




专利摘要
本发明公开了一种轴瓦毛坯制作方法,其特征是:将轴瓦原料毛坯放入送料机构的毛坯存储槽内,操作送料行程开关,送料机构的气缸驱动推板将毛坯送至冲压机构处进行压制;操作冲压行程开关,冲压机构的液压驱动装置驱动冲压刀具,将毛坯冲压成型,切屑从支撑机构的切屑流出口;操作出料行程开关,吸取气缸吸盘将压制成型的轴瓦毛坯取至出料滑台,出料滑台沿工作板上的导轨移动,将轴瓦毛坯送至支撑机构工作板尾部的出料口,完成毛坯制作。实现了自动化生产,减少人力劳动,有利于促进现代化大生产,适应市场需求,便于推广和普及。
权利要求
1.一种轴瓦毛坯制作方法,利用冲床的送料机构(1)、冲压机构(2)、出料机构(3)和支撑机构(4);其制作过程为:
步骤一:将轴瓦原料毛坯放入送料机构(1)的毛坯存储槽(105)内,操作送料行程开关(102),控制送料机构(1)的气缸驱动推板(104)将毛坯从毛坯存储槽(105)下端的毛坯出口(106)处送至冲压机构(2)处进行压制;
步骤二:操作冲压行程开关(208),控制冲压机构(2)的液压驱动装置驱动冲压刀具(204),将位于模型底板(206)和限位槽(205)内轴瓦毛坯冲压成型,切屑沿模型底板(206)两端的切屑槽(207)进入设置在支撑机构(4)的切屑流出口(405);
步骤三:操作出料行程开关(301),控制吸取气缸(304)的吸盘(307)将压制成型的轴瓦毛坯取至出料滑台(305),出料滑台(305)沿工作板(404上的导轨(310)移动,将轴瓦毛坯送至支撑机构(4)工作板(404)尾部的出料口(311),完成毛坯制作。
2.根据权利要求1所述的轴瓦毛坯制作方法,其特征在于:包括送料机构(1)、冲压机构(2)、出料机构(3)和支撑机构(4),所述送料机构(1)通过螺栓固定于支撑机构(4)的工作板(404)上,所述冲压机构(2)焊接于支撑机构(4)的支撑板(401)上,所述冲压机构(2)前端设有毛坯存储槽(105),所述冲压机构(2)下端设有切屑流出口(405),所述出料机构(3)通过导轨(310)连接于支撑机构(4)的工作板(404)上,所述出料机构(3)上方设有吸取气缸(304),所述送料机构(1)和出料机构(3)均由气缸驱动,所述冲压机构(2)由液压驱动,所述送料机构(1)、冲压机构(2)和出料机构(3)内部均设置有行程开关。
3.根据权利要求2所述的轴瓦毛坯制作方法,其特征在于:所述送料机构(1)包括送料气缸筒(101)、送料行程开关(102)、送料气缸杆(103)、推板(104)和毛坯存储槽(105),所述送料气缸筒(101)通过螺栓连接于工作板(404)上,所述送料气缸杆(103)安装于送料气缸筒(101)内部,所述推板(104)焊接于送料气缸杆(103)的端部,所述毛坯存储槽(105)安装在工作板(404)上,所述毛坯存储槽(105)下端设有毛坯出口(106)。
4.根据权利要求2所述的轴瓦毛坯制作方法,其特征在于:所述冲压机构(2)包括液压缸筒(201)、液压缸杆(202)、压紧杆(203)、冲压刀具(204)、限位槽(205)、切屑槽(207)和冲压行程开关(208),所述液压缸筒(201)焊接于支撑板(401)的下端面,所述液压缸杆(202)安装于液压缸筒(201)的内部,所述压紧杆(203)通过弹簧连接于液压缸杆(202)的下端,所述冲压刀具(204)安装于液压缸杆(202)的下端,所述限位槽(205)焊接于模型底板(206)的两侧,所述切屑槽(207)开于模型底板(206)的两端。
5.根据权利要求2所述的轴瓦毛坯制作方法,其特征在于:所述出料机构(3)包括出料行程开关(301)、支撑杆(302)、吸取缸杆(303)、吸取缸筒(304)、出料滑台(305)、支杆(306)、吸盘(307)、出料气缸杆(308)、出料气缸筒(309)、导轨(310)和出料口(311),所述吸取缸筒(304)焊接于出料滑台(305)上端面,所述支撑杆(302)焊接于吸取缸杆(303)顶端,所述出料滑台(305)通过导轨(310)连接于工作板(404)上,所述支杆(306)连接于支撑杆(302)的两端,所述吸盘(307)连接于支杆(306)的底端,所述出料口(311)连接于工作板(404)的尾部。
6.根据权利要求2所述的轴瓦毛坯制作方法,其特征在于:所述支撑机构(4)包括支撑板(401)、立柱(402)、工作台(403)、工作板(404)和切屑流出口(405),所述立柱(402)焊接于工作台(403)的后端,所述支撑板(401)焊接于立柱(402)的顶端,所述工作板(404)通过螺栓固定于工作台(403)的上端面,所述切屑流出口(405)连接切屑槽(207)。
说明书
技术领域
本发明涉及机械加工领域,具体为一种轴瓦毛坯制作方法。
背景技术
冲床就是一种冲压式压力机,在国民生产中,冲压工艺应用广泛,效率高,毛坯利用率高,对劳动者素质要求低,它的用途越来越广泛,然而现有的轴瓦毛坯冲床为人工送料,危险程度高,且工作效率低下,难以适应现代化大批量生产的需求。
发明内容
本发明的目的在于提供一种轴瓦毛坯制作方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种轴瓦毛坯制作方法,
利用冲床的送料机构、冲压机构、出料机构和支撑机构;其制作过程为:
步骤一:将轴瓦原料毛坯放入送料机构的毛坯存储槽内,操作送料行程开关,送料机构的气缸驱动推板将毛坯从毛坯存储槽下端的毛坯出口处送至冲压机构处进行压制;
步骤二:操作冲压行程开关,冲压机构的液压驱动装置驱动冲压刀具,将位于模型底板和限位槽内轴瓦毛坯冲压成型,切屑沿模型底板的两端的切屑槽进入设置在支撑机构的切屑流出口;
步骤三:操作出料行程开关,吸取气缸吸盘将压制成型的轴瓦毛坯取至出料滑台,出料滑台沿工作板上的导轨移动,将轴瓦毛坯送至支撑机构工作板尾部的出料口,完成毛坯制作。
优选的,所述送料机构通过螺栓固定于支撑机构的工作板上,所述冲压机构焊接于支撑机构的支撑板上,所述冲压机构前端设有毛坯存储槽,所述冲压机构下端设有切屑流出口,所述出料机构通过导轨连接于支撑机构的工作板上,所述出料机构上方设有吸取气缸,所述送料机构和出料机构均由气缸驱动,所述冲压机构由液压驱动,所述送料机构、冲压机构和出料机构内部均设置有行程开关。
进一步优选的,所述送料机构包括送料气缸筒、送料行程开关、送料气缸杆、推板、毛坯存储槽和毛坯出口,所述送料气缸筒通过螺栓连接于工作板上,所述送料气缸杆安装于送料气缸筒内部,所述推板焊接于送料气缸杆的端部,所述毛坯存储槽安装在工作板上,所述毛坯存储槽下端设有毛坯出口。
进一步优选的,所述冲压机构包括液压缸筒、液压缸杆、压紧杆、冲压刀具、限位槽、模型底板、切屑槽和冲压行程开关,所述液压缸筒焊接于支撑板的下端面,所述液压缸杆安装于液压缸筒的内部,所述压紧杆通过弹簧连接于液压缸杆的下端,所述冲压刀具安装于液压缸杆的下端,所述限位槽焊接于模型底板的两侧,所述切屑槽开于模型底板的两端。
进一步优选的,所述出料机构包括出料行程开关、支撑杆、吸取缸杆、吸取缸筒、出料滑台、支杆、吸盘、出料气缸杆、出料气缸筒、导轨和出料口,所述吸取缸筒焊接于出料滑台上端面,所述支撑杆焊接于吸取缸杆顶端,所述出料滑台通过导轨连接于工作板上,所述支杆连接于支撑杆的两端,所述吸盘连接于支杆的底端,所述出料口连接于工作板的尾部。
进一步优选的,所述支撑机构包括支撑板、立柱、工作台、工作板和切屑流出口,所述立柱焊接于工作台的后端,所述支撑板焊接于立柱的顶端,所述工作板通过螺栓固定于工作台的上端面,所述切屑流出口连接切屑槽。
与现有技术相比,本发明的有益效果是:该轴瓦毛坯专用自动化冲床的送料机构和出料机构均由气缸驱动,简单环保无污染,所述冲压机构由液压驱动,可提供大的动力进行冲压,所述送料机构、冲压机构和出料机构均设置有行程开关,可实现自动化生产,减少人力劳动,有利于促进现代化大生产,适应市场需求,便于推广和普及。
附图说明
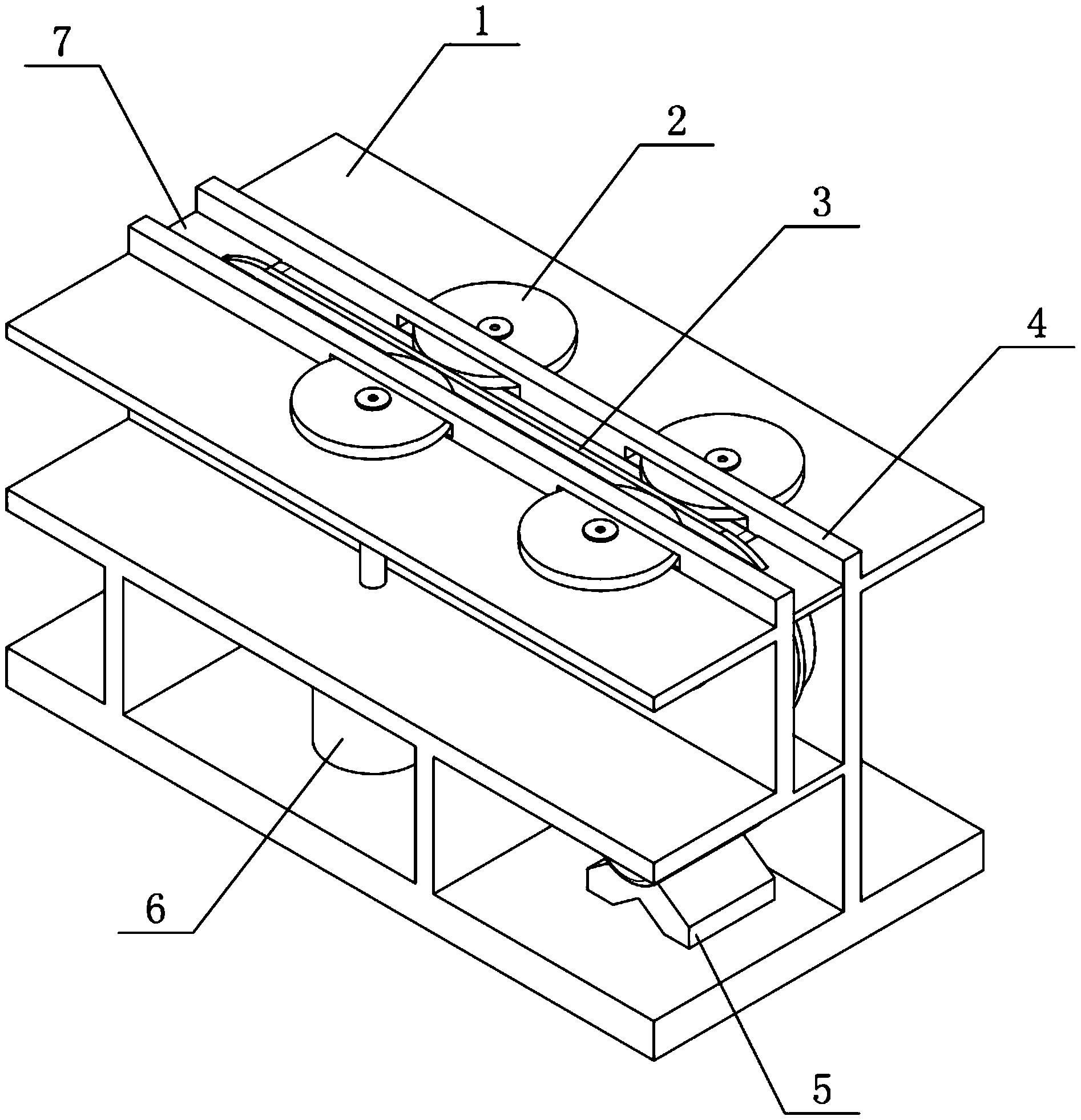
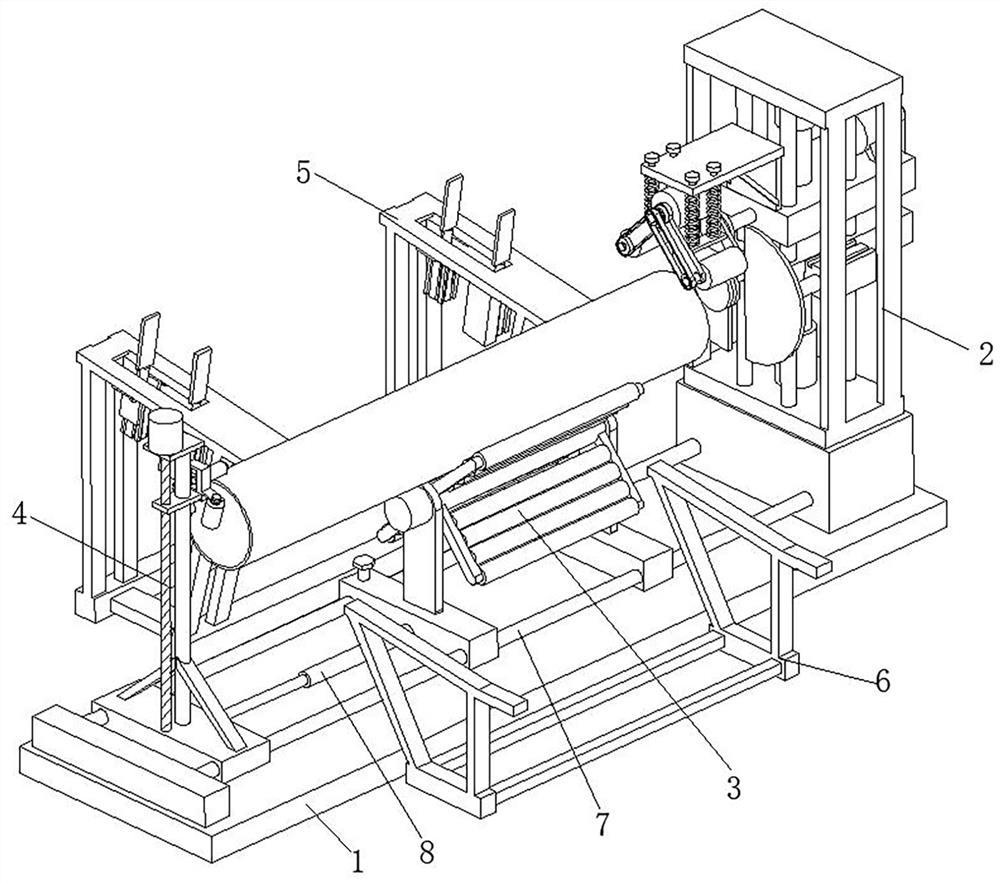
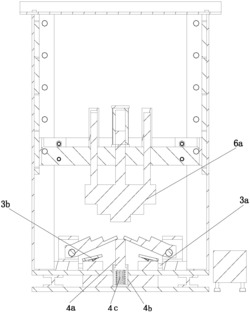
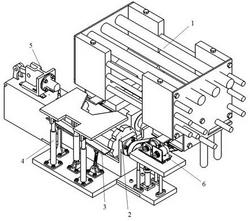
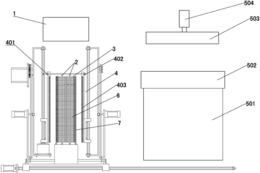
图1为本发明结构示意图。
图中:1送料机构、2冲压机构、3出料机构、4支撑机构、101送料气缸筒、102送料行程开关、103送料气缸杆、104推板、105毛坯存储槽、106毛坯出口、201液压缸筒、202液压缸杆、203压紧杆、204冲压刀具、205限位槽、206模型底板、207切屑槽、208冲压行程开关、301出料行程开关、302支撑杆、303吸取缸杆、304吸取缸筒、305出料滑台、306支杆、307吸盘、308出料气缸杆、309出料气缸筒、310导轨、311出料口、401支撑板、402立柱、403工作台、404工作板、405切屑流出口。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图,本发明提供如下技术方案:一种轴瓦毛坯制作方法,利用冲床的送料机构1、冲压机构2、出料机构3和支撑机构4;其制作过程为:
步骤一:将轴瓦原料毛坯放入送料机构1的毛坯存储槽105内,操作送料行程开关102,控制送料机构1的气缸驱动推板104将毛坯从毛坯存储槽105下端的毛坯出口106处送至冲压机构2处进行压制;
步骤二:操作冲压行程开关208,控制冲压机构2的液压驱动装置驱动冲压刀具204,将位于模型底板206和限位槽205内轴瓦毛坯冲压成型,切屑沿模型底板206两端的切屑槽207进入设置在支撑机构4的切屑流出口405;
步骤三:操作出料行程开关301,控制吸取气缸304的吸盘307将压制成型的轴瓦毛坯取至出料滑台305,出料滑台305沿工作板404上的导轨310移动,将轴瓦毛坯送至支撑机构4工作板404尾部的出料口311,完成毛坯制作。
所述送料机构1通过螺栓固定于支撑机构4的工作板404上,所述冲压机构2焊接于支撑机构4的支撑板401上,所述冲压机构2前端设有毛坯存储槽105,所述冲压机构2下端设有切屑流出口405,所述出料机构3通过导轨310连接于支撑机构4的工作板404上,所述出料机构3上方设有吸取气缸304,所述送料机构1和出料机构3均由气缸驱动,所述冲压机构2由液压驱动,所述送料机构1、冲压机构2和出料机构3内部均设置有行程开关,所述送料气缸筒101通过螺栓连接于工作板404上,所述送料气缸杆103安装于送料气缸筒101内部,所述推板104焊接于送料气缸杆103的端部,所述毛坯存储槽105安装在工作板404上,所述毛坯存储槽105下端设有毛坯出口106,所述送料机构1由气缸驱动,简单环保无污染,所述液压缸筒201焊接于支撑板401的下端面,所述液压缸杆202安装于液压缸筒201的内部,所述压紧杆203通过弹簧连接于液压缸杆202的下端,所述冲压刀具204安装于液压缸杆202的下端,所述限位槽205焊接于模型底板206的两侧,所述切屑槽207开于模型底板206的两端,所述冲压机构2由液压驱动,可提供大的动力进行冲压,所述吸取缸筒304焊接于出料滑台305上端面,所述支撑杆302焊接于吸取缸杆303顶端,所述出料滑台305通过导轨310连接于工作板404上,所述支杆306连接于支撑杆302的两端,所述吸盘307连接于支杆306的底端,所述出料口311连接于工作板404的尾部,所述出料机构3由气缸驱动,简单环保无污染,所述立柱402焊接于工作台403的后端,所述支撑板401焊接于立柱402的顶端,所述工作板404通过螺栓固定于工作台403的上端面,所述切屑流出口405连接切屑槽207,所述送料机构1、冲压机构2和出料机构3均设置有行程开关,可实现自动化生产,减少人力劳动,有利于促进现代化大生产,适应市场需求,便于推广和普及。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
一种轴瓦毛坯制作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0