固定连接,推动板(1r1)设置在第二连接板(1r2)的顶部,第二连接板(1r2)的顶部设有供推动滑块(1r3)移动的滑动槽,推动板(1r1)的一端与推动滑块(1r3)固定连接。
7.根据权利要求6所述的汽车压盘减震组装设备,其特征在于:所述主动组件(1p)包括第一转动辊(1p1)、第二转动盘(1p2)和两个分别安装在转动安装框(1n)两侧的第一转动块(1p3),第一转动辊(1p1)的两端分别与两个第一转动块(1p3)转动连接,第一转动辊(1p1)的一端贯穿其中一个第一转动块(1p3)且向外延伸设置,第二转动盘(1p2)安装在第一转动辊(1p1)的端部,第一转动盘(1k2)和第二转动盘(1p2)之间套设有皮带,从动组件(1q)包括第二转动辊(1q1)和两个第二转动块(1q2),两个第二转动块(1q2)分别设置在两个第一转动块(1p3)的上方,第二转动辊(1q1)的两端与两个第二转动块(1q2)对接。
8.根据权利要求1所述的汽车压盘减震组装设备,其特征在于:所述装配工作台(2a)的台面呈倾斜向下设置,装配工作台(2a)的顶部设有两个对称分布的限位板(2a1),两个限位板(2a1)之间的距离与待装配的压盘主体横向截面的直径相同,所述定位吸附部件(2b)包括阻挡板(2b1)、第二电机(2b2)、承载盘(2b3)和若干吸料嘴(2b4),阻挡板(2b1)安装在两个限位板(2a1)的端部,若干吸料嘴(2b4)沿着阻挡板(2b1)的长度方向设置,每个吸料嘴(2b4)的吸料方向均与装配工作台(2a)的长度方向相同,装配工作台(2a)的顶部设有供承载盘(2b3)安装的安装槽,第二电机(2b2)设置在装配工作台(2a)内,第二电机(2b2)呈竖直状态设置,第二电机(2b2)的主轴与承载盘(2b3)的底部固定连接。
9.根据权利要求8所述的汽车压盘减震组装设备,其特征在于:所述配件上料部件(2c)包括震动上料盘(2c1)和支撑台(2c2),支撑台(2c2)安装在装配工作台(2a)的旁侧,震动上料盘(2c1)安装在支撑台(2c2)的顶部,震动上料盘(2c1)的输出端与吸料装配部件(2d)的吸料端对接,所述吸料装配部件(2d)包括旋转台(2d1)和安装在旋转台(2d1)上的第一机械手(2d2),在工作状态下,第一机械手(2d2)与待装配的压盘主体对接。
10.根据权利要求7所述的汽车压盘减震组装设备,其特征在于:所述成品传送部件(3a)包括水平传送台(3a1)和挡料板,水平传送台(3a1)的传送方向垂直于装配工作台(2a)的延伸方向,挡料板的一端与装配工作台(2a)的顶部固定连接,另一端与水平传送台(3a1)的输入端对接,所述移料机械手(3d)安装在装配工作台(2a)上。
说明书
技术领域
本发明涉及汽车配件设备技术领域,具体是一种汽车压盘减震组装设备。
背景技术
压盘是一个金属圆盘,正常的状态是同离合器片紧密结合,成为一个整体,随发动机一起旋转,并把动力传递给变速箱。当踏下离合器踏板,压盘同离合器片分离,切断了发动机的动力输出,就可以换挡了。抬起离合器踏板,压盘再次同离合器片结合,传递动力。它的作用是暂时切断发动机与变速器之间的联系,使变速器能够根据不同的车速变换档位。但是压盘随着电动机高速旋转的同时,会产生巨大的震动,如果压盘的弹力不足,就会导致离合器打滑,动力传递不了,可能会导致车辆熄火,进而造成车辆无法行驶。
目前在汽车压盘和减震配件组装时,均是通过人工将首先将汽车的压盘固定在定位治具上,通过手动依次的将待装配的减震配件装配至汽车压盘内,实现装配作业,但是人工手动装配的效率低和装配精度差。
发明内容
本发明的目的在于提供一种汽车压盘减震组装设备,以解决上述背景技术中提出的问题。
本发明的技术方案是:包括沿着待装配汽车压盘的组装顺序依次组装的主体上料装置、加工装配装置和成品移送装置,所述主体上料装置包括用于放置若干待装配的压盘本体的定位承载部件、安装在定位承载部件上的主体驱动部件和设置在定位承载部件输出端处的转动传送部件,所述加工装配装置包括与转动传送部件输出端对接的装配工作台、安装在装配工作台上的定位吸附部件、设置在装配工作台旁侧的配件上料部件和安装在装配工作台上且用于将若干配件依次装配至压盘本体上的吸料装配部件,成品移送装置包括安装在装配工作台输出端的成品传送部件和安装在装配工作台顶部且用于将装配完成的压盘移送至成品传送部件上的移料机械手。
在本发明一较佳实施例中,所述定位承载部件包括安装支撑架、定位框架和安装在定位框架顶部的限位组件,所述安装支撑架呈框架形结构,所述定位框架设置在安装支撑架的顶部,所述定位框架包括两个对称分布的竖直支撑框和一个安装在两个竖直支撑框之间的承载板,所述限位组件包括横向导向部、纵向导向部和安装在纵向导向部输出端上的定位部,该定位部呈竖直状态设置。
在本发明一较佳实施例中,所述横向导向部包括两个分别安装在两个竖直支撑框顶部的第一电缸,每个第一电缸的传送方向与竖直支撑框的长度方向相同,纵向导向部包括第二电缸和两个定位滑动板,每个定位滑动板安装在第一电缸的输出端上,第二电缸的首尾两端分别设置在两个定位滑动板上,第二电缸的传送方向垂直于第一电缸的传送方向,所述定位部包括延伸板、第一气缸、第二气缸和插接杆,所述延伸板的一端安装在第二电缸的输出端处,第一气缸安装在延伸板的顶部,第二气缸安装在第一气缸伸缩杆的端部,第二气缸呈竖直状态设置,插接杆安装在第二气缸伸缩杆的端部。
在本发明一较佳实施例中,所述主体驱动部件包括承载驱动组件、联动组件和滑动推向组件,所述承载驱动组件设置在安装支撑架上,联动组件与承载驱动组件的输出端固定连接,滑动推向组件安装在承载板的底部且与其滑动配合,所述转动传送部件包括转动安装框、主动组件和从动组件,转动安装框设置在安装支撑架的远离联动组件的一端,主动组件安装在转动安装框的下半部分,从动组件安装在转动安装框的上半部分,联动组件与主动组件传动连接。
在本发明一较佳实施例中,所述承载驱动组件包括第一电机和传动杆,所述传动杆呈水平状态设置,传动杆的两端分别与安装支撑架的两内侧壁转动连接,传动杆的两端均贯穿安装支撑架,其中一端与第一电机的主轴固定连接,所述联动组件包括异形盘和第一转动盘,所述异形盘套设在传动杆的中间部位,第一转动盘套设在传动杆的另一端,所述滑动推向组件包括第一连接板、连接块、定位圆环、连杆和推动部,所述第一连接板两端分别与安装支撑架的两侧固定连接,连接块安装在第一连接板的顶部,定位圆环与异形盘的外圆周壁固定连接,推动部安装在承载板的底部,连杆的一端与连接块铰接,连杆的中间部位与定位圆环铰接,连杆的另一端与推动部铰接。
在本发明一较佳实施例中,所述推动部包括推动板、第二连接板、推动滑块和两个第三连接板,两个第三连接板呈L形结构,每个第三连接板的底端与安装支撑架的顶部固定连接,第二连接板的一端与两个第三连接板固定连接,推动板设置在第二连接板的顶部,第二连接板的顶部设有供推动滑块移动的滑动槽,推动板的一端与推动滑块固定连接。
在本发明一较佳实施例中,所述主动组件包括第一转动辊、第二转动盘和两个分别安装在转动安装框两侧的第一转动块,第一转动辊的两端分别与两个第一转动块转动连接,第一转动辊的一端贯穿其中一个第一转动块且向外延伸设置,第二转动盘安装在第一转动辊的端部,第一转动盘和第二转动盘之间套设有皮带,从动组件包括第二转动辊和两个第二转动块,两个第二转动块分别设置在两个第一转动块的上方,第二转动辊的两端与两个第二转动块对接。
在本发明一较佳实施例中,所述装配工作台的台面呈倾斜向下设置,装配工作台的顶部设有两个对称分布的限位板,两个限位板之间的距离与待装配的压盘主体横向截面的直径相同,所述定位吸附部件包括阻挡板、第二电机、承载盘和若干吸料嘴,阻挡板安装在两个限位板的端部,若干吸料嘴沿着阻挡板的长度方向设置,每个吸料嘴的吸料方向均与装配工作台的长度方向相同,装配工作台的顶部设有供承载盘安装的安装槽,第二电机设置在装配工作台内,第二电机呈竖直状态设置,第二电机的主轴与承载盘的底部固定连接。
在本发明一较佳实施例中,所述配件上料部件包括震动上料盘和支撑台,支撑台安装在装配工作台的旁侧,震动上料盘安装在支撑台的顶部,震动上料盘的输出端与吸料装配部件的吸料端对接,所述吸料装配部件包括旋转台和安装在旋转台上的第一机械手,在工作状态下,第一机械手与待装配的压盘主体对接。
在本发明一较佳实施例中,所述成品传送部件包括水平传送台和挡料板,水平传送台的传送方向垂直于装配工作台的延伸方向,挡料板的一端与装配工作台的顶部固定连接,另一端与水平传送台的输入端对接,所述移料机械手安装在装配工作台上。
本发明通过改进在此提供一种汽车压盘减震组装设备,与现有技术相比,具有如下改进及优点:首先将若干待装配的汽车压盘依次堆放在定位承载部件上,因为定位承载部件上设有对若干待装配的压盘进行限位作业,再通过主体驱动部件带动带动定位承载部件上的若干待装配的压盘依次向转动传送部件的位置传送,再通过转动传送部件将若干压盘依次向装配工作台上传送,单个待装配的压盘传送到装配工作台装配工位,在定位吸附组件的作用下,将压盘固定在装配工作台上;通过配件上料部件将若干待装配的配件依次向装配工作台上传送,再由吸料装配部件将若干待装配的配件陆续向装配工作台上移送,并且将若干配件依次卡装至压盘上,当装配完成的压盘在移料机械手的吸料与移送,依次传送至成品传送部件上,完成对减震压盘的组装,自动化的组装,减少了人工的输出,提高了装配效率。
附图说明
下面结合附图和实施例对本发明作进一步解释:
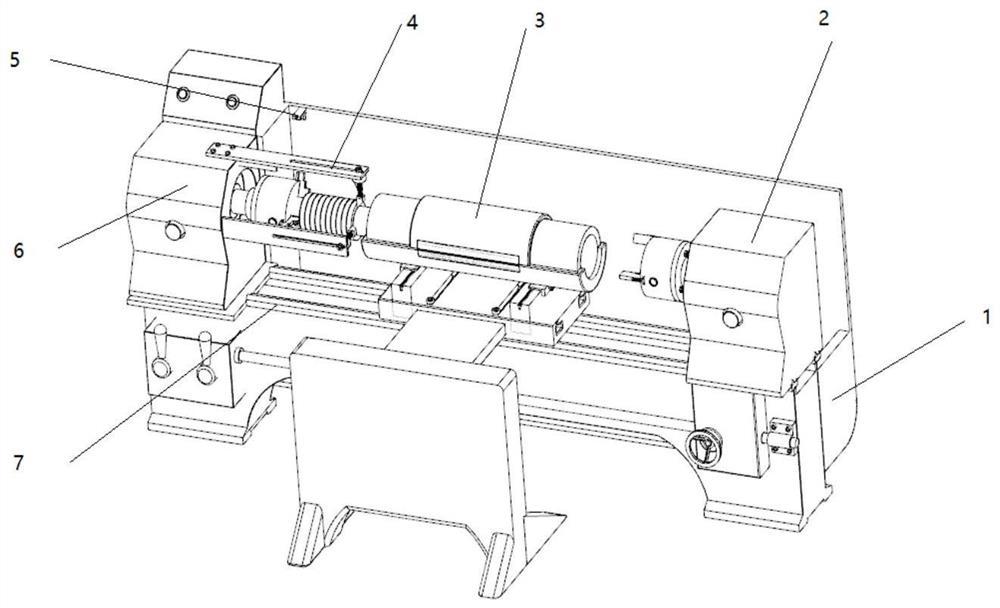
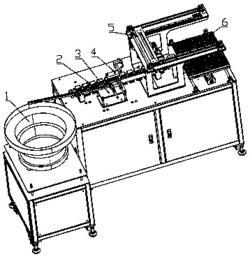
图1是本发明的立体结构示意图;
图2是本发明的俯视图;
图3是图2中A-A线的剖视图;
图4是图2中B-B线的剖视图;
图5是本发明的主体上料装置的立体结构示意图一;
图6是本发明的主体上料装置的立体结构示意图二;
图7是本发明的主体上料装置的局部立体结构示意图;
图8是本发明的加工装配装置的立体结构示意图;
图9是本发明的加工装配装置的局部立体结构示意图;
图10是本发明的加工装置装置和成品移送装置的立体结构示意图;
附图标记说明:主体上料装置1,定位承载部件1a,主体驱动部件1b,转动传送部件1c,安装支撑架1d,定位框架1e,竖直支撑框1e1,承载板1e2,限位组件1f,横向导向部1g,第一电缸1g1,纵向导向部1h,第二电缸1h1,定位滑动板1h2,定位部1i,延伸板1i1,第一气缸1i2,第二气缸1i3,插接杆1i4,承载驱动组件1j,第一电机1j1,传动杆1j2,联动组件1k,异形盘1k1,第一转动盘1k2,滑动推向组件1m,第一连接板1m1,连接块1m2,定位圆环1m3,连杆1m4,转动安装框1n,主动组件1p,第一转动辊1p1,第二转动盘1p2,第一转动块1p3,从动组件1q,第二转动辊1q1,第二转动块1q2,推动部1r,推动板1r1,第二连接板1r2,推动滑块1r3,第三连接板1r4,加工装配装置2,装配工作台2a,限位板2a1,定位吸附部件2b,阻挡板2b1,第二电机2b2,承载盘2b3,吸料嘴2b4,配件上料部件2c,震动上料盘2c1,支撑台2c2,吸料装配部件2d,旋转台2d1,第一机械手2d2,成品移送装置3,成品传送部件3a,水平传送台3a1,移料机械手3d。
具体实施方式
下面将结合附图1至图10对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明通过改进在此提供一种汽车压盘减震组装设备,如图1-图10所示,包括沿着待装配汽车压盘的组装顺序依次组装的主体上料装置1、加工装配装置2和成品移送装置3,所述主体上料装置1包括用于放置若干待装配的压盘本体的定位承载部件1a、安装在定位承载部件1a上的主体驱动部件1b和设置在定位承载部件1a输出端处的转动传送部件1c,所述加工装配装置2包括与转动传送部件1c输出端对接的装配工作台2a、安装在装配工作台2a上的定位吸附部件2b、设置在装配工作台2a旁侧的配件上料部件2c和安装在装配工作台2a上且用于将若干配件依次装配至压盘本体上的吸料装配部件2d,成品移送装置3包括安装在装配工作台2a输出端的成品传送部件3a和安装在装配工作台2a顶部且用于将装配完成的压盘移送至成品传送部件3a上的移料机械手3d,当需要进行装配作业时,将若干待装配的压盘依次放置到定位承载部件1a上,通过主体驱动部件1b将若干压盘依次向装配工作台2a上传送,通过定位吸附部件2b将待装配的压盘固定在装配工作台2a上,再由配件上料部件2c将待装配配件依次上传到装配工作台2a上,通过吸料装配部件2d将若干配件依次装配到压盘上,实现对压盘的组装作业,再通过移料机械手3d将装配完成的压盘依次传送到成品传送部件3a上,实现对成品压盘的传送作业。
所述定位承载部件1a包括安装支撑架1d、定位框架1e和安装在定位框架1e顶部的限位组件1f,所述安装支撑架1d呈框架形结构,所述定位框架1e设置在安装支撑架1d的顶部,所述定位框架1e包括两个对称分布的竖直支撑框1e1和一个安装在两个竖直支撑框1e1之间的承载板1e2,所述限位组件1f包括横向导向部1g、纵向导向部1h和安装在纵向导向部1h输出端上的定位部1i,该定位部1i呈竖直状态设置,安装支撑架1d的设置能够实现对定位框架1e和限位组件1f的安装作业,通过限位组件1f对若干待装配的压盘进行固定限位,防止在传送过程中,若干堆放好的压盘发生位置的偏移,无法准确的传送至装配工作台2a上。
所述横向导向部1g包括两个分别安装在两个竖直支撑框1e1顶部的第一电缸1g1,每个第一电缸1g1的传送方向与竖直支撑框1e1的长度方向相同,纵向导向部1h包括第二电缸1h1和两个定位滑动板1h2,每个定位滑动板1h2安装在第一电缸1g1的输出端上,第二电缸1h1的首尾两端分别设置在两个定位滑动板1h2上,第二电缸1h1的传送方向垂直于第一电缸1g1的传送方向,所述定位部1i包括延伸板1i1、第一气缸1i2、第二气缸1i3和插接杆1i4,所述延伸板1i1的一端安装在第二电缸1h1的输出端处,第一气缸1i2安装在延伸板1i1的顶部,第二气缸1i3安装在第一气缸1i2伸缩杆的端部,第二气缸1i3呈竖直状态设置,插接杆1i4安装在第二气缸1i3伸缩杆的端部,通过两个第一电缸1g1带动第二电缸1h1和两个定位滑动板1h2沿着水平方向移动,因为定位部1i设置在第二电缸1h1的输出端上,通过第一气缸1i2带动第二气缸1i3移动能够对不同位置的待装配的压盘进行限位作业,实现将待装配的压盘陆续的向装配工作台2a上传送,提高了对待装配的压盘进行限位作业。
所述主体驱动部件1b包括承载驱动组件1j、联动组件1k和滑动推向组件1m,所述承载驱动组件1j设置在安装支撑架1d上,联动组件1k与承载驱动组件1j的输出端固定连接,滑动推向组件1m安装在承载板1e2的底部且与其滑动配合,所述转动传送部件1c包括转动安装框1n、主动组件1p和从动组件1q,转动安装框1n设置在安装支撑架1d的远离联动组件1k的一端,主动组件1p安装在转动安装框1n的下半部分,从动组件1q安装在转动安装框1n的上半部分,联动组件1k与主动组件1p传动连接,通过承载驱动组件1j转动,带动联动组件1k转动,因为联动组件1k与滑动推向组件1m传动连接,则能带动滑动推向组件1m沿着水平方向移动,将若干待装配的压盘依次传送装配工作台2a上,实现对压盘的依次传送作业。
所述承载驱动组件1j包括第一电机1j1和传动杆1j2,所述传动杆1j2呈水平状态设置,传动杆1j2的两端分别与安装支撑架1d的两内侧壁转动连接,传动杆1j2的两端均贯穿安装支撑架1d,其中一端与第一电机1j1的主轴固定连接,所述联动组件1k包括异形盘1k1和第一转动盘1k2,所述异形盘1k1套设在传动杆1j2的中间部位,第一转动盘1k2套设在传动杆1j2的另一端,所述滑动推向组件1m包括第一连接板1m1、连接块1m2、定位圆环1m3、连杆1m4和推动部1r,所述第一连接板1m1两端分别与安装支撑架1d的两侧固定连接,连接块1m2安装在第一连接板1m1的顶部,定位圆环1m3与异形盘1k1的外圆周壁固定连接,推动部1r安装在承载板1e2的底部,连杆1m4的一端与连接块1m2铰接,连杆1m4的中间部位与定位圆环1m3铰接,连杆1m4的另一端与推动部1r铰接,因为传动杆1j2与第一电机1j1传动连接,则第一电机1j1转动能够带动传动杆1j2传动,因为异形盘1k1套设在传动杆1j2上,则带动异形盘1k1转动,因为异形盘1k1与连杆1m4铰接,能带动推动部1r移动实现待装配的压盘实现推送,完成对压盘的传送。
所述推动部1r包括推动板1r1、第二连接板1r2、推动滑块1r3和两个第三连接板1r4,两个第三连接板1r4呈L形结构,每个第三连接板1r4的底端与安装支撑架1d的顶部固定连接,第二连接板1r2的一端与两个第三连接板1r4固定连接,推动板1r1设置在第二连接板1r2的顶部,第二连接板1r2的顶部设有供推动滑块1r3移动的滑动槽,推动板1r1的一端与推动滑块1r3固定连接,推动滑块1r3与推动板1r1固定连接,又因为若干压盘依次放置在推动板1r1上,将若干压盘依次传送到装配工作台2a上,实现对压盘的装配作业。
所述主动组件1p包括第一转动辊1p1、第二转动盘1p2和两个分别安装在转动安装框1n两侧的第一转动块1p3,第一转动辊1p1的两端分别与两个第一转动块1p3转动连接,第一转动辊1p1的一端贯穿其中一个第一转动块1p3且向外延伸设置,第二转动盘1p2安装在第一转动辊1p1的端部,第一转动盘1k2和第二转动盘1p2之间套设有皮带,从动组件1q包括第二转动辊1q1和两个第二转动块1q2,两个第二转动块1q2分别设置在两个第一转动块1p3的上方,第二转动辊1q1的两端与两个第二转动块1q2对接,第一转动辊1p1和第二转动辊1q1的转动配合,将单个待装配的压盘依次传送至装配工作台2a上,实现对待装配的压盘的上料作业。
所述装配工作台2a的台面呈倾斜向下设置,装配工作台2a的顶部设有两个对称分布的限位板2a1,两个限位板2a1之间的距离与待装配的压盘主体横向截面的直径相同,所述定位吸附部件2b包括阻挡板2b1、第二电机2b2、承载盘2b3和若干吸料嘴2b4,阻挡板2b1安装在两个限位板2a1的端部,若干吸料嘴2b4沿着阻挡板2b1的长度方向设置,每个吸料嘴2b4的吸料方向均与装配工作台2a的长度方向相同,装配工作台2a的顶部设有供承载盘2b3安装的安装槽,第二电机2b2设置在装配工作台2a内,第二电机2b2呈竖直状态设置,第二电机2b2的主轴与承载盘2b3的底部固定连接,因为第二电机2b2设置在装配工作台2a内,通过第二电机2b2带动承载盘2b3转动,因为若干吸料嘴2b4依次装配至阻挡板2b1上,当单个待装配的压盘依次在装配工作台2a上传送,通过若干吸料嘴2b4将压盘吸附在阻挡板2b1上,实现对单个压盘的对位,完成装配作业。
所述配件上料部件2c包括震动上料盘2c1和支撑台2c2,支撑台2c2安装在装配工作台2a的旁侧,震动上料盘2c1安装在支撑台2c2的顶部,震动上料盘2c1的输出端与吸料装配部件2d的吸料端对接,所述吸料装配部件2d包括旋转台2d1和安装在旋转台2d1上的第一机械手2d2,在工作状态下,第一机械手2d2与待装配的压盘主体对接,通过第一机械手2d2将若干待装配的配件依次装配至压盘上,完成装配作业。
所述成品传送部件3a包括水平传送台3a1和挡料板,水平传送台3a1的传送方向垂直于装配工作台2a的延伸方向,挡料板的一端与装配工作台2a的顶部固定连接,另一端与水平传送台3a1的输入端对接,所述移料机械手3d安装在装配工作台2a上,通过移料机械手3d将成品压盘依次传送至水平传送台3a1上,通过水平传送台3a1的传送将成品压盘陆续传送至指定区域。
工作原理:首先将若干待装配的汽车压盘依次堆放在定位承载部件1a上,因为定位承载部件1a上设有对若干待装配的压盘进行限位作业,再通过主体驱动部件1b带动带动定位承载部件1a上的若干待装配的压盘依次向转动传送部件1c的位置传送,再通过转动传送部件1c将若干压盘依次向装配工作台2a上传送,单个待装配的压盘传送到装配工作台2a装配工位,在定位吸附组件的作用下,将压盘固定在装配工作台2a上;通过配件上料部件2c将若干待装配的配件依次向装配工作台2a上传送,再由吸料装配部件2d将若干待装配的配件陆续向装配工作台2a上移送,并且将若干配件依次卡装至压盘上,当装配完成的压盘在移料机械手3d的吸料与移送,依次传送至成品传送部件3a上,完成对减震压盘的组装。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
一种汽车压盘减震组装设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0