






专利摘要
本发明公开了一种换热器板束自动组装装置,包括自动上料装置,所述的自动上料装置上安装有取件机构,取件机构内侧的下方设有零件组装装置,零件组装装置的底部设有若干放置盒,放置盒与取件机构的底部连接,所述的自动上料装置包括翅片输送带、底板输送带、上板输送带、钢片输送带和板束成品输送带,每个输送带上均安装有放置盒安装座。本发明通过自动送料装置,可将组成板束零件的上板、翅片和下板自动送到组装机中,当板束零件用完后可自动换料,送料、换料简单、方便;通过零件自装装置,可将组成板束零件的上板、翅片和下板按顺序组装在一起,组装效率高,提高板束零件组装的自动化水平。
权利要求
1.一种换热器板束自动组装装置,其特征在于,包括自动上料装置,所述的自动上料装置上安装有取件机构,取件机构内侧的下方设有零件组装装置,零件组装装置的底部设有若干放置盒,放置盒与取件机构的底部连接,所述的零件组装装置包括机架,机架内侧固定有安装槽板,机架顶部固定有旋转气缸,旋转气缸一侧安装有气动手指,气动手指与旋转气缸之间设有放置平台,气动手指与放置平台相连接,气动手指闭合时,放置平台相互靠近,气动手指打开时,放置平台相互远离形成组装开口槽,气动手指的另一侧连接有横板和电机,电机下方的一侧设有第三气缸,电机和第三气缸均固定在机架上,机架底部还铰接有滑台。
2.根据权利要求1所述的一种换热器板束自动组装装置,其特征在于,所述的自动上料装置包括翅片输送带、底板输送带、上板输送带、钢片输送带和板束成品输送带,每个输送带上均安装有放置盒安装座,其中,板束成品输送带位于自动上料装置的中央位置,其一侧设有翅片输送带,另一侧设有上板输送带;翅片输送带内侧设有底板输送带,上板输送带内侧设有钢片输送带。
3.根据权利要求1所述的一种换热器板束自动组装装置,其特征在于,所述的取件机构包括支架,支架内侧的顶部固定有直线模组,所述直线模组的一侧安装有第四气缸,第四气缸伸缩杆上安装有吸盘,吸盘底部设有零件组装装置,所述支架内侧的底部安装有至少五个电缸,每个电缸顶部均连接有一个放置盒,分别用来抬升对应放置盒里的物料。
4.根据权利要求1所述的一种换热器板束自动组装装置,其特征在于,所述的放置盒包括依次安装的底板放置盒、翅片放置盒、板束成品放置盒、上板放置盒和钢片放置盒。
5.根据权利要求1所述的一种换热器板束自动组装装置,其特征在于,所述的取件机构和零件组装装置安装在自动上料装置的中间位置。
说明书
技术领域
本发明涉及一种换热器板束加工领域,尤其涉及一种换热器板束自动组装装置。
背景技术
换热器是一种结构紧凑、质量轻巧的换热设备,在热能领域以其高效的换热效率,广泛应用在石油化工、家电、车辆、动力工程和机械等领域。常见的换热器基本组成单元为板束,板束由上板、翅片和底板通过真空钎焊工艺焊接而成。目前板束的组装过程为:工人将底板放在相应的治具中,中间放入翅片,然后将上板放在翅片上,最后在将一薄钢片放在上板上面,即完成单个板束的组装。若干个组装好的板束并排放在一起固定起来,然后放入高温炉中进行钎焊,最后形成板束零件。目前板束的组装基本为人工作业方式,作业效率低,无法满足大批量生产的要求。
发明内容
发明目的:本发明目的是提供一种换热器板束自动组装装置,可实现板束零件的自动组装,提高板束组装效率。
技术方案:本发明包括自动上料装置,所述的自动上料装置上安装有取件机构,取件机构内侧的下方设有零件组装装置,零件组装装置的底部设有若干放置盒,放置盒与取件机构的底部连接。
所述的自动上料装置包括翅片输送带、底板输送带、上板输送带、钢片输送带和板束成品输送带,每个输送带上均安装有放置盒安装座,其中,板束成品输送带位于自动上料装置的中央位置,其一侧设有翅片输送带,另一侧设有上板输送带;翅片输送带内侧设有底板输送带,上板输送带内侧设有钢片输送带。
所述的取件机构包括支架,支架内侧的顶部固定有直线模组,所述直线模组的一侧安装有第四气缸,第四气缸伸缩杆上安装有吸盘,吸盘底部设有零件组装装置,所述支架内侧的底部安装有至少五个电缸,每个电缸顶部均连接有一个放置盒,分别用来抬升对应放置盒里的物料。
所述的零件组装装置包括机架,机架内侧固定有安装槽板,顶部固定有旋转气缸,旋转气缸一侧安装有气动手指,气动手指与旋转气缸之间设有放置平台,气动手指与放置平台相连接,气动手指与放置平台之间留有组装开口槽,气动手指的另一侧连接有横板和电机,电机下方的一侧设有第三气缸,电机和第三气缸均固定在机架上,机架底部还铰接有滑台。
所述的放置盒包括依次安装的底板放置盒、翅片放置盒、板束成品放置盒、上板放置盒和钢片放置盒。
所述的取件机构和零件组装装置安装在自动上料装置的中间位置。
有益效果:本发明通过自动送料装置可将组成板束零件的上板、翅片和底板自动送到组装机中,当板束零件用完后可自动换料,送料、换料简单、方便;通过零件自装装置,可将组成板束零件的上板、翅片和底板按顺序组装在一起,组装效率高,提高板束零件组装的自动化水平。
附图说明
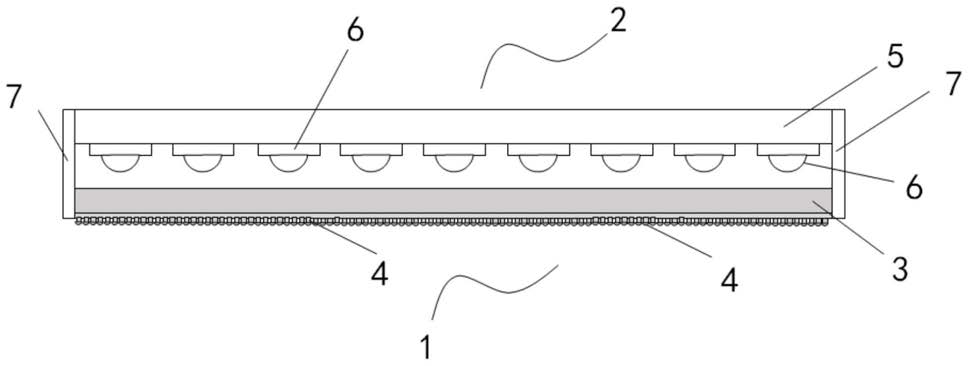
图1为本发明中换热器板束件结构示意图。
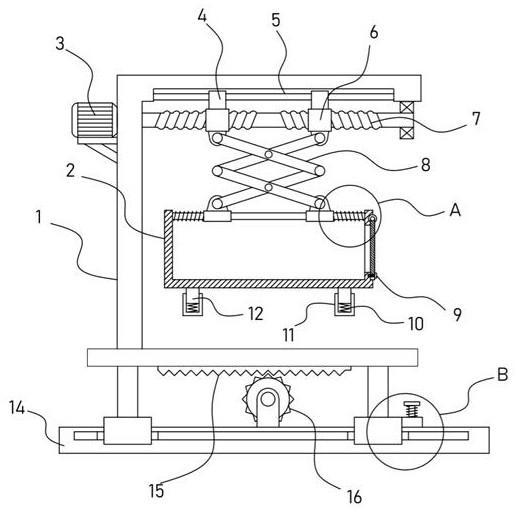
图2为本发明中自动组装装置的主视图。
图3为本发明中自动组装装置的俯视图。
图4为本发明图3中自动送料装置的俯视图。
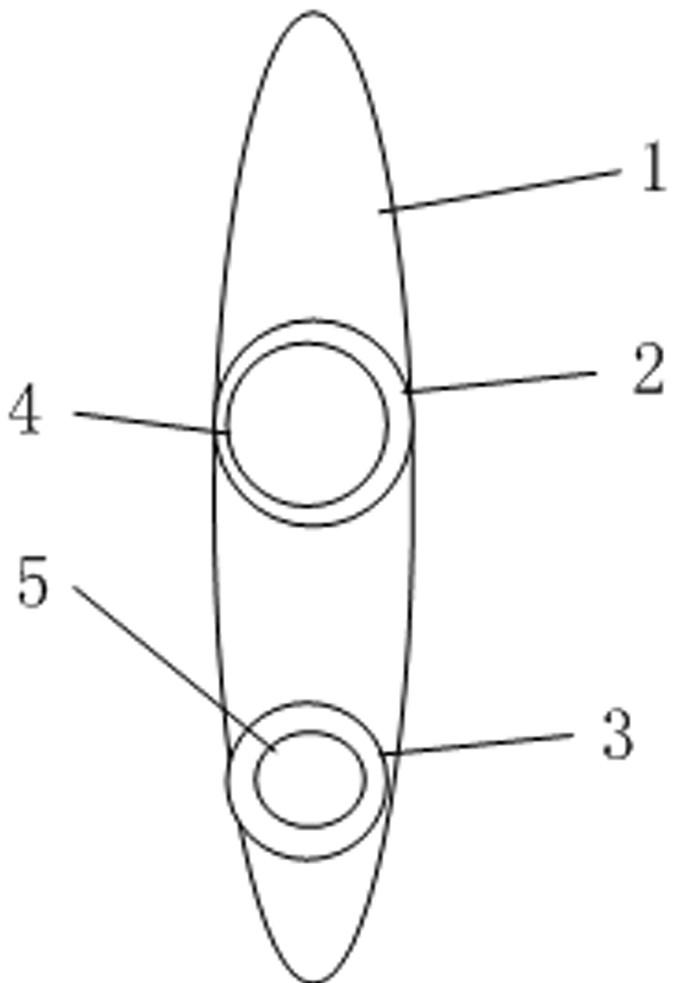
图5为本发明图2中板束零件放置盒结构示意图。
图6为本发明中板束零件放置盒的安装结构示意图。
图7为本发明中各板束零件放置盒的安装位置示意图。
图8为本发明中零件组装装置的主视图。
图9为本发明中板束零件上料机构安装示意图。
图10为本发明中零件组装机构细节图。
图11为本发明中零件组装动作顺序原理图。
图12为本发明图11中板束底板初始位置图。
图13为本发明图11中板束底板折弯前状态图。
图14为本发明图11中板束底板折弯后状态图。
图15为本发明图11中板束翅片零件组装示意图。
图16为本发明图11中板束上板零件组装示意图。
具体实施方式
下面结合附图对本发明作进一步说明。
如图2和图3所示,本发明包括自动上料装置2、取件机构3、零件组装装置4和放置盒,自动上料装置2的中央位置安装有取件机构3,取件机构3内侧的下方设有零件组装装置4,零件组装装置4的底部设有若干放置盒,放置盒与取件机构3的底部连接。放置盒包括从左到右依次设置的底板放置盒5、翅片放置盒6、板束成品放置盒7、上板放置盒8和钢片放置盒9。
如图1所示,换热器板束包括上板11,中间为翅片12,翅片12下方为底板13,底板13下方设有钢片14。
如图4至图7所示,自动上料装置2包括翅片输送带21、底板输送带22、上板输送带23、钢片输送带24和板束成品输送带26,每个输送带上均安装有放置盒安装座25,其中,板束成品输送26带位于自动上料装置2的中央位置,其左侧设有翅片输送带21,右侧设有上板输送带23;翅片输送带21内侧设有底板输送带22,上板输送带23内侧设有钢片输送带24。翅片输送带21、底板输送带22、上板输送带23和钢片输送带24均采用矩形环结构,其中,翅片输送带21与底板输送带22同心设置,上板输送带23和钢片输送带24同心设置。
以底板放置盒5的安装方式为例,将底板放置盒5放入放置盒安装座25的卡槽内,如图6所示,底板输送带22可带动上板放置盒5沿着环形轨道周转,以供给零件组装装置4所需的上板零件,同时将空的上板放置盒5从零件组装装置4中送出。板束成品输送带26为齿轮齿条输送机构,其余零件的输送周转方式和上板放置盒5的周转方式相同。
如图8和图9所示,取件机构3包括支架31,支架31内侧的顶部固定有直线模组34,直线模组34的左侧连接有第四气缸32,第四气缸32的伸缩杆上安装有吸盘33,吸盘33的底部设有零件组装装置4。取件机构3内侧的底部安装有五个电缸,从左到右分别为底板电缸35、翅片电缸36、板束成品电缸37、上板电缸38和钢片电缸39,五个电缸的顶部对应连接有相应的放置盒,分别用来抬升对应放置盒里的底板零件、翅片零件、组装好的板束件、上板零件和钢片零件。
如图10和图11所示,零件组装装置4包括安装槽板401,用来对来料的放置盒进行定位,安装槽板401焊接在机架402上,机架402上固定有第一气缸403和第二气缸404,机架402顶部安装有旋转气缸405,旋转气缸405右侧安装有气动手指408,气动手指408与放置平台406相连接,气动手指408闭合时,放置平台406相互靠近,为下板13提供折弯平台,气动手指408打开时,放置平台406相互远离,这样折弯好的下板13会沿着气动手指408和放置平台406之间的组装开口槽407掉落到板束成品放置盒7中。气动手指408的右侧固定有横板409,横板409与电机410相连接,电机410的右下角设有第三气缸411,电机410和第三气缸411均固定在机架402上,滑台412铰接在机架402底部的中央位置上,用于将翅片12翻转90度,滑台412的下方为第二气缸404,左侧为第一气缸403。
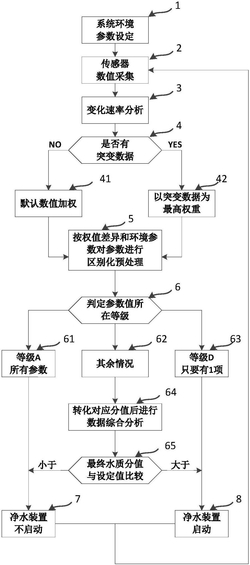
本发明的换热器板束组装装置的自动组装过程包括以下步骤:
(1)板束零件上料:板束零件的上板11、翅片12、底板13和钢片14的上料方式相同,以底板13的上料过程为例,底板13的上料步骤为:
首先,将底板放置盒5放置在底板输送带22的放置盒安装座25上,底板输送带22转动,将底板放置盒5沿着环形轨道运送到零件组装装置4下方的指定位置,然后,底板电缸35伸长,将底板放置盒5中的底板13向上抬升一段距离并保持住,此时取件机构3中的吸盘33可以吸取底板13并将其运送到指定位置,当第一层底板13被运走后,底板电缸35动作,将下层底板13整体抬升一定高度,开始下一个吸盘33吸取底板13并运送到指定位置的动作循环。当底板放置盒5中的底板13被全部取完后,底板电缸35的伸缩杆从底板放置盒5中退出,底板输送带22转动,将空的底板放置盒5沿着环形轨道运送至下一工站,工人取下空的底板放置盒5,并放置上满载底板13的底板放置盒5,开始下一个送料动作循环。板束其余零件的上料过程和底板13的上料过程相同,不再详述。
(2)底板折弯:直线模组34带动吸盘33运动至底板13的正上方,第四气缸32伸长,吸盘33动作,吸取底板13的上表面,直线模组34运动,将底板13放置在放置平台406上,如图12所示,此时气动手指408带动放置平台406处于闭合状态,旋转气缸405动作,将底板13固定在放置平台406上,如图13所示,吸盘33松开,直线模组34运动,带动吸盘33运动至钢片14的正上方。底板13固定在放置平台406上后,电机410旋转,带动横板409转动一定角度,横板409挤压底板13的两侧,将底板13的两侧进行折弯,如图11(b)所示。底板13折弯完成后,气动手指408松开,带动放置平台406张开,折弯好的底板13沿着组装开口槽407下落到板束成品放置盒7内,此时完成底板13的折弯入盒动作。
(3)翅片翻转入盒:底板13折弯好后,板束成品电缸37下移,将底板13在板束成品放置盒7内下移一定距离,第一气缸403伸长,将翅片12从翅片放置盒6中推出,翅片12被推至滑台412处时,翅片12沿着滑台412下滑并可翻转90度,第二气缸404伸长,将翅片12推入组装开口槽407内,如图15所示,此时翅片12位于底板13的上方,如图11(c)所示。
(4)放置上板和钢片:如图16所示,翅片12放置在底板13的上方后,板束成品电缸37下移,将底板13和翅片12在板束成品放置盒7内下移一定距离,然后第三气缸411伸长,将上板11从上板放置盒8中推出来,并推送至组装开口槽407内,此时上板11位于翅片12的上方,如图11(d)所示,最后钢片14上方的第四气缸32伸长,吸盘33吸取钢片14,直线模组34带动钢片14运动至组装开口槽407上方,然后第四气缸32动作,将钢片14放置在上板11的上方,此时即完成板束零件的组装作业。
按照如上步骤,将板束零件组装完成并放置在板束成品放置盒7内,当板束成品放置盒7内的板束放满后,板束成品电缸37从板束成品放置盒7内退出,板束成品输送带26将板束成品放置盒7运出零件组装装置4,进行下一组装配的动作循环。
一种换热器板束自动组装装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0