

IPC分类号 : B65B23/00,B65B35/18,B65B35/24,B65B43/18,B65B61/28






专利摘要
一种杯子类易碎品柔性化自动包装机,包括外部框架以及安装在外部框架上的工作平台、用于双层充气袋送料的充气自调节上料机构、用于将双层充气袋的袋口打开的开袋机构、用于杯子类易碎品送料的杯子类易碎品柔性上料机构、用于将杯子类易碎品放入双层充气袋内的摆动运送机构、用于将双层充气袋进行充气的充气机构和用于包装成品下料的下料机构;所述工作平台的后部自左至右分别设有用于搁置双层充气袋的双层充气袋堆料区、用于杯子类易碎品装袋的装袋区、用于包装成品下料的下料口。本发明提供一种包装时间较短、可适应不同尺寸大小、自动化程度较高、节省人工的杯子类易碎品柔性化自动包装机。
权利要求
1.一种杯子类易碎品柔性化自动包装机,其特征在于:包括外部框架以及安装在外部框架上的工作平台、用于双层充气袋送料的充气自调节上料机构、用于将双层充气袋的袋口打开的开袋机构、用于杯子类易碎品送料的杯子类易碎品柔性上料机构、用于将杯子类易碎品放入双层充气袋内的摆动运送机构、用于将双层充气袋进行充气的充气机构和用于包装成品下料的下料机构;
双层充气袋包括外袋和内袋,所述内袋嵌入所述外袋内,所述外袋与内袋的袋口侧边密封粘贴,所述外袋的袋口处设有充气口,所述充气口与所述外袋的内腔连通,杯子类易碎品装入所述内袋的内腔内,所述充气口处设有用于密封充气口的密封胶条;所述双层充气袋的袋口朝前布置;
所述工作平台的后部自左至右分别设有用于搁置双层充气袋的双层充气袋堆料区、用于杯子类易碎品装袋的装袋区、用于包装成品下料的下料口,所述工作平台的前部还设有用于摆动运送机构运送杯子类易碎品的摆动缺口,所述摆动缺口位于所述装袋区的前方;
所述充气自调节上料机构位于所述双层充气袋堆料区的上方,所述开袋机构和充气机构均位于所述装袋区的前侧,所述杯子类易碎品柔性上料机构位于所述摆动缺口的下方,所述摆动运送机构位于所述摆动缺口内,所述下料机构位于所述下料口的下方。
2.如权利要求1所述的杯子类易碎品柔性化自动包装机,其特征在于:所述充气自调节上料机构包括上料导轨、上料平移气缸、上料滑块、底板、上料升降气缸和用于吸附双层充气袋的第一真空吸盘,所述上料导轨左右横向布置在工作平台的后部上方并安装在所述外部框架上,所述上料滑块安装在所述上料导轨并与上料导轨形成左右滑动副,所述上料平移气缸位于所述上料滑块的右侧,所述上料平移气缸的缸体安装在所述外部框架上,所述上料平移气缸的活塞杆端部与所述上料滑块固定连接;
所述上料滑块的前端固定有所述底板,所述底板上设有自调节组件,所述自调节组件包括自调节滑轨、自调节滑块和自调节弹簧,所述自调节滑轨上下竖直布置,所述自调节滑块安装在所述自调节滑轨上并与自调节滑轨形成上下滑动副,所述自调节弹簧位于所述自调节滑块的下方并竖直布置,所述上料升降气缸通过滑板固定在所述自调节滑块上,所述上料升降气缸的的活塞杆端部与真空吸盘固定板的顶部固定连接,所述真空吸盘固定板的底部固定有所述第一真空吸盘。
3.如权利要求2所述的杯子类易碎品柔性化自动包装机,其特征在于:所述开袋机构包括第二真空吸盘,所述装袋区上还设有真空吸盘安装孔,所述第二真空吸盘的盘口朝上地安装在所述真空吸盘安装孔内。
4.如权利要求3所述的杯子类易碎品柔性化自动包装机,其特征在于:所述杯子类易碎品柔性上料机构包括传送带、导向挡板、槽轮结构和定位接收装置,所述传送带左右横向安装在所述外部框架上并与传送带驱动电机连接,所述槽轮结构水平布置并位于所述传送带的左侧,所述传送带的传送方向为自右向左,所述导向挡板包括第一导向挡板和第二导向挡板,所述传送带在其出料端的前后两侧分别设有所述第一导向挡板和第二导向挡板,所述第一导向挡板与第二导向挡板前后正对布置,所述第一导向挡板的左段与所述第二导向挡板的左段之间的间距大于一个杯子类易碎品的前后宽度小于两个杯子类易碎品的前后宽度和,所述槽轮结构包括转盘和用于杯子类易碎品进入的搁置槽,所述搁置槽设置有两个以上,两个以上的搁置槽均布在转盘的一周,所述搁置槽的开口与所述传送带的出料端相接;所述转盘逆时针旋转并通过槽轮转轴与槽轮驱动电机连接;
所述定位接收装置位于所述槽轮结构的前方,所述定位接收装置包括放置台和弹性挡片,所述放置台为盒型,其上设有易碎品进口,所述易碎品进口朝向所述槽轮结构布置,所述弹性挡片为弧形并位于所述槽轮结构的上方,所述弹性挡片的后端通过连接轴和扭簧可转动的安装在放置台的右后角处,所述弹性挡片的左端位于放置有杯子类易碎品的搁置槽的后上方,杯子类易碎品的外表面与弹性挡片的前侧面贴合,所述弹性挡片的右端在其前侧面上还设有凸起,所述弹性挡片的左右长度大于所述搁置槽的周向宽度。
5.如权利要求4所述的杯子类易碎品柔性化自动包装机,其特征在于:所述摆动运送机构包括摆动气缸和运送升降气缸,所述摆动气缸位于充气管插入气缸的右侧并安装在所述工作平台上,所述运送升降气缸的缸体可90度旋转地安装在所述摆动气缸的旋转端部,所述运送升降气缸的活塞杆端部设有第三真空吸盘,所述第三真空吸盘位于所述放置台的上方。
6.如权利要求5所述的杯子类易碎品柔性化自动包装机,其特征在于:所述充气机构包括用于将双层充气袋的充气口打开的充气口打开机构、充气管和用于将充气管插入充气口内的充气管插入机构,所述充气管与充气装置连接;
所述充气口打开机构包括充气口打开平移气缸、两个手指上下布置的手指气缸,所述充气口打开平移气缸的缸体固定在所述下料口处的工作平台上,所述充气口打开平移气缸的活塞杆端部与所述手指气缸固定连接,所述双层充气袋的充气口位于手指气缸的两个手指之间,所述手指气缸的两个手指内侧均设有粘性胶带;
所述充气管插入机构包括充气管插入气缸和连杆,所述充气管插入气缸前后布置在所述摆动缺口左侧的工作平台上,所述充气管插入气缸的活塞杆端部与所述连杆的左端固定连接,所述连杆的右端与所述充气管的前端固定连接,所述充气管的后端插入所述双层充气袋的充气口内。
7.如权利要求6所述的杯子类易碎品柔性化自动包装机,其特征在于:所述下料机构包括翻板、下料斗和用于驱动翻板翻转的翻板驱动气缸,所述翻板位于所述装袋区上并设置在真空吸盘安装孔的后方,所述翻板的右侧与所述下料口的左侧铰接,所述下料斗安装在所述下料口的下方;所述翻板上还设有通孔,所述翻板驱动气缸竖直安装在装袋区的工作平台上,所述翻板驱动气缸的活塞杆端部位于所述通孔内。
8.如权利要求7所述的杯子类易碎品柔性化自动包装机,其特征在于:所述包装机还包括控制装置,所述上料平移气缸、上料升降气缸、第一真空吸盘、第二真空吸盘、传送带驱动电机、槽轮驱动电机、运送升降气缸、摆动气缸、充气口打开平移气缸、手指气缸、充气管插入气缸、翻板驱动气缸均与所述控制装置连接。
说明书
技术领域
本发明涉及一种杯子类易碎品柔性化自动包装机。
背景技术
近年来,随着网上购物的普及化和人民生活水平的提高,人们越来越多的在网络平台上购买杯子类易碎品。玻璃杯、陶瓷杯、茶壶、花瓶等易碎品的品种样式也越来越多,人们更换这些生活用品的频率也越来越快,而人工包装这种低效率的方式在快速物流中已经不能满足要求。
在机械化自动化发展越来越迅速的今天,机器能够代替人类做更多精细的机械式工作,且效率更高。包裹包装作为最基本的机械式的工作,机器完全能够胜任。而且在用工荒的今天,劳动力缺失,最好能用尽量少的劳动力,完成高效率的不同尺寸杯子类易碎品自动包装工作,那么一种高效率的柔性化自动包装机就能满足要求。
快递人工进行包装时,会过度使用泡沫、报纸等材料,其形式复杂,包装步骤繁复,费时费力,不利于快递人员顺利进行大批量的包装工作。而且人工包装不能保证快递运输过程中的充分保护且过度包装不符合我国低碳要求。国内也还未有针对杯子类易碎品包装的自动化设备。
发明内容
为了克服现有的杯子类易碎品快递包装过度使用泡沫、报纸等材料,其形式复杂、包装步骤繁复、费时费力、人工包装劳动量大的不足,本发明提供一种包装时间较短、可适应不同尺寸大小、自动化程度较高、节省人工的杯子类易碎品柔性化自动包装机。
本发明解决其技术问题所采用的技术方案是:
一种杯子类易碎品柔性化自动包装机,包括外部框架以及安装在外部框架上的工作平台、用于双层充气袋送料的充气自调节上料机构、用于将双层充气袋的袋口打开的开袋机构、用于杯子类易碎品送料的杯子类易碎品柔性上料机构、用于将杯子类易碎品放入双层充气袋内的摆动运送机构、用于将双层充气袋进行充气的充气机构和用于包装成品下料的下料机构;
双层充气袋包括外袋和内袋,所述内袋嵌入所述外袋内,所述外袋与内袋的袋口侧边密封粘贴,所述外袋的袋口处设有充气口,所述充气口与所述外袋的内腔连通,杯子类易碎品装入所述内袋的内腔内,所述充气口处设有用于密封充气口的密封胶条;所述双层充气袋的袋口朝前布置;
所述工作平台的后部自左至右分别设有用于搁置双层充气袋的双层充气袋堆料区、用于杯子类易碎品装袋的装袋区、用于包装成品下料的下料口,所述工作平台的前部还设有用于摆动运送机构运送杯子类易碎品的摆动缺口,所述摆动缺口位于所述装袋区的前方;
所述充气自调节上料机构位于所述双层充气袋堆料区的上方,所述开袋机构和充气机构均位于所述装袋区的前侧,所述杯子类易碎品柔性上料机构位于所述摆动缺口的下方,所述摆动运送机构位于所述摆动缺口内,所述下料机构位于所述下料口的下方。
进一步,所述充气自调节上料机构包括上料导轨、上料平移气缸、上料滑块、底板、上料升降气缸和用于吸附双层充气袋的第一真空吸盘,所述上料导轨左右横向布置在工作平台的后部上方并安装在所述外部框架上,所述上料滑块安装在所述上料导轨并与上料导轨形成左右滑动副,所述上料平移气缸位于所述上料滑块的右侧,所述上料平移气缸的缸体安装在所述外部框架上,所述上料平移气缸的活塞杆端部与所述上料滑块固定连接;
所述上料滑块的前端固定有所述底板,所述底板上设有自调节组件,所述自调节组件包括自调节滑轨、自调节滑块和自调节弹簧,所述自调节滑轨上下竖直布置,所述自调节滑块安装在所述自调节滑轨上并与自调节滑轨形成上下滑动副,所述自调节弹簧位于所述自调节滑块的下方并竖直布置,所述上料升降气缸通过滑板固定在所述自调节滑块上,所述上料升降气缸的的活塞杆端部与真空吸盘固定板的顶部固定连接,所述真空吸盘固定板的底部固定有所述第一真空吸盘。
再进一步,所述开袋机构包括第二真空吸盘,所述装袋区上还设有真空吸盘安装孔,所述第二真空吸盘的盘口朝上地安装在所述真空吸盘安装孔内。
再进一步,所述杯子类易碎品柔性上料机构包括传送带、导向挡板、槽轮结构和定位接收装置,所述传送带左右横向安装在所述外部框架上并与传送带驱动电机连接,所述槽轮结构水平布置并位于所述传送带的左侧,所述传送带的传送方向为自右向左,所述导向挡板包括第一导向挡板和第二导向挡板,所述传送带在其出料端的前后两侧分别设有所述第一导向挡板和第二导向挡板,所述第一导向挡板与第二导向挡板前后正对布置,所述第一导向挡板的左段与所述第二导向挡板的左段之间的间距大于一个杯子类易碎品的前后宽度小于两个杯子类易碎品的前后宽度和,所述槽轮结构包括转盘和用于杯子类易碎品进入的搁置槽,所述搁置槽设置有两个以上,两个以上的搁置槽均布在转盘的一周,所述搁置槽的开口与所述传送带的出料端相接;所述转盘逆时针旋转并通过槽轮转轴与槽轮驱动电机连接;
所述定位接收装置位于所述槽轮结构的前方,所述定位接收装置包括放置台和弹性挡片,所述放置台为盒型,其上设有易碎品进口,所述易碎品进口朝向所述槽轮结构布置,所述弹性挡片为弧形并位于所述槽轮结构的上方,所述弹性挡片的后端通过连接轴和扭簧可转动的安装在放置台的右后角处,所述弹性挡片的左端位于放置有杯子类易碎品的搁置槽的后上方,杯子类易碎品的外表面与弹性挡片的前侧面贴合,所述弹性挡片的右端在其前侧面上还设有凸起,所述弹性挡片的左右长度大于所述搁置槽的周向宽度。
再进一步,所述摆动运送机构包括摆动气缸和运送升降气缸,所述摆动气缸位于所述充气管插入气缸的右侧并安装在所述工作平台上,所述运送升降气缸的缸体可90度旋转地安装在所述摆动气缸的旋转端部,所述运送升降气缸的活塞杆端部设有第三真空吸盘,所述第三真空吸盘位于所述放置台的上方。
再进一步,所述充气机构包括用于将双层充气袋的充气口打开的充气口打开机构、充气管和用于将充气管插入充气口内的充气管插入机构,所述充气管与充气装置连接;
所述充气口打开机构包括充气口打开平移气缸、两个手指上下布置的手指气缸,所述充气口打开平移气缸的缸体固定在所述下料口处的工作平台上,所述充气口打开平移气缸的活塞杆端部与所述手指气缸固定连接,所述双层充气袋的充气口位于手指气缸的两个手指之间,所述手指气缸的两个手指内侧均设有粘性胶带;
所述充气管插入机构包括充气管插入气缸和连杆,所述充气管插入气缸前后布置在所述摆动缺口左侧的工作平台上,所述充气管插入气缸的活塞杆端部与所述连杆的左端固定连接,所述连杆的右端与所述充气管的前端固定连接,所述充气管的后端插入所述双层充气袋的充气口内。
再进一步,所述下料机构包括翻板、下料斗和用于驱动翻板翻转的翻板驱动气缸,所述翻板位于所述装袋区上并设置在真空吸盘安装孔的后方,所述翻板的右侧与所述下料口的左侧铰接,所述下料斗安装在所述下料口的下方;所述翻板上还设有通孔,所述翻板驱动气缸竖直安装在装袋区的工作平台上,所述翻板驱动气缸的活塞杆端部位于所述通孔内。
更进一步,所述包装机还包括控制装置,所述上料平移气缸、上料升降气缸、第一真空吸盘、第二真空吸盘、传送带驱动电机、槽轮减速电机、运送升降气缸、摆动气缸、充气口打开平移气缸、手指气缸、充气管插入气缸、翻板驱动气缸均与所述控制装置连接。
本发明的有益效果主要表现在:代替人工,完全实现了不同尺寸杯子类易碎品的自动装袋充气包装,流程完整,节省时间,大大提高了包装的效率。
附图说明
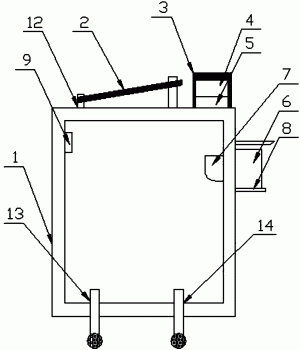
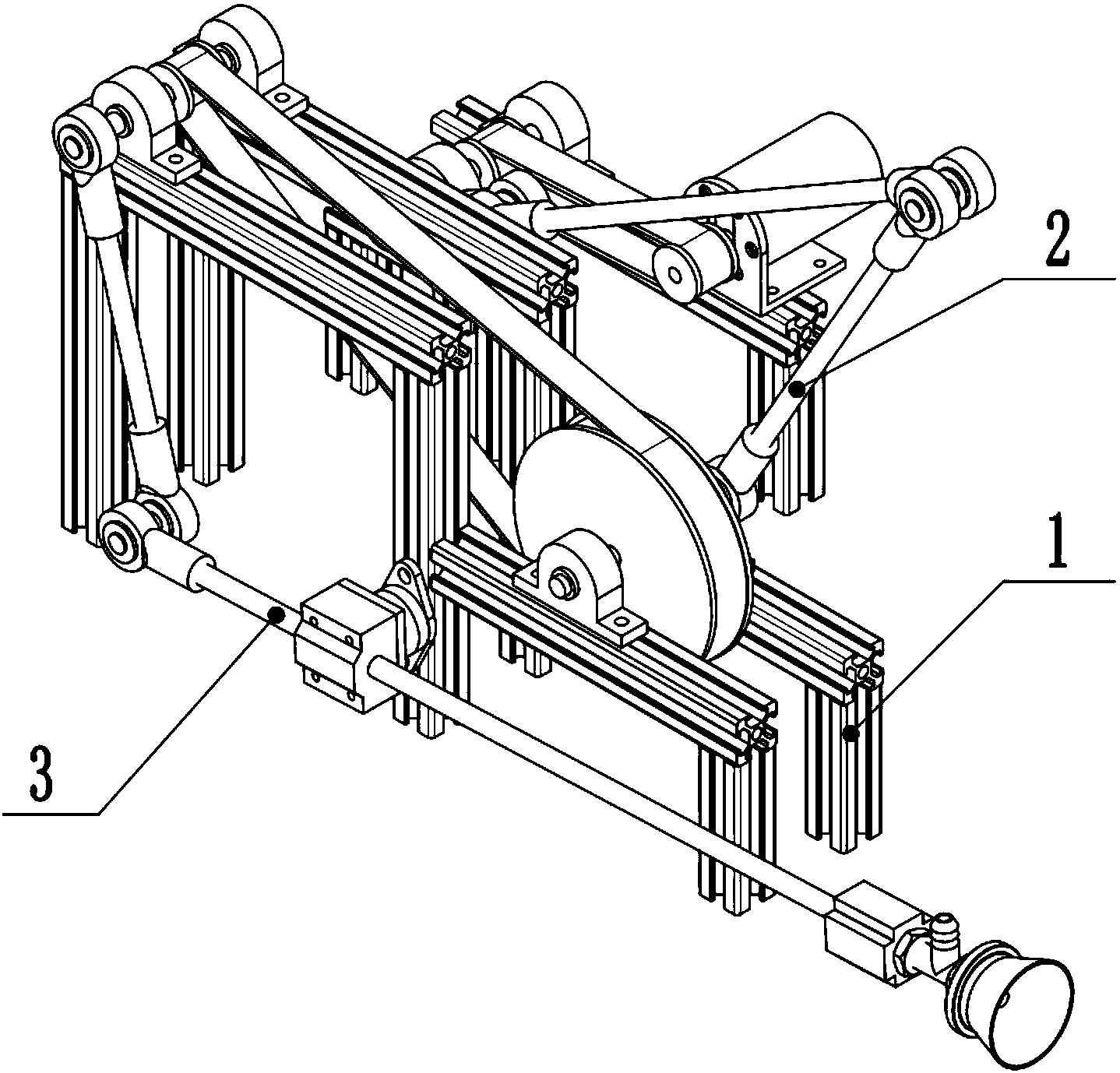
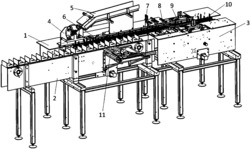
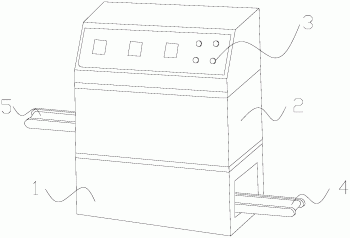
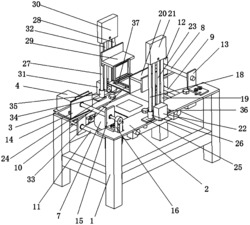
图1为本发明的整体轴测视角示意图
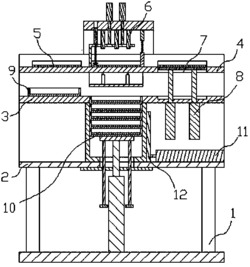
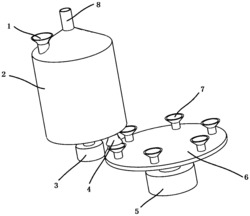
图2为充气自调节上料机构的结构示意图
图3为滑动底板的结构示意图。
图4为充气机构的结构示意图。
图5为开开袋机构的结构示意图。
图6为摆动运送机构的结构示意图。
图7为下料机构的结构示意图。
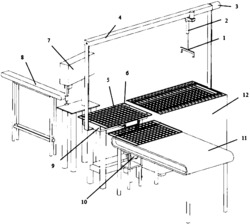
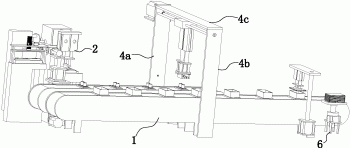
图8为杯子类易碎品柔性上料机构的结构示意图。
具体实施方式
下面结合附图对本发明专利作进一步描述。
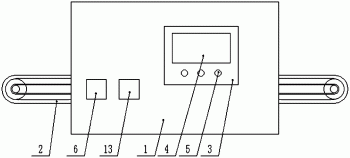
参照图1~图8,一种杯子类易碎品柔性化自动包装机,包括外部框架1以及安装在外部框架1上的工作平台、用于双层充气袋送料的充气自调节上料机构2、用于将双层充气袋的袋口打开的开袋机构、用于杯子类易碎品送料的杯子类易碎品柔性上料机构6、用于将杯子类易碎品放入双层充气袋内的摆动运送机构4、用于将双层充气袋进行充气的充气机构3和用于包装成品下料的下料机构5;
双层充气袋包括外袋和内袋,所述内袋嵌入所述外袋内,所述外袋与内袋的袋口侧边密封粘贴,所述外袋的袋口处设有充气口,所述充气口与所述外袋的内腔连通,杯子类易碎品装入所述内袋的内腔内,所述充气口处设有用于密封充气口的密封胶条;所述双层充气袋的袋口朝前布置;
所述工作平台的后部自左至右分别设有用于搁置双层充气袋的双层充气袋堆料区、用于杯子类易碎品装袋的装袋区、用于包装成品下料的下料口,所述工作平台的前部还设有用于摆动运送机构4运送杯子类易碎品的摆动缺口,所述摆动缺口位于所述装袋区的前方;
所述充气自调节上料机构2位于所述双层充气袋堆料区的上方,所述开袋机构和充气机构3均位于所述装袋区的前侧,所述杯子类易碎品柔性上料机构6位于所述摆动缺口的下方,所述摆动运送机构4位于所述摆动缺口内,所述下料机构5位于所述下料口的下方。
进一步,所述充气自调节上料机构2包括上料导轨、上料平移气缸201、上料滑块203、底板205、上料升降气缸207和用于吸附双层充气袋的第一真空吸盘209,所述上料导轨左右横向布置在工作平台的后部上方并安装在所述外部框架1上,所述上料滑块203安装在所述上料导轨并与上料导轨形成左右滑动副,所述上料平移气缸201位于所述上料滑块203的右侧,所述上料平移气缸201的缸体安装在所述外部框架1上,所述上料平移气缸201的活塞杆端部与所述上料滑块203固定连接;
所述上料滑块203的前端固定有所述底板205,所述底板205上设有自调节组件,所述自调节组件包括自调节滑轨301、自调节滑块302和自调节弹簧303,所述自调节滑轨301上下竖直布置,所述自调节滑块302安装在所述自调节滑轨301上并与自调节滑轨301形成上下滑动副,所述自调节弹簧303位于所述自调节滑块302的下方并竖直布置,所述上料升降气缸207通过滑板206固定在所述自调节滑块302上,所述上料升降气缸207的的活塞杆端部与真空吸盘固定板208的顶部固定连接,所述真空吸盘固定板208的底部固定有所述第一真空吸盘209。
再进一步,所述开袋机构包括第二真空吸盘501,所述装袋区上还设有真空吸盘安装孔,所述第二真空吸盘501的盘口朝上地安装在所述真空吸盘安装孔内。
再进一步,所述杯子类易碎品柔性上料机构包括传送带801、导向挡板、槽轮结构807和定位接收装置,所述传送带801左右横向安装在所述外部框架1上并与传送带驱动电机804连接,所述槽轮结构807水平布置并位于所述传送带801的左侧,所述传送带801的传送方向为自右向左,所述导向挡板包括第一导向挡板和第二导向挡板,所述传送带801在其出料端的前后两侧分别设有所述第一导向挡板和第二导向挡板,所述第一导向挡板与第二导向挡板前后正对布置,所述第一导向挡板的左段与所述第二导向挡板的左段之间的间距大于一个杯子类易碎品的前后宽度小于两个杯子类易碎品的前后宽度和,所述槽轮结构807包括转盘和用于杯子类易碎品进入的搁置槽,所述搁置槽设置有两个以上,两个以上的搁置槽均布在转盘的一周,所述搁置槽的开口与所述传送带801的出料端相接;所述转盘逆时针旋转并通过槽轮转轴与槽轮驱动电机808连接;
所述定位接收装置位于所述槽轮结构807的前方,所述定位接收装置包括放置台810和弹性挡片809,所述放置台810为盒型,其上设有易碎品进口,所述易碎品进口朝向所述槽轮结构807布置,所述弹性挡片809为弧形并位于所述槽轮结构807的上方,所述弹性挡片809的后端通过连接轴和扭簧可转动的安装在放置台810的右后角处,所述弹性挡片809的左端位于放置有杯子类易碎品的搁置槽的后上方,杯子类易碎品的外表面与弹性挡片809的前侧面贴合,所述弹性挡片809的右端在其前侧面上还设有凸起,所述弹性挡片809的左右长度大于所述搁置槽的周向宽度。
再进一步,所述摆动运送机构包括摆动气缸601和运送升降气缸604,所述摆动气缸601位于所述充气管插入气缸404的右侧并安装在所述工作平台上,所述运送升降气缸604的缸体可90度旋转地安装在所述摆动气缸601的旋转端部,所述运送升降气缸604的活塞杆端部设有第三真空吸盘605,所述第三真空吸盘605位于所述放置台810的上方。
再进一步,所述充气机构包括用于将双层充气袋的充气口打开的充气口打开机构、充气管407和用于将充气管插入充气口内的充气管插入机构,所述充气管407与充气装置连接;
所述充气口打开机构包括充气口打开平移气缸401、两个手指上下布置的手指气缸403,所述充气口打开平移气缸401的缸体固定在所述下料口处的工作平台上,所述充气口打开平移气缸401的活塞杆端部与所述手指气缸403固定连接,所述双层充气袋的充气口位于手指气缸403的两个手指之间,所述手指气缸403的两个手指内侧均设有粘性胶带;
所述充气管插入机构包括充气管插入气缸404和连杆406,所述充气管插入气缸404前后布置在所述摆动缺口左侧的工作平台上,所述充气管插入气缸404的活塞杆端部与所述连杆406的左端固定连接,所述连杆406的右端与所述充气管407的前端固定连接,所述充气管407的后端插入所述双层充气袋的充气口内。
再进一步,所述下料机构包括翻板702、下料斗704和用于驱动翻板702翻转的翻板驱动气缸701,所述翻板702位于所述装袋区上并设置在真空吸盘安装孔的后方,所述翻板702的右侧与所述下料口的左侧铰接,所述下料斗704安装在所述下料口的下方;所述翻板702上还设有通孔,所述翻板驱动气缸701竖直安装在装袋区的工作平台上,所述翻板驱动气缸701的活塞杆端部位于所述通孔内。
更进一步,所述包装机还包括控制装置,所述上料平移气缸201、上料升降气缸207、第一真空吸盘209、第二真空吸盘501、传送带驱动电机804、槽轮减速电机808、运送升降气缸604、摆动气缸601、充气口打开平移气缸401、手指气缸、充气管插入气缸404、翻板驱动气缸701均与所述控制装置连接。
本实施例中,所述杯子类易碎品柔性上料机构6位于所述工作平台的下方,所述装袋区位于所述双层充气袋搁置区的右侧,所述下料口位于所述装袋区的右侧,所述自调节弹簧303位于所述自调节滑轨301的下方,所述第二真空吸盘501的盘口上端面与所述装袋区的工作平台的上平面齐平,所述导向挡板806的内侧面为曲面。
如图2和图3所示,第一真空吸盘209设置有三个,多个第一真空吸盘209用于充气袋的吸附,上料平移气缸201通过铝连接板202连接到型材架上,上料平移气缸201活塞杆端部与上料滑块203刚性连接,上料滑块203通过三角连接板204与底板205刚性连接。自调节滑轨301为直线滑轨,底板205与一对直线滑轨刚性连接,直线滑轨各附带有一个自调节滑块302,底板205上附有四个自调节弹簧303,两个自调节滑块302与滑板206刚性连接,滑板206与上料升降气缸207刚性连接,上料升降气缸207活塞杆端部与真空吸盘固定板208刚性连接,真空吸盘固定板208为铝板,铝板与三个真空吸盘209刚性连接。自调节滑轨301、自调节滑块302和自调节弹簧303配合实现上料高度的自调节,上料升降气缸207实现工作位置的移动,考虑到双层充气袋堆料是叠放的大量片状材料,取料之后堆叠高度会下降,导致不能在相同高度多次取料,故采用了自调节组件,具备柔性,既能无须人工干预地调整上料高度,又能保证在下移时不过度顶撞双层充气袋堆料区,延长机械寿命和避免材料的损伤。本机构适合于大量堆叠的片状材料的自调节上料,且能保护材料不受损,可应用在脆性片状材料、柔软薄膜材料、纸张等的上料。
如图4和图5所示,充气口打开平移气缸401通过铝连接板402固定在工作平台上,充气口打开平移气缸401活塞杆端部与手指气缸403刚性连接,充气管插入气缸404通过铝连接板405固定在工作平台上,充气管插入气缸404活塞杆端部通过连杆406与充气管407刚性连接。双层充气袋下方的两个第二真空吸盘501通过连接件502固定在工作平台上,与上方的三个第一真空吸盘209配合,使双层充气袋的袋口张开,待杯子类易碎品放入。考虑到双层充气袋的一端密封,另一端有充气口,充气口有两片薄片方便充气管407插入,故采用手指气缸403端部带有粘性材料,分开两薄片,真空吸盘配合手指气缸403定位充气口,充气管407定向插入的方式,实现充气口的精确定位,避免气管插偏或未进入充气口的情况。在充气时包装袋鼓起,手指气缸403端部的粘性材料仍能固定住充气口,防止包装袋鼓起时气管脱落。考虑到充气袋是双层片状柔软薄膜材料,具有平面,故采用多个真空吸盘吸附的方式,上下分布相配合,最大程度地打开双层充气袋,方便杯子类易碎品更深地放入,保证充气时袋内杯子类易碎品不会掉出。充气机构和开袋机构适合于玻璃陶瓷杯、花瓶、茶壶等多种杯子类易碎品的自动充气包装。
如图6,摆动气缸601由铝连接件602固定在工作平台上,运送升降气缸604与摆动气缸601的旋转端部通过铝连接件603刚性连接,运送升降气缸604的活塞杆端部与第三真空吸盘605刚性连接。考虑到杯子类易碎品通常具有平底的形状,故采用真空吸盘牢牢吸附底部的方式,代替机械手等机构的抓取、夹紧等方式,避免杯子类易碎品的受损;考虑到杯子类易碎品需要伸入双层充气袋内,90度转动的情况下容易磕碰到障碍物,故设计了一伸一缩的方式,在上料时运送升降气缸604带动第三真空吸盘605一伸吸附杯底,一缩取走杯子805,在90度转角后再一伸,进入双层充气袋,保证杯子类易碎品在运送时不受损。考虑到杯子类易碎品高度在小范围内变动,故采用了真空吸盘的优点,自身具备柔性弹簧,能在小范围内伸缩,保证上料时不会顶撞杯子类易碎品,延长机械寿命和避免材料的损伤。在更换杯子类易碎品的种类时,由于高度、杯底直径差别较大,故可更换气缸和真空吸盘的种类,气缸的行程和真空吸盘的盘径多种多样,更换方便且快速。摆动运送机构4适合于玻璃陶瓷杯、花瓶、茶壶等多种不同尺寸杯子类易碎品的摆动运送。
如图7,翻板驱动气缸701固定于外部框架上,双层充气袋下方的翻板702由三个合页703安装于工作平台上,下料斗704位于下料口的下方,所述下料斗的左侧与所述下料口的左侧底部固定连接,翻板驱动气缸701的活塞杆端部可在所述通孔内上下运动。
如图8,传送带驱动电机804、槽轮驱动电机808均为减速电机,传送带801由八个轴承座802与四根托辊803固定在支架上,支架安装在外部框架1上,由减速电机804驱动。传送带将多个不同尺寸杯子送入,通过导向挡板806和槽轮结构807控制杯柄朝向,由弹性挡片809依次单个接收。考虑到杯子类易碎品的尺寸多种多样,目前市场上的上料流水线只能针对固定一种尺寸且制造成本高,故设计了一种能柔性适应多种尺寸的上料机构,能多个同时放置在传送带上,槽轮结构807能多个接收,经过机构运送后能依次单个上料。考虑到杯子类易碎品杯柄等类似形状的存在,运送时方向不定,会在进入充气袋顶碰袋口,导致包装失败的情况,故根据其运动曲线轨迹,运用UG、solidworks等软件,仿真设计了导向挡板806和槽轮结构807,配合弹性挡片806,控制杯柄朝向,保证杯子类易碎品在后续流程中,进入双层充气袋时杯柄朝向为水平横向,不会顶碰袋口,提高自动充气包装的合格率。在更换杯子类易碎品的种类时,可以采用软件仿真运动曲线,针对性设计其杯柄的导向挡板和槽轮,更换方便。本机构适合于玻璃陶瓷杯、花瓶、茶壶等多种不同尺寸杯子类易碎品的柔性上料。
本发明的工作过程为:
双层充气袋上料:通过上料平移气缸201的活塞杆带动,上料滑块203移动至双层充气袋正上方,上料升降气缸207活塞杆带动三个真空吸盘209下移,吸附双层充气袋后上移,由上料平移气缸201带动进入装袋区,完成双层充气袋的上料;
双层充气袋的充气口内插入充气管以及袋口的打开:通过充气口打开平移气缸401带动,手指气缸403移至充气口,手指气缸的两个手指上附有粘性胶带,通过两个手指的一闭一开使充气口张开,通过充气管插入气缸404带动充气管407准确插入充气口内;第一真空吸盘与第二真空吸盘的上下配合使双层充气袋的袋口张开,待杯子类易碎品放入;
杯子类易碎品的上料:传送带将多个不同尺寸杯子805向前送入,通过导向挡板806和槽轮结构807控制杯柄朝向,并使得传送带801上的杯子成列布置,导向挡板806和槽轮结构807组合能适应于不同尺寸杯子;槽轮结构807由槽轮驱动电机808驱动逆时针转动,弹性挡片809通过连接轴、扭簧固定在放置台810上,依次单个接收杯子,具体为在传送带801的左端按中线进入槽轮结构807的搁置槽,槽轮结构807一直处于旋转状态,搁置槽转至传送带801中线时依次接收杯子,弹性挡片809初始位置时,弹性挡片809的左端是伸入槽轮结构807的,等待接收杯子,当放置台的易碎品进口与搁置槽的开口连通时,杯子自弹性挡片809的左端向右端并沿着弹性挡片809逐渐向放置台810移动,杯壁顶到弹性挡片809的右端的凸起上,使弹性挡片809绕着连接轴逆时针旋转逐渐收拢,扭簧逐渐扭转,在槽轮结构807继续前进的作用力下,杯子最终完全进入放置台810,此时弹性挡片809的扭簧完全扭转,由于放置台810上有杯子,弹性挡片809不能复位,处于收拢状态,在收拢状态下,其他杯子的运送不受影响,不会被弹性挡片809再接收,直至放置台810上杯子运走,由扭簧将弹性挡片809自动复位,下一个杯子才能被接收,实现了不同尺寸杯子类易碎品的依次单个上料;
杯子类易碎品的运送:运送升降气缸604的活塞杆向下伸带动第三真空吸盘605吸附杯子805,接着运送升降气缸604的活塞杆向上缩带动杯子805向上运动,然后通过摆动气缸601逆时针转动90度运送到工作平台上,运送升降气缸604的活塞杆伸出将杯子805推出,进入已打开的双层充气袋内,接着,充气装置通过充气管向双层充气袋内充气,杯子805在双层充气袋内完成最后的充气自动包装过程,得到包装成品;
包装成品下料:翻板驱动气缸701的活塞杆端部向上顶,使翻板702将包装成品翻落到下料口,并通过下料斗704将成品送出。
本发明运用机电气一体化技术,通过单片机嵌入式控制装置控制整个流程的顺序和逻辑关系,驱动气缸与步进电机完成整个杯子类易碎品的装袋充气包装过程,使得整个机械的流程完整流畅,实现了不同尺寸杯子类易碎品的高效、快速地全自动装袋充气包装并且可以有效的减少杯子破碎。
杯子类易碎品柔性化自动包装机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0