





专利摘要
本发明公开了一种管件点焊夹具,包括底座、两个固定V型架、限位板,所述底座侧面设有安装孔,底座上表面设有横向T形槽,两个固定V型架对称设置在底座上方的两侧,固定V型架上方设有设有活动弧形弹性抱箍,所述限位板竖直设置在固定V型架一侧,底座上方的前后端分别设有垂直设置的小V型架,小V型架外侧设有托板,所述托板上设有纵向的长条孔,托板上设有挡板,所述挡板分为水平方向的连接板与竖直方向的直板,连接板上设有圆孔,螺栓穿过圆孔、长条孔连接托板与连接板,本发明能够将法兰与管口垂直点焊,可以点焊直管、三通管、四通管和异径管等多个相似产品的焊接定位要求,装夹方便,保证管件焊接质量,工作效率高。
权利要求
1.一种管件点焊夹具,其特征在于:包括底座、两个固定V型架、限位板,所述底座侧面设有安装孔,底座上表面设有横向T形槽,两个固定V型架对称设置在底座上方的两侧,固定V型架上方设有设有活动弧形弹性抱箍,所述限位板竖直设置在固定V型架一侧,底座上方的前后端分别设有垂直设置的小V型架,所述小V型架通过下方的调节螺栓连接横向T形槽,小V型架外侧设有托板,所述托板上设有纵向的长条孔,托板上设有挡板,所述挡板分为水平方向的连接板与竖直方向的直板,连接板上设有圆孔,螺栓穿过圆孔、长条孔连接托板与连接板。
2.根据权利要求1所述的一种管件点焊夹具,其特征在于:所述限位板外侧设有加强筋。
说明书
技术领域
本发明属于夹具技术领域,具体涉及一种管件点焊夹具。
背景技术
管件是将管子连接成管路的零件。管件一般分为有直管、三通管、四通管和异径管等,管件一般使用法兰连接,法兰焊接在管口,在实际焊接过程中,由于法兰的内孔直径大于管件的外径,法兰焊接后与管口的垂直度很难控制,如果焊接不垂直,管件连接后无法密封,在后续的工作中会漏水漏气,影响正常工作,因此法兰与管件焊接前一般都是要点焊,等检查无误后再进行焊接,现在一般是将管口与平面接触后点焊,如果管口表面不平或者有斜度,焊接的法兰就不会达到要求。
发明内容
为解决上述问题,本发明公开了一种管件点焊夹具,能满足多个相似产品的焊接定位要求,装夹方便,保证管件焊接质量,工作效率高。
为达到上述目的,本发明的技术方案如下:
一种管件点焊夹具,其特征在于:包括底座、两个固定V型架、限位板,所述底座侧面设有安装孔,底座上表面设有横向T形槽,两个固定V型架对称设置在底座上方的两侧,固定V型架上方设有设有活动弧形弹性抱箍,所述限位板竖直设置在固定V型架一侧,底座上方的前后端分别设有垂直设置的小V型架,所述小V型架通过下方的调节螺栓连接横向T形槽,小V型架外侧设有托板,所述托板上设有纵向的长条孔,托板上设有挡板,所述挡板分为水平方向的连接板与竖直方向的直板,连接板上设有圆孔,螺栓穿过圆孔、长条孔连接托板与连接板。
作为本发明的一种改进,所述限位板外侧设有加强筋。
本发明的有益效果是:
本发明所述的一种管件点焊夹具,能够将法兰与管口垂直点焊,可以点焊直管、三通管、四通管和异径管等多个相似产品的焊接定位要求,装夹方便,保证管件焊接质量,工作效率高。
附图说明
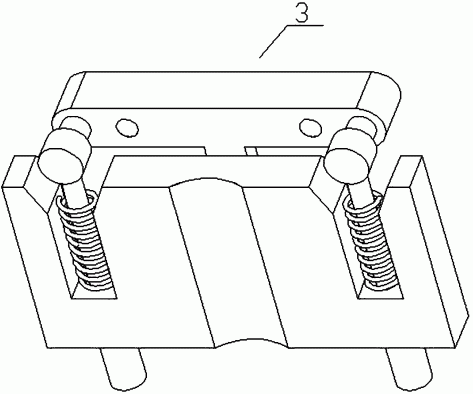
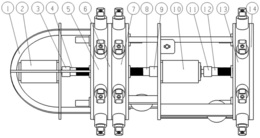
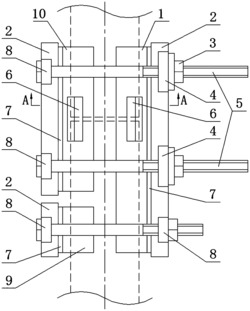
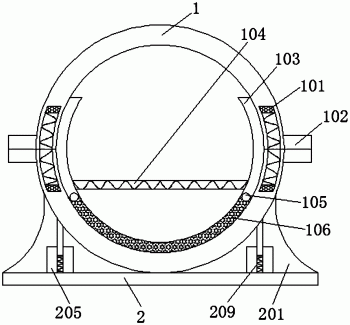
图1为本发明的俯视图。
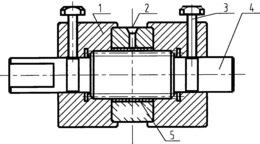
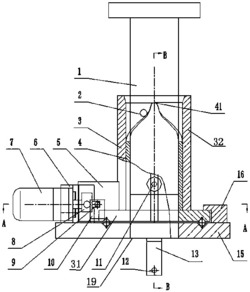
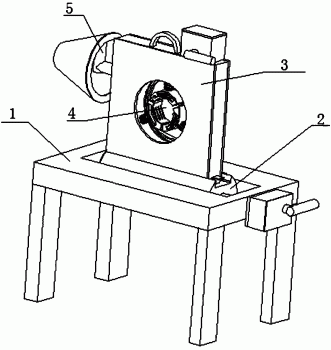
图2为本发明的主视图。
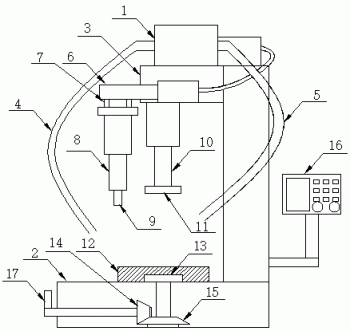
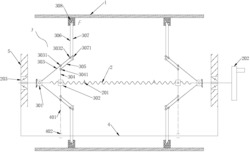
图3为本发明发右视图。
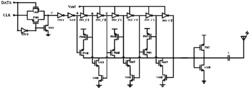
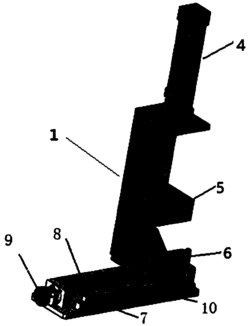
图4为本发明所述的小V型架示意图。
附图标记列表:
1、底座,2、固定V型架,3、限位板,4、安装孔,5、横向T形槽,6、抱箍,7、小V型架,8、调节螺栓,9、托板,10、连接板,11、直板,12、螺栓,13、加强筋,14、四通管。
具体实施方式
下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
如图所示,本发明所述的一种管件点焊夹具,包括底座1、两个固定V型架2、限位板3,所述底座1侧面设有安装孔4,底座上表面设有横向T形槽5,两个固定V型架对称设置在底座上方的两侧,固定V型架上方设有设有活动弧形弹性抱箍6,所述限位板3竖直设置在固定V型架一侧,底座1上方的前后端分别设有垂直设置的小V型架7,所述小V型架7通过下方的调节螺栓8连接横向T形槽,小V型架7外侧设有托板9,所述托板9上设有纵向的长条孔,托板上设有挡板,所述挡板分为水平方向的连接板10与竖直方向的直板11,连接板上设有圆孔,螺栓12穿过圆孔、长条孔连接托板9与连接板10。
本发明所述的一种管件点焊夹具,以四通管14为例,将四通管14的所有管口套上法兰放在两个固定V型架上,四通管14的前后管口放在小V型架7上,四通管14的左端贴在限位板3内侧,限位板3内侧作为尺寸原点,用弧形弹性抱箍6扎紧四通管14,第一步将四通管14的左端的法兰贴住限位板3内侧,将法兰与四通管14的左端的管口点焊,第二步调整调节螺栓8,将四通管14的前管口调平,松开螺栓12,将直板11内侧贴住四通管14的前管口,将四通管14的前端的法兰贴住直板11内侧,将法兰与四通管14的前端的管口点焊,第三步与第二步相似将将法兰与四通管14的后端的管口点焊,取下四通管14,掉转方向将四通管14的右端贴在限位板3内侧,与法兰进行点焊,本发明不管管件的管口有没有不平或者有斜度,都能够保证法兰与管口垂直点焊,可以点焊直管、三通管、四通管和异径管等多个相似产品的焊接定位要求,装夹方便,保证管件焊接质量,工作效率高。
本发明在所述限位板3外侧设有加强筋13,延长使用寿命。
本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。
一种管件点焊夹具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0