








专利摘要
本实用新型公开了一种高硬度、耐磨髋臼锉,其特征在于,所述髋臼锉包括一髋臼锉基体、一硬质薄膜层,所述髋臼锉基体为一半球形结构,在所述髋臼锉基体表面设有切削刃和圆孔,所述髋臼锉基体材质为医用沉淀硬化不锈钢,在所述髋臼锉基体的表面沉积有所述硬质薄膜层。能够有效增加髋臼锉硬度和耐磨性,提高髋臼锉的工作效率和使用寿命。
权利要求
1.一种高硬度、耐磨髋臼锉,其特征在于,包括一髋臼锉基体、一硬质薄膜层,所述髋臼锉基体为一半球形结构,在所述髋臼锉基体表面设有切削刃和圆孔,所述髋臼锉基体的材质为医用沉淀硬化不锈钢,在所述髋臼锉基体的表面沉积有所述硬质薄膜层。
2.如权利要求1所述的高硬度、耐磨髋臼锉,其特征在于,在所述髋臼锉基体的底部设有十字型接口,所述十字型接口设置在非球面的一面,在切削刃处沉积有所述硬质薄膜层。
3.如权利要求2所述的高硬度、耐磨髋臼锉,其特征在于,所述硬质薄膜层分为粘结层和工作层,所述粘结层直接沉积在所述髋臼锉基体表面上,所述工作层沉积在所述粘结层上。
4.如权利要求1-3任一项所述的高硬度、耐磨髋臼锉,其特征在于,所述硬质薄膜层的厚度为3-5μm。
5.如权利要求3所述的高硬度、耐磨髋臼锉,其特征在于,所述粘结层为Ti材料层。
6.如权利要求5所述的高硬度、耐磨髋臼锉,其特征在于,所述粘结层的厚度为0.5-1μm。
7.如权利要求3所述的高硬度、耐磨髋臼锉,其特征在于,所述工作层为TiN材料层。
8.如权利要求7所述的高硬度、耐磨髋臼锉,其特征在于,所述工作层的厚度为2.5-4μm。
9.如权利要求1所述的高硬度、耐磨髋臼锉,其特征在于,所述医用沉淀硬化不锈钢的材料硬度42-48HRC,所述硬质薄膜层的显微硬度大于2000HV。
10.如权利要求1所述的高硬度、耐磨髋臼锉,其特征在于,所述髋臼锉基体的外径为40mm-60mm。
说明书
技术领域
本实用新型涉及一种外科手术医疗器械,尤其指一种髋关节置换手术的髋臼锉。
背景技术
髋关节置换手术是针对髋关节损伤的外科手术,采用人工关节置换损伤或疾病破坏的关节面,以达到缓解关节疼痛、矫正畸形、恢复和改善关节的运动功能。髋关节手术中,髋臼锉是必不可少的工具之一,使用髋臼锉处理髋臼窝,去除坏死组织,以便安装人造髋臼。
目前,髋臼锉一般为半球面结构,通过连接杆与转动柄连接。髋臼锉球面上有切削刃及圆孔,髋臼锉转动时切削刃能够切除髋臼窝内的软骨及部分骨组织。髋臼锉的缺点是切削刃经过数次使用后刃口磨损变钝,医生手术中费事费力,且手术精度下降。同时,快速磨损的髋臼锉刃口变钝后只能报废处理,经济性较差。
实用新型内容
本实用新型所要解决的的技术问题是提供一种高硬度、耐磨髋臼锉髋臼锉,能够有效增加髋臼锉硬度和耐磨性,提高髋臼锉的工作效率和使用寿命。
为了实现上述目的,本实用新型公开了一种高硬度、耐磨髋臼锉,所述髋臼锉包括一髋臼锉基体和一硬质薄膜层,所述髋臼锉基体为一半球形结构,在所述髋臼锉基体表面设有切削刃和圆孔,所述髋臼锉基体材质为医用沉淀硬化不锈钢,在所述髋臼锉基体的表面沉积有所述硬质薄膜层。
所述的高硬度、耐磨髋臼锉,其特征在于,在所述髋臼锉基体的底部设有十字型接口,所述十字型接口设置在非球面的一面,在切削刃处沉积有所述硬质薄膜层。
所述的高硬度、耐磨髋臼锉,其特征在于,所述硬质薄膜层分为粘结层和工作层,所述粘结层直接沉积在所述髋臼锉基体表面上,所述工作层沉积在粘结层上。
所述的高硬度、耐磨髋臼锉,其特征在于,所述硬质薄膜层的厚度为3-5μm。
所述的高硬度、耐磨髋臼锉,其特征在于,所述粘结层为Ti材料层。
所述的高硬度、耐磨髋臼锉,其特征在于,所述粘结层的厚度为0.5-1μm。
所述的高硬度、耐磨髋臼锉,其特征在于,所述工作层为TiN材料层。
所述的高硬度、耐磨髋臼锉,其特征在于,所述工作层的厚度为2.5-4μm。
所述的高硬度、耐磨髋臼锉,其特征在于,所述医用沉淀硬化不锈钢的材料硬度42-48HRC,所述硬质薄膜层的显微硬度大于2000HV。
所述的高硬度、耐磨髋臼锉,其特征在于,所述髋臼锉基体的外径为40mm-60mm。
本实用新型相较于现有技术所能达到的功效在于:
采用上述方案后,本实用新型髋臼锉表面硬度大幅提高,远高于人骨组织,能够提高切削刃的耐磨性,且硬质薄膜的硬度不受不锈钢基体影响,基体硬度可做适当调整。硬质薄膜厚度不超过5μm,不影响切削刃锋利度,保证髋臼锉工作效率。硬质薄膜的制备温度不超过300℃,低于基体回火温度,保证了髋臼锉材料的硬度。硬质薄膜层分粘结层和工作层,能够降低薄膜内应力,提高硬质薄膜与髋臼锉基体的膜基结合力和薄膜韧性。所以,采用表面沉积硬质薄膜的髋臼锉,既保持了沉淀硬化不锈钢的高强度和良好韧性的特点,又拥有硬质薄膜高硬度、高耐磨性的性能,使髋臼锉拥有优异的耐磨损性能,髋臼锉使用寿命提高一倍以上,有效提高工作效率,降低手术成本。
附图说明
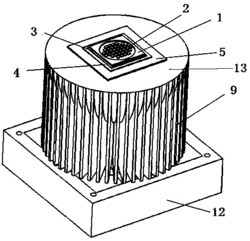
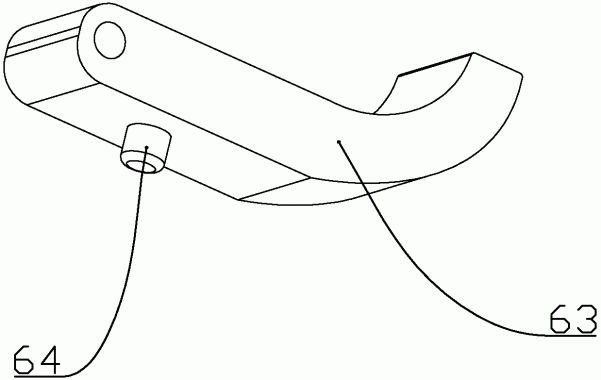
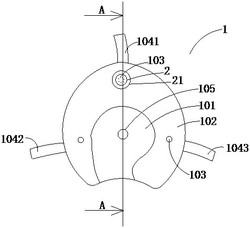
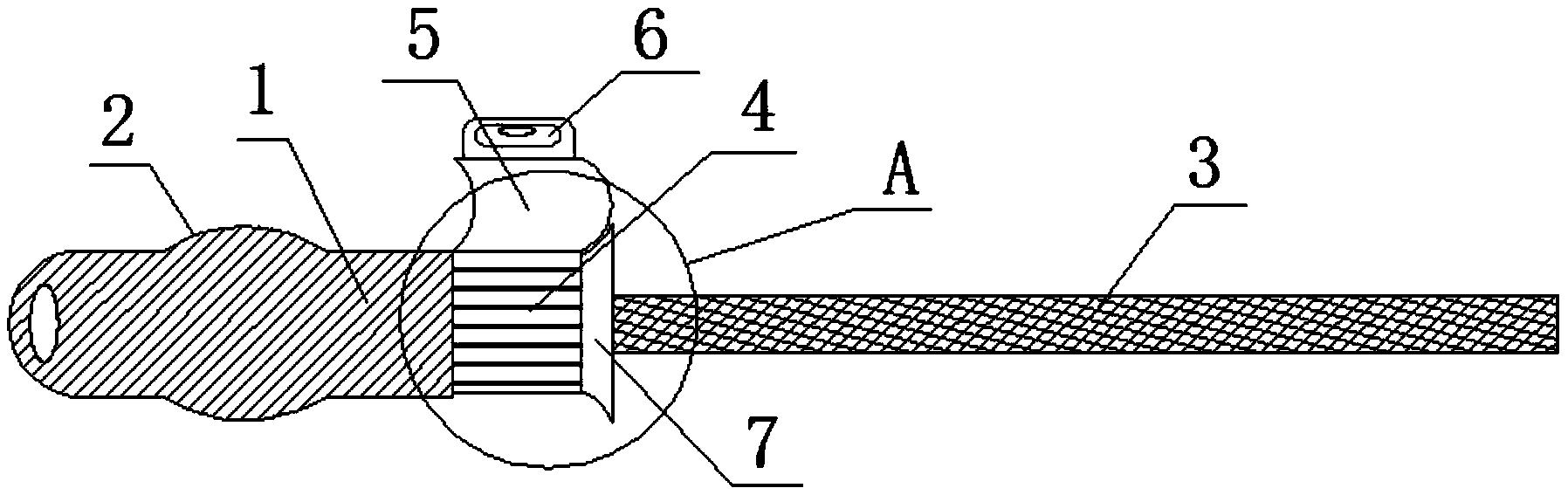
图1为本实用新型的髋臼锉的示意图。
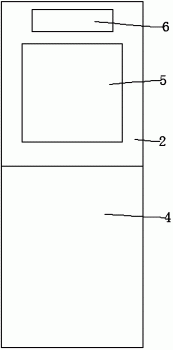
图2为本实用新型的髋臼锉的仰视图。
图3为图1的A-A剖视图。
图4为图2的I处的局部放大图。
其中,1髋臼锉,2硬质薄膜层,3十字接口,4髋臼锉基体,5切削刃,21粘结层,22工作层。
具体实施方式
以下结合图1至图4对本实用新型进一步讲解。
如图1-图3,所示的髋臼锉1,髋臼锉包括一髋臼锉基体4,该髋臼锉基体4为一半球形结构,在该髋臼锉基体4表面设有切削刃5和圆孔,在髋臼锉基体4的底部设有十字型接口3,该十字型接口3设置在非球面的一面,该髋臼锉基体4材质为医用沉淀硬化不锈钢,在髋臼锉基体4的表面沉积有硬质薄膜层2。该十字型接口3设置在非球面的一面,十字接口3通过连接杆与转动柄连接,髋臼锉1转动时切削刃5能够切除髋臼窝内的软骨及部分骨组织。
具体来说,髋臼锉1的材质为硬度为42-48HRC的医用沉淀硬化不锈钢和显微硬度大于2000HV的硬质薄膜层2,利用医用沉淀硬化不锈钢制作髋臼锉基体4,髋臼锉基体4为半球形结构,其中硬质薄膜层2沉积在不锈钢基体上。
如图4所示,所述的硬质薄膜层2包括粘结层21和工作层22,所述粘结层21直接沉积在髋臼锉基体4表面上,工作层22沉积在粘结层21上。本实施例中,所述硬质薄膜层2的厚度为3-5μm,粘结层21为Ti材料层。该粘结层21的厚度为0.5-1μm,该工作层22为Ti材料层,该工作层22的厚度为2.5-4μm。
本实用新型的硬质薄膜层2的制备,应按照如下操作流程:
步骤1,首先将已加工好的髋臼锉基体4放入有机溶剂进行超声波清洗,去除表面油污。
步骤2,清洗干净后,使用压缩空气吹除髋臼锉基体4的表面水汽,并放入100℃-120℃烘箱烘干。
步骤3,然后使用特定工装,将髋臼锉基体4装卡在物理气象沉积设备真空室内,关闭真空室门,抽真空。开启加热器,加热温度低于300℃,保温30min以上。
步骤4,待设备真空度达到3X10
步骤5,然后,将真空室内的真空度调至0.3Pa-0.5Pa,髋臼锉基体4的偏压调至-300V~-500v下,开启离子源,离子源功率1-2KW下进行离子源清洗30min-60min。
步骤6,在真空度0.3-0.6Pa,髋臼锉基体4偏压-300V~-150V下沉积厚度为0.5-1μm的Ti粘结层21。在真空度0.5-2Pa,髋臼锉基体4偏压-150~-50V下沉积厚度为2.5-4μm的TiN工作层22。
步骤7通过上述工艺步骤制备出的硬质薄膜显微硬度高于2000HV。
本实用新型采用了在髋臼锉基体上制备硬质薄膜的方法,既保持了沉淀硬化不锈钢的高强度和良好韧性的特点,又拥有硬质薄膜高硬度、高耐磨性的性能,使髋臼锉具有优异的耐磨损性能,髋臼锉使用寿命提高一倍以上,有效提高工作效率,降低手术成本。
一种高硬度、耐磨髋臼锉专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0