





专利摘要
本发明公开一种金刚石输能窗及其制备方法,金刚石输能窗包括上、下金属片、金刚石圆片及中间层。该结构对应的制备方法,包括:对上金属片、下金属片和金刚石圆片表面进行化学机械抛光处理、清洗;在金刚石圆片表面的窗口区域制作掩膜;对上金属片、下金属片和金刚石圆片表面进行反溅射;在上、下金属片和金刚石圆片表面沉积中间层材料;去除镀膜后的金刚石圆片表面的掩膜;利用热压键合使溅射有中间层材料的上金属片、下金属片和金刚石圆片紧密结合,得到金刚石输能窗。此外,在超高真空下使用表面激活键合的方法,可得到无中间层的金刚石输能窗。本发明解决了在制备金刚石表面金属化、焊接困难以及可能发生金刚石产生裂纹或断裂的问题。
权利要求
1.一种金刚石输能窗的制备方法,其特征在于,包含如下步骤:
S1,对上金属片(1)、金刚石圆片(2)和下金属片(3)进行反溅射,使得表面激活;再在上金属片(1)、金刚石圆片(2)和下金属片(3)表面镀上中间层(4);
S2,将上金属片(1)和下金属片(3)装配于金刚石圆片(2)两侧,得到装配体;
S3,将所述装配体进行热压键合,得到金刚石输能窗;
S3中,热压键合时,真空度为10
所述中间层(4)包含溅射于上金属片(1)、金刚石圆片(2)以及下金属片(3)表面的底层金属薄膜(4-1)和溅射于底层金属薄膜(4-1)表面的顶层金属薄膜(4-2),底层金属薄膜(4-1)厚度为5-20nm;顶层金属薄膜(4-2)厚度为5-30nm;
或者所述中间层(4)采用Si薄膜,厚度为5-10nm。
2.根据权利要求1所述的一种金刚石输能窗的制备方法,其特征在于,对上金属片(1)、金刚石圆片(2)和下金属片(3)进行抛光,之后对上金属片(1)、金刚石圆片(2)和下金属片(3)进行清洗,再在金刚石圆片(2)表面的窗口区域制作掩膜,然后进行S1,在S1完成后,去除掩膜,再进行S2。
3.根据权利要求2所述的一种金刚石输能窗的制备方法,其特征在于,上金属片(1)、金刚石圆片(2)和下金属片(3)进行抛光后,表面均方粗糙度不大于5nm。
4.根据权利要求1所述的一种金刚石输能窗的制备方法,其特征在于,S1中,在不大于10
5.根据权利要求1所述的一种金刚石输能窗的制备方法,其特征在于,底层金属薄膜(4-1)为Ti薄膜、Cr薄膜、Mo薄膜、W薄膜或Ta薄膜;顶层金属薄膜(4-2)为Cu薄膜、Al薄膜、Fe薄膜或Au薄膜。
6.一种金刚石输能窗的制备方法,其特征在于,其过程如下:
将上金属片(1)、金刚石圆片(2)和下金属片(3)清洗之后,在室温、真空度不大于10
反溅射完成后,在真空度小于10
将所述装配体进行热压键合,得到金刚石输能窗;
在真空度小于10
7.根据权利要求6所述的一种金刚石输能窗的制备方法,其特征在于:
使用Ar离子束对上金属片(1)、金刚石圆片(2)和下金属片(3)进行反溅射,反溅射功率为30-60W,时间为60-300s。
8.一种金刚石输能窗,其特征在于,通过权利要求1-7任意一项所述的金刚石输能窗的制备方法制得。
说明书
技术领域
本发明属于真空电子器件领域,具体涉及一种金刚石输能窗及其制备方法。
背景技术
金刚石具有热导率高、硬度高、热膨胀系数小、化学性质稳定等优点,并且在高频下介电性能表现优异,能够进一步降低微波传输损耗,是微波真空器件理想的输能窗材料。
金刚石的碳原子具有饱和性与方向性,化学稳定性好,大多数金属钎料都对其不浸润,导致其焊接性差,故一般需要在金刚石表面制备复杂的金属化层增加其可焊性。金刚石表面金属化以及与金属的焊接质量,决定着其能量传输的效果。然而,金刚石的钎焊性较差,金属化工艺复杂;其次,在高的焊接温度下,金刚石容易碳化;最后,若金刚石表面金属与焊料之间的热膨胀失配过于明显,还会使金刚石产生裂纹或断裂。
发明内容
本发明的目的在于提供一种金刚石输能窗及其制备方法,本发明利用晶片键合技术制造金刚石输能窗,能够解决现有技术中存在的制备金刚石表面金属化、焊接困难以及可能发生的金刚石产生裂纹或断裂的问题。
为了实现以上目的,本发明所采取的技术方案如下;
一种金刚石输能窗的制备方法,包含如下步骤:
S1,对上金属片、金刚石圆片和下金属片进行反溅射,使得表面激活;再在上金属片、金刚石圆片和下金属片表面镀上中间层;
S2,将上金属片和下金属片装配于金刚石圆片两侧,得到装配体;
S3,将所述装配体进行热压键合,得到金刚石输能窗。
对上金属片、金刚石圆片和下金属片进行抛光,之后对上金属片、金刚石圆片和下金属片进行清洗,再在金刚石圆片表面的窗口区域制作掩膜,然后进行S1,在S1完成后,去除掩膜,再进行S2。
上金属片、金刚石圆片和下金属片进行抛光后,表面均方粗糙度不大于5nm。
S1中,在不大于10
所述中间层包含溅射于上金属片、金刚石圆片以及下金属片表面的底层金属薄膜和溅射于底层金属薄膜表面的顶层金属薄膜,底层金属薄膜为Ti薄膜、Cr薄膜、Mo薄膜、W薄膜或Ta薄膜,底层金属薄膜厚度为5-20nm;顶层金属薄膜为Cu薄膜、Al薄膜、Fe薄膜或Au薄膜,顶层金属薄膜厚度为5-30nm。
所述中间层采用Si薄膜,厚度为5-10nm。
S3中,热压键合时,真空度为10
本发明上述金刚石输能窗的制备方法中,对S1、S2和S3所述的工艺进行优化,使用表面激活键合,进一步制备出无中间层的金刚石输能窗,其过程如下:
将上金属片、金刚石圆片和下金属片清洗之后,在室温、真空度不大于10
反溅射完成后,应迅速在真空度小于10
将所述装配体进行热压键合,得到金刚石输能窗。
使用Ar离子束对上金属片、金刚石圆片和下金属片进行反溅射,反溅射功率为30-60W,时间为60-300s;
在真空度小于10
一种金刚石输能窗,通过本发明上述金刚石输能窗的制备方法制得。
本发明与现有技术相比,具有以下有益效果:
本发明金刚石输能窗的制备方法中对上金属片、金刚石圆片和下金属片进行反溅射和镀上中间层,将镀上中间层的上金属片和下金属片装配于金刚石圆片两侧,接着进行热压键合,即得到金刚石输能窗。本发明的制备方法能够实现金刚石圆片与上金属片以及下金属片之间的连接,同时工艺简短,简洁高效,相比于在金刚石圆片上沉积阻挡层、浸润层等实现金刚石金属化的传统方法,利用键合工艺制造金刚石输能窗无需此过程中的高温退火,更加节能,同时避免了金刚石因高温而产生裂纹或断裂;在上金属片、金刚石圆片和下金属片表面溅射中间层,利用键合工艺能够提高金刚石圆片与上金属片、下金属片之间的结合力,大大增强了金刚石圆片与上金属片、下金属片的可连接性与密封性。利用键合工艺制造金刚石输能窗的方法使金刚石金属化工艺和焊接工艺的成本更低,更加简洁高效,适宜工业大规模生产。
进一步的,中间层中,底层金属薄膜为Ti薄膜、Cr薄膜、Mo薄膜、W薄膜或Ta薄膜,因此底层薄膜与金刚石圆片表面具有很强的浸润性和结合力;顶层金属薄膜为Cu薄膜、Al薄膜、Fe薄膜或Au薄膜,因此顶层薄膜具有很强的延展性,底层金属薄膜和顶层金属薄膜通过原子扩散,能够极大增加金刚石圆片与上金属片、下金属片之间的键合强度和密封性。
本发明另一优化的金刚石输能窗的制备方法使用表面激活键合,制备出无中间层的金刚石输能窗,能够保证金刚石圆片与上金属片、下金属片之间具有良好的键合强度,不仅改善了金刚石的可焊性,还大大提高了金刚石输能窗的散热性能。
由上述本发明金刚石输能窗制备方法的有益效果可知,本发明的金刚石输能窗中金刚石圆片与上金属片、下金属片之间的结合力强,大大增强了金刚石圆片与上金属片、下金属片的可连接性与密封性。
附图说明
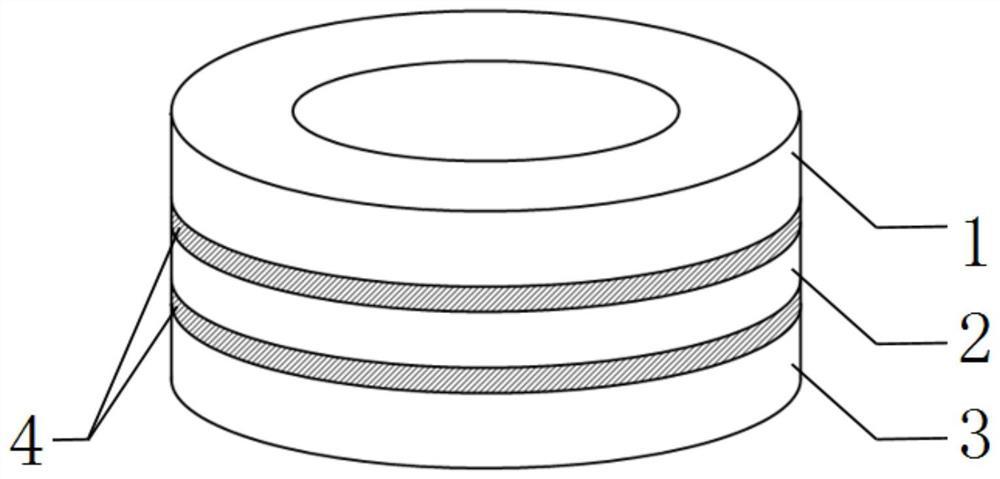
图1为本发明一实施例中利用晶片键合技术制造的金刚石输能窗的结构示意图。
图2为本发明上金属片沉积中间层材料后的结构示意图。
图3为本发明下金属片沉积中间层材料后的结构示意图。
图4为本发明金刚石圆片沉积中间层材料后的结构示意图。
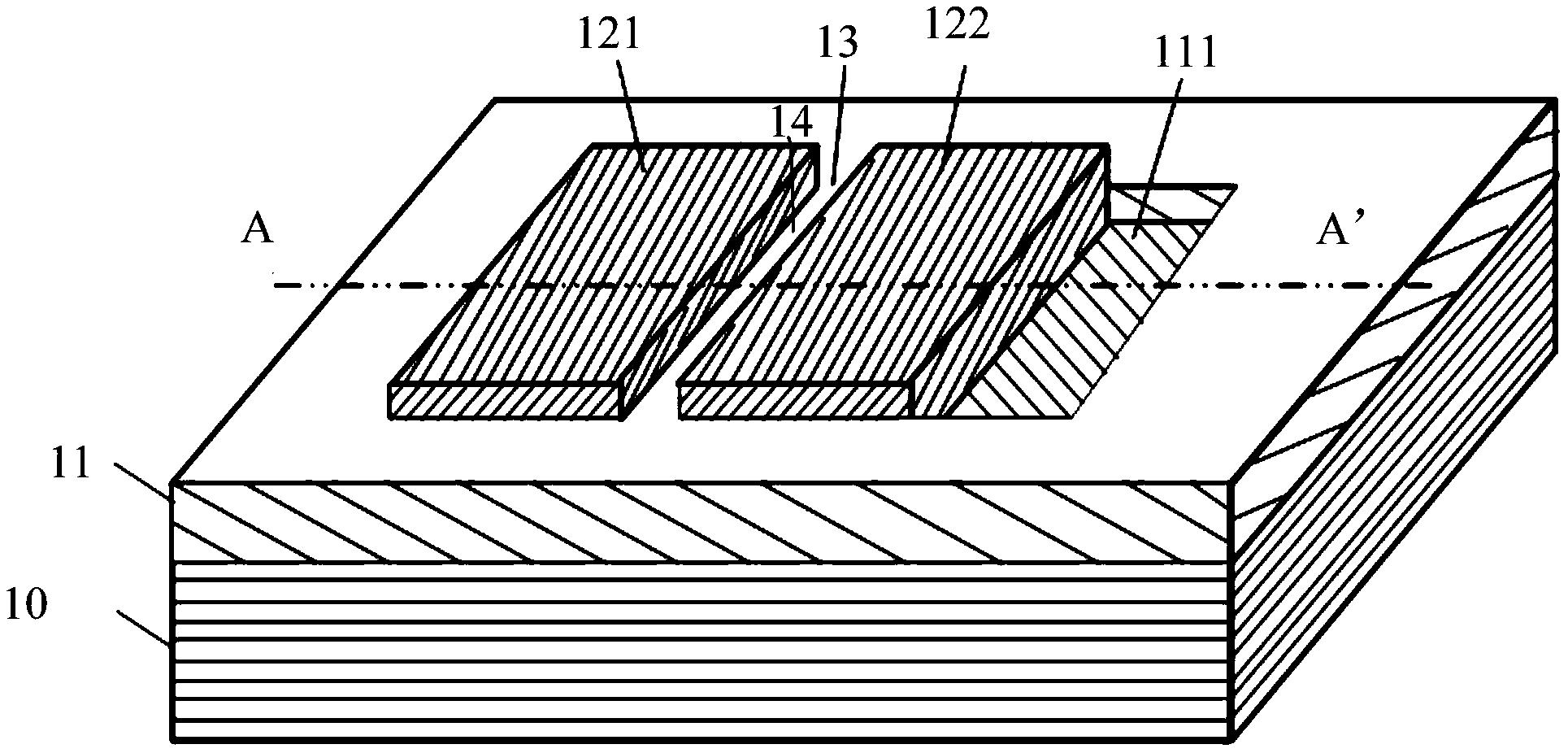
图5为本发明另一实施例中利用晶片键合技术制造的金刚石输能窗的结构示意图。
图中,1-上金属片,2-金刚石圆片,3-下金属片,4-中间层,4-1-底层金属,4-2-顶层金属。
具体实施方式
结合附图和具体实施例进一步阐明本发明。
参见图1~图4,为本发明一实施例的金刚石输能窗,该金刚石输能窗的结构与现有金刚石输能窗的结构相似,具体包括上金属片1、下金属片3、位于上金属片1与下金属片3之间的金刚石圆片2以及位于上金属片1与金刚石圆片2之间、下金属片3与金刚石圆片2之间的中间层4,该金刚石输能窗的制备方法包括以下步骤:
1)对上金属片1、下金属片3和金刚石圆片2表面进行化学机械抛光处理,保证上金属片1、下金属片3和金刚石圆片2拥有优异的表面平整度;
2)对上金属片1、下金属片3和金刚石圆片2表面进行清洗,去除表面污物;
3)在金刚石圆片2表面的窗口区域制作掩膜;
4)对上金属片1、下金属片3和金刚石圆片2表面进行反溅射处理,进一步去除表面污染物,并且使表面活化;
5)利用磁控溅射仪在上金属片1、下金属片3和金刚石圆片2表面沉积中间层4,其中上金属片1和下金属片3均只在一面沉积中间层4,金刚石圆片2两侧面均沉积中间层4;
6)去除金刚石圆片2表面的掩膜;
7)利用模具按照图1所示的分布结构(上金属片1和下金属片3分别位于金刚石圆片2上下两侧)完成金刚石输能窗的精确装配,利用热压键合使溅射有中间层4的上金属片1、下金属片3和金刚石圆片2紧密结合,得到该结构所示的金刚石输能窗。
其中,步骤1)中,保证化学机械抛光后上金属片1、下金属片3和金刚石圆片2的表面均方粗糙度不大于5nm。步骤2)中,使用丙酮、酒精等溶剂进行超声波清洗后,再用去离子水涮洗。步骤3)中,采用紫外曝光工艺制作掩膜,所用掩膜材料为AR-P 3510T光刻胶。步骤4)中,使用Ar离子束进行反溅射,反溅射功率为30-50W,时间为100-240s。步骤5)中,如图2~图4所示,中间层4可使用金属薄膜,该金属薄膜包含底层金属薄膜4-1和顶层金属薄膜4-2,上金属片1、下金属片3和金刚石圆片2表面先沉积底层金属薄膜4-1,再沉积顶层金属薄膜4-2。其中底层金属薄膜4-1的金属使用Ti、Cr、Mo、W或Ta,底层金属薄膜4-1的厚度为5-20nm;顶层金属薄膜4-2的金属使用Cu、Al、Fe或Au,顶层金属薄膜4-2的厚度为5-30nm。中间层4的材料还可使用非金属薄膜,如Si薄膜,厚度为5-10nm。步骤6)中,对于AR-P 3510T光刻胶,使用丙酮作为去除剂去除掩膜。步骤7)中,热压键合的条件为:真空度为10
此外,本发明另一实施例的金刚石输能窗,该金刚石输能窗使用表面激活键合的方法制造,相较于上一实施例以及现有结构的金刚石输能窗,本实施例的金刚石输能窗无中间层,如图5所示,其结构包括上金属片1、下金属片3和金属片之间的金刚石圆片2。本实施例的金刚石输能窗的制备过程为:
将上金属片1、下金属片3和金刚石圆片2清洗之后,室温下,置于真空度小于10
实施例1
如图1所示,为本实施例金刚石输能窗的结构示意图,该金刚石输能窗包括上金属片1、下金属片3和中间的金刚石圆片2,并且上金属片1、下金属片3和中间的金刚石圆片2表面对应的圆环形键合区域均沉积有中间层4,然后通过热压键合组装而成。
制备上述本实施例金刚石输能窗的方法包括以下步骤:
1)对上金属片1、下金属片3和金刚石圆片2表面进行化学机械抛光处理,保证其拥有优异的表面平整度,其表面均方粗糙度不大于5nm。其中所用金刚石圆片2为单晶金刚石圆片,厚度为0.3mm,直径为8mm。所用上、下金属片均为圆环形不锈钢圆片,厚度为0.5mm,外直径为8mm,内直径为4mm。
2)对上金属片1、下金属片3和金刚石圆片2表面进行清洗,去除表面污物。清洗时,先用丙酮超声清洗5min,再用无水乙醇超声清洗5min,最后用去离子水涮洗,然后吹干。
3)在金刚石圆片2表面的窗口区域制作掩膜,保证能量传输窗所在圆形区域的直径为4mm。采用紫外曝光技术制作掩膜,所用光刻胶为AR-P 3510T,经过旋涂,烘干,曝光,显影等步骤制成掩膜。
4)使用Ar离子束对上金属片1、下金属片3和金刚石圆片2表面进行反溅射处理,进一步去除表面污染物,并且使表面活化。反溅射功率为30W,时间为240s。
5)利用磁控溅射仪在上金属片1、下金属片3和金刚石圆片2表面沉积中间层4。此实施例所使用的中间层4的材料为Mo/Au,其中Mo作为底层金属薄膜4-1采用的金属,底层金属薄膜4-1厚度为5nm,Au作为顶层金属薄膜4-2采用的金属,顶层金属薄膜4-2厚度为5nm。
6)将金刚石圆片2在丙酮溶剂中浸泡,以去除镀膜后的金刚石圆片2表面的掩膜,然后重复步骤2)进行表面清洗,得到沉积有中间层4的金刚石圆片2的结构示意图如图4所示。图2和图3分别为沉积有中间层4的上金属片1和下金属片3的结构示意图。
7)利用模具按照图1的结构完成金刚石输能窗的精确装配,利用热压键合使溅射有中间层4的上金属片1、下金属片3和金刚石圆片2紧密结合。热压键合的条件为:真空度为10
实施例2
如图1所示,为本实施例金刚石输能窗的结构示意图,该金刚石输能窗包括上金属片1、下金属片3和中间的金刚石圆片2,并且上金属片1、下金属片3和中间的金刚石圆片2表面对应的圆环形键合区域均沉积有中间层4,然后通过热压键合组装而成。
制备上述本实施例金刚石输能窗的方法包括以下步骤:
1)对上金属片1、下金属片3和金刚石圆片2表面进行化学机械抛光处理,保证其拥有优异的表面平整度,其表面均方粗糙度不大于5nm。其中所用金刚石圆片2为单晶金刚石圆片,厚度为0.5mm,直径为8mm。所用上、下金属片均为圆环形不锈钢圆片,厚度为0.5mm,外直径为8mm,内直径为4mm。
2)对上金属片1、下金属片3和金刚石圆片2表面进行清洗,去除表面污物。清洗时,先用丙酮超声清洗5min,再用无水乙醇超声清洗5min,最后用去离子水涮洗,然后吹干。
3)在金刚石圆片2表面的窗口区域制作掩膜,保证能量传输窗所在圆形区域的直径为4mm。采用紫外曝光技术制作掩膜,所用光刻胶为AR-P 3510T,经过旋涂,烘干,曝光,显影等步骤制成掩膜。
4)使用Ar离子束对上金属片1、下金属片3和金刚石圆片2表面进行反溅射处理,进一步去除表面污染物,并且使表面活化。反溅射功率为30W,时间为200s。
5)利用磁控溅射仪在上金属片1、下金属片3和金刚石圆片2表面沉积中间层4。此实施例所使用的中间层4的材料为Ti/Au,其中Ti作为底层金属薄膜4-1采用的金属,底层金属薄膜4-1厚度为5nm,Au作为顶层金属薄膜4-2采用的金属,顶层金属薄膜4-1厚度为30nm。
6)将金刚石圆片2在丙酮溶剂中浸泡,以去除镀膜后的金刚石圆片2表面的掩膜,然后重复步骤2)进行表面清洗,得到沉积有中间层4的金刚石圆片2的结构示意图如图4所示。图2和图3分别为沉积有中间层4的上金属片1和下金属片3的结构示意图。
7)利用模具按照图1的结构完成金刚石输能窗的精确装配,利用热压键合使溅射有中间层4的上金属片1、下金属片3和金刚石圆片2紧密结合。热压键合的条件为:真空度为10
实施例3
如图1所示,为本实施例金刚石输能窗的结构示意图,该金刚石输能窗包括上金属片1、下金属片3和中间的金刚石圆片2,并且上金属片1、下金属片3和中间的金刚石圆片2表面对应的圆环形键合区域均沉积有中间层4,然后通过热压键合组装而成。
制备上述本实施例金刚石输能窗的方法包括以下步骤:
1)对上金属片1、下金属片3和金刚石圆片2表面进行化学机械抛光处理,保证其拥有优异的表面平整度,其表面均方粗糙度不大于5nm。其中所用金刚石圆片2为单晶金刚石圆片,厚度为0.3mm,直径为8mm。所用上、下金属片均为圆环形不锈钢圆片,厚度为0.5mm,外直径为8mm,内直径为4mm。
2)对上金属片1、下金属片3和金刚石圆片2表面进行清洗,去除表面污物。清洗时,先用丙酮超声清洗5min,再用无水乙醇超声清洗5min,最后用去离子水涮洗,然后吹干。
3)在金刚石圆片2表面的窗口区域制作掩膜,保证能量传输窗所在圆形区域的直径为4mm。采用紫外曝光技术制作掩膜,所用光刻胶为AR-P 3510T,经过旋涂,烘干,曝光,显影等步骤制成掩膜。
4)使用Ar离子束对上金属片1、下金属片3和金刚石圆片2表面进行反溅射处理,进一步去除表面污染物,并且使表面活化。反溅射功率为50W,时间为100s。
5)利用磁控溅射仪在上金属片1、下金属片3和金刚石圆片2表面沉积中间层4。此实施例所使用的中间层4的材料为W/Fe,其中W作为底层金属薄膜4-1采用的金属,底层金属薄膜4-1厚度为20nm,Fe作为顶层金属薄膜4-2采用的金属,顶层金属薄膜4-1厚度为20nm。
6)将金刚石圆片2在丙酮溶剂中浸泡,以去除镀膜后的金刚石圆片2表面的掩膜,然后重复步骤2)进行表面清洗,得到沉积有中间层4的金刚石圆片2的结构示意图如图4所示。图2和图3分别为沉积有中间层4的上金属片1和下金属片3的结构示意图。
7)利用模具按照图1的结构完成金刚石输能窗的精确装配,利用热压键合使溅射有中间层4的上金属片1、下金属片3和金刚石圆片2紧密结合。热压键合的条件为:真空度为10
实施例4
如图5所示,为本实施例金刚石输能窗的结构示意图,该金刚石输能窗包括上金属片1、下金属片3和中间的金刚石圆片2,并且上金属片1、下金属片3和中间的金刚石圆片2经过表面激活后,通过热压键合组装而成。
制备上述本实施例金刚石输能窗的方法包括以下步骤:
1)对上金属片1、下金属片3和金刚石圆片2表面进行化学机械抛光处理,保证其拥有优异的表面平整度,其表面均方粗糙度不大于2nm。其中所用金刚石圆片2为单晶金刚石圆片,厚度为0.3mm,直径为8mm。所用上、下金属片均为圆环形不锈钢圆片,厚度为0.5mm,外直径为8mm,内直径为4mm。
2)对上金属片1、下金属片3和金刚石圆片2表面进行清洗,去除表面污物。清洗时,先用丙酮超声清洗5min,再用无水乙醇超声清洗5min,最后用去离子水涮洗,然后吹干。
3)在小于10
4)在小于10
实施例5
如图5所示,为本实施例金刚石输能窗的结构示意图,该金刚石输能窗包括上金属片1、下金属片3和中间的金刚石圆片2,并且上金属片1、下金属片3和中间的金刚石圆片2经过表面激活后,通过热压键合组装而成。
制备上述本实施例金刚石输能窗的方法包括以下步骤:
1)对上金属片1、下金属片3和金刚石圆片2表面进行化学机械抛光处理,保证其拥有优异的表面平整度,其表面均方粗糙度不大于2nm。其中所用金刚石圆片2为单晶金刚石圆片,厚度为0.3mm,直径为8mm。所用上、下金属片均为圆环形不锈钢圆片,厚度为0.5mm,外直径为8mm,内直径为4mm。
2)对上金属片1、下金属片3和金刚石圆片2表面进行清洗,去除表面污物。清洗时,先用丙酮超声清洗5min,再用无水乙醇超声清洗5min,最后用去离子水涮洗,然后吹干。
3)在小于10
4)在小于10
实施例6
如图5所示,为本实施例金刚石输能窗的结构示意图,该金刚石输能窗包括上金属片1、下金属片3和中间的金刚石圆片2,并且上金属片1、下金属片3和中间的金刚石圆片2经过表面激活后,通过热压键合组装而成。
制备上述本实施例金刚石输能窗的方法包括以下步骤:
1)对上金属片1、下金属片3和金刚石圆片2表面进行化学机械抛光处理,保证其拥有优异的表面平整度,其表面均方粗糙度不大于2nm。其中所用金刚石圆片2为单晶金刚石圆片,厚度为0.3mm,直径为8mm。所用上、下金属片均为圆环形不锈钢圆片,厚度为0.5mm,外直径为8mm,内直径为4mm。
2)对上金属片1、下金属片3和金刚石圆片2表面进行清洗,去除表面污物。清洗时,先用丙酮超声清洗5min,再用无水乙醇超声清洗5min,最后用去离子水涮洗,然后吹干。
3)在小于10
4)在小于10
本发明所利用的键合中间层结构,其中底层金属薄膜与金刚石圆片表面具有很强的结合力,而顶层金属薄膜具有很强的延展性,通过原子扩散,可以极大增加键合强度和密封性。另外使用表面激活键合的方法,还可以避免引入中间层材料,使得制备过程更加简洁高效;(2)相比于现有技术在金刚石圆片上沉积阻挡层、浸润层等实现金刚石金属化的传统方法,本发明利用晶片键合技术制造金刚石输能窗无需此过程中的高温退火,更加节能;(3)通过金刚石与金属片的异质集成,大大增强了金刚石的可焊性,改善了焊接质量;(4)利用晶片键合技术制造金刚石输能窗的方法使金刚石金属化工艺和焊接工艺的成本更低,更加简洁高效,适宜工业大规模生产。
一种金刚石输能窗及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0