








专利摘要
一种锥面包络锥蜗杆副的制造方法,属于偏置蜗杆传动技术领域。所述锥面包络锥蜗杆副,包括包络锥蜗杆和锥蜗轮,包络锥蜗杆的螺旋面是可展曲面,由盘形锥面砂轮磨削展成,包络锥蜗杆和锥蜗轮啮合,所述锥面包络锥蜗杆副适用于传动比i12≥10的轴线正交相错或非正交相错场合;所述锥面包络锥蜗杆副的制造方法,包括:步骤1.设置待制造包络锥蜗杆的坐标参数、步骤2.制造包络锥蜗杆、步骤3.设置待制造锥蜗轮坐标参数、步骤4.制造锥蜗轮和步骤5.装配锥面包络锥蜗杆副。所述锥面包络锥蜗杆副的齿面都不易发生曲率干涉、适用的蜗杆头数和传动比范围广,瞬时接触线分布均匀、稀疏、无交叉,有利于散热和润滑,承载能力大、传动效率高、使用寿命长。
权利要求
1.一种锥面包络锥蜗杆副的制造方法,用于制造锥面包络锥蜗杆副,所述锥面包络锥蜗杆副包括包络锥蜗杆和锥蜗轮,所述包络锥蜗杆的螺旋面是可展曲面,由盘形锥面砂轮磨削展成,所述锥蜗轮由与所述包络锥蜗杆的螺旋面一致的锥滚刀范成,所述包络锥蜗杆和所述锥蜗轮啮合,所述锥面包络锥蜗杆副适用于传动比i
所述锥面包络锥蜗杆副的制造方法包括如下步骤:
步骤1、设置待制造包络锥蜗杆的坐标参数:
锥蜗杆毛坯与动坐标系
所述锥蜗杆毛坯的静坐标系为
砂轮座与平动坐标系
所述平动坐标系σ
所述盘形锥面砂轮与坐标系
ε
步骤2、制造包络锥蜗杆:
安装在所述砂轮座上的所述盘形锥面砂轮磨削展成所述锥蜗杆毛坯,所述锥蜗杆毛坯相对于所述锥蜗杆毛坯的静坐标系做回转运动;
磨削包络锥蜗杆螺旋面的过程中,所述砂轮座沿平行于包络锥蜗杆分锥母线的直线
当所述锥蜗杆毛坯绕
所述盘形锥面砂轮产形锥面磨削所述包络锥蜗杆i面时,所述盘形锥面砂轮大端朝向所述包络锥蜗杆小端,大端圆心位于所述盘形锥面砂轮坐标系σ
步骤3、设置待制造锥蜗轮坐标参数:
锥蜗轮毛坯的静坐标系为
步骤4、制造锥蜗轮:
用锥滚刀滚切所述锥蜗轮毛坯,所述锥滚刀的产形面与所述步骤2中得到的包络锥蜗杆螺旋面一致;
所述锥滚刀范成锥蜗轮的过程中,所述锥滚刀和所述锥蜗轮毛坯都绕各自的轴线做回转运动,角速度矢分别为
滚切锥蜗轮过程中,所述锥滚刀沿所述锥蜗轮毛坯轴线做直线平移进给运动,当所述锥滚刀轴线与所述锥蜗轮毛坯轴线的公垂线在所述锥蜗轮毛坯轴线上的垂足和点O
其中,Z
步骤5、装配锥面包络锥蜗杆副,包括:
按照所述步骤1和所述步骤2制造的包络锥蜗杆与按照所述步骤3和所述步骤4制造的锥蜗轮,按所述锥面包络锥蜗杆副的中心距a、所述锥面包络锥蜗杆副的轴交角Σ和所述包络锥蜗杆安装距z
2.根据权利要求1所述的锥面包络锥蜗杆副的制造方法,其特征在于,所述盘形锥面砂轮磨削包络锥蜗杆过程中的工艺中心距a
其中,r
3.根据权利要求1所述的锥面包络锥蜗杆副的制造方法,其特征在于,所述包络锥蜗杆安装距z
z
其中,k
4.根据权利要求3所述的锥面包络锥蜗杆副的制造方法,其特征在于,所述包络锥蜗杆安装距系数k
5.根据权利要求1所述的锥面包络锥蜗杆副的制造方法,其特征在于,所述盘形锥面砂轮的基本参数包括大端半径r
6.根据权利要求1所述的锥面包络锥蜗杆副的制造方法,其特征在于,所述包络锥蜗杆副的参考点M选取所述包络锥蜗杆i面的小端齿顶处。
7.根据权利要求1所述的锥面包络锥蜗杆副的制造方法,其特征在于,所述锥面包络锥蜗杆副轴交角Σ为90°,得到正交传动;所述锥面包络锥蜗杆副轴交角Σ为非90°,则得到非正交传动。
8.根据权利要求1所述的锥面包络锥蜗杆副的制造方法,其特征在于,所述锥面包络锥蜗杆副的参考点M在坐标系σ
所述锥蜗轮齿宽系数k
所述锥蜗轮面锥角δ
所述包络锥蜗杆沿分锥母线的模数m
并圆整成标准值,其中,Z
所述锥蜗轮大端齿顶到其大端定位基准面的垂直距离z
z
说明书
技术领域
本发明涉及偏置蜗杆传动技术领域,特别涉及一种锥面包络锥蜗杆副的制造方法。
背景技术
经典锥蜗杆螺旋面由直线刃车刀车削成形,是不可展的直纹面,难于按照形成原理精确磨削。这不利于锥蜗杆螺旋面硬化后的精加工,也不利于进一步提高传动副的承载能力。经典锥蜗杆传动的啮合界线,可能进入锥蜗杆齿面,从而形成不可用区,相应锥滚刀产形面的这部分会导致相配锥蜗轮齿面根切。此外,对于经典锥蜗杆传动而言,控制一齿两侧面啮合不对称的能力也不理想。
鉴于此,有必要根据新的原理,采用新的加工制造方法,创成新型锥蜗杆传动。
发明内容
本发明旨在克服现有技术的缺陷,发明目的是提供一种锥面包络锥蜗杆副的制造方法,这种锥面包络锥蜗杆副既适用于轴线垂直相错场合,也适用于轴线非垂直相错场合,其蜗杆工作长度几乎能够达到蜗杆螺纹全长,因而重合度大;传动副齿面都不易发生曲率干涉,适用的蜗杆头数和传动比范围广;其蜗轮齿面接触区基本能够覆盖整个齿面;传动副瞬时接触线分布均匀、稀疏、无交叉,有利于散热和润滑;该传动的诱导主曲率小且滑动角大,齿间接触应力水平低且形成润滑油膜条件好,因此,锥面包络锥蜗杆副承载能力大、传动效率高、使用寿命长。
为了实现上述目的,本发明提供了一种锥面包络锥蜗杆副,所述锥面包络锥蜗杆副包括包络锥蜗杆和锥蜗轮,所述包络锥蜗杆的螺旋面是可展曲面,由盘形锥面砂轮磨削展成,所述锥蜗轮由与所述包络锥蜗杆的螺旋面一致的锥滚刀范成,所述包络锥蜗杆和所述锥蜗轮啮合,所述锥面包络锥蜗杆副适用于传动比i12≥10的轴线正交相错或非正交相错场合。
所述锥面包络锥蜗杆副的制造方法,包括如下步骤:
步骤1、设置待制造包络锥蜗杆的坐标参数:
锥蜗杆毛坯与动坐标系 相固连,所述动坐标系σ1的单位基底矢 沿着所述锥蜗杆毛坯轴线由小端指向大端,所述动坐标系σ1的坐标原点O1位于所述锥蜗杆毛坯轴线上,是包络锥蜗杆螺纹长度的中点;
所述锥蜗杆毛坯的静坐标系为 所述静坐标系σo1的单位基底矢 与所述动坐标系σ1的单位基底矢 重合,沿所述锥蜗杆毛坯轴线,所述静坐标系σo1的单位基底矢 和单位基底矢 张成水平面;
砂轮座与平动坐标系 相固连,对刀基准点Ood位于所述静坐标系σo1的单位基底矢 上, ad为盘形锥面砂轮磨削包络锥蜗杆过程中的工艺中心距;
所述平动坐标系σod的单位基底矢 与所述静坐标系σo1的单位基底矢 平行,所述平动坐标系σod的单位基底矢 的正向与水平面 的夹角为包络锥蜗杆在锥面包络锥蜗杆副的参考点M处的导程角γm;
所述盘形锥面砂轮与坐标系 相固连,所述盘形锥面砂轮坐标系σd的单位基底矢 与所述平动坐标系σod的单位基底矢 重合,所述盘形锥面砂轮坐标系σd的单位基底矢 沿所述盘形锥面砂轮轴线,所述盘形锥面砂轮坐标系σd表示所述盘形锥面砂轮相对于所述砂轮座平动坐标系σod的偏转情况;
εS为所述盘形锥面砂轮坐标系σd相对于所述平动坐标系σod绕所述平动坐标系σod的单位基底矢 的偏转角,当S=1时,磨削包络锥蜗杆的i面,i面为朝向包络锥蜗杆小端的螺旋面;当S=2时,磨削包络锥蜗杆的e面,e面为朝向包络锥蜗杆大端的螺旋面;
步骤2、制造包络锥蜗杆:
安装在所述砂轮座上的所述盘形锥面砂轮磨削展成所述锥蜗杆毛坯,所述锥蜗杆毛坯相对于所述锥蜗杆毛坯的静坐标系做回转运动;
磨削包络锥蜗杆螺旋面的过程中,所述砂轮座沿平行于包络锥蜗杆分锥母线的直线 做平移运动,所述直线 与所述锥蜗杆毛坯轴线的夹角为包络锥蜗杆的分锥角δ1;
当所述锥蜗杆毛坯绕 转过角度 时,所述砂轮座相对于所述对刀基准点Ood的移动距离 p为包络锥蜗杆沿其分锥母线的螺旋参数;
所述盘形锥面砂轮产形锥面磨削所述包络锥蜗杆i面时,所述盘形锥面砂轮大端朝向所述包络锥蜗杆小端,大端圆心位于所述盘形锥面砂轮坐标系σd的坐标原点;所述盘形锥面砂轮产形锥面磨削所述包络锥蜗杆e面时,所述盘形锥面砂轮大端朝向所述包络锥蜗杆大端,大端圆心也位于所述盘形锥面砂轮坐标系σd的坐标原点;
步骤3、设置待制造锥蜗轮坐标参数:
锥蜗轮毛坯的静坐标系为 所述静坐标系σo2的单位基底矢 沿着锥蜗轮轴线由小端指向大端,所述静坐标系σo2的单位基底矢 沿着所述包络锥蜗杆轴线与所述锥蜗轮轴线的公垂线方向,点O'和O2分别是所述公垂线在所述包络锥蜗杆轴线和所述锥蜗轮轴线上的垂足, a为锥面包络锥蜗杆副的中心距,所述点O'沿包络锥蜗杆轴线到其小端的距离为zA,zA为包络锥蜗杆安装距;
步骤4、制造锥蜗轮:
用锥滚刀滚切所述锥蜗轮毛坯,所述锥滚刀的产形面与所述步骤2中得到的包络锥蜗杆螺旋面一致;
所述锥滚刀范成锥蜗轮的过程中,所述锥滚刀和所述锥蜗轮毛坯都绕各自的轴线做回转运动,角速度矢分别为 和 把这两个矢量移至同一平面内,正向夹角的补角为Σ,Σ是锥面包络锥蜗杆副的轴交角;所述锥滚刀与所述锥蜗轮毛坯间的传动比为锥面包络锥蜗杆副的传动比i12;
滚切锥蜗轮过程中,所述锥滚刀沿所述锥蜗轮毛坯轴线做直线平移进给运动,当所述锥滚刀轴线与所述锥蜗轮毛坯轴线的公垂线在所述锥蜗轮毛坯轴线上的垂足和点O2重合时,即所述锥滚刀轴线与所述锥蜗轮毛坯轴线的公垂线在所述锥蜗轮毛坯轴线上的垂足与所述锥蜗轮大端定位基准面间的距离为Ls时,所述锥滚刀的进给运动停止,Ls的计算式为:
其中,ZM为锥面包络锥蜗杆副的参考点M在坐标系σo2中沿 的坐标值;kg为锥蜗轮齿宽系数;δa2为锥蜗轮面锥角; 为锥面包络锥蜗杆副工作齿高系数;mδ为包络锥蜗杆沿分锥母线的模数;zB为锥蜗轮大端齿顶到其大端定位基准面垂直距离;
步骤5、装配锥面包络锥蜗杆副,包括:
按照所述步骤1和所述步骤2制造的包络锥蜗杆与按照所述步骤3和所述步骤4制造的锥蜗轮,按所述锥面包络锥蜗杆副的中心距a、所述锥面包络锥蜗杆副的轴交角Σ和所述包络锥蜗杆安装距zA装配,形成锥面包络锥蜗杆副。
所述盘形锥面砂轮磨削包络锥蜗杆过程中的工艺中心距ad按下式确定:
其中,rf为包络锥蜗杆螺纹中点处齿根圆半径,rg为盘形锥面砂轮大端半径;
所述包络锥蜗杆安装距zA按下式确定:
zA=kAa
其中,kA为安装距系数。
所述包络锥蜗杆安装距系数kA的取值为0.5~1.2。
所述盘形锥面砂轮的基本参数包括大端半径rg和半顶锥角δgS,所述大端半径rg和所述半顶锥角δgS的值根据啮合性能选取,所述盘形锥面砂轮包括第一盘形锥面砂轮和第二盘形锥面砂轮,所述第一盘形锥面砂轮和所述第二盘形锥面砂轮的半顶锥角δgS不同,所述第一盘形锥面砂轮磨削所述包络锥蜗杆的i面,所述第一盘形锥面砂轮的半顶锥角为δg1,所述第二盘形锥面砂轮磨削所述包络锥蜗杆的e面,所述第二盘形锥面砂轮的半顶锥角为δg2。
所述包络锥蜗杆副的参考点M选取所述包络锥蜗杆i面的小端齿顶处。
所述锥面包络锥蜗杆副轴交角Σ为90°,得到正交传动;所述锥面包络锥蜗杆副轴交角Σ为非90°,则得到非正交传动。
所述锥面包络锥蜗杆副的参考点M在坐标系σo2中沿 的坐标值ZM>0;
所述锥蜗轮齿宽系数kg的取值0.5~1;
所述锥蜗轮面锥角δa2根据啮合性能确定取值,δa2的取值为45°~89°;
所述包络锥蜗杆沿分锥母线的模数mδ按下式估算:
并圆整成标准值,其中,Z1为包络锥蜗杆头数;
所述锥蜗轮大端齿顶到其大端定位基准面的垂直距离zB取值为:
zB=(11~14)mδ。
本发明中的锥面包络锥蜗杆副的制造方法的有益效果:
(1)本发明提供的锥面包络锥蜗杆副的制造方法获得的锥面包络锥蜗杆副,蜗杆制造精度好、齿面硬度高、粗糙度低;
(2)本发明提供的锥面包络锥蜗杆副适用于轴线垂直相错或非垂直相错的场合;
(3)蜗杆几乎全长参与啮合、重合度大;
(4)本发明提供的锥面包络锥蜗杆副的齿面都不易发生曲率干涉,适用的蜗杆头数和传动比范围广;
(5)蜗轮齿面接触区基本能够覆盖整个齿面;
(6)本发明提供的锥面包络锥蜗杆副的瞬时接触线分布均匀、稀疏、无交叉,有利于散热和润滑;
(7)本发明提供的锥面包络锥蜗杆副的诱导主曲率小且滑动角大,齿间接触应力水平低且形成润滑油膜条件好;
(8)本发明提供的锥面包络锥蜗杆副的承载能力大、传动效率高、使用寿命长。
附图说明
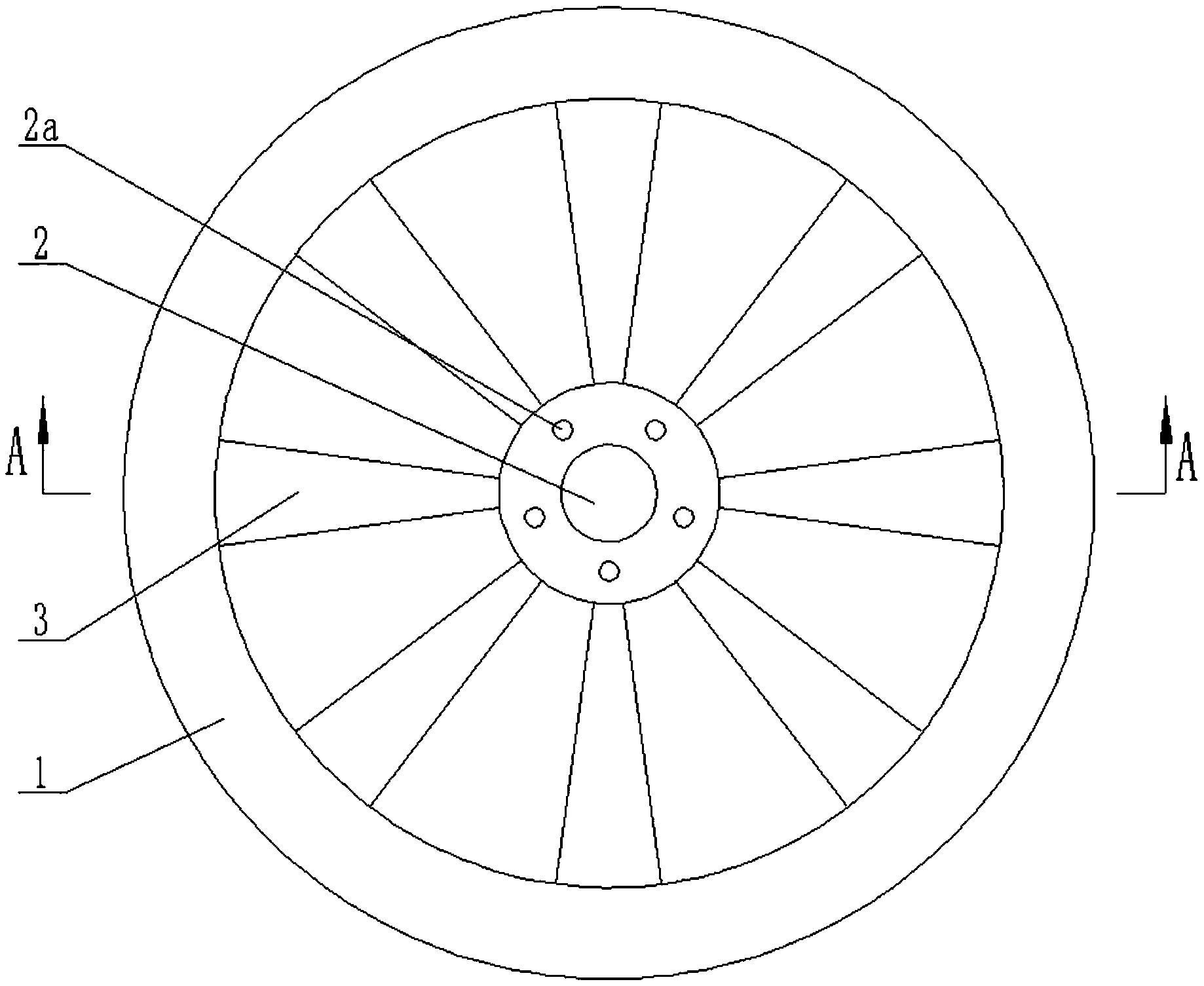
图1是本发明提供的盘形锥面砂轮的示意图;
图2是本发明提供的磨削包络锥蜗杆过程中加工坐标系组示意图,其中,图2(a)是磨削过程中盘形锥面砂轮与锥蜗杆毛坯相对位置和相对运动示意图,图2(b)是单位基底矢 与单位基底矢 的相对偏转情况示意图,图2(c)是盘形锥面砂轮坐标系σd相对于砂轮座坐标系σod的偏转情况示意图;
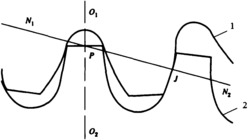
图3是本发明提供的包络锥蜗杆轴截面内以不同盘形锥面砂轮磨削包络锥蜗杆一齿两侧面的示意图;
图4是本发明提供的盘形锥面砂轮与砂轮坐标系σd的相对位置图;
图5是本发明提供的锥滚刀范成锥蜗轮过程中加工坐标系组示意图,其中,图5(a)是锥滚刀范成锥蜗轮过程中锥滚刀与锥蜗轮毛坯相对位置和相对运动示意图,图5(b)是锥滚刀与锥蜗轮毛坯相对位置和相对运动投影到 平面的示意图;
图6是本发明提供的计算锥滚刀进给停止位置的几何关系示意图;
图7是本发明提供的实施例一中包络锥蜗杆i面接触区和瞬时接触线分布轴截面投影图;
图8是本发明提供的实施例一中锥蜗轮凸面接触区和瞬时接触线分布图;
图9是本发明提供的实施例一中包络锥蜗杆e面接触区和瞬时接触线分布轴截面投影图;
图10是本发明提供的实施例一中锥蜗轮凹面接触区和瞬时接触线分布图;
图11是本发明提供的实施例二中包络锥蜗杆i面接触区和瞬时接触线分布轴截面投影图;
图12是本发明提供的实施例二中锥蜗轮凸面接触区和瞬时接触线分布图;
图13是本发明提供的实施例二中包络锥蜗杆e面接触区和瞬时接触线分布轴截面投影图;
图14是本发明提供的实施例二中包络锥蜗杆凹面接触区和瞬时接触线分布图。
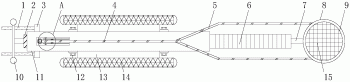
图15是本发明提供的锥面包络锥蜗杆副的示意图。
其中,
1-包络锥蜗杆,2-锥蜗轮。
具体实施方式
为了解决现有技术存在的问题,如图1至图15所示,本发明提供了一种锥面包络锥蜗杆副,包括包络锥蜗杆1和锥蜗轮2,包络锥蜗杆1的螺旋面是可展曲面,由盘形锥面砂轮磨削展成,磨削的包络锥蜗杆2提高了其齿面精度和齿面光洁度;
锥蜗轮2由与包络锥蜗杆1的螺旋面一致的锥滚刀范成,包络锥蜗杆1和锥蜗轮2啮合,所述锥面包络锥蜗杆副适用于传动比i12≥10的轴线正交相错或非正交相错场合,本发明中的锥面包络锥蜗杆副齿面不易发生曲率干涉,润滑条件好。
本发明中的锥面包络锥蜗杆副的制造方法,包括如下步骤:
步骤1、设置待制造包络锥蜗杆1的坐标参数:
如图2(a)所示,锥蜗杆毛坯与动坐标系 相固连,动坐标系σ1的单位基底矢 沿着锥蜗杆毛坯轴线由小端指向大端,动坐标系σ1的坐标原点O1位于锥蜗杆毛坯轴线上,是包络锥蜗杆螺纹长度Lw的中点;
如图2(a)所示,锥蜗杆毛坯的静坐标系为 静坐标系σo1的单位基底矢 与动坐标系σ1的单位基底矢 重合,也沿锥蜗杆毛坯轴线,静坐标系σo1的单位基底矢 和单位基底矢 张成水平面;
砂轮座与平动坐标系 相固连,用于描述砂轮座的平移运动及砂轮与锥蜗杆毛坯的相对位置,对刀基准点Ood位于静坐标系σo1的单位基底矢 上, ad为盘形锥面砂轮磨削包络锥蜗杆过程中的工艺中心距;
平动坐标系σod的单位基底矢jod与静坐标系σo1的单位基底矢 平行,平动坐标系σod的单位基底矢 的正向与水平面 的夹角为包络锥蜗杆在锥面包络锥蜗杆副的参考点M处的导程角γm,即如图2(b)所示,单位基底矢 与单位基底矢 的夹角为导程角γm;
盘形锥面砂轮与坐标系 相固连,盘形锥面砂轮坐标系σd的单位基底矢 与平动坐标系σod的单位基底矢 重合,盘形锥面砂轮坐标系σd的单位基底矢 沿盘形锥面砂轮轴线,盘形锥面砂轮坐标系σd表示盘形锥面砂轮相对于砂轮座平动坐标系σod的偏转情况;
如图2(c)所示,εS为盘形锥面砂轮坐标系σd相对于平动坐标系σod绕平动坐标系σod的单位基底矢 的偏转角,如图3所示,当S=1时,磨削包络锥蜗杆1的i面,i面为朝向包络锥蜗杆1小端的螺旋面;当S=2时,磨削包络锥蜗杆1的e面,e面为朝向包络锥蜗杆1大端的螺旋面;
步骤2、制造包络锥蜗杆:
安装在砂轮座上的盘形锥面砂轮磨削展成锥蜗杆毛坯,锥蜗杆毛坯相对于锥蜗杆毛坯的静坐标系做回转运动;
磨削包络锥蜗杆1螺旋面的过程中,砂轮座沿平行于包络锥蜗杆1分锥母线的直线 做平移运动,直线 与锥蜗杆毛坯轴线的夹角为包络锥蜗杆的分锥角δ1,一般取δ1=5°;
盘形锥面砂轮磨削包络锥蜗杆过程中的工艺中心距ad按下式确定:
其中,rf为包络锥蜗杆螺纹中点处齿根圆半径,rg为盘形锥面砂轮大端半径;
①当所述包络锥蜗杆1右旋时,若包络锥蜗杆1绕其自身轴线旋转的角速度矢指向大端,则砂轮座载着所述盘形锥面砂轮向小端运动;若包络锥蜗杆1绕其自身轴线旋转的角速度矢指向小端,则砂轮座载着盘形锥面砂轮向大端运动;
②当包络锥蜗杆1左旋时,若包络锥蜗杆1绕其自身轴线旋转的角速度矢指向大端,则砂轮座载着所述盘形锥面砂轮向大端运动;若包络锥蜗杆1绕其自身轴线旋转的角速度矢指向小端,则砂轮座载着盘形锥面砂轮向小端运动;
当锥蜗杆毛坯绕 转过角度 时,所述砂轮座相对于所述对刀基准点Ood的移动距离 p为包络锥蜗杆沿其分锥母线的螺旋参数;
如图4所示,盘形锥面砂轮产形锥面磨削包络锥蜗杆1的i面时,盘形锥面砂轮大端朝向包络锥蜗杆1小端,大端圆心位于盘形锥面砂轮坐标系σd的坐标原点;盘形锥面砂轮产形锥面磨削包络锥蜗杆1的e面时,盘形锥面砂轮大端朝向包络锥蜗杆1大端,大端圆心也位于盘形锥面砂轮坐标系σd的坐标原点;
步骤3、设置待制造锥蜗轮坐标参数:
如图5(a)所示,锥蜗轮毛坯的静坐标系为 静坐标系σo2的单位基底矢 沿着锥蜗轮轴线由小端指向大端,静坐标系σo2的单位基底矢 沿着包络锥蜗杆1轴线与锥蜗轮轴线的公垂线方向,点O'和O2分别是公垂线在包络锥蜗杆1轴线和所述锥蜗轮轴线上的垂足, a为锥面包络锥蜗杆副的中心距,所述点O'沿包络锥蜗杆轴线到其小端的距离为zA,zA为包络锥蜗杆安装距,按下式确定:
zA=kAa
其中,kA为安装距系数,包络锥蜗杆的安装距系数kA的取值为0.5~1.2,一般取小值,以期紧凑结构,但需确保整个包络锥蜗杆1齿面位于啮合界线的可用区一侧;
步骤4、制造锥蜗轮:
用锥滚刀滚切所述锥蜗轮毛坯,锥滚刀的产形面与步骤2中得到的包络锥蜗杆1螺旋面一致;
锥滚刀范成锥蜗轮2的过程中,锥滚刀和锥蜗轮毛坯都绕各自的轴线做回转运动,角速度矢分别为 和 如图5(b)所示,把这两个矢量移至同一平面内,正向夹角的补角为Σ,Σ是锥面包络锥蜗杆副的轴交角,锥面包络锥蜗杆副轴交角Σ一般为90°,但根据特殊需求,也可以设计为非90°,锥面包络锥蜗杆副轴交角Σ为90°,得到正交传动;锥面包络锥蜗杆副轴交角Σ为非90°,则得到非正交传动;锥滚刀与锥蜗轮毛坯间的传动比为锥面包络锥蜗杆副的传动比i12;
滚切锥蜗轮2过程中,锥滚刀沿所述锥蜗轮毛坯轴线做直线平移进给运动,当锥滚刀轴线与锥蜗轮毛坯轴线的公垂线在锥蜗轮毛坯轴线上的垂足和点O2重合时,即锥滚刀轴线与锥蜗轮毛坯轴线的公垂线在锥蜗轮毛坯轴线上的垂足与锥蜗轮大端定位基准面间的距离为Ls时,锥滚刀的进给运动停止,Ls的计算式为:
其中,ZM为锥面包络锥蜗杆副的参考点M在坐标系σo2中沿 的坐标值;kg为锥蜗轮齿宽系数;δa2为锥蜗轮面锥角; 为锥面包络锥蜗杆副工作齿高系数;mδ为包络锥蜗杆沿分锥母线的模数;zB为锥蜗轮大端齿顶到其大端定位基准面垂直距离,如图6所示,d为锥蜗轮大端定位基准面;
锥面包络锥蜗杆副的参考点M在坐标系σo2中沿 的坐标值ZM>0,可在计算锥面包络锥蜗杆副参考点M过程中得到;锥蜗轮齿宽系数kg的取值0.5~1,以便保证传动副的共轭区充分大;锥蜗轮面锥角δa2根据啮合性能确定取值,δa2的取值为45°~89°,当锥面包络锥蜗杆副轴交角Σ较大时,δa2取大值,反之,δa2取小值,本发明中,啮合性能主要包括:啮合区的大小,滑动角大小,是否存在曲率干涉及齿面间应力水平大小;
包络锥蜗杆沿分锥母线的模数mδ按下式估算:
并圆整成标准值,其中,Z1为包络锥蜗杆头数;
锥蜗轮大端齿顶到其大端定位基准面的垂直距离zB取值为:
zB=(11~14)mδ
在设计时,锥蜗轮大端齿顶到其大端定位基准面的垂直距离zB的值应先行确定,在加工锥蜗轮2时,再据此计算出锥滚刀进给停止位置Ls,以此确定锥滚刀的进给量;
步骤5、装配锥面包络锥蜗杆副,包括:
按照步骤1和步骤2制造的包络锥蜗杆1与按照步骤3和步骤4制造的锥蜗轮2,按锥面包络锥蜗杆副的中心距a、锥面包络锥蜗杆副的轴交角Σ和包络锥蜗杆安装距zA装配,形成锥面包络锥蜗杆副。
盘形锥面砂轮的基本参数包括大端半径rg和半顶锥角δgS,大端半径rg和半顶锥角δgS的值根据啮合性能选取,并保证足够的包络锥蜗杆1齿顶厚和整个包络锥蜗杆1齿面位于啮合接线的可用区一侧,在磨削包络锥蜗杆1同一齿的i面和e面时,盘形锥面砂轮包括第一盘形锥面砂轮和第二盘形锥面砂轮,第一盘形锥面砂轮和第二盘形锥面砂轮的半顶锥角δgS不同,以缓解包络锥蜗杆1同一齿两侧面的啮合不对称,第一盘形锥面砂轮磨削包络锥蜗杆1的i面,第一盘形锥面砂轮的半顶锥角为δg1,第二盘形锥面砂轮磨削包络锥蜗杆1的e面,第二盘形锥面砂轮的半顶锥角为δg2。
锥面包络锥蜗杆副的参考点M选取包络锥蜗杆1的i面的小端齿顶处,根据锥面包络锥蜗杆副齿面方程算出,以包络锥蜗杆1的i面和锥蜗轮2凸面作为主要承载面,进而据此确定锥蜗轮2的尺寸。
实施例1
本实施例中,包络锥蜗杆1右旋,头数Z1=1,锥面包络锥蜗杆副轴线非正交,轴交角Σ=75°,本实施例的制造方法采用如下步骤:
步骤1、设置待制造包络锥蜗杆的坐标参数:
锥蜗杆毛坯与动坐标系 相固连,动坐标系σ1的单位基底矢 沿着锥蜗杆毛坯轴线由小端指向大端,动坐标系σ1的坐标原点O1位于锥蜗杆毛坯轴线上,是包络锥蜗杆螺纹长度Lw的中点;
锥蜗杆毛坯的静坐标系为 静坐标系σo1的单位基底矢 与动坐标系σ1的单位基底矢 重合,沿锥蜗杆毛坯轴线,静坐标系σo1的单位基底矢 和单位基底矢 张成水平面;
砂轮座与平动坐标系 相固连,对刀基准点Ood位于静坐标系σo1的单位基底矢 上, ad为盘形锥面砂轮磨削包络锥蜗杆过程中的工艺中心距;
平动坐标系σod的单位基底矢 与静坐标系σo1的单位基底矢 平行,平动坐标系σod的单位基底矢 的正向与水平面 的夹角为包络锥蜗杆在锥面包络锥蜗杆副的参考点M处的导程角γm,本实施例中,包络锥蜗杆在参考点M处的导程角γm=4.0204°;
盘形锥面砂轮与坐标系 相固连,盘形锥面砂轮坐标系σd的单位基底矢 与所述平动坐标系σod的单位基底矢 重合,盘形锥面砂轮坐标系σd的单位基底矢 沿盘形锥面砂轮轴线,盘形锥面砂轮坐标系σd表示盘形锥面砂轮相对于砂轮座平动坐标系σod的偏转情况;
εS为盘形锥面砂轮坐标系σd相对于平动坐标系σod绕平动坐标系σod的单位基底矢 的偏转角,当S=1时,磨削包络锥蜗杆1的i面,i面为朝向包络锥蜗杆1小端的螺旋面;当S=2时,磨削包络锥蜗杆1的e面,e面为朝向包络锥蜗杆1大端的螺旋面;
步骤2、制造包络锥蜗杆:
安装在砂轮座上的盘形锥面砂轮磨削展成锥蜗杆毛坯,锥蜗杆毛坯相对于锥蜗杆毛坯的静坐标系做回转运动;
磨削包络锥蜗杆1螺旋面的过程中,砂轮座沿平行于包络锥蜗杆1分锥母线的直线 做平移运动,直线 与锥蜗杆毛坯轴线的夹角为包络锥蜗杆的分锥角δ1,本实施例中,包络锥蜗杆的分锥角取为δ1=5°;
盘形锥面砂轮磨削包络锥蜗杆过程中的工艺中心距ad按下式确定:
其中,rf为包络锥蜗杆螺纹中点处齿根圆半径,rg为盘形锥面砂轮大端半径;
本实施例中,锥面包络锥蜗杆副中心距a=140mm,传动比i12=71,包络锥蜗杆沿分锥母线的模数为:
圆整成标准值,取mδ=4mm;包络锥蜗杆长度Lw=0.73a=0.73×140=102.2mm,包络锥蜗杆螺纹中点处齿根圆半径rf=23.4363mm;选取盘形锥面砂轮大端半径rg=150mm,为了保证足够的包络锥蜗杆1齿顶厚和整个包络锥蜗杆齿1面位于啮合界线的可用区一侧,磨削包络锥蜗杆1的i面时,第一盘形锥面砂轮半顶锥角取为δg1=65°,第一盘形锥面砂轮偏转角取ε1=0°,计算得到工艺中心距:
磨削包络锥蜗杆1的e面时,第二盘形锥面砂轮半顶锥角取为δg2=56°,第二盘形锥面砂轮偏转角取ε2=-2°,计算得到工艺中心距:
本实施例中,由于包络锥蜗杆1右旋,并且包络锥蜗杆1绕其自身轴线旋转的角速度矢指向大端,所以砂轮座载着盘形锥面砂轮向小端运动;
在当前位置,当锥蜗杆毛坯绕 转过角度 时,所述砂轮座相对于对刀基准点Ood的移动距离 p为包络锥蜗杆沿其分锥母线的螺旋参数,本实施例中,包络锥蜗杆沿其分锥母线的螺旋参数p为:
盘形锥面砂轮产形锥面磨削包络锥蜗杆1的i面时,盘形锥面砂轮大端朝向包络锥蜗杆1小端,大端圆心位于盘形锥面砂轮坐标系σd的坐标原点;盘形锥面砂轮产形锥面磨削包络锥蜗杆1的e面时,盘形锥面砂轮大端朝向包络锥蜗杆1大端,大端圆心也位于盘形锥面砂轮坐标系σd的坐标原点。
步骤3、设置待制造锥蜗轮坐标参数:
锥蜗轮毛坯的静坐标系为 静坐标系σo2的单位基底矢 沿着锥蜗轮轴线由小端指向大端,静坐标系σo2的单位基底矢 沿着包络锥蜗杆轴线与锥蜗轮轴线的公垂线方向,点O'和O2分别是公垂线在包络锥蜗杆轴线和锥蜗轮轴线上的垂足, a为锥面包络锥蜗杆副的中心距,点O'沿包络锥蜗杆轴线到其小端的距离为zA,zA为包络锥蜗杆安装距,按下式确定:
zA=kAa
其中,kA为安装距系数;
本实施例中,由于锥面包络锥蜗杆副轴线非正交,为了保证锥面包络锥蜗杆副结构紧凑,取包络锥蜗杆安装距系数kA=1,锥面包络锥蜗杆副安装距为:
zA=a=140mm
步骤4、制造锥蜗轮:
用锥滚刀滚切锥蜗轮毛坯,锥滚刀的产形面与步骤2中得到的包络锥蜗杆1螺旋面一致;
锥滚刀范成锥蜗轮2的过程中,锥滚刀和锥蜗轮毛坯都绕各自的轴线做回转运动,角速度矢分别为 和 把这两个矢量移至同一平面内,正向夹角的补角为Σ,Σ是锥面包络锥蜗杆副的轴交角;锥滚刀与锥蜗轮毛坯间的传动比为锥面包络锥蜗杆副的传动比i12;
滚切锥蜗轮2过程中,锥滚刀沿锥蜗轮毛坯轴线做直线平移进给运动,当锥滚刀轴线与锥蜗轮毛坯轴线的公垂线在锥蜗轮毛坯轴线上的垂足和点O2重合时,即锥滚刀轴线与锥蜗轮毛坯轴线的公垂线在锥蜗轮毛坯轴线上的垂足与锥蜗轮大端定位基准面间的距离为Ls时,锥滚刀的进给运动停止,Ls的计算式为:
其中,ZM为锥面包络锥蜗杆副的参考点M在坐标系σo2中沿 的坐标值;kg为锥蜗轮齿宽系数;δa2为锥蜗轮面锥角; 为锥面包络锥蜗杆副工作齿高系数;mδ为包络锥蜗杆沿分锥母线的模数;zB为锥蜗轮大端齿顶到其大端定位基准面垂直距离;
本实施例中,锥面包络锥蜗杆副的参考点M选取在包络锥蜗杆i面小端齿顶,根据锥面包络锥蜗杆副的啮合函数计算得到,锥面包络锥蜗杆副的参考点M在坐标系σo2中沿 的坐标值ZM=62.2315mm;为了保证基本能够利用蜗杆螺纹全长,且锥蜗轮凸凹齿面接触区位置大致相当,同时为了避免蜗轮齿面除接触区外的过度富余,锥蜗轮齿宽系数可取为kg=0.54;在轴交角Σ=75°情况下,为了充分利用锥蜗轮齿高,可取锥蜗轮面锥角δa2=65°;锥面包络锥蜗杆副工作齿高系数 锥蜗轮大端齿顶到其大端定位基准面垂直距离取为zB=12mδ=48mm;基于以上数据,按本发明给出的公式,可计算出锥滚刀停止位置Ls的值:
=62.2315+0.54×140×cot65°-2×4×sin65°+48=138.2339mm
步骤5、装配锥面包络锥蜗杆副,包括:
按照步骤1和步骤2制造的包络锥蜗杆1与按照步骤3和步骤4制造的锥蜗轮2,按锥面包络锥蜗杆副的中心距a=140mm、锥面包络锥蜗杆副的轴交角Σ=75°和包络锥蜗杆安装距zA=140mm装配,形成锥面包络锥蜗杆副。
上述锥面包络锥蜗杆副,包络锥蜗杆1的i面和锥蜗轮2凸面啮合,齿面接触区和瞬时接触线分布分别如图7和图8所示;包络锥蜗杆1的e面和锥蜗轮2凹面啮合,齿面接触区和瞬时接触线分布分别如图9和图10所示。
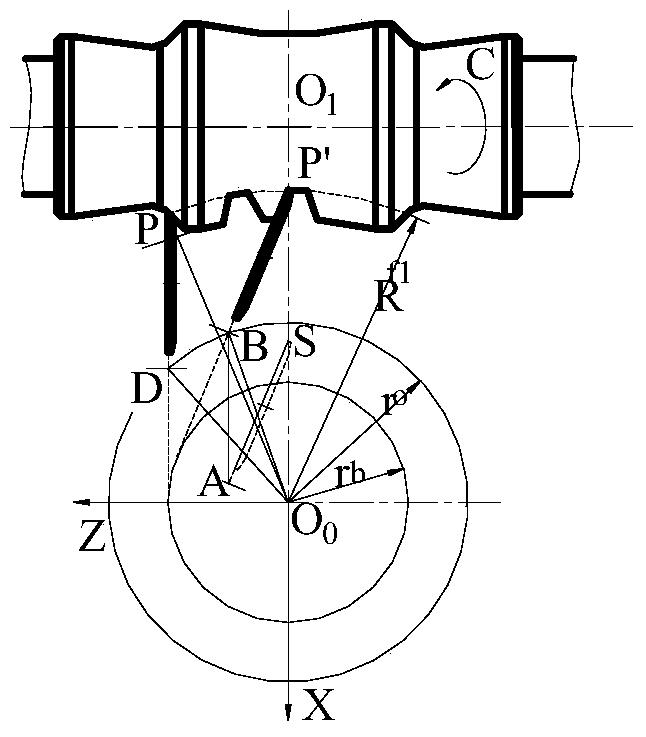
在图7中,包络锥蜗杆1的i面接触区在其轴截面中的投影为区域MABCD,其中,MA为锥蜗轮小端在蜗杆上的反映线、AB为锥蜗轮齿顶在蜗杆上的反映线、BC为包络锥蜗杆1的大端、CD为锥蜗轮大端在蜗杆上的反映线、DM为包络锥蜗杆1齿顶。在图9中,包络锥蜗杆1的e面的接触区在其轴截面中的投影为区域ABCD,其中AB为锥蜗轮齿顶在蜗杆上的反映线、BC为锥蜗轮大端在蜗杆上的反映线、CD为包络锥蜗杆1齿顶、DA为锥蜗轮小端在蜗杆上的反映线。
结合图7和图9可以看出,包络锥蜗杆1的i面和e面工作长度都几乎达到了其螺纹全长;此外,砂轮磨削包络锥蜗杆1时,曲率干涉界线位于蜗杆实体内部,整个包络锥蜗杆1齿面位于不存在曲率干涉的一侧,蜗杆无根切。
在图8中,锥蜗轮凸面的接触区为区域MABCD,其中,MA为锥蜗轮小端、AB为锥蜗轮齿顶、BC为包络锥蜗杆的大端在蜗轮上的反映线、CD为锥蜗轮大端、DM为包络锥蜗杆齿顶在蜗轮上的反映线。在图10中,锥蜗轮凹面的接触区为区域ABCD,其中AB为锥蜗轮齿顶、BC为锥蜗轮大端、CD为包络锥蜗杆齿顶在蜗轮上的反映线、DA为锥蜗轮小端。
结合图8和图10可以看出,锥蜗轮凸面和凹面的接触区都比较宽阔,基本可以覆盖全部齿面,且瞬时接触线在整个锥蜗轮齿面接触区内分布稀疏且均匀,有利于改善和提高锥面包络锥蜗杆副的散热条件和润滑性能。
图7—10表明,传动副一齿两侧面的接触区和瞬时接触线分布情况差别不大。这就从全局啮合特性的角度,反映出本实施例的锥面包络锥蜗杆副啮合不对称不显著。
为了进一步说明上述得到的锥面包络锥蜗杆副的工作性能,如图7—10所示,在锥面包络锥蜗杆副接触区依次画出5条瞬时接触线,分别记为①、②、③、④和⑤,并且沿锥蜗轮接触区内每一条瞬时接触线,从齿顶到齿根依次取a、b、c三个啮合点,并计算这些啮合点处的诱导主曲率 和滑动角θvt,具体数值结果列于表1。
表1
从表1中可以看出,在锥面包络锥蜗杆副整个接触区内的诱导主曲率 的符号不变,说明在整个接触区内不存在曲率干涉;整个接触区内,诱导主曲率 的值都较小,不存在明显的高应力啮合点,而且各个啮合点处 值也比较接近,说明在整个接触区内齿间接触应力水平大致相当,符合等强度原则;在整个接触区内的滑动角θvt数值都比较大,说明锥面包络锥蜗杆副齿间形成弹流润滑油膜的条件较好,传动副具有优越的润滑性能。
此外,表1中的数值表明,传动副一齿两侧面的诱导主曲率 和滑动角θvt数值差别不大。这就从局部啮合特性的角度,反映出本实施例的锥面包络锥蜗杆副啮合不对称不显著。
实施例2
本实施例的锥面包络锥蜗杆副的制造方法和实施例1相同,但锥面包络锥蜗杆副的基本参数及加工工艺参数不同。
本实施例中的包络锥蜗杆右旋,头数Z1=3,锥面包络锥蜗杆副两轴线正交,即轴交角Σ=90°,中心距a=100mm,传动比i12=18,根据本发明提供的公式,可以估算出包络锥蜗杆沿分锥母线的模数为:
圆整成标准值,取mδ=4mm;包络锥蜗杆长度Lw=0.73a=0.73×100=73mm,包络锥蜗杆在参考点M处的导程角γm=15.818°,包络锥蜗杆分锥角δ1=5°,包络锥蜗杆螺纹中点处齿根圆半径rf=16.159mm;选取盘形锥面砂轮大端半径rg=120mm,为了保证足够的包络锥蜗杆1齿顶厚和整个包络锥蜗杆1齿面位于啮合界线的可用区一侧,磨削包络锥蜗杆1的i面时,第一盘形锥面砂轮半顶锥角取为δg1=65°,第一盘形锥面砂轮偏转角取ε1=0°:
磨削包络锥蜗杆1的e面时,第二盘形锥面砂轮半顶锥角取为δg2=55°,第二盘形锥面砂轮偏转角取ε2=-5°,计算得到工艺中心距:
本实施例中,包络锥蜗杆沿其分锥母线的螺旋参数p为:
由于本实施例中的锥面包络锥蜗杆副轴交角Σ=90°,为了紧凑锥面包络锥蜗杆副结构,蜗杆安装距系数kA可取小值,即kA=0.8,于是锥面包络锥蜗杆副安装距为:
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0