








专利摘要
本发明涉及一种薄层快速凝固成型装置及方法。本装置包括。本发明通过在工作腔室内放置窄缝状喷嘴,从喷嘴中连续流出液态金属薄层,薄层在一个连续移动且强制冷却的移动台上快速凝固,直至达到所需尺寸的零件。本发明生产效率高、成本相对低廉,适合于大铸锭的生产。
权利要求
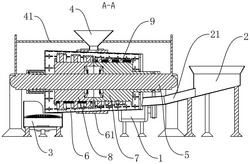
1.一种薄层逐层快速凝固成型装置,包括坩埚密封盖(1)、坩埚测温元件(2)、坩埚(3)、坩埚加热器(4)、真空室(5)、喷嘴加热器(6)、喷嘴(7)、喷嘴测温元件(8)、强制冷却台(9)、三维移动平台(10)、微机控制系统(11)、真空泵(12),其特征在于:所述坩埚密封盖(1)、坩埚测温元件(2)、坩埚(3)和坩埚加热器(4)组成的坩埚系统固定在真空室(5)上方;喷嘴(7)上端和坩埚(3)底部联通,位于真空室(5)内;强制冷却台(9)位于喷嘴(7)下端的正下方,并和三维移动平台(10)的上部相连;三维移动平台(10)放置于真空室(5)的底部;微机控制系统(11)位于真空室(5)外,且坩埚测温元件(2)、坩埚加热器(4)、喷嘴加热器(6)、喷嘴测温元件(8)、三维移动平台(10)以及真空泵(12)通过导线与之相连。
2.根据权利要求1所述一种薄层逐层快速凝固成型装置,其特征在于喷嘴(7)下端为窄缝状,缝宽为0.1-100mm,长度为1-2000mm;从喷嘴中流出的金属液流速控制在0-1000m/s。
3.根据权利要求1所述一种薄层逐层快速凝固成型装置,其特征在于在坩埚(3)内和喷嘴(7)外壁分别放置与微机控制系统(11)相连的测温元件(2、8),在坩埚(3)和喷嘴(7)内壁外围包裹加热器(4、6)。
4.根据权利要求1所述一种薄层逐层快速凝固成型装置,其特征在于强制冷却台(9)内有循环冷却水,冷却水温度设定为20oC。
5.根据权利要求1所述一种薄层逐层快速凝固成型装置,其特征在于在微机控制系统(11)中设定控制温度后,可通过与之相连的测温元件以及加热器对温度进行控制;微机控制系统(11)储存有需要加工零件的尺寸数据,然后对零件的三维模型进行分层,进而对三维移动平台(10)的位移进行控制。
6.一种薄层逐层快速凝固成型方法,采用根据权利要求1所述的薄层逐层快速凝固成型装置进行成型操作,操作步骤如下:
1).在微机控制系统(11)中输入需要加工的零件的尺寸数据;
2).在坩埚(3)中加入需要熔炼的金属,然后密封坩埚盖(1)和真空室(5)抽真空;
3).在微机控制系统(11)中设定坩埚温度,通过坩埚加热器(4)加热,熔化坩埚(3)中的金属;
4).在微机控制系统(11)中设定喷嘴温度,通过喷嘴加热器(6)加热,使喷嘴(7)中的温度高于金属的熔点,最后坩埚(3)中的金属液在自身重力作用下从窄缝状喷嘴下端流出金属液薄层;
5).启动强制冷却台(9)和三维移动平台(10),按设定轨迹和速度进行来回移动,进而加工出零件。
说明书
技术领域
本发明涉及一种薄层快速凝固成型装置及方法,属于材料加工技术领域。
背景技术
材料在人类的日常生活及生产实践中都是不可或缺的。随着人类社会文明的日益进步,对材料的生产工艺及最终性能的要求也是逐步提高。众所周知,材料的最终性能是由材料中的各种缺陷、组织形貌、相组成以及溶质分布决定的。几乎在所有的材料,尤其是金属材料的生产及加工过程中都会经历一个由液态到固态的凝固过程,同时凝固过程对材料的最终性能具有决定性的影响。因此,通过对材料的凝固过程进行控制,进而获得所期望的材料性能的技术或加工工艺一直以来是材料及冶金科学工作者的研究热点。
制造高质量的大铸锭一直以来是材料加工领域的一个难点。通过传统的模铸生产的大铸锭,晶粒组织粗大、宏观偏析严重,同时由于缩孔的形成,严重降低材料的利用率。通过在大铸锭凝固的过程中施加外场,如脉冲电流、电磁搅拌等方法可以明显的细化晶粒组织,但是对宏观偏析改善不明显,甚至会引起更严重的宏观偏析。因此,开发既可以细化晶粒组织,同时可以抑制宏观偏析的技术是非常必要的。
快速冷却成型技术是一种获得细小晶粒组织同时抑制宏观偏析的方法,如激光快速成型技术、液滴快速成型技术等。通过这些技术不仅可以制造形状极为复杂的试样,还可以获得优异的力学性能,其力学性能甚至可以和锻造方法制造的试样相媲美。但是目前的快速冷却成型技术生产效率低,生产成本高,并不适合大铸锭的生产。因此本发明提供一种可以高效率生产大型尺寸零件的快速冷却凝固成型技术。
发明内容
本发明目的是针对已有技术的不足,提供一种能够实现薄层逐层快速凝固的薄层快速凝固装置和方法,生产效率高,成本低并适合大铸锭的生产。
为达到上述目的,本发明采用下述技术方案:
一种薄层逐层快速凝固成型装置,包括坩埚密封盖(1)、坩埚测温元件(2)、坩埚(3)、坩埚加热器(4)、真空室(5)、喷嘴加热器(6)、喷嘴(7)、喷嘴测温元件(8)、强制冷却台(9)、三维移动平台(10)、微机控制系统(11)、真空泵(12),其特征在于:所述坩埚密封盖(1)、坩埚测温元件(2)、坩埚(3)和坩埚加热器(4)组成的坩埚系统固定在真空室(5)上方;喷嘴(7)上端和坩埚(3)底部联通,位于真空室(5)内;强制冷却台(9)位于喷嘴(7)下端的正下方,并和三维移动平台(10)的上部相连;三维移动平台(10)放置于真空室(5)的底部;微机控制系统(11)位于真空室(5)外,且坩埚测温元件(2)、坩埚加热器(4)、喷嘴加热器(6)、喷嘴测温元件(8)、三维移动平台(10)以及真空泵(12)通过导线与之相连。
所述喷嘴(7)下端为窄缝状,缝宽为0.1-100mm,长度为1-2000mm。从喷嘴中流出的金属液流速控制在0-1000m/s。在所述坩埚(3)内和喷嘴(7)外壁分别放置与微机控制系统(11)相连的测温元件(2、8),在坩埚(3)和喷嘴(7)内壁外围包裹加热器(4、6)。所述强制冷却台(9)内有循环冷却水,冷却水温度设定为20oC。在所述微机控制系统(11)中设定温度后,可通过与之相连的测温元件以及加热器对温度进行控制;微机控制系统(11)储存有需要加工零件的尺寸数据,然后对零件的三维模型进行分层,进而对三维移动平台(10)的位移进行控制。
一种薄层逐层快速凝固成型方法,采用上述装置进行成型操作,其特征在于操作步骤如下:
1).在微机控制系统(11)中输入需要加工的零件的尺寸数据;
2).在坩埚(3)中加入需要熔炼的金属,然后密封坩埚盖(1)和真空室(5)抽真空;
3).在微机控制系统(11)中设定坩埚温度,通过坩埚加热器(4)加热,熔化坩埚(3)中的金属;
4).在微机控制系统(11)中设定喷嘴温度,通过喷嘴加热器(6)加热,使喷嘴(7)中的温度高于金属的熔点,最后坩埚(3)中的金属液在自身重力作用下从窄缝状喷嘴下端流出金属液薄层;
5).启动强制冷却台(9)和三维移动平台(10),按设定轨迹和速度进行来回移动,进而加工出零件。
本发明与现有技术相比较,具有如下显而易见的突出实质性特点和显著技术进步:
1. 本发明的成型设备和方法,生产效率高于目前的3D打印技术,且成本相对低廉。
2. 本发明的成型设备和方法,可生产大尺寸的薄板和铸锭,且可同时得到晶粒细化和成分分布均匀的凝固组织。
附图说明
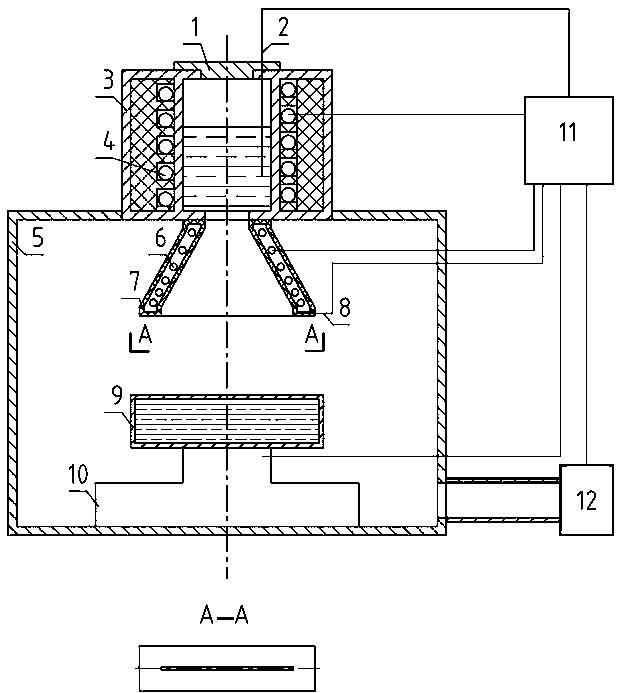
图1为本发明的薄层快速凝固成型装置结构示意图。
具体实施方式
现将本发明的优选实施例叙述于后:
实施例一:
参见图1,本薄层快速逐层快速凝固成型装置,包括坩埚密封盖(1)、坩埚测温元件(2)、坩埚(3)、坩埚加热器(4)、真空室(5)、喷嘴加热器(6)、喷嘴(7)、喷嘴测温元件(8)、强制冷却台(9)、三维移动平台(10)、微机控制系统(11)、真空泵(12),其特征在于:所述坩埚密封盖(1)、坩埚测温元件(2)、坩埚(3)和坩埚加热器(4)组成的坩埚系统固定在真空室(5)上方;喷嘴(7)上端和坩埚(3)底部联通,位于真空室(5)内;强制冷却台(9)位于喷嘴(7)下端的正下方,并和三维移动平台(10)的上部相连;三维移动平台(10)放置于真空室(5)的底部;微机控制系统(11)位于真空室(5)外,且坩埚测温元件(2)、坩埚加热器(4)、喷嘴加热器(6)、喷嘴测温元件(8)、三维移动平台(10)以及真空泵(12)通过导线与之相连。
实施例二:
本实施例与实施例一基本相同,特征之处如下:
所述喷嘴(7)下端为窄缝状,缝宽为0.1-100mm,长度为1-2000mm。从喷嘴中流出的金属液流速控制在0-1000m/s。在所述坩埚(3)内和喷嘴(7)外壁分别放置与微机控制系统(11)相连的测温元件(2、8),在坩埚(3)和喷嘴(7)内壁外围包裹加热器(4、6)。所述强制冷却台(9)内有循环冷却水,冷却水温度设定为20oC。在所述微机控制系统(11)中设定温度后,可通过与之相连的测温元件以及加热器对温度进行控制;微机控制系统(11)储存有需要加工零件的尺寸数据,然后对零件的三维模型进行分层,进而对三维移动平台(10)的位移进行控制。
实施例三:
本实施例中采用本发明的薄层快速凝固成型装置制备金属零件的步骤如下:
1). 打开坩埚盖(1),在坩埚(3)中加入22千克Al-17%wt.Si合金,然后在微机控制系统(11)中输入零件尺寸0.2m×0.2m×0.2m,并进行分层和轨迹设定;
2). 密封坩埚盖(1)和真空室(5),抽真空;
3). 在微机控制系统(11)中设定坩埚加热温度为750 oC,然后启动坩埚加热器(4)对Al-Si合金进行熔炼。
4). 在微机控制系统(11)中设定喷嘴加热温度为700 oC,然后启动喷嘴加热器(6)对喷嘴进行加热;
5). 启动强制冷却台(9)和三维移动平台(10),使从窄缝状喷嘴中流出的金属薄层不断的沉积在强制冷却台(9)上,直至达到所需尺寸的零件;
6). 待零件冷却后取出。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些实施例。依据本发明构思和基本原理的前提下,做出若干简单替换和改变,都应当视为属于本发明的保护范围。
薄层快速凝固成型装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0