






专利摘要
本发明公开了一种一体成型牵引电磁铁制作工艺,包括如下步骤:采用厚薄均匀,宽度适中的卷料硅钢;将卷料硅钢放置在送料机上,并将料头安装在高速自动冲床上一体成型后下料;动铁芯一体成型模具和静铁芯一体成型模具不一样,两套模具各自独立完成冲压成型;将冲压成型后的铁芯进行电泳处理,通过中温干燥装置喷黑、烘干成型;将铜线用自动绕线机缠绕到线圈尼龙骨架上,然后将线圈整体用注塑机选用尼龙料注塑成型,整体达到绝缘水平。本发明具有产能高、质量稳定,自动化增强,能有效减少人工操作,降低生产成本等优点。
权利要求
1.一种一体成型牵引电磁铁制作工艺,包括如下步骤:
A.采用厚薄均匀,宽度适中的卷料硅钢;
B.将卷料硅钢放置在送料机上,并将料头安装在高速自动冲床上一体成型后下料;
C.动铁芯部分和静止铁芯部分都是通过B工艺实现,区别在于动铁芯一体成型模具和静铁芯一体成型模具不一样,两套模具各自独立完成冲压成型;
D.将冲压成型后的铁芯进行电泳处理,通过中温干燥装置喷黑、烘干成型;
E.将铜线用自动绕线机缠绕到线圈尼龙骨架上,然后将线圈整体用注塑机选用尼龙料注塑成型,整体达到B的绝缘水平。
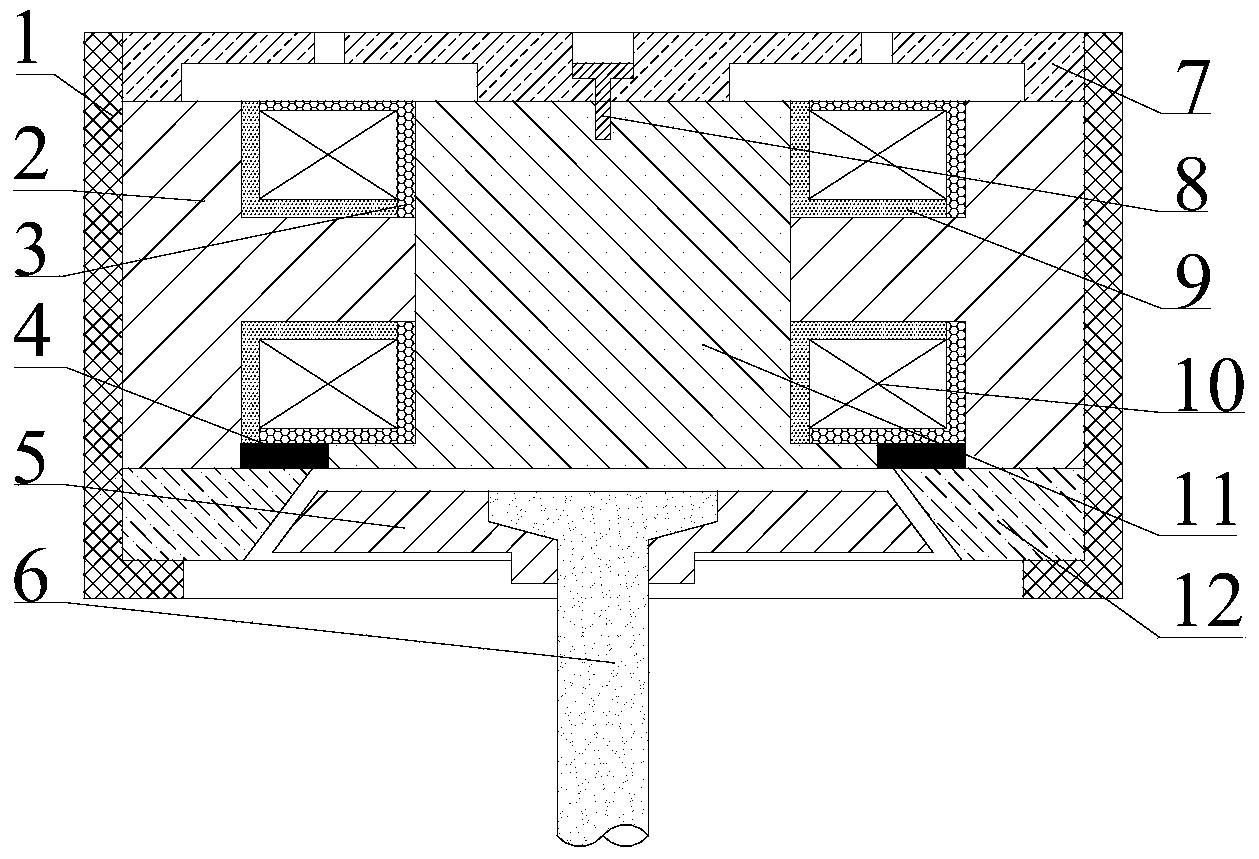
2.根据权利要求1所述的一种一体成型牵引电磁铁制作工艺,其特征在于:所述的B步骤的工艺为:先将卷料装上放料装置,采用气动纠偏气泵进行放料纠偏并调整好卷料的放料张力后放料,硅钢卷料在向前运动的过程中通过高速自动冲床机械齿轮装置完成送料,机械齿轮装置上方为复合一体成型模具,通过机械齿轮同步转动带动冲床冲压,使硅钢卷料完成落料、成型、叠片,再模具压力槽完成压力固定铆合成型。
3.根据权利要求1所述的一种一体成型牵引电磁铁制作工艺,其特征在于:所述的根据不同规格电磁铁需求,将不同线径、匝数铜线用自动绕线机缠绕到线圈尼龙骨架上,然后将线圈整体用注塑机选用尼龙料注塑成型,使产品具有耐热性、耐水性、耐冲击。
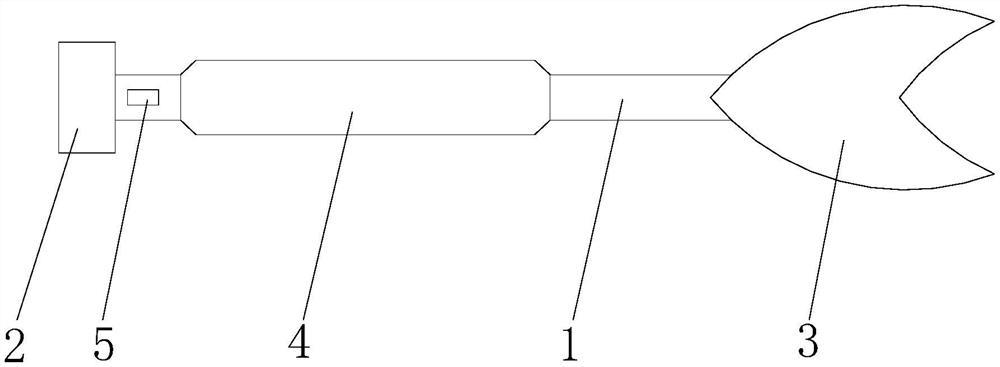
4.根据权利要求1所述的一种一体成型牵引电磁铁制作工艺,其特征在于:所述的将注塑线圈安装到静铁芯上,然后把可活动铁芯安装到静铁芯上,通电调教,选择合适搭配完成,将活动铁芯后端铆合上停止式橡胶圈。
说明书
技术领域
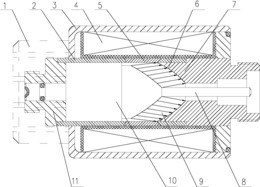
本发明涉及一种制作牵引电磁铁的工艺,尤其涉及一种制作推拉式牵引电磁铁叠片、压铸一体成型及线圈加工的工艺。
背景技术
牵引电磁铁是将电能转换至直线运动的机械能的转换器。依靠线圈使固定铁芯励磁,使其中的活塞形或者丸棒形的可动铁芯开始具有运动机能,按电源形式分交流以及直流的各种电磁铁。
作为实现自动化基本机能如拉、推、停止、击打、弯曲等动作,简单、经济实用的功能零件,被广泛运用于工业自动化、民用机器、制造机器、家电机器、自动贩卖机等广泛的生活领域。
现有的牵引电磁铁结构是由可活动部分铁芯和静止部分铁芯及多层硅钢板冲床下料后,由员工整理单片,然后在叠片后用铆钉固定,放在压机上冲压固定制成,属于现在市场常见的拼块工艺;而线圈部分是有加工浇注成型或者直接用绝缘漆浸泡后凉干,在用烘箱烘烤直固化使用。工艺水平很低,需要较多人工,制造成本高,制造出的产品容易出现多片或者缺片,压铸不平整,而且线圈浇注工艺中,在线圈缝合处有缝条,外观存在缺陷。
发明内容
针对已有技术存在的不足,本发明的发明目的在于提供一种效率高、成本低、安全的一种一体成型牵引电磁铁的制作工艺。
本发明的发明目的是通过如下技术方案实现的:
一种一体成型牵引电磁铁制作工艺,包括如下步骤:
A、采用厚薄均匀,宽度适中的卷料硅钢;
B、将卷料硅钢放置在送料机上,并将料头安装在高速自动冲床上一体成型后下料。具体工艺为:先将卷料装上放料装置,采用气动纠偏气泵进行放料纠偏并调整好卷料的放料张力后放料,硅钢卷料在向前运动的过程中通过高速自动冲床机械齿轮装置完成送料,机械齿轮装置上方为复合一体成型模具,通过机械齿轮同步转动带动冲床冲压,使硅钢卷料完成落料、成型、叠片,再模具压力槽完成压力固定铆合成型;
C、动铁芯部分和静止铁芯部分都是通过B工艺实现,区别在于动铁芯一体成型模具和静铁芯一体成型模具不一样。两套模具各自独立完成冲压成型;
D、将冲压成型后的铁芯进行电泳处理,通过中温干燥装置喷黑、烘干成型;
E、将铜线用自动绕线机缠绕到线圈尼龙骨架上,然后将线圈整体用注塑机选用尼龙料注塑成型,整体达到B的绝缘水平。产品的耐热性、耐水性、耐冲击性等尤为出色。
本发明采用的铁芯一体成型,具有产能高、质量稳定;自动化增强,能有效减少人工操作,降低生产成本。线圈浇注工艺,能有效提高产量,强化线圈电性能、机械性能;且外观美观,无接缝,一体注塑成型。
具体实施方式
下面结合具体实施例进一步说明本发明是如何实现的:
实施例
一种一体成型牵引电磁铁制作工艺,包括如下步骤:
第一步,根据不同规格电磁铁,采用厚薄均匀,宽度适中的卷料硅钢。
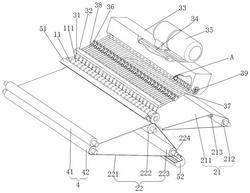
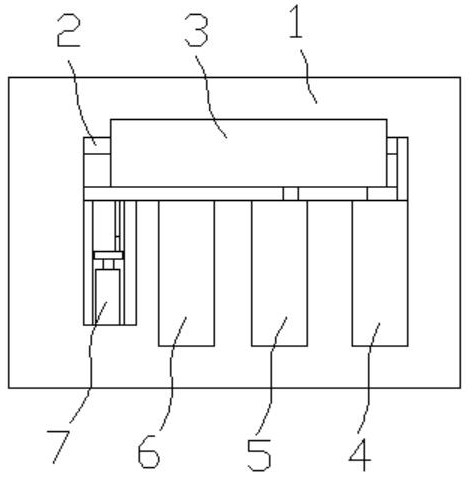
第二步骤,根据不同规格电磁铁,制作一体成型需要的自动化模具。这部分是生产关键件。要求模具能实现下料、理片(叠片)、铆合、冲压成型功能。
第三步骤,将需要生产的某一规格电磁铁的硅钢卷料通过高速自动冲床进行冲压成型。其工艺流程为:先将卷料装上放料装置,采用气动纠偏气泵进行放料纠偏并调整好卷料的放料张力后放料,硅钢卷料在向前运动的过程中通过高速自动冲床机械齿轮装置完成送料,机械齿轮装置上方为复合一体成型自动化模具,通过机械齿轮同步转动带动冲床冲压卷料,使硅钢卷料完成下料、叠片,成型、再模具压力槽完成压力固定铆合成型。
第三步骤,将成型好的铁芯安装上磁环,送入电泳车间进行电泳处理;通过中温干燥装置喷黑、烘干成型;
第四步骤,根据不同规格电磁铁需求,将不同线径、匝数铜线用自动绕线机缠绕到线圈尼龙骨架上,然后将线圈整体用注塑机选用尼龙料注塑成型,整体达到B的绝缘水平。产品的耐热性、耐水性、耐冲击性等尤为出色。
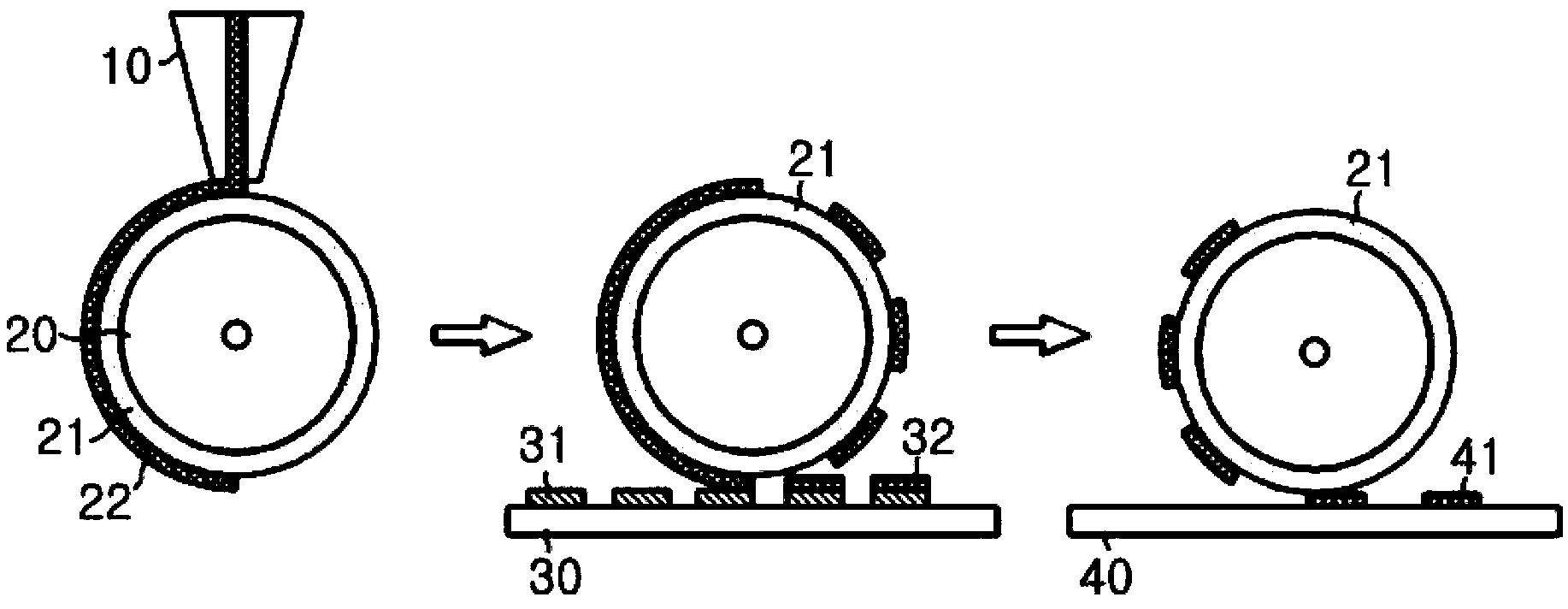
第五步骤,将注塑线圈安装到静铁芯上,然后把可活动部分铁芯安装到静铁芯上,通电调教,选择合适搭配完成,将活动铁芯后端铆合上停止式橡胶圈。
本发明通过工艺改进,能降低电磁铁的生产成本,延长电磁铁的寿命而致力于生产技术的提高,100万次以上的长寿命产品都可以使用。
一种一体成型牵引电磁铁的制作工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0