







专利摘要
一种易焊接复合板组坯的制造方法,属于金属复合板制造领域,特征在于实施步骤是:①将基板和覆板相扣合的面打磨、清洗干净,扣合在一起;②再将上述扣合在一起的复合板的左、右端面和左、右端与凹形卡槽相贴合的面进行打磨,并清洗干净;③再将凹形卡槽的内表面打磨、清洗干净后,卡装在复合板的左、右端,形成复合板组坯A;④将上述复合板组坯A放在左、右立辊之间进行立轧;⑤再在上、下轧辊之间进行纵轧,轧制成易焊接复合板组坯。优点是简化了轧制过程,提高了复合板组坯的质量,提高了生产效率。
权利要求
1.一种易焊接复合板组坯的制造方法,其特征在于:实施步骤如下:
① 将基板(1)和覆板(2)相扣合的面打磨、清洗干净后扣合在一起;
② 将扣合在一起的复合板的左、右端面和左、右端与左、右凹形卡槽(3、3')相贴合的上、下面进行打磨、清洗干净;
③ 将左、右凹形卡槽(3、3')的内表面打磨,并清洗干净后,分别卡装在上述复合板的左、右端,形成复合板组坯(A);
④ 将上述复合板组坯(A),放置在左、右立辊(4、4')之间进行立轧;
⑤ 将上述立轧后的复合板组坯(A),放置在上、下轧辊(5、5')之间进行纵轧,轧制成易焊接复合板组坯(B)。
说明书
技术领域
本发明属于金属复合板制造技术领域,具体涉及一种易焊接复合板组坯的制造方法。
背景技术
金属复合板可以充分发挥材料的特性,实现资源的优化,满足各种使用要求,在电建、石化、造船、轻工、化工、汽车等行业得到广泛应用。
存在的问题是在金属复合板的焊接方面有较大困难。针对两种金属复合板的焊接,大多数选择分开焊接,即分别针对基层和覆层进行焊接,但是,由于两种金属的性能有所差别,在焊接过程中会出现很多问题,焊接效果不好导致焊缝开裂、产生气孔等问题。申请号2017100724844的发明专利公开一种双金属复合板焊接方法,是对复板端加工成I型坡口,在基板端加工成V型坡口;先进行基层焊接,再进行过渡层焊接,最后进行覆层焊接,此方法虽对焊接质量有一定改善,但是焊接过程较多,加工过程不好掌控。
发明内容
本发明目的是提供一种易焊接复合板组坯的制造方法,可克服现有技术存在的缺点。
本发明是这样实现的,其特征实施步骤如下:
1.将基板和覆板相扣合的面打磨、清洗干净后,扣合在一起;
2.将上述扣合在一起的复合板的左、右端面和左、右端与左、右凹形卡槽相贴合的上、下面进行打磨,并清洗干净;
3.将左、右凹形卡槽的内表面打磨,并清洗干净后,分别卡装在上述复合板的左、右端,形成复合板组坯A;
4.将上述复合板组坯A,放置在左、右立轧辊之间进行立轧;
5.将上述立轧后的复合板组坯A,放置在上、下轧辊之间进行纵轧,轧制成易焊接复合板组坯B,即是成品易焊接复合板组坯的成品件。
本发明优点及积极效果是:
复合板焊接过程不需要依次对基板和覆板进行焊接,简化了复合板焊接过程;提高复合板焊接质量,降低生产成本,提升生产效率。
附图说明
图1为基板与覆板扣合成为复合板的示意图;
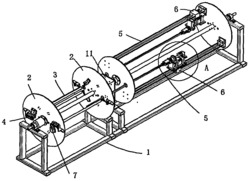
图2为左、右凹形卡槽卡装在左、右端成为复合板组坯的示意图;
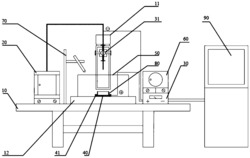
图3为将复合板组坯放在左、右立轧辊之间轧制示意图;
图4为将复合板组坯放在上、下轧辊之间轧制示意图;
图5为复合板组坯成品后示意图。
图中
1——基板,2——覆板,3、 3'——左、右凹形卡槽,4、4'——左、右立轧辊,5、5'——上、下轧辊。
具体实施方式
如图1所示,以铜板和铝板组合为例,铜板为基板1,铝板为覆板2。
(1)将基板1和覆板2的扣合面打磨并清洗干净后,扣合在一起;
(2)将扣合在一起的复合板的左、右端面和左、右端与左、右凹形卡槽相贴合的上、下面打磨,并清洗干净;
(3)将铝制的左、右凹形卡槽3、3'的内表面打磨并清洗干净后,分别卡装在复合板左、右端,形成复合板组坯A;
(4)将复合板组坯A放置在左右立轧辊4、4'之间进行立轧;
(5)将上述立轧后的复合板组坯A放置在上下轧辊5、5'之间进行纵轧,轧制成易焊接复合板组坯B。
一种易焊接复合板组坯的制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0