








专利摘要
本发明为一种高强韧耐蚀钛锆基合金及其制备方法。该合金为钛‑锆‑铬合金,三种元素所占原子比分别为:Zr46.5~50%,Ti46.5~50%,Cr1.5~5%,余量为不可避免的杂质。制备方法中,通过非自耗真空电弧熔炼炉进行熔炼,熔炼5~7次,得到铸锭合金;其中,熔炼电流为240~300A/S。本发明的合金具有良好的综合性能且成本低廉。
权利要求
1.一种高强韧耐蚀钛锆基合金,其特征为该合金为钛-锆-铬合金,三种元素所占原子比分别为:Zr 47.5~50%,Ti 47.5~50%,Cr 1.5~5%,且Zr与Ti的原子比例为1:1,余量为不可避免的杂质;
所述的高强韧耐蚀钛锆基合金的制备方法,该方法包括以下步骤:
(1)分别将纯度为工业级海绵锆、纯钛和纯铬清洗后,按照以上的比例配料;
(2)将所配得的原料置于非自耗真空电弧熔炼炉的水冷铜坩埚中,抽高真空至3.0~3.5×10
(3)引弧熔炼前,向电弧炉腔体内充入0.03MPa-0.05MPa的高纯氩气后进行熔炼,熔炼5~7次,得到铸锭合金;其中,熔炼电流为240~300A。
2.如权利要求1所述的所述的高强韧耐蚀钛锆基合金,其特征为所述的制备方法中,工业级海绵锆的纯度为99.4%,纯钛的纯度为99%,纯铬的纯度为99.95% 。
说明书
技术领域
本发明涉及钛合金与锆合金领域,特别涉及一种高强度高韧性和高耐蚀性的钛锆基合金及其制备方法。
背景技术
钛及其合金以其高比强度、低密度、优良的耐腐蚀性和良好的生物相容性在化工、航天、海洋和生物医学等领域具有重要的应用价值和广阔的发展前景。
但是传统钛合金的广泛应用受到其低强度(880-900MPa)和硬度(HV300-320)的限制。为了提高钛的力学性能,采用锆、铝、钒、硼、钼、铌、钽等多种元素对钛合金进行合金化,研制出了一些二元和多元合金。
其中,锆和钛在元素周期表中属于同一IVB族,具有相同的电子结构、晶格类型和类似的化学性质。经过合金化后,这两种元素可形成高温的体心立方结构的β相和低温的密排六方结构的α相的无限固溶体。以Ti-Zr二元合金为医用材料的研究表明,Ti-Zr二元合金有着良好的综合力学性能。
由于钛锆基合金性能表现优异,为进一步扩展其应用领域人们广泛研究了其加入不同合金元素后的力学性能,如张湘义等人研究的一种钛锆基合金的制备方法中,制备了含41~62wt.%的钛、31~51wt.%的锆、5wt.%的铝和3wt.%的钒的钛锆基四元合金,与传统的Ti6Al4V合金相比,屈服强度和抗拉强度均提高了400MPa,又如李岩等人研究的一种钛锆基三元形状记忆合金,该合金由30~50at.%的锆,0.2at.%~10at的第三组元和余量的钛组成,其中第三组元包括锡、铝、钼、银、镓中的一种,在保持较高屈服强度的前提下,合金展现出优异的形状记忆功能,但这些研究大都集中于合金的力学性能,对合金的腐蚀性能却没有展开研究。
发明内容
本发明的目的是针对当前技术中存在的不足,提供一种高强韧耐蚀钛锆基合金及其制备方法。该合金以原子百分比为1:1的钛锆二元合金作为基体,加入β相稳定元素Cr,以制得含有高耐蚀性的β相合金。本发明的合金具有良好的综合性能且成本低廉。
本发明的技术方案为:
一种高强韧耐蚀钛锆基合金,该合金为钛-锆-铬合金,三种元素所占原子比分别为:Zr46.5~50%,Ti 46.5~50%,Cr 1.5~5%,余量为不可避免的杂质。
所述的高强韧耐蚀钛锆基合金的制备方法,包括以下步骤:
(1)分别将纯度为工业级海绵锆、纯钛和纯铬清洗后,按照以上的比例配料;
(2)将所配得的料置于非自耗真空电弧熔炼炉的水冷铜坩埚中,抽高真空至3.0~3.5×10-3Pa;
(3)引弧熔炼前,向电弧炉腔体内充入0.03MPa-0.05MPa的高纯氩气后进行熔炼,熔炼5~7次,得到铸锭合金;其中,熔炼电流为240~300A/S。
所述的纯锆为工业级海绵锆,纯钛的纯度为99%,纯铬的纯度为99.95%。
本发明的实质性特点为:
本发明在不影响钛锆二元合金力学性能的前提下少量降低锆的含量,并加入Cr元素从而降低合金点蚀发生,以制得具有更好强韧性和耐腐蚀性的三元合金。
本发明的有益效果为:
1、制得的钛锆铬系列合金强度高,塑性好,且具有优异的耐腐蚀性能;
2、通过加入Cr元素,降低了β相向α相转变温度,合金易于锻造和变形,同时也易于调控合金的微观组织。另一方面,Cr本身能提高合金的耐蚀性的性能更加凸显了Zr和Ti在耐蚀性方面的优势;
3、相比于Ti50Zr50合金,本发明中所有含Cr合金的抗压强度和韧性均有所提高(强度相比Ti50Zr50合金最高提高了177Mpa,韧性最高提高了13.3GPa),并且本发明中所有含Cr合金在5mol/L的HCl溶液中浸泡144小时后腐蚀速率均为零,表现出较好的抗压能力和耐腐蚀能力。
4、生产成本低,加工过程简单。
附图说明
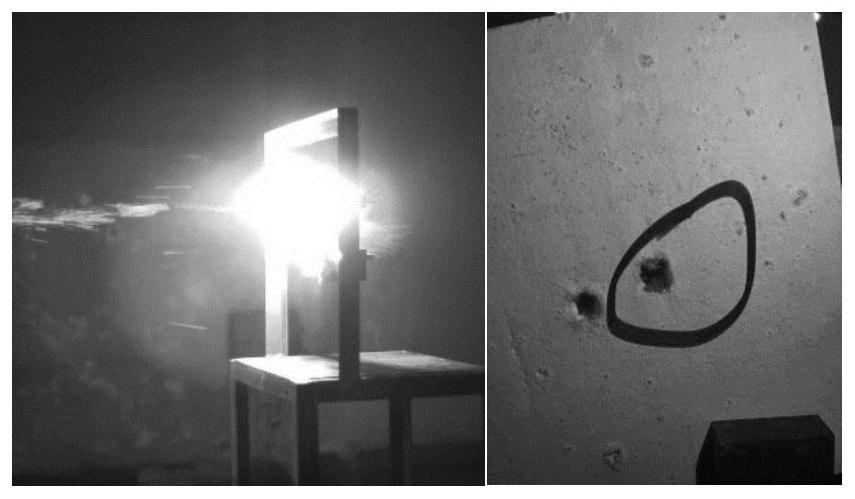
图1为实施例1制得的钛锆合金的金相光学显微图;
图2为实施例1制得的钛锆合金浸泡试验后的金相光学显微图;
图3为实施例2制得的钛锆铬合金的金相光学显微图;
图4为实施例2制得的钛锆铬合金浸泡试验后的金相光学显微图;
图5为实施例3制得的钛锆铬合金的金相光学显微图;
图6为实施例3制得的钛锆铬合金浸泡试验后的金相光学显微图;
图7为实施例4制得的钛锆铬合金的金相光学显微图;
图8为实施例4制得的钛锆铬合金浸泡试验后的金相光学显微图。
具体实施方式
以下对本发明中实施方式做进一步地详细描述以使本发明的技术、发明目的和发明优点更加清楚。
实施例1
(1)取纯度为99.4%的工业级海绵锆13.1g、纯度为99%的钛丝6.9g分别浸于无水乙醇中,超声波清洗后按照合金原子比Ti50Zr50配料;
(2)将所配得的料置于WK-Ⅱ型非自耗真空电弧熔炼炉的水冷铜坩埚中,抽高真空至3×10-3Pa;
(3)引弧熔炼前向电弧炉腔体内充入纯度为99.999%的0.04MPa的高纯氩气作为保护气后在240A/S的电流下进行熔炼,为保证最终获得成分均匀的铸锭,在每次熔炼完毕后对铸锭进行反转处理,反复熔炼及翻转铸锭五次;
(4)电火花线切割机床(快走丝DK7745)将熔炼并冷却完毕后的铸锭切出尺寸为 的圆柱体,使用砂纸小心磨平并抛光至无划痕,试验在INSTRON5985的电子式万能材料试验机上进行,加载直至试样发生失效变形,测得样品的准静态抗压强度及临界断裂应变作为反映材料压缩性能的指标。实验结果测得在变形力16.3KN、变形量8.71%时合金发生断裂,相较于其他成分的钛锆二元合金表现出较好的抗压能力。
(5)用电火花线切割机床将熔炼并冷却完毕后的铸锭切出尺寸为10mm×10mm×10mm的立方体块,使用砂纸小心磨平并抛光至无划痕,记录下样品的原始质量,然后将立方体块浸入预先配置好的浓度为5mol/L的HCl溶液中,每隔48h将样品取出用无水乙醇清洗且彻底干燥后称量重量并继续浸入新配的浓度相同的HCl溶液中,该步骤共重复进行五次,记录每次称量的数值,按照公式计算样品的腐蚀速率,式中为样品的腐蚀速率,W1为样品腐蚀之前的质量,W2为样品腐蚀之后的质量,t为腐蚀时间,A为样品浸入溶液中的总面积。实验结果测得在144小时后合金的重量在天平允许的误差范围内几乎无损失,腐蚀速率较小,为0.5mg/cm2。
对本实施例得到的不含Cr元素的钛锆二元合金进行金相组织观察结果如图1所示,合金的显微组织由片层状的α相组成,并且α相宽度极小;对浸泡试验后的合金进行金相组织观察,结果如图2所示,合金表面出现明显的黑色的腐蚀痕迹,说明已经被腐蚀,只是还未引起合金质量的大量损失。
实施例2
(1)取纯度为99.4%的工业级海绵锆13.0g、纯度为99%的钛丝6.8g和纯度为99.95%的电解态铬薄片0.15g分别浸于无水乙醇中,超声波清洗后按照合金原子比Ti49.25Zr49.25Cr1.5配料;
(2)将所配得的料置于WK-Ⅱ型非自耗真空电弧熔炼炉的水冷铜坩埚中,抽高真空至3×10-3Pa;
(3)引弧熔炼前向电弧炉腔体内充入纯度为99.999%的0.04MPa的高纯氩气作为保护气后在240A/S的电流下进行熔炼,为保证最终获得成分均匀的铸锭,在每次熔炼完毕后对铸锭进行反转处理,反复熔炼及翻转铸锭五次;
(4)电火花线切割机床(快走丝DK7745)将熔炼并冷却完毕后的铸锭切出尺寸为 的圆柱体,使用砂纸小心磨平并抛光至无划痕,试验在INSTRON5985的电子式万能材料试验机上进行,加载直至试样发生失效变形,测得样品的准静态抗压强度及临界断裂应变作为反映材料压缩性能的指标。实验结果测得在变形力16.7KN、变形量8.77%时合金发生断裂,相较于Ti50Zr50合金表现出更好的抗压能力。
(5)用电火花线切割机床将熔炼并冷却完毕后的铸锭切出尺寸为10mm×10mm×10mm的立方体块,使用砂纸小心磨平并抛光至无划痕,记录下样品的原始质量,然后将立方体块浸入预先配置好的浓度为5mol/L的HCl溶液中,每隔48h将样品取出用无水乙醇清洗且彻底干燥后称量重量并继续浸入新配的浓度相同的HCl溶液中,该步骤共重复进行五次,记录每次称量的数值,按照公式计算样品的腐蚀速率,式中为样品的腐蚀速率,W1为样品腐蚀之前的质量,W2为样品腐蚀之后的质量,t为腐蚀时间,A为样品浸入溶液中的总面积。实验结果测得在144小时后合金的重量在天平允许的误差范围内无损失,腐蚀速率为零,表现出较好的耐腐蚀能力。
对本实施例得到的钛锆铬合金进行金相组织观察,结果如图3所示,合金的显微组织由有序排列的针状组织组成;对浸泡试验后的合金进行金相组织观察,结果如图4所示,相比于Ti50Zr50合金,腐蚀面积明显减小,说明加入Cr元素后合金耐腐蚀性能得到提升。
实施例3
(1)取纯度为99.4%的工业级海绵锆12.8g、纯度为99%的钛丝6.7g和纯度为99.95%的电解态铬薄片0.5g分别浸于无水乙醇中,超声波清洗后按照合金原子比Ti48.5Zr48.5Cr3配料;
(2)将所配得的料置于WK-Ⅱ型非自耗真空电弧熔炼炉的水冷铜坩埚中,抽高真空至3×10-3Pa;
(3)引弧熔炼前向电弧炉腔体内充入纯度为99.999%的0.04MPa的高纯氩气作为保护气后在240A/S的电流下进行熔炼,为保证最终获得成分均匀的铸锭,在每次熔炼完毕后对铸锭进行反转处理,反复熔炼及翻转铸锭五次;
(4)电火花线切割机床(快走丝DK7745)将熔炼并冷却完毕后的铸锭切出尺寸为 的圆柱体,使用砂纸小心磨平并抛光至无划痕,试验在INSTRON5985的电子式万能材料试验机上进行,加载直至试样发生失效变形,测得样品的准静态抗压强度及临界断裂应变作为反映材料压缩性能的指标。实验结果测得在变形力17.3KN、变形量8.80%时合金发生断裂,相较于Ti50Zr50合金表现出更好的抗压能力。
(5)用电火花线切割机床将熔炼并冷却完毕后的铸锭切出尺寸为10mm×10mm×10mm的立方体块,使用砂纸小心磨平并抛光至无划痕,记录下样品的原始质量,然后将立方体块浸入预先配置好的浓度为5mol/L的HCl溶液中,每隔48h将样品取出用无水乙醇清洗且彻底干燥后称量重量并继续浸入新配的浓度相同的HCl溶液中,该步骤共重复进行五次,记录每次称量的数值,按照公式计算样品的腐蚀速率,式中为样品的腐蚀速率,W1为样品腐蚀之前的质量,W2为样品腐蚀之后的质量,t为腐蚀时间,A为样品浸入溶液中的总面积。实验结果测得在144小时后合金的重量在天平允许的误差范围内无损失,腐蚀速率为零,表现出较好的耐腐蚀能力。
对本实施例得到的钛锆铬合金进行金相组织观察,结果如图5所示,合金的显微组织由β晶粒组成,未观察到低温α相;对浸泡试验后的合金进行金相组织观察,结果如图6所示,相比于Ti50Zr50合金,腐蚀面积明显减小,说明加入Cr元素后合金耐腐蚀性能得到提升,且Cr元素含量越高耐腐蚀性能越好。
实施例4
(1)取纯度为99.4%的工业级海绵锆12.6g、纯度为99%的钛丝6.6g和纯度为99.95%的电解态铬薄片0.8g分别浸于无水乙醇中,超声波清洗后按照合金原子比Ti47.5Zr47.5Cr5配料;
(2)将所配得的料置于WK-Ⅱ型非自耗真空电弧熔炼炉的水冷铜坩埚中,抽高真空至3×10-3Pa;
(3)引弧熔炼前向电弧炉腔体内充入纯度为99.999%的0.04MPa的高纯氩气作为保护气后在240A/S的电流下进行熔炼,为保证最终获得成分均匀的铸锭,在每次熔炼完毕后对铸锭进行反转处理,反复熔炼及翻转铸锭五次;
(4)电火花线切割机床(快走丝DK7745)将熔炼并冷却完毕后的铸锭切出尺寸为 的圆柱体,使用砂纸小心磨平并抛光至无划痕,试验在INSTRON5985的电子式万能材料试验机上进行,加载直至试样发生失效变形,测得样品的准静态抗压强度及临界断裂应变作为反映材料压缩性能的指标。实验结果测得在变形力17.9KN、变形量8.87%时合金发生断裂,相较于Ti50Zr50合金表现出更好的抗压能力。
(5)用电火花线切割机床将熔炼并冷却完毕后的铸锭切出尺寸为10mm×10mm×10mm的立方体块,使用砂纸小心磨平并抛光至无划痕,记录下样品的原始质量,然后将立方体块浸入预先配置好的浓度为5mol/L的HCl溶液中,每隔48h将样品取出用无水乙醇清洗且彻底干燥后称量重量并继续浸入新配的浓度相同的HCl溶液中,该步骤共重复进行五次,记录每次称量的数值,按照公式计算样品的腐蚀速率,式中为样品的腐蚀速率,W1为样品腐蚀之前的质量,W2为样品腐蚀之后的质量,t为腐蚀时间,A为样品浸入溶液中的总面积。实验结果测得在144小时后合金的重量在天平允许的误差范围内无损失,腐蚀速率为零,表现出较好的耐腐蚀能力。
对本实施例得到的钛锆铬合金进行金相组织观察,结果如图7所示,合金的显微组织由β晶粒组成,未观察到低温α相;对浸泡试验后的合金进行金相组织观察,结果如图8所示,相比于Ti50Zr50合金,腐蚀面积明显减小,说明加入Cr元素后合金耐腐蚀性能得到提升,且Cr元素含量越高合金的耐腐蚀性能越好。
表1为本发明中所有实施例的力学性能于腐蚀性能实测结果,除实施例2外,实施例3和4的弹性模量均比实施例1的低,表现出更优异的强韧性。因此根据表中实验结果并结合每个实施例的金相组织图与浸泡实验后的金相图可以推断出,本发明提供的新型Ti-Zr-Cr合金的强韧性与耐腐蚀性能显著提高。
表1:本发明实施例1、2、3、4、5的力学性能测试和腐蚀性能测试结果
本发明是通过实施例来表述的,但并不对本发明构成限制,参照本发明的描述,所公开的实施例中的其他变化对于钛合金和锆合金领域中的研究学者是易于猜想得到的,此变化应属于本发明专利要求限定的范围之内。
本发明未尽事宜为公知技术。
一种高强韧耐蚀钛锆基合金及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0