






专利摘要
一种面齿轮磨削用蜗杆砂轮的修整方法,根据面齿轮、圆柱齿轮与蜗杆砂轮三者同时啮合的基本原理,基于5轴数控圆柱齿轮磨齿机及标准双锥面金刚滚轮提出磨削面齿轮用蜗杆砂轮的修整方法,给出了蜗杆砂轮、金刚滚轮的位置关系,运动方向,运动方程,该方法不需要开发面齿轮专用磨削加工机床,通过数字控制技术实现滚轮对蜗杆砂轮的修整工作。
权利要求
1.一种面齿轮磨削用蜗杆砂轮的修整方法,其特征在于,包括以下步骤:
1)变压力角蜗杆曲面的生成:
建立空间固定坐标系S
设蜗杆砂轮为单头,N’点若在nn方向上移动一个法向齿距,则砂轮应转动2π角度,其转角
式中,m
N点所在基准渐开线齿廓在S
式中,α
则动点N’在S
动点N’在S
由建立空间固定坐标系S
从法截面虚拟齿轮坐标系S
蜗杆砂轮的螺旋曲面方程如式(6)所示:
蜗杆砂轮螺旋曲面的单位法矢如式(7)所示:
式中,
2)金刚滚轮修整变压力角蜗杆砂轮;
a、砂轮倾斜角的确定,蜗杆砂轮螺旋曲面能够按照逐条螺旋线的方式来修整,每条螺旋线对应一个啮合角α
为了使金刚滚轮法线与啮合线nn平行,需满足两个条件:(1)因为啮合线垂直于小齿轮轴线,因此滚轮的法向量n′
式中,n′
式中,α
另外,M
通过迭代求解非线性方程组(8)即能够求解θ
b、在获得了
M
式中,r
r
式中,s为滚轮顶部厚度,D
式(15)是关于机床运动参数X、Y、Z与滚轮运动参数μ的线性方程组,方程个数为3,考虑到(1)式中μ与
说明书
技术领域
本发明属于齿轮修正技术领域,具体涉及一种面齿轮磨削用蜗杆砂轮的修整方法。
背景技术
面齿轮传动具有结构紧凑、安装调试方便、传动比与重合度大的优点。美国NASA等部门将其应用于直升机动力传输中,显著减小了主减速器的重量并提高了承载能力。然而,要想将面齿轮应用于航空动力传动,必须采取硬齿面高精度磨齿。由于面齿轮的齿面形状复杂,对其进行精密磨削加工是一个很大的挑战。
面齿轮的磨削过程可用砂轮模拟圆柱小齿轮和面齿轮间的啮合运动关系来实现。Litvin等人利用渐开线截廓的碟形砂轮逐齿展成加工面齿轮,该方法修整砂轮简单,但是因为需要砂轮沿齿宽方向进给并做反复悬摆使得加工效率较低。彭先龙研究了基于碟形砂轮磨齿的数控规律,探讨了在数控磨齿机上用碟形砂轮磨削面齿轮的可行性。郭辉在五坐标曲面磨床上利用碟形砂轮进行了面齿轮的磨削实验,齿面偏差达到了21μm以下。唐进元研究了利用碟形砂轮磨削修形面齿轮的原理方法,扩展了其应用。格利森工程师Stadtfeld提出了新型CONIFACE磨削方法,其原理是利用带有刀倾角的渐开线内凹形盘形砂轮磨削面齿轮。此方法不需要砂轮在小轮轴线方向进给因而使得加工效率得以很大提高,目前已应用于凤凰II型磨齿机中。但由于存在局部干涉,只能得到近似的齿面形状,另外该方法对机床及设计参数的调整较为复杂。
为了获得极高的齿距精度和加工效率,Litvin研究团队提出了面齿轮蜗杆砂轮磨削方法及其装备,并申请了专利。加拿大北星公司与其合作开发了面齿轮专用磨削机床,精度可以达到AGMA12等级以上。如图1所示,此蜗杆砂轮曲面为椭球形渐开线蜗杆,采用平面式或齿形式修整工具模拟其与虚拟刀具齿轮的啮合进行修整。为适应蜗杆变化的螺旋升角,修整轮旋转轴线与蜗杆砂轮轴线不共面,必须在面齿轮专用磨齿机上进行操作。此外,基于文献基本原理,王延忠与刘光磊等人分别研究了面齿轮滚切和磨削蜗杆的理论型面,但未涉及到蜗杆的齿形修整问题。
发明内容
为了克服上述现有技术的不足,本发明的目的是提供一种面齿轮磨削用蜗杆砂轮的修整方法,根据面齿轮、圆柱齿轮与蜗杆砂轮三者同时啮合的基本原理,基于5轴数控圆柱齿轮磨齿机及标准双锥面金刚滚轮提出磨削面齿轮用蜗杆砂轮的修整方法,给出了蜗杆砂轮、金刚滚轮的位置关系,运动方向,运动方程,该方法不需要开发面齿轮专用磨削加工机床,通过数字控制技术实现滚轮对蜗杆砂轮的修整工作。
为了实现上述目的,本发明采用的技术方案是:
一种面齿轮磨削用蜗杆砂轮的修整方法,包括以下步骤:
1)变压力角蜗杆曲面的生成:
建立空间固定坐标系Sn,此坐标系平面为虚拟圆柱齿轮的横截面,也是过砂轮中心Ow的蜗杆砂轮法截面,给定某个节点P的半径值OnP,根据基圆就可以确定啮合线nn以及啮合角αp,点N为啮合线nn与基准渐开线齿廓的交点,该交点在Sn坐标系中固定不动,令动点N’从N点开始在法线方向nn上匀速移动,而蜗杆砂轮匀速定比旋转,因此N’点在蜗杆砂轮固联坐标系Sw中产生对应啮合角αp的一条螺旋线,当啮合角αp连续改变,则N’点的双向移动轨迹变为空间变啮合角螺旋曲面,为磨削面齿轮用蜗杆砂轮的曲面;
设蜗杆砂轮为单头,N’点若在nn方向上移动一个法向齿距,则砂轮应转动2π角度,其转角 如式(1)所示:
式中,mn为虚拟齿轮的法向模数,z为虚拟齿轮齿数,α为虚拟齿轮名义压力角,pb为法向齿距,μ为N’点的法向移动距离;
N点所在基准渐开线齿廓在Sn坐标系的矢量方程如式(2)所示:
式中,αN为基准渐开线在点N处的压力角:αp为当前啮合角:αp=αb+θN+αN;αb为渐开线的位置角;θN为渐开线展角,θN=tanαN-αN;
则动点N’在Sn坐标系的矢量方程如式(3)所示:
动点N’在Sn坐标系的啮合线单位矢量如式(4)所示:
由建立空间固定坐标系Sn的原理,建立以下坐标系统,坐标系统中Sn与虚拟小齿轮固联,Sw与蜗杆固联,Sd与Se为辅助固定坐标系,蜗杆的转动角度为 E1为砂轮与虚拟齿轮的半径差,E1=rpw-rps,蜗杆名义螺旋升角为λw;
从法截面虚拟齿轮坐标系Sn到蜗杆固联坐标系Sw的坐标转换矩阵如式(5)所示:
蜗杆砂轮的螺旋曲面方程如式(6)所示:
蜗杆砂轮螺旋曲面的单位法矢如式(7)所示:
式中, 由(1)式确定,根据以上公式可得出蜗杆砂轮螺旋曲面;
2)金刚滚轮修整变压力角蜗杆砂轮;
a、砂轮倾斜角的确定,蜗杆砂轮螺旋曲面可以按照逐条螺旋线的方式来修整,每条螺旋线对应一个啮合角αp,为了使得金刚滚轮能够按照啮合角αp修整,需要确定金刚滚轮上磨削点G′的角度位置θg以及机床A轴角度 ,可减少一个数控轴的联动关系;
为了使金刚滚轮法线与啮合线nn平行,需满足两个条件:(1)因为啮合线垂直于小齿轮轴线,因此滚轮的法向量n′g必须垂直于虚拟小齿轮的轴线zn;(2)滚轮法向量n′g与蜗杆法截面中轴线xn的夹角为啮合角αp,将滚轮法向量n′g向全局固定坐标系SA中转化,根据上述这两个条件可建立如下方程组,如方程(8)所示:
式中,n′g为滚轮上G′点的单位法向量;nz_n为虚拟小齿轮的轴线单位矢量;nx_n为虚拟小齿轮水平切线单位矢量,其表达式如式(9)所示:
式中,αg为滚轮的半锥角;
另外,Mgg′、MAg、Mdn、Mcd与MAc分别为从坐标系Sg’到Sg、从Sg到SA、从Sn到Sd、Sd到Sc以及从Sc到SA的坐标转换矩阵,见式(10)、式(11)、式(12)、式(13)、式(14)所示;
通过迭代求解非线性方程组(8)即可求解θg和 ,这两个参数的初值可分别取为0和αp;
b、砂轮与滚轮的接触方程,由上述已确定要使得滚轮与砂轮沿给定啮合角αp啮合时的G′点角度位置和机床A轴角度,要完成蜗杆砂轮的修整,还需要确定修整砂轮过程中机床的四个运动坐标X、Y、Z与 之间的关系式,为锥面金刚滚轮与蜗杆砂轮间的接触关系,使得锥面滚轮上点G′与砂轮上一点M相接触,需满足式(15)所示,
MAgMgg′rG′_g-MAcMcdMdnrN′(αN,μ)=0 (15)
式中,rG′_g是点G′在坐标系Sg′中的坐标矢量,若将其取为滚轮的一侧顶点,如式(16)所示:
rG′_g=[-0.5s-0.5Dg 0 1]
式中,s为滚轮顶部厚度,Dg为滚轮外径;
式(15)是关于机床运动参数X、Y、Z与滚轮运动参数μ的线性方程组,方程个数为3,考虑到(1)式中μ与 的线性关系式,因而通过给定砂轮主轴 一系列连续的值,就可以求解其他未知参数,根据以上方法使得面齿轮磨削用蜗杆砂轮的修整。
本发明的有益效果是:
本方法可实现磨削面齿轮用蜗杆砂轮的修整,从而实现面齿轮的连续展成磨削加工,该方法不需要开发面齿轮专用磨削加工机床,通过数字控制技术实现滚轮对蜗杆砂轮的修整工作,因此具有很强的现实意义。
附图说明
图1变压力角蜗杆砂轮曲面形成方法。
图2蜗杆砂轮转换坐标系统。
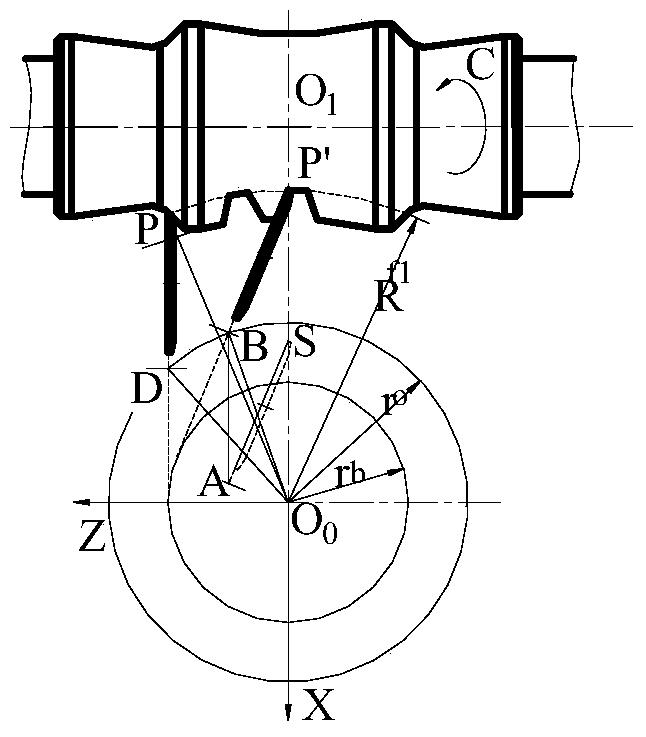
图3变压力角蜗杆砂轮修整方法。
图4为修整变压力角蜗杆砂轮实物图。
其中,1为蜗杆砂轮;2为锥面金刚滚轮;3为砂轮轮齿;4为砂轮轴线;5为滚轮轴线。
具体实施方式
以下结合附图对本发明进一步叙述。
1)变压力角蜗杆曲面的生成;
变压力角蜗杆曲面的构建是基于对圆柱小齿轮的模拟。如图2所示,建立空间固定坐标系Sn,此坐标系平面为虚拟圆柱齿轮的横截面,也是过砂轮中心Ow的蜗杆砂轮法截面。给定某个节点P的半径值OnP,根据基圆就可以确定啮合线nn以及啮合角αp。点N为啮合线nn与基准渐开线齿廓(在Sn坐标系中固定不动)的交点,令动点N’从N点开始在法线方向nn上匀速移动,而蜗杆砂轮匀速定比旋转,那么N’点在蜗杆砂轮固联坐标系Sw中产生的轨迹就是对应啮合角αp的一条螺旋线。当啮合角αp连续改变,则N’点的双向移动轨迹就变为空间变啮合角螺旋曲面,也就是磨削面齿轮用蜗杆砂轮的曲面。设蜗杆砂轮为单头,N’点若在nn方向上移动一个法向齿距,则砂轮应转动2π角度。即有下式关系成立:
式中,mn为虚拟齿轮的法向模数,z为虚拟齿轮齿数,α为虚拟齿轮名义压力角,pb为法向齿距,μ为N’点的法向移动距离。
N点所在基准渐开线齿廓在Sn坐标系的矢量方程可以表示为:
其中:αN为基准渐开线在点N处的压力角:αp为当前啮合角:αp=αb+θN+αN;αb为渐开线的位置角;θN为渐开线展角,θN=tanαN-αN。
则动点N’在Sn坐标系的矢量方程为
动点N’在Sn坐标系的啮合线单位矢量为
由图2的原理,建立如图3所示的坐标系统。其中Sn与虚拟小齿轮固联,Sw与蜗杆固联。Sd与Se为辅助固定坐标系。蜗杆的转动角度为 E1为砂轮与虚拟齿轮的半径差,E1=rpw-rps。蜗杆名义螺旋升角为λw。
从法截面虚拟齿轮坐标系Sn到蜗杆固联坐标系Sw的坐标转换矩阵为:
蜗杆砂轮的螺旋曲面方程为
蜗杆砂轮螺旋曲面的单位法矢为
其中 由(1)式确定。
2)金刚滚轮修整变压力角蜗杆砂轮的方法
a、砂轮倾斜角的确定
砂轮曲面可以按照逐条螺旋线的方式来修整,每条螺旋线对应一个啮合角αp。为了使得金刚滚轮能够按照啮合角αp修整,需要确定金刚滚轮上磨削点G′的角度位置θg以及机床A轴角度 ,这样就可以减少一个数控轴的联动关系。
为了使金刚滚轮法线与啮合线nn平行,需满足两个条件:(1)因为啮合线垂直于小齿轮轴线,因此滚轮的法向量n′g必须垂直于虚拟小齿轮的轴线zn;(2)滚轮法向量n′g与蜗杆法截面中轴线xn的夹角为啮合角αp。将滚轮法向量n′g向全局固定坐标系SA中转化,根据上述这两个条件可建立如下方程组:
其中n′g为滚轮上G′点的单位法向量;nz_n为虚拟小齿轮的轴线单位矢量;nx_n为虚拟小齿轮水平切线单位矢量。其表达式分别为:
其中αg为滚轮的半锥角。
另外,Mgg′、MAg、Mdn、Mcd与MAc分别为从坐标系Sg’到Sg、从Sg到SA、从Sn到Sd、Sd到Sc以及从Sc到SA的坐标转换矩阵。
通过迭代求解非线性方程组(8)即可求解θg和 ,这两个参数的初值可分别取为0和αp。
b砂轮与滚轮的接触方程
由上节已经确定了要使得滚轮与砂轮沿给定啮合角αp啮合时的G′点角度位置和机床A轴角度。要完成蜗杆砂轮的修整,还需要确定修整砂轮过程中机床的四个运动坐标X、Y、Z与 之间的关系式。如图4所示,为锥面金刚滚轮与蜗杆砂轮间的接触关系。要使得锥面滚轮上点G′与砂轮上一点M相接触,需满足下式
MAgMgg′rG′_g-MAcMcdMdnrN′(αN,μ)=0 (15)
其中rG′_g是点G′在坐标系Sg′中的坐标矢量,若将其取为滚轮的一侧顶点则为:
rG′_g=[-0.5s-0.5Dg 0 1]
式中s为滚轮顶部厚度,Dg为滚轮外径。
式(15)是关于机床运动参数X、Y、Z与滚轮运动参数μ的线性方程组,方程个数为3。考虑到(1)式中μ与 的线性关系式,因而通过给定砂轮主轴 一系列连续的值,的其他参数实现修正。
针对加工某一参数的面齿轮所需的圆柱齿轮刀具参数以及蜗杆砂轮参数如表1所示。
表1蜗杆砂轮、虚拟圆柱齿轮及滚轮的尺寸参数
当取砂轮修整啮合角αp为39.43°,蜗杆转动间隔角度为2.5°,滚轮磨削点G距离齿顶1mm时,所计算得到数控机床运动的部分数据为:
一种面齿轮磨削用蜗杆砂轮的修整方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0