











专利摘要
本发明公开了一种难成形半挂车车轴轴头的轧制成形装置和方法,属于钢管热缩径成形技术领域。本发明在现有技术基础上,通过轧制时调整轧辊轴向位置,减少轧辊型腔中的变形区数目,降低推轧负荷,防止轧辊型腔外的空心轴坯应力过大而产生的失稳变形,从而可以对难成形轴头进行一次轧制成形。在线调整轧辊轴向位置的关键在于,轧辊两端装有可轴向移动的轴承,并且在非进料侧轴端安装液压机构,液压机构一端安装在轴承座上,另一端安装在与轧辊轴固定连接的凸台上。该发明不但可以进行一般轴头的成形,还可实现难成形轴头的一次轧制成形,从而避免了二次轧制引起的成本提高。
权利要求
1.一种难成形半挂车车轴轴头轧制成形装置,包括一个轧辊箱(1)和一个轴坯旋转机箱(2),所述轧辊箱(1)内设置四个轧辊(3),其在管坯圆周方向对称分布,轧辊(3)轴向对齐,四个轧辊(3)之间的空间构成轧辊型腔(7),其特征在于,在所述轧辊(3)两端安装可轴向移动的轴承(8),每个轧辊(3)的非进料端设置对称分布的两个液压机构(4),通过液压机构(4)可对轧辊(3)轴向位置进行调整,所述液压机构(4)由液压缸(4a)、活塞杆(4b)、液压缸的底座(4c)以及液压管(4d)构成,在轧辊轴(11)端固定一个凸台(10),液压缸的底座(4c)固定连接在轴承座(9)上,活塞杆(4b)的一端固定在凸台(10)上,液压缸(4a)通过液压管(4d)与液压站连接。
2.一种难成形半挂车车轴轴头轧制成形方法,其特征在于,在轧制过程中,通过轧辊轴向位置的调整,减少轧辊型腔中的变形区数目,降低推轧负荷,避免难成形车轴轧制时轧辊型腔以外的轴坯应力超过屈服应力而发生失稳变形,从而可以对难成形轴头进行一次轧制成形,其具体步骤如下:
a、将四个轧辊轴向对齐后开始轧制;
b、在轴坯前端到达轧辊辊身型面上的台阶处时,根据推轧负荷情况,通过液压调整机构,将1~3个轧辊远离轴坯轴向移动,上述移动的轧辊对轴坯前端缩径变形不起直接作用,只通过其圆柱段扶持轴坯稳定轧制变形;
c、未移动的轧辊的型面对轴坯端部进行缩径变形。
说明书
技术领域
本发明属于钢管热缩径成形技术领域,具体涉及一种整体式空心半挂车车轴轴头的轧制成形装置和方法。
背景技术
目前,半挂车车轴普遍的是由无缝钢管制造的整体空心车轴。车轴两端一般通过横轧或挤压成形。对复杂、难成形轴头成形时,由于轴坯端部的缩径量或增厚量较大,一般需要通过二次轧制或多次挤压成形。
半挂车车轴横轧成形一般采用类似专利200920237583.4所述的装置,四个轧辊在管坯圆周方向对称分布,轧辊轴向对齐,四个轧辊之间的空间构成轧辊型腔。轴坯端部加热到轧制温度后,由轴坯旋转箱内的装置夹持并驱动轴坯旋转,液压缸推动轧辊箱向轴坯移动,轴坯端部进入轧辊型腔后,轴坯带动轧辊旋转,轴坯端部在轧辊型面作用下发生缩径变形。轧制时,轴坯前端到达轧辊辊身型面上的台阶处时,轴坯径向显著聚料,推轧负荷急剧增加。
在难成形轴头(轴头缩径增厚量大)轧制时,当推轧负荷增加到一定程度后,轧辊型腔外的轴坯未成型段的平均轴向应力达到或超过轴坯的屈服极限,这样,轴坯在进入轧辊型腔前即已发生屈服,轴坯的内、外径增加,并产生明显失稳变形,轧制后轴体形状和尺寸不合要求。若推轧载荷过大,则导致轧辊型腔外的变形过大,甚至使得轧制无法正常完成。因此,轴端轧制工艺设计时,一般需将总变形量分配到两次轧制中,两次轧制间需要二次加热。两次轧制不仅需要增加一套轧辊和二次加热的能源消耗,还显著减小轧机产量。
发明内容
本发明针对半挂车车轴端部轧制成形现有技术存在的不足,提供一种可以减小推轧负荷并使得难成形轴头得以一次轧制成形的装置和方法。
为了解决以上技术问题,本发明是通过以下技术方案予以实现的。
本发明提供的一种难成形半挂车车轴轴头轧制成形装置,包括一个轧辊箱和一个轴坯旋转机箱,所述轧辊箱内设置四个轧辊,其在管坯圆周方向对称分布,轧辊轴向对齐,四个轧辊之间的空间构成轧辊型腔,其特征在于,在所述轧辊两端安装可轴向移动的轴承,每个轧辊的非进料端设置对称分布的两个液压机构,通过液压机构可对轧辊轴向位置进行调整,所述液压机构由液压缸、活塞杆、液压缸的底座以及液压管构成,在轧辊轴端固定一个凸台,液压缸的底座固定连接在轴承座上,活塞杆的一端固定在凸台上,液压缸通过液压管与液压站连接。
本发明提供的一种难成形半挂车车轴轴头轧制成形方法,在轧制过程中,通过轧辊轴向位置的调整,减少轧辊型腔中的变形区数目,降低推轧负荷,避免难成形车轴轧制时轧辊型腔以外的轴坯应力超过屈服应力而发生失稳变形,从而可以对难成形轴头进行一次轧制成形,其具体步骤如下:
a、将四个轧辊轴向对齐后开始轧制;
b、在轴坯前端到达轧辊辊身型面上的台阶处(聚料量大)时,根据推轧负荷情况,通过液压调整机构,将1~3个轧辊远离轴坯轴向移动(向后移动),向后移动的轧辊对轴坯前端缩径变形不起直接作用,只通过其圆柱段扶持轴坯稳定轧制变形;
c、未移动的轧辊的型面对轴坯端部进行缩径变形。
该方法的核心是将现有的轧制工艺基础之上,通过调整轧制时轧辊轴向位置,减少轧辊型腔中变形区数量,实现减小推轧负荷,避免轧辊型腔外管坯金属塑性失稳,实现难成形轴头一次轧制成形的目的。
与现有技术相比,本发明具有以下技术效果:
1、车轴端部轧制工艺更为灵活,通过在线调整轧辊轴向位置可对难成形轴头一次轧制成形,具有显著的技术进步;
2、该发明不但可以进行一般轴头的成形,还可实现难成形轴头的一次轧制成形,避免二次轧制引起的成本提高,具有明显的经济效益。
附图说明
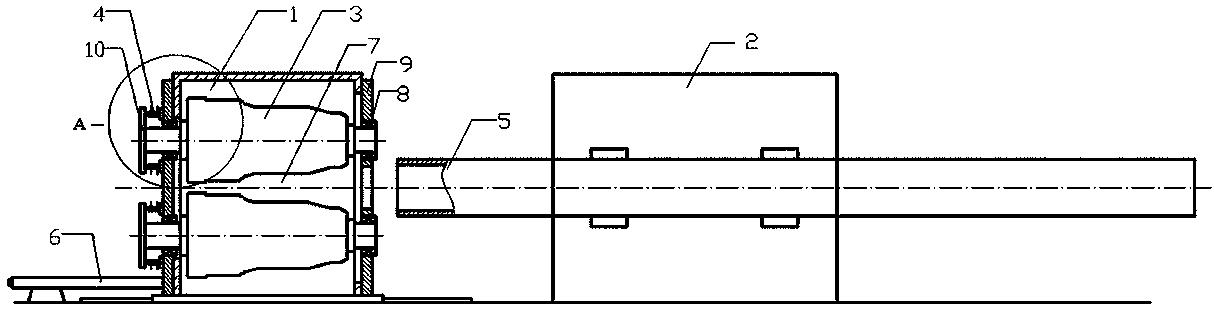
图1为本发明总体结构示意图。
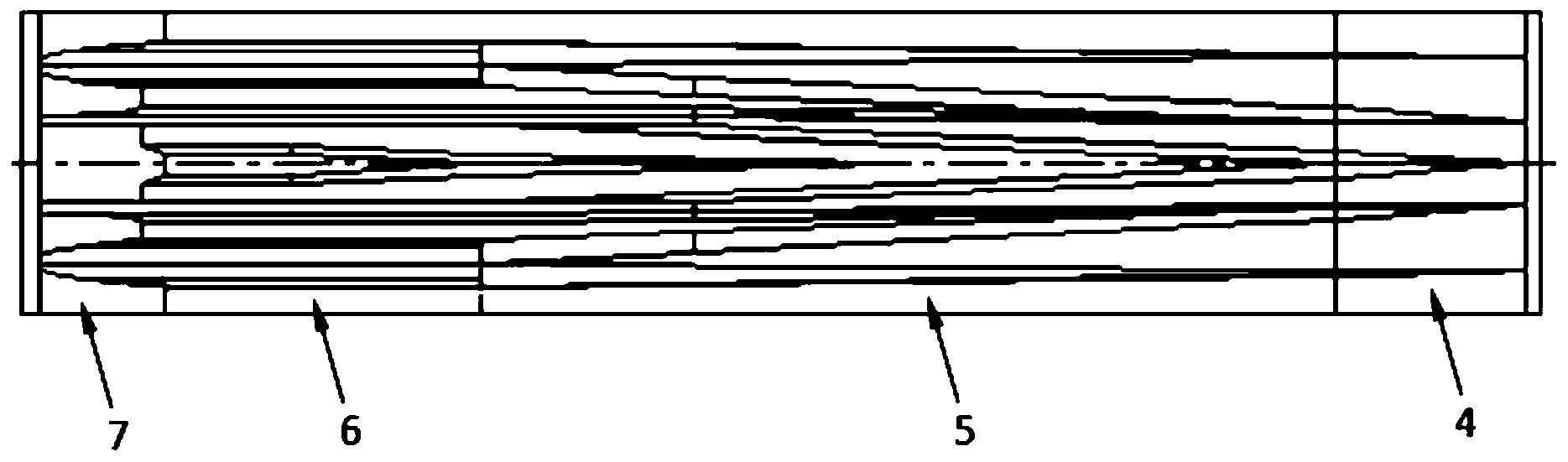
图2为图1中A部分的放大图。
图中:1、轧辊箱;2、轴坯旋转机箱;3、轧辊;4、液压机构;4a、液压缸;4b、活塞杆;4c、液压缸的底座;4d、液压管;5、轴坯;6、液压缸;7、轧辊型腔;8、轴承;9、轴承座;10、凸台;11、轧辊轴。
具体实施方式
以下结合附图对本发明做进一步的说明。
如图1所示,车轴端部轧制装置主要包括一个轧辊箱1(内含轴坯周向对称布置的四个轧辊3)和一个轴坯旋转机箱2(夹持并驱动轴坯5旋转)。每个轧辊3的非进料端设置对称分布的两个液压机构4,通过液压机构4可对轧辊轴向位置进行调整。
在现有的半挂车车轴轴头轧制装备基础上,对每个轧辊增加轴向调整装置。如图2所示,每个轧辊两端安装可轴向移动的轴承8,轧辊的轴向移动通过液压机构4实现。液压机构4由液压缸4a、活塞杆4b、液压缸的底座4c以及液压管4d构成,为便于液压机构4的安装,在轧辊轴11端部固定一凸台10,液压缸的底座4c固定连接在轴承座9上,活塞杆4b的一端固定在凸台10上,液压缸通过液压管4d与液压站连接。通过对液压缸4a内冲入或放出液压油,使活塞杆4b伸出或收缩,当活塞杆4b伸出时,由于轧辊箱1固定,则轧辊远离轴坯5方向移动;当活塞杆4b收缩时,轧辊则向相反的方向轴向移动。
以下结合具体轧制流程对本发明做进一步的描述。
轴坯5端部加热到轧制温度后,送到旋转机箱2中,使轴坯5就位并夹紧,驱动轴坯5旋转;轧辊箱1在液压缸6推动下向轴坯5移动,轴坯5前端进入轧辊型腔7,轧辊3在摩擦力的作用下由轴坯5驱动旋转,轴坯5前端轧制变形。轧制后,轧辊型面将复制到轴坯5端部,并实现缩径增厚的目的。
对于一般半挂车轴头成形时,轧制开始前,通过液压调整机构将4个轧辊轴向对齐,轧制过程中不需调整轧辊轴向位置。
在难成形轴头轧制时,通过轧辊端部的液压机构作用调整轧辊轴向位置。轧制时轧辊调整方向是使轧辊远离轴坯移动,移动后的轧辊上的锥面或台阶对轴端变形不起作用,仅靠其圆柱段对轴坯旋转进行扶持,保证轧制稳定。这样,变形时只有最靠前(进料侧)的轧辊型面对轴坯前端进行缩径成形,变形区的数目取决于最靠前布置的轧辊数目。轧制时根据需要,合理调整轧辊位移量。随着轴坯前端成形难度的提高,需要移动的轧辊数目增加,最多移动3个轧辊,保留1个轧辊的型面对轴坯端部进行变形。随着轧辊型腔中变形区数目的减小,推轧负荷减小,轧辊型腔外的轴坯中的轴向应力降低,保证其应力值大小低于屈服应力是轴坯前端轧制成形的前提条件。
如果轧辊轴向位置只能离线调整的话,则在轧制初始阶段,轴坯头部不能同时与所有轧辊接触,由于头部约束不稳定而产生较大幅度的摆动,不利于轴坯前端圆周方向的均匀变形。为此,本发明提出一种可在线进行轧辊轴向位置调整的装置,其技术关键在于,轧辊两端装有可轴向移动的轴承,并且在非进料侧轴端安装液压机构,液压机构一端安装在轴承座上,另一端安装在与轧辊轴固定连接的凸台上。通过该装置使得轴坯端部达轧辊型面较大台阶、推轧负荷急剧升高时,可在线调整轧辊的轴向位置,减小推轧负荷,防止轧辊型腔外的空心轴坯应力过大而产生的失稳变形,从而实现对难成形轴头的一次轧制成形。
本说明书示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应落入本发明的保护范围之内。
一种难成形半挂车车轴轴头轧制成形装置和方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0