






专利摘要
本发明提供了一种砂型复合成形设备,包括平面运动系统、排气吸尘系统、运动控制系统等装置,其特征在于:还包括型砂供料系统、树脂喷射系统、切削系统、多功能平台系统等多个装置。当铸型厚重体积占有量大,适合切削成形时,采用多轴平面运动系统带动切削系统完成铸型的切削成形;当铸型含有复杂的内部型腔结构,适合离散堆积成形时,采用多轴平面运动系统带动树脂喷射系统在多功能平台系统、型砂供料系统辅助下离散堆积成铸型;还可进行底部切削顶部堆积的砂型复合成形。根据本发明的一种砂型复合成形设备,可实现任意形状的大中型铸型切削成形、离散堆积成形和砂型复合成形,大大降低了设备的投资,同时可选用合适的成形方式,可以提高铸型的制造速度及质量,具有推广使用的价值。
权利要求
1.一种砂型复合成形设备,包括:平面运动系统2、排气吸尘系统4、运动控制系统等装置,其特征在于:还包括型砂供料系统3、树脂喷射系统212、切削系统211、多功能平台系统1,所述的树脂喷射系统212和切削系统211装置位于平面运动系统2上;多功能平台系统1设置在平面运动系统2下方;型砂供料系统3在多功能平台系统1和平面运动系统2之间。
2.根据权利要求1所述的一种砂型复合成形设备,其特征在于,所述平面运动系统2包括平行设置的x向运动系统21、y向运动系统22和工作头23;所述的x向运动系统21固定在多功能平台上1,y向运动系统22在x向运动系统21之上,并可通过在x向往复移动,工作头23与y向运动系统22连接,并可在y向往复移动。
3.根据权利要求1所述的一种砂型复合成形设备,其特征在于,所述多功能平台系统1包括垂直升降系统12、固定不动的底座13和可上下移动的工作平板11,其工作平板11上均布T型槽结构。
4.根据权利要求1、2所述的一种砂型复合成形设备,其特征在于所述的工作头23上装有切削系统211和树脂喷射系统212,所述的切削系统211包括电主轴、切削刀具、节气喷头;所述的树脂喷射系统212包括树脂喷射头及控制系统;或采用中空铣削系统214代替切削系统和树脂喷射系统,所述的中空铣削系统214包括中空电主轴、中空刀具、树脂供料控制系统构成,利用中空的刀具通道进行树脂喷射及通气排尘。
5.根据权利要求1所述的一种砂型复合成形设备,其特征在于,所述的型砂供料系统3由自动上料机构31、铺粉小车32和小车驱动系统33构成。
6.根据权利要求5所述的一种砂型复合成形设备,其特征在于,所述的自动上料机构31在固定不动底座13右侧支撑x向运动系统21的支撑内。
7.根据权利要求1所述的一种砂型复合成形设备,其特征在于,还包括,固定平台设有清料口,并在其下设有可移动储料小车。
说明书
技术领域
本发明涉及铸造技术领域,更具体地,涉及一种铸型的快速制造设备
背景技术
为提高单件、小批量铸型的质量,降低生产成本,减少生产周期,离散堆积成形原理及直接数控切削成形原理的铸型制造技术应运而生。两种技术对新产品试制提供了便捷的途径,但两种技术都存在各自的优缺点,离散堆积成形具有任意形状均可成形,但层层铺料浪费时间,尤其在涉及厚重铸型时,其加工时间长,成形质量差等缺点;铸型数控切削成形具有快速、高精度的成形优势,但对于具有内型腔结构的铸型需拆分加工后拼装,其加工时间及质量都受到很大的影响。
目前的快速成型制造设备都是基于某一种成型原理制造成形,但是由于各种成形原理都存在其优缺点,面对铸型的复杂多变,往往需要不同成形原理的来完成制造,甚至多种原理共同进行,这一过程涉及到多台设备,这就使厂家投入大量的资金, 目前所有设备只提供一种成形方式,加工方式受到很大的限制。
发明内容
为了克服现有技术的缺点,本发明的目的在于提供一种砂型复合成形设备,能快速加工任意形状的铸型,同时在效率上更快,精度更高,进而避免了铸型的缺陷和不足。
为了实现上述发明目的,本发明采用如下所述技术方案:一种砂型复合成形设备,包括:平面运动系统2、排气吸尘系统4、运动控制系统等装置,其特征在于:还包括型砂供料系统3、树脂喷射系统212、切削系统211、多功能平台系统1,所述的树脂喷射系统212和切削系统211装置位于平面运动系统2上;多功能平台系统1设置在平面运动系统2下方;型砂供料系统3在多功能平台系统1和平面运动系统2之间。
所述平面运动系统2包括平行设置的x向运动系统21、y向运动系统22和工作头23;所述的x向运动系统21固定在多功能平台上1,y向运动系统22在x向运动系统21之上,并可通过在x向往复移动,工作头23与y向运动系统22连接,并可在y向往复移动。
所述多功能平台系统1包括垂直升降系统12、固定不动的底座13和可上下移动的工作平板11,其工作平板11上均布T型槽结构。
所述的工作头23上装有切削系统211和树脂喷射系统212,所述的切削系统211包括电主轴、切削刀具、节气喷头;所述的树脂喷射系统212包括树脂喷射头及控制系统;或采用中空铣削系统214代替切削系统和树脂喷射系统,所述的中空铣削系统214包括中空电主轴、中空刀具、树脂供料控制系统构成,利用中空的刀具通道进行树脂喷射及通气排尘。
所述的型砂供料系统3由自动上料机构31、铺粉小车32和小车驱动系统33构成。
所述的自动上料机构31在固定不动底座13右侧支撑x向运动系统21的支撑内。
还包括,固定平台设有清料口,并在其下设有可移动储料小车。
另外,根据本发明的技术方案,任何一个铸型可以采用数控切削和喷射树脂离散堆积成形这两种砂铸型成形,相比只用一种加工方式成形,其成形效率得到了提高,在一定程度上对铸型的质量也得到了大幅的提升,能够对任意形状的铸型进行加工成形。
附图说明:
图1 示意性示出了本发明的一种砂型复合成形设备的结构
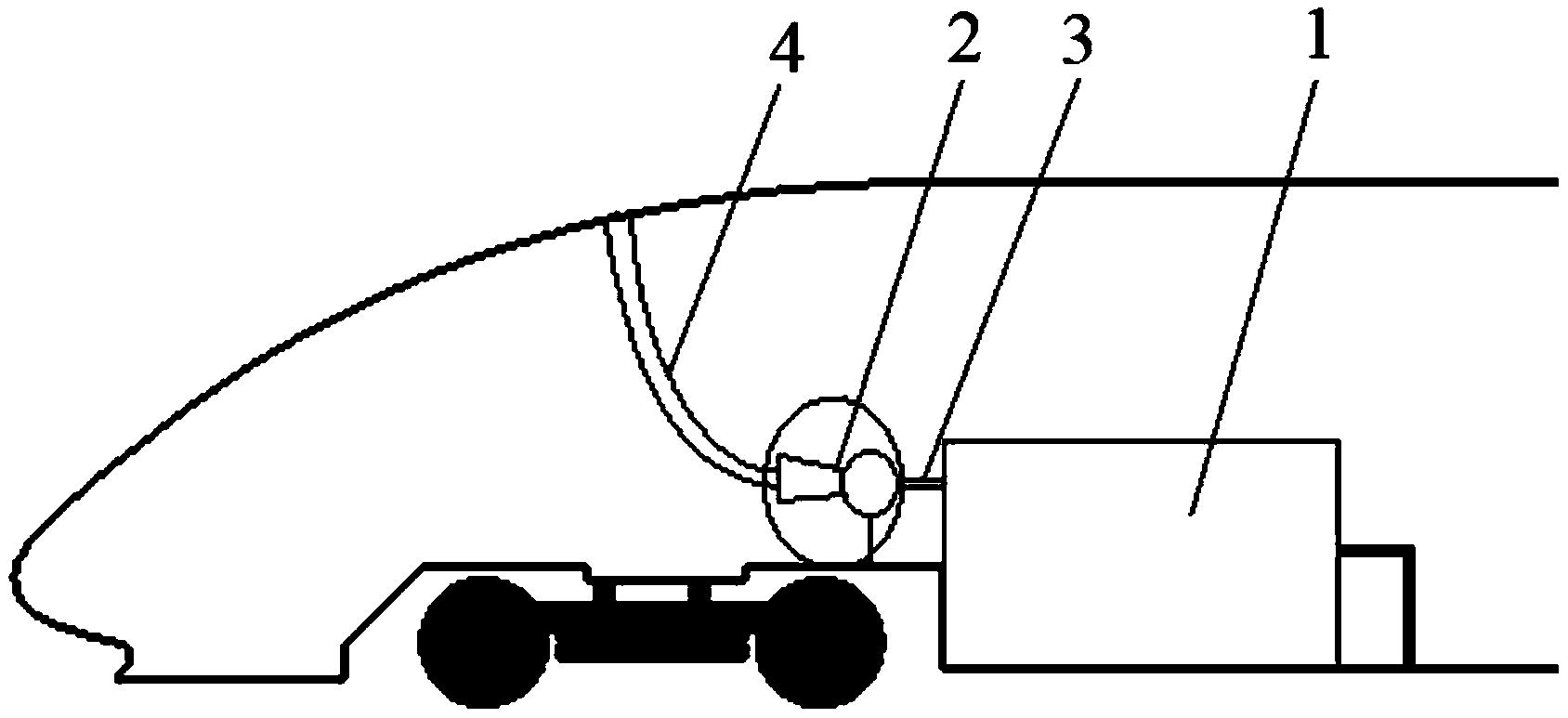
图2 示意性示出了本发明的一种砂型复合成形设备中多功能主轴的结构
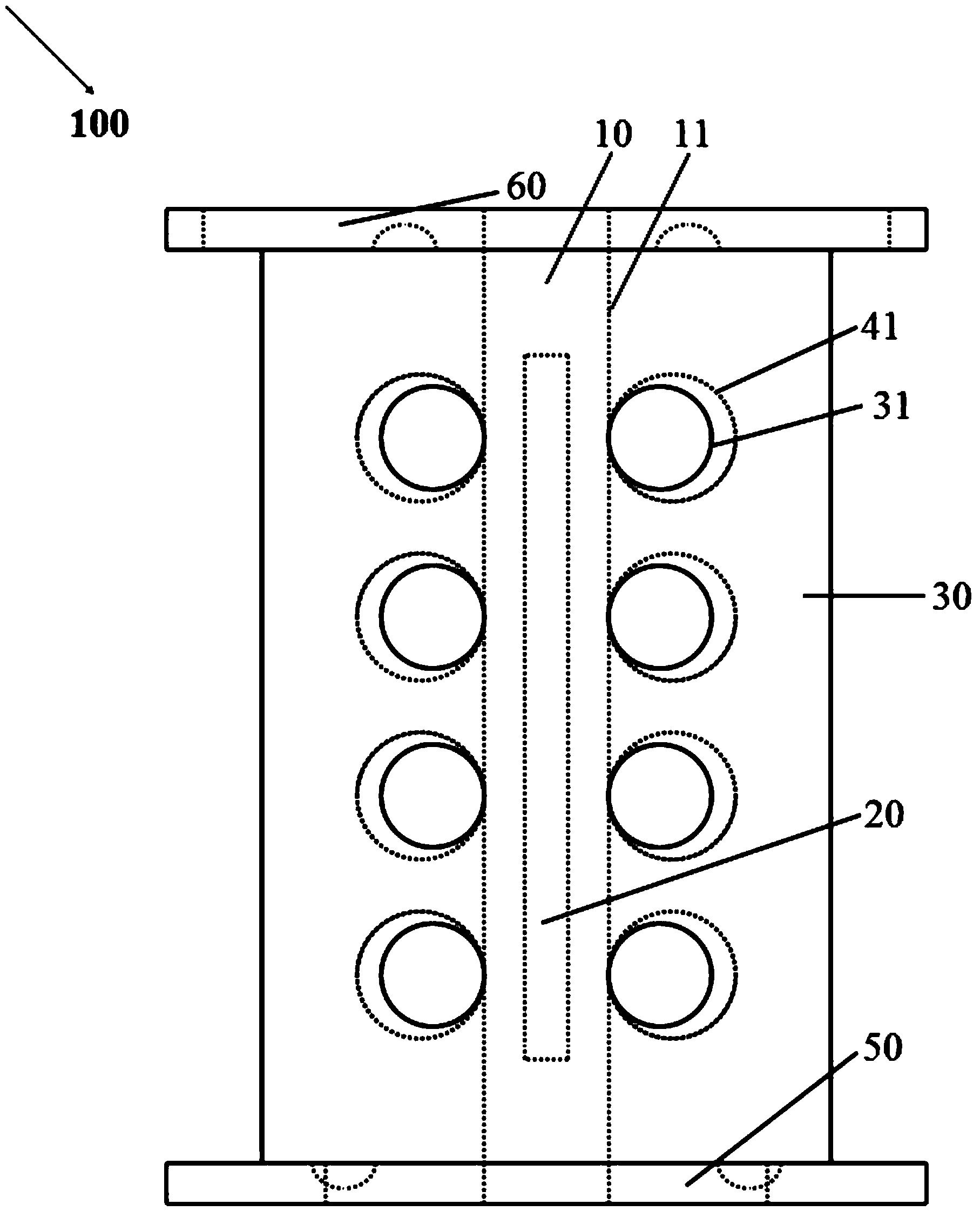
图3 示意性示出了本发明的一种砂型复合成形设备中平台系统的结构
图4 示意性示出了本发明的一种砂型复合成形设备中铺粉系统的结构
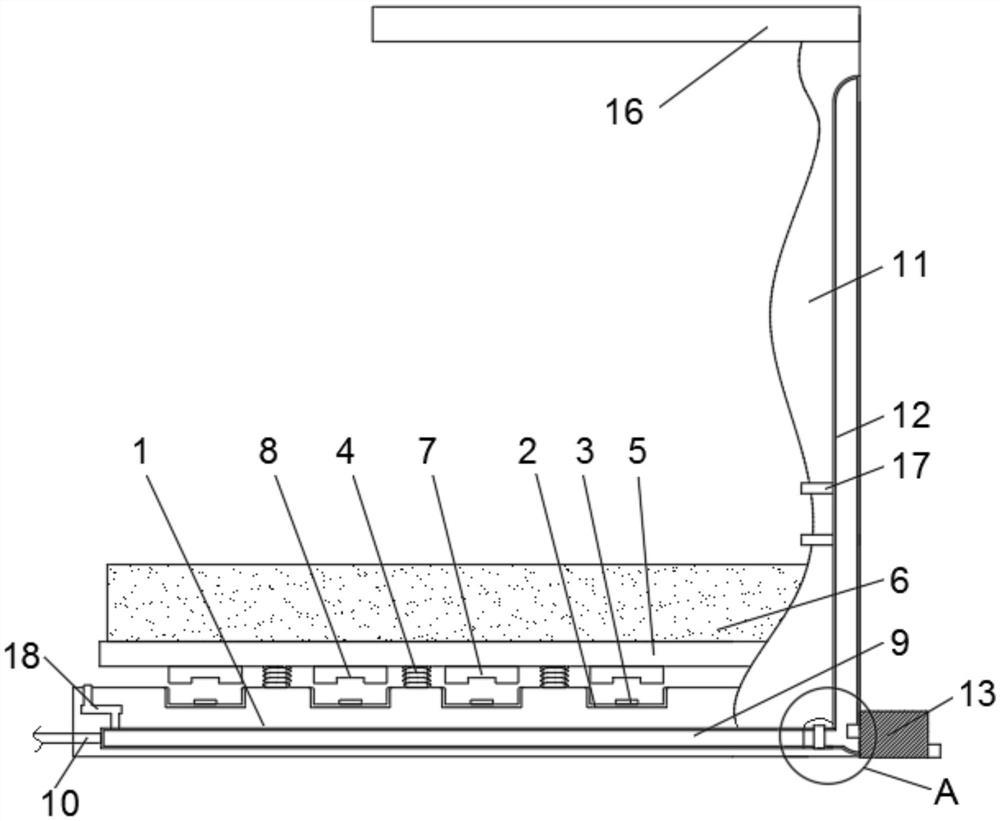
图5 示意性示出了本发明的一种砂型复合成形设备中排气吸尘系统的结构
具体实施方式:
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
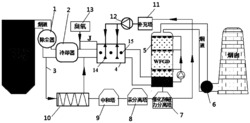
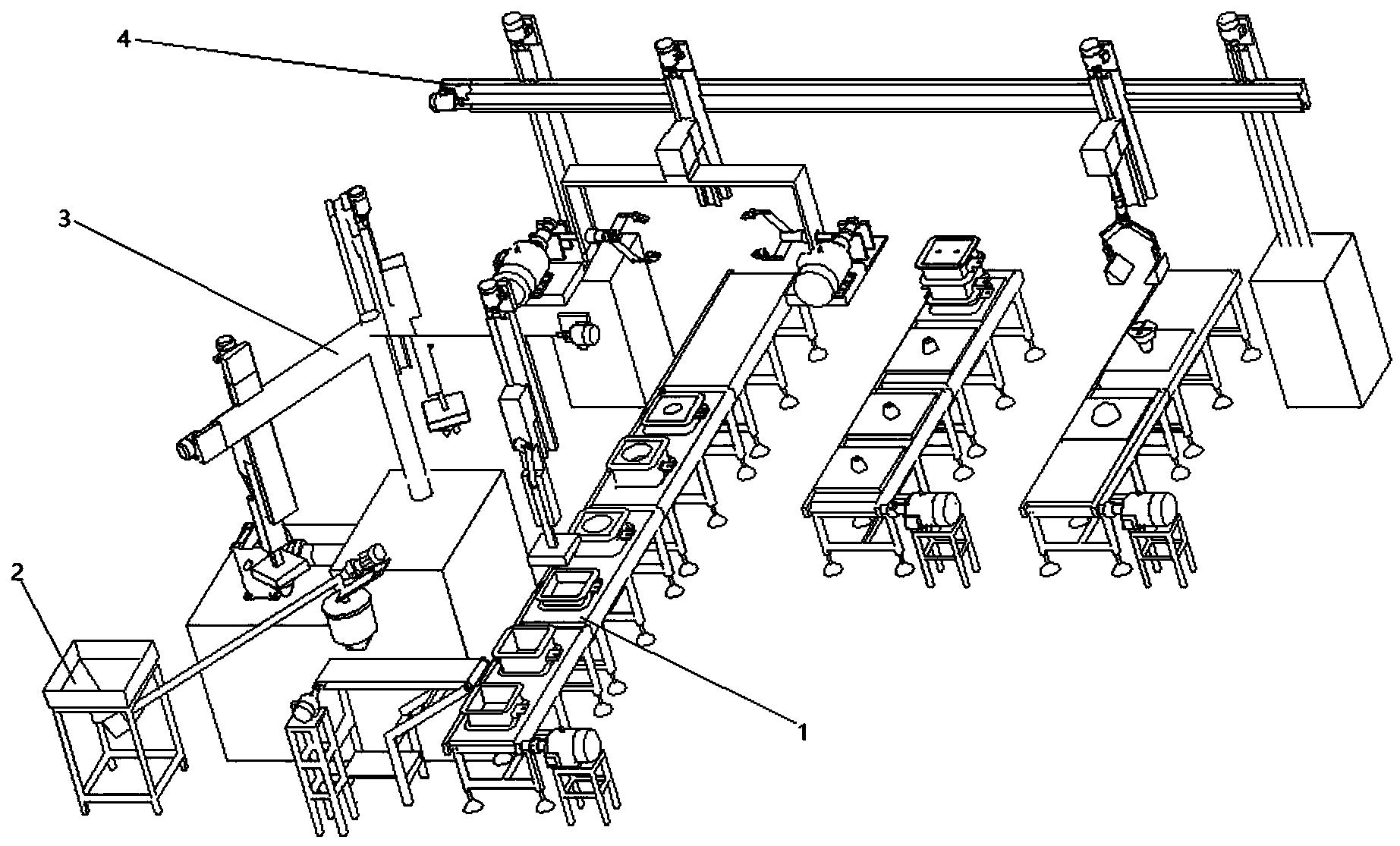
参见图1至图5,示意性示出了根据本发明提供的一种砂型复合成形设备的优选实施例,如图1所示,该一种砂型复合成形设备包括多功能平台系统1、平面运动系统2、型砂供料系统3、树脂喷射系统212、切削系统211、冷却排砂系统213、排气吸尘系统4等装置。
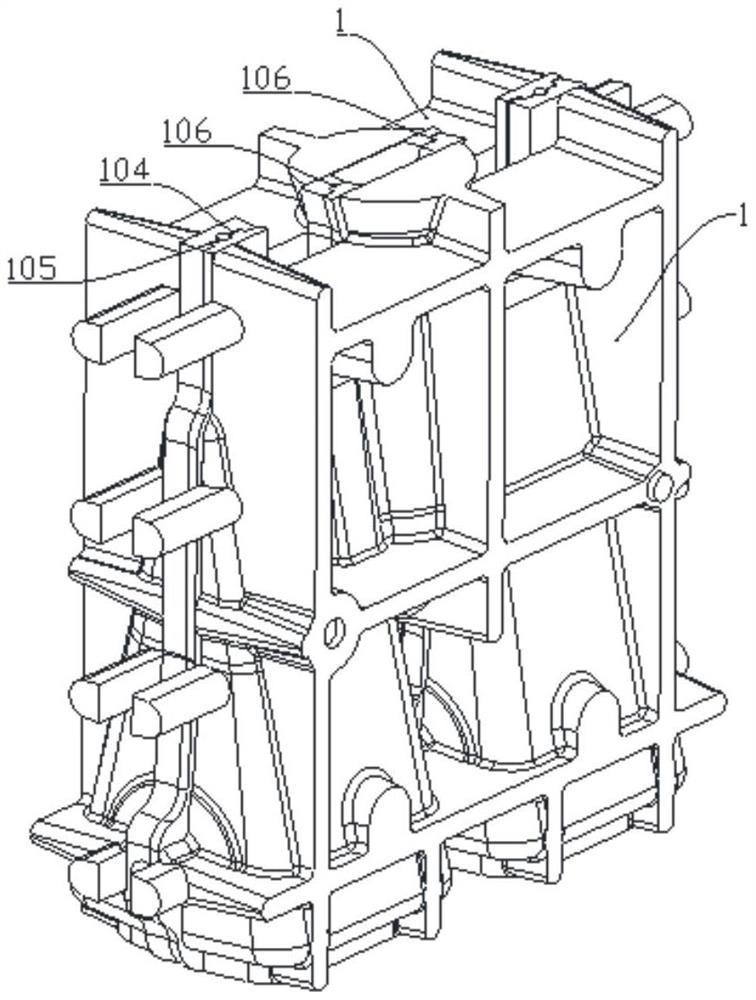
多功能平台系统1包括可上下移动的工作平板11、垂直升降系统12、固定不动的底座13,其工作平板11上均布T型槽结构,便于铸型在切削过程中的装卡。垂直升降系统12带动工作平板11垂直上下移动。 固定不动的底座13用于支撑型砂供料系统3和平面运动系统2。
进一步地,平面运动系统2包括x向运动系统21,y向运动系统22和工作头23,用于支持工作头23在水平面内沿预定轨迹的路径移动。
进一步地,工作头23上装有切削系统211、冷却排砂系统213和树脂喷射系统212,或采用中空铣削系统214代替切削系统和树脂喷射系统,所述的中空铣削系统214包括中空电主轴、中空刀具、树脂供料控制系统构成,利用中空的刀具通道进行树脂喷射及通气排尘。
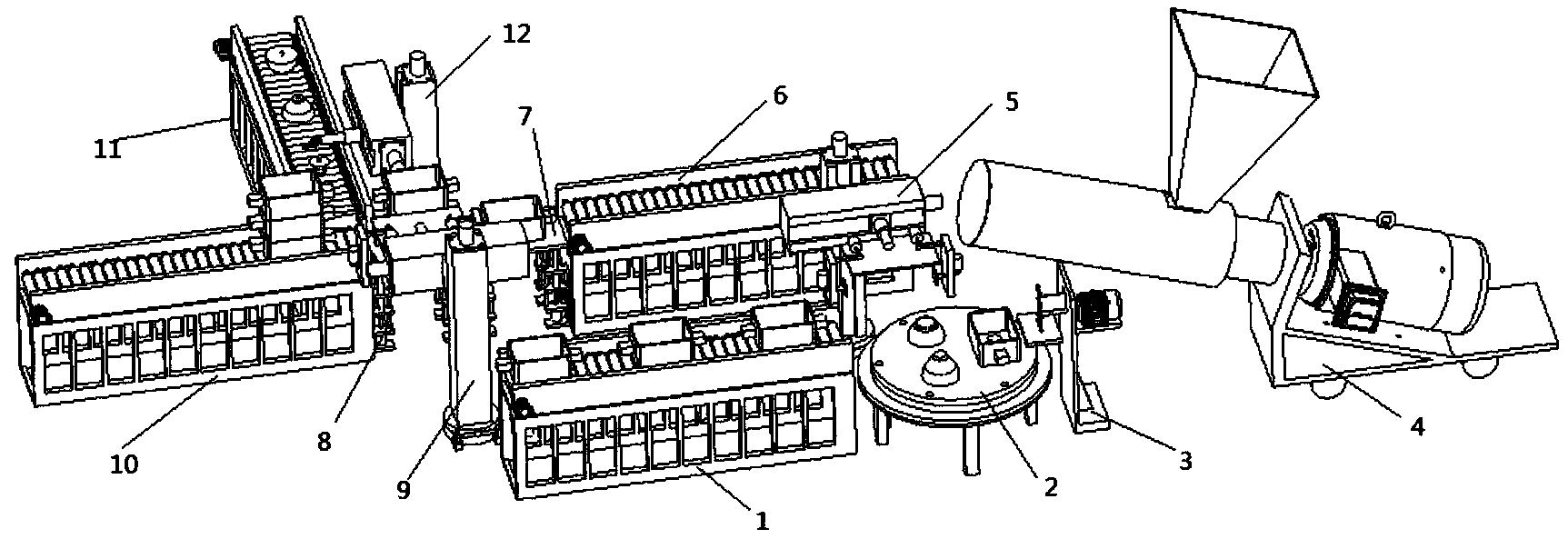
进一步地,所述的型砂供料系统3由自动上料机构31、铺粉小车32和小车驱动系统33构成,自动上料机构31将铺粉小车32装满粉料,小车驱动系统33带动铺粉小车32在垂直升降平台内往复运动,配合垂直升降平台完铸型的铺粉。
进一步地,排气吸尘系统4位于整个一体复合成型机的顶部,有风机和管路构成,能够及时的将制造过程产生的粉尘排出,有利于保护设备内部运动结构件,同时对加工环境起到很好的保护;
下面根据本发明的一种砂型复合成形设备的加工流程:
本发明能够进行数控切削成形、离散堆积喷射成形和砂型复合成形三种方式。
1数控切削的加工流程:工作平板置于顶部,平面运动系统联动将工作头移动至平板的后方,将砂坯放置到平台上卡紧固定,降低平板的位置到合适的位置后,平面运动系统和可垂直移动的工作平板构成三轴联动带动旋转的刀具实现对砂坯的切削过程。
2 离散堆积喷射成形的加工流程:工作平板置于顶部,铺粉小车进行送料铺粉,平面运动系统带动工作头上的树脂喷射系统进行选择性区域喷射,完成后工作平板下移一定高度后重新铺粉喷射树脂固化,重复进行直至整个零件完成。
3砂型复合成形的加工流程:首先进行数控切削加工的过程,完成后清理废砂,将切削成型的铸型顶面对其固定不动底座的平面,驱动铺粉小车将整个工作平面铺平,然后进行离散堆积喷射成形过程。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种砂型复合成形设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0