





专利摘要
本实用新型公开了一种全自动金属材料晶粒细化与成型的一体制备装置,包括自动化旋转系统、自动换模系统、挤压成型系统及自动锁模装置;其中,所述自动化旋转系统的一端设置有所述挤压成型系统,所述挤压成型系统的一侧设置有所述自动锁模装置,所述挤压成型系统的底端设置有所述自动换模系统。有益效果:可以使原先只适应于铸造加工的金属,实现晶粒细化,韧性提高后,一次性完成挤压成型;该过程全自动化后可在很短时间内完成一系列的加工,材料温度基本没有下降,不需要进行重新加热保温,既节约了时间提高了效率,又节省了能源,降低了成本,拓宽了可进行塑性成形材料的范围,并且可以制备以前无法通过塑性成形加工的高强度工件。
权利要求
1.一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,包括自动化旋转系统、自动换模系统、挤压成型系统及自动锁模装置(10);
其中,所述自动化旋转系统的一端设置有所述挤压成型系统,所述挤压成型系统的一侧设置有所述自动锁模装置(10),所述挤压成型系统的底端设置有所述自动换模系统。
2.根据权利要求1所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述自动化旋转系统包括电机(1)和与所述电机(1)相配合的链条(3),且所述链条(3)远离所述电机(1)的一端与所述挤压成型系统相配合。
3.根据权利要求2所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述挤压成型系统包括与所述链条(3)相配合的锻压模具(2),所述锻压模具(2)为八边形形状,且所述锻压模具(2)的内部开设有两条十字交叉的方形通道(13),所述方形通道(13)内部安装有四块滑块(8),所述锻压模具(2)的前侧设置有主机挤压杆(11),所述锻压模具(2)的左侧设置有第二液压杆(12)。
4.根据权利要求3所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述自动换模系统包括与所述锻压模具(2)相配合的钢板(4),所述钢板(4)的中部一侧开设有与所述滑块(8)相配合的空心滑块槽(5),所述钢板(4)的一端设置有成型模具(6),所述钢板(4)靠近所述成型模具(6)的一端设置有与所述滑块(8)相配合的第一液压杆(7)。
5.根据权利要求4所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述自动锁模装置(10)包括后锁钳(1001)和位于所述后锁钳(1001)前侧的前锁钳(1002),且所述后锁钳(1001)与所述前锁钳(1002)合并前装填有待加工原材料(9)。
6.根据权利要求3所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,四块所述滑块(8)呈十字交叉状分布在所述方形通道(13)内部。
7.根据权利要求3所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述方形通道(13)的孔径大于所述滑块(8)的宽度,所述方形通道(13)内壁与所述滑块(8)之间填充有润滑油。
8.根据权利要求3所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述电机(1)的输出轴上与所述锻压模具(2)的输入轴上分别均设置有与所述链条(3)相配合的链轮。
9.根据权利要求5所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述后锁钳(1001)上水平开设有第一通孔(14),且所述第一通孔(14)与所述第二液压杆(12)相垂直。
10.根据权利要求5所述的一种全自动金属材料晶粒细化与成型的一体制备装置,其特征在于,所述前锁钳(1002)上水平开设有与所述主机挤压杆(11)相配合的第二通孔(15),且所述第二通孔(15)的内径大于所述主机挤压杆(11)的直径,所述第二通孔(15)与所述第二液压杆(12)相垂直。
说明书
技术领域
本实用新型涉及金属材料塑性加工技术领域,具体来说,涉及一种全自动金属材料晶粒细化与成型的一体制备装置。
背景技术
金属材料根据变形能力的强弱,可分为铸造金属和变形金属两大类。铸造金属本身韧性较差,塑性成型能力弱,在变形过程中易开裂,无法完成材料的挤压成型加工;变形合金本身韧性强,塑性成型能力强,可以通过塑性变形挤压成为目标产品的形状。变形金属是相比于铸造金属具有更大的发展潜力,通过材料结构的控制、热处理工艺的应用,变形金属可获得更高的强度、更好的延展性和更多样化的力学性能,从而满足多样化工程结构件的应用需求。但本身金属材料的塑性是限制铸造金属采用变形加工工艺成型的主要因素。
目前市场上的成型挤压机,只是简单的材料成型,由于产品外形的需求和模具形状设计的不同,在挤压过程中,存在原材料变形程度不同,从而导致产品应力分布不均匀,变形量小的,应力集中小,但材料形变强化弱,变形量大的,应力集中大,材料形变强化强,强度提高,塑形降低。应力集中处往往容易导致产品失效(塑性低),但形变强化有利于产品强度的提高。目前,为了减少应力集中,一般采用变形后退火处理,但退火处理同时也减弱了产品获得的形变强化。
晶粒细化能够同时提升金属材料的强度和韧性,因此相对于普通铸件,超细晶材料具有优良的综合力学性能,大塑性变形是制备超细晶材料的一种重要方法,其中等通道转角挤压(ECAP)能够制备较大尺寸的超细晶材料,是一种具有工程应用前景的超细晶工艺。等通道转角挤压,又称等径角挤压,是俄罗斯科学家Segal在1981年发明的材料加工方法,在上世纪八十年代并没有引起太多的重视。从上世纪末开始,对ECAP的研究得到了广泛的重视,特别是在采用该技术研制块体超细晶和纳米材料方面引起了广泛的关注。近年来,等径角挤压已被认为是最有工业应用前景的块体超细晶材料加工技术。经过多道次的ECAP加工,铝合金、钛金属、低碳钢和不锈钢等大多获得了晶粒尺寸在1μm以下的超细晶组织,有的甚至达到了晶粒直径100nm左右的块体纳米材料;组织均匀性和材料力学性能得到了明显改善,特别是塑性变形能力和韧性得到了极大的提高。例如河海大学马爱斌教授采用回转式等通道转角挤压(RD-ECAP)对铝硅共晶合金进行加工,使得该合金的冲击韧性提高了10倍。由此可见,ECAP是改善金属材料组织和力学性能的重要手段之一,但目前ECAP研究仍然停留在实验室阶段,且只能够制备超细晶块材,要做成可使用的工件,必须进行二次加工,工艺复杂。并且ECAP加工和成型加工均为大塑性加工,需要将金属加热到一定温度,保温一定时间,整个材料温度均匀后,进行热加工,目前的工艺,为ECAP超细晶加工和材料成型加工分为两步,需要进行两次重复加热保温,效率低下,且存在大量的材料、能源等的浪费。
针对相关技术中的问题,目前尚未提出有效的解决方案。
实用新型内容
针对相关技术中的问题,本实用新型提出一种全自动金属材料晶粒细化与成型的一体制备装置,在原有RD-ECAP模具的基础上,集成了自动化旋转系统、自动换模系统及挤压成型系统,能够一次性完成晶粒细化和材料成型,以克服现有相关技术所存在的上述技术问题。
为此,本实用新型采用的具体技术方案如下:
一种全自动金属材料晶粒细化与成型的一体制备装置,包括自动化旋转系统、自动换模系统、挤压成型系统及自动锁模装置;其中,所述自动化旋转系统的一端设置有所述挤压成型系统,所述挤压成型系统的一侧设置有所述自动锁模装置,所述挤压成型系统的底端设置有所述自动换模系统。
进一步的,为了实现模具的自动化旋转,所述自动化旋转系统包括电机和与所述电机相配合的链条,且所述链条远离所述电机的一端与所述挤压成型系统相配合。
进一步的,为了挤压成型为丝材、板材、管材等,所述挤压成型系统包括与所述链条相配合的锻压模具,所述锻压模具为八边形形状,且所述锻压模具的内部开设有两条十字交叉的方形通道,所述方形通道内部安装有四块滑块,所述锻压模具的前侧设置有主机挤压杆,所述锻压模具的左侧设置有第二液压杆。
进一步的,为了实现RD-ECAP模具和成型模具的无缝对接,进而实现自动换模,所述自动换模系统包括与所述锻压模具相配合的钢板,所述钢板的中部一侧开设有与所述滑块相配合的空心滑块槽,所述钢板的一端设置有成型模具,所述钢板靠近所述成型模具的一端设置有与所述滑块相配合的第一液压杆。
进一步的,为了将锻压模具与成型模具锁死,保证该全自动金属材料晶粒细化与成型的一体制备装置的正常稳定运行,所述自动锁模装置包括后锁钳和位于所述后锁钳前侧的前锁钳,且所述后锁钳与所述前锁钳合并前装填有待加工原材料。
进一步的,为了使得挤压过程中滑块可在锻压模具内部的方形通道中平稳滑动,四块所述滑块呈十字交叉状分布在所述方形通道内部。
进一步的,为了使得挤压过程中滑块可在锻压模具内部的方形通道中平稳滑动,所述方形通道的孔径大于所述滑块的宽度,所述方形通道内壁与所述滑块之间填充有润滑油。
进一步的,为了保证电机顺利通过链条驱动锻压模具运动,所述电机的输出轴上与所述锻压模具的输入轴上分别均设置有与所述链条相配合的链轮。
进一步的,为了给挤压成型后的丝材、板材、管材等预留出料口,所述后锁钳上水平开设有第一通孔,且所述第一通孔与所述第二液压杆相垂直。
进一步的,为了保证主机挤压杆的正常运行,所述前锁钳上水平开设有与所述主机挤压杆相配合的第二通孔,且所述第二通孔的内径大于所述主机挤压杆的直径,所述第二通孔与所述第二液压杆相垂直。
本实用新型的有益效果为:
(1)、利用此全自动金属材料晶粒细化与成型的一体制备装置,可以使原先只适应于铸造加工的金属,实现晶粒细化,韧性提高后,一次性完成挤压成型。
(2)、该过程全自动化后可在很短时间内完成一系列的加工,材料温度基本没有下降,不需要进行重新加热保温,既节约了时间提高了效率,又节省了能源,降低了成本,拓宽了可进行塑性成形材料的范围,并且可以制备以前无法通过塑性成形加工的高强度工件。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
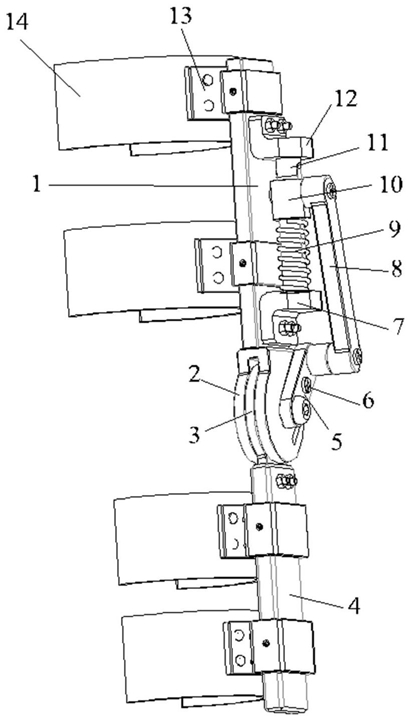
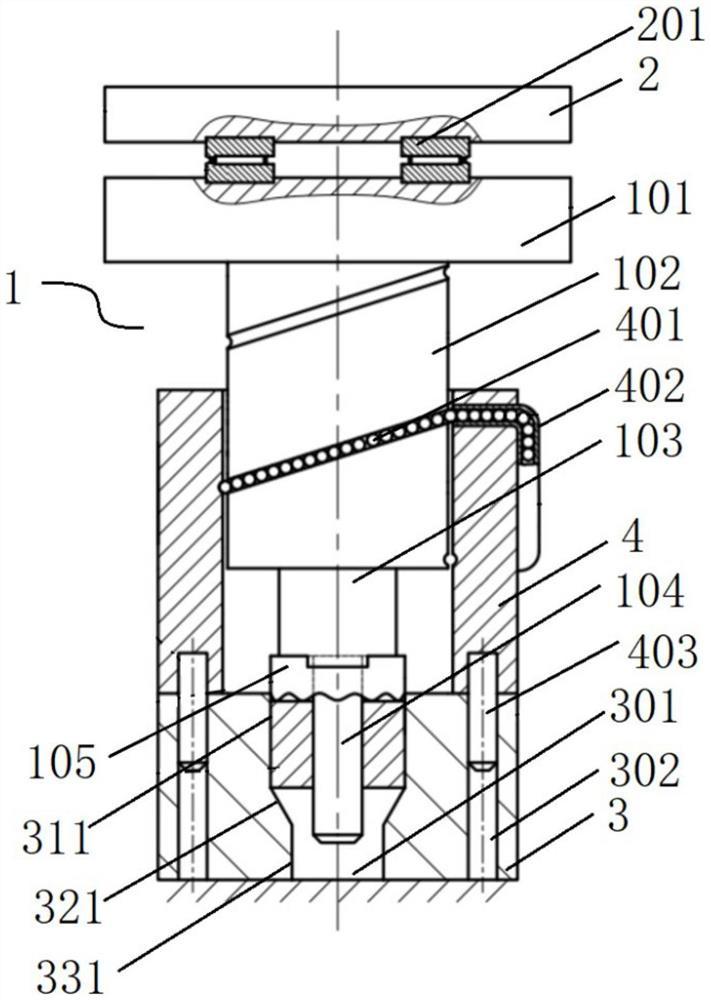
图1是根据本实用新型实施例的一种全自动金属材料晶粒细化与成型的一体制备装置的自动化旋转系统与自动换模系统整体装配图;
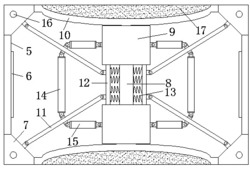
图2是根据本实用新型实施例的一种全自动金属材料晶粒细化与成型的一体制备装置的自动化旋转系统的结构示意图;
图3是根据本实用新型实施例的一种全自动金属材料晶粒细化与成型的一体制备装置的自动换模系统的结构示意图;
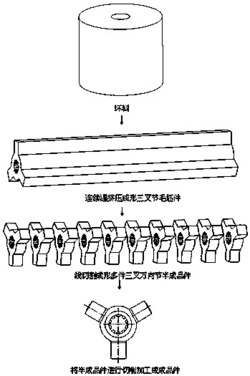
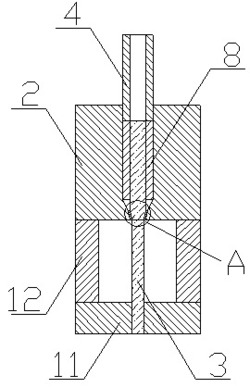
图4是根据本实用新型实施例的一种全自动金属材料晶粒细化与成型的一体制备装置的RD-ECAP细晶加工示意图;
图5是根据本实用新型实施例的一种全自动金属材料晶粒细化与成型的一体制备装置的自动换模系统的结构示意图;
图6是根据本实用新型实施例的一种全自动金属材料晶粒细化与成型的一体制备装置的挤压成型系统的结构示意图;
图7是根据本实用新型实施例的AZ91镁合金普通挤压成型和自动化RD-ECAP细晶挤压成型后力学性能测试对比图;
图8是根据本实用新型实施例的AZ61镁合金普通挤压成型和自动化RD-ECAP细晶挤压成型后力学性能测试对比图。
图中:
1、电机;2、锻压模具;3、链条;4、钢板;5、空心滑块槽;6、成型模具;7、第一液压杆;8、滑块;9、待加工原材料;10、自动锁模装置;1001、后锁钳;1002、前锁钳;11、主机挤压杆;12、第二液压杆;13、方形通道;14、第一通孔;15、第二通孔。
具体实施方式
为进一步说明各实施例,本实用新型提供有附图,这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
根据本实用新型的实施例,提供了一种全自动金属材料晶粒细化与成型的一体制备装置。
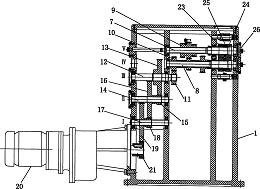
现结合附图和具体实施方式对本实用新型进一步说明,如图1-6所示,根据本实用新型实施例的全自动金属材料晶粒细化与成型的一体制备装置,包括自动化旋转系统、自动换模系统、挤压成型系统及自动锁模装置10;其中,所述自动化旋转系统的一端设置有所述挤压成型系统,所述挤压成型系统的一侧设置有所述自动锁模装置10,所述挤压成型系统的底端设置有所述自动换模系统。
借助于上述技术方案,利用此全自动金属材料晶粒细化与成型的一体制备装置,可以使原先只适应于铸造加工的金属,实现晶粒细化,韧性提高后,一次性完成挤压成型;并且该过程全自动化后可在很短时间内完成一系列的加工,材料温度基本没有下降,不需要进行重新加热保温,既节约了时间提高了效率,又节省了能源,降低了成本,拓宽了可进行塑性成形材料的范围,并且可以制备以前无法通过塑性成形加工的高强度工件。
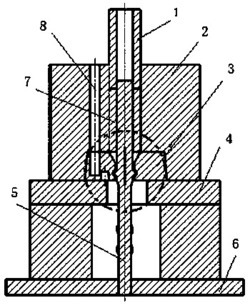
在一个实施例中,对于上述自动化旋转系统来说,所述自动化旋转系统包括电机1和与所述电机1相配合的链条3,且所述链条3远离所述电机1的一端与所述挤压成型系统相配合,从而实现模具的自动化旋转。
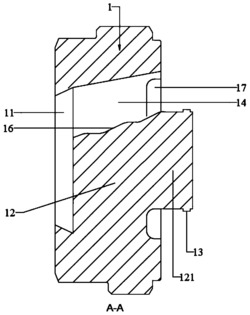
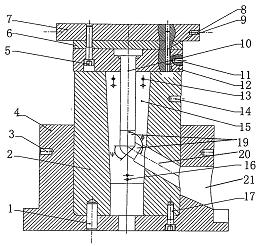
在一个实施例中,对于上述挤压成型系统来说,所述挤压成型系统包括与所述链条3相配合的锻压模具2,所述锻压模具2为八边形形状,且所述锻压模具2的内部开设有两条十字交叉的方形通道13,所述方形通道13内部安装有四块滑块8,所述锻压模具2的前侧设置有主机挤压杆11,所述锻压模具2的左侧设置有第二液压杆12,从而挤压成型为丝材、板材、管材等。
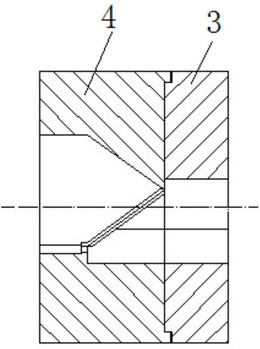
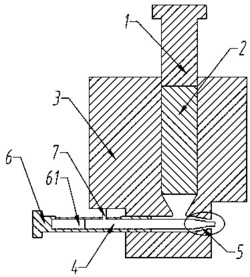
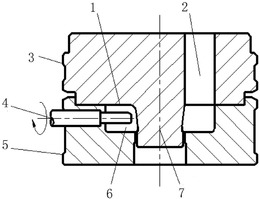
在一个实施例中,对于上述自动换模系统来说,所述自动换模系统包括与所述锻压模具2相配合的钢板4,所述钢板4的中部一侧开设有与所述滑块8相配合的空心滑块槽5,所述钢板4的一端设置有成型模具6,所述钢板4靠近所述成型模具6的一端设置有与所述滑块8相配合的第一液压杆7,从而实现RD-ECAP模具和成型模具的无缝对接,进而实现自动换模。
在一个实施例中,对于上述自动锁模装置10来说,所述自动锁模装置10包括后锁钳1001和位于所述后锁钳1001前侧的前锁钳1002,且所述后锁钳1001与所述前锁钳1002合并前装填有待加工原材料9,从而将锻压模具2与成型模具6锁死,保证该全自动金属材料晶粒细化与成型的一体制备装置的正常稳定运行。
在一个实施例中,对于上述滑块8来说,四块所述滑块8呈十字交叉状分布在所述方形通道13内部,从而使得挤压过程中滑块8可在锻压模具2内部的方形通道13中平稳滑动。
在一个实施例中,对于上述方形通道13来说,所述方形通道13的孔径大于所述滑块8的宽度,所述方形通道13内壁与所述滑块8之间填充有润滑油,从而使得挤压过程中滑块8可在锻压模具2内部的方形通道13中平稳滑动。
在一个实施例中,对于上述电机1来说,所述电机1的输出轴上与所述锻压模具2的输入轴上分别均设置有与所述链条3相配合的链轮,从而保证电机1顺利通过链条3驱动锻压模具2运动。
在一个实施例中,对于上述后锁钳1001来说,所述后锁钳1001上水平开设有第一通孔14,且所述第一通孔14与所述第二液压杆12相垂直,从而给挤压成型后的丝材、板材、管材等预留出料口。
在一个实施例中,对于上述前锁钳1002来说,所述前锁钳1002上水平开设有与所述主机挤压杆11相配合的第二通孔15,且所述第二通孔15的内径大于所述主机挤压杆11的直径,所述第二通孔15与所述第二液压杆12相垂直,从而保证主机挤压杆11的正常运行。
为了方便理解本实用新型的上述技术方案,以下就本实用新型在实际过程中的工作原理或者操作方式进行详细说明。
自动化旋转系统:
目前实验室中的RD-ECAP模具旋转为人工手动旋转,且RD-ECAP模具在挤压过程中要承担很大的挤压力和撞击震动,需要锁死固定,在RD-ECAP挤压道次之间需要精准完成定向90°的定向旋转。在自动化过程中,选用电机1来实现定向旋转,但由于加工过程中巨大的压力和震动电机不能直接刚性连接到RD-ECAP模具上,因此采用柔性的链条3传动,来实模具的自动化旋转,如图2所示。
自动换模系统:
为了实现RD-ECAP的连续加工,必须要用到四块滑块8,且在成型模具6的位置必须用实体厚钢板4堵死,在ECAP细晶加工完成后,成型加工之前,需要拿掉最前端的滑块8,将厚钢板4的位置换成经预热的成型模具6(可根据成型需要置换不同形状的模具),才能实现RD-ECAP模具和成型模具的无缝对接。因此,设计了自动换模系统,如图3所示。RD-ECAP细晶加工完成后,通过第一液压杆7带动,将空心滑块槽5移动到RD-ECAP模具正前方,在液压杆的配合下,将前端滑块8带走,并再次通过第一液压杆7将经预热的成型模具6送至RD-ECAP模具正前方,实现自动换模。
挤压成型系统:
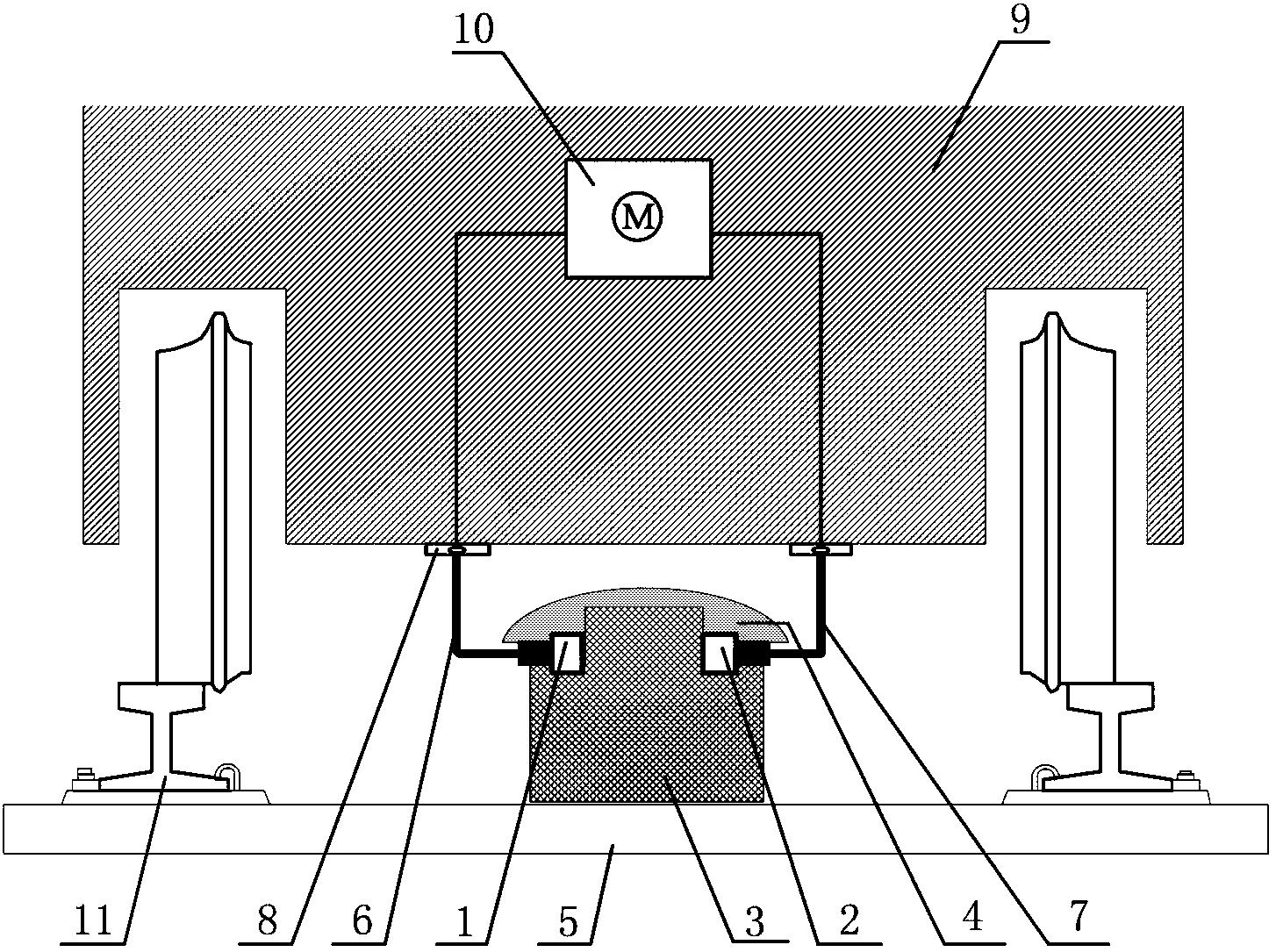
如图1、4、5及6所示,模具左侧的滑块8,在RD-ECAP细晶加工过程中需保持滑动,且需为RD-ECAP模具留有足够的旋转空间,但在挤压成型过程中需要堵死固定,因此设计为可活动的第二液压杆12。在RD-ECAP细晶加工完成后,通过自动换模系统迅速将经过预热的成型模具6换至RD-ECAP模具正前方,然后将后锁钳1001和前锁钳1002合并,将锻压模具2与成型模具6锁死,同时第二液压杆12将压紧模具左侧,主机挤压杆11前进,推动后滑块8向前,从而推动待加工原材料9通过成型模具6,挤压成型为丝材、板材、管材等。
该全自动金属材料晶粒细化与成型的一体制备装置在实际应用时,在锻压加工开始之前,自动锁模装置10中的后锁钳1001和前锁钳1002分开,感应加热炉落下,套在锻压模具2上,将其加热到适当温度并保温一定时间,使待加工原材料9得到充分预热后,感应加热炉升起,自动锁模装置10中的后锁钳1001和前锁钳1002合并锁死锻压模具,此时,自动换模系统中实体钢板4处于模具正前方,限制滑块8的滑动,当主机挤压杆11加压时,待加工原材料9只能向模具左侧运动,通过十字交叉的方形通道13内壁直角的剪切作用,实现晶粒细化,同时左侧的滑块8被顶出一半,如图4所示,在滑块8的背压力的作用下,待加工原材料9发生剪切变形,并最终保持长方体外形不变。此为等通道转角挤压(ECAP)的一次挤压过程。一道次挤压结束后,后锁钳1001和前锁钳1002分开,由电机1通过链条3带动锻压模具2,在图1中沿顺时针旋转90°,此时又回到如图1的初始状态,如此反复,可实现自动化多道次ECAP加工。当加工到预定道次后,后锁钳1001和前锁钳1002分开,通过第一液压杆7带动,将空心滑块槽5送至锻压模具正前方,然后,后锁钳1001和前锁钳1002合并锁死,同时,第二液压杆12压紧模具左侧,限制左侧滑块8的滑动。此时,主机挤压杆11向前推进,待加工原材料9只能沿挤压杆方向向前滑动,将前方滑块8推至空心滑块槽5处,如图5所示。然后,主机挤压杆11停止并退回,第二液压杆12退回,后锁钳1001和前锁钳1002分开,第一液压杆7继续向下推动,将前方的滑块8带离,并将经过预热的成型模具6送至锻压模具2正前方,随后将后锁钳1001和前锁钳1002合并,将锻压模具2与成型模具6锁死,同时第二液压杆12将压紧模具左侧。主机挤压杆11前进,推动后滑块8向前,从而推动待加工原材料9通过成型模具6,挤压成型为丝材、板材、管材等,如图6所示。
为了方便理解本实用新型的上述技术方案,以下结合实验数据对本实用新型的上述方案的进行详细说明,具体如下:
实验一:
AZ91镁合金普通挤压成型和自动化RD-ECAP细晶挤压成型后力学性能测试对比,如图7所示。
AZ91镁合金普通挤压成型极限强度为250MPa,断裂延伸率为15%;
AZ91镁合金自动化RD-ECAP细晶挤压成型,极限强度380Mpa,断裂延伸率为27%;
则,AZ91镁合金经过自动化RD-ECAP细晶挤压成型后,极限强度提高52%,断裂延伸率提高80%。
实验二:
AZ61镁合金普通挤压成型和自动化RD-ECAP细晶挤压成型后力学性能测试对比,如图8所示。
AZ61镁合金普通挤压成型极限强度为170MPa,断裂延伸率为14%;
AZ61镁合金自动化RD-ECAP细晶挤压成型,极限强度290Mpa,断裂延伸率为24%;
则,AZ91镁合金经过自动化RD-ECAP细晶挤压成型后,极限强度提高70.6%,断裂延伸率提高71.4%。
综上所述,借助于本实用新型的上述技术方案,利用此全自动金属材料晶粒细化与成型的一体制备装置,可以使原先只适应于铸造加工的金属,实现晶粒细化,韧性提高后,一次性完成挤压成型;并且该过程全自动化后可在很短时间内完成一系列的加工,材料温度基本没有下降,不需要进行重新加热保温,既节约了时间提高了效率,又节省了能源,降低了成本,拓宽了可进行塑性成形材料的范围,并且可以制备以前无法通过塑性成形加工的高强度工件。
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
一种全自动金属材料晶粒细化与成型的一体制备装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0