









专利摘要
一种中高频感应加热轴向进给挤压滚轧成形花键轴的方法,先装夹工件,对工件上成形花键段端部区域表面进行加热,挤压滚轧成形模具对先加热段进行挤压滚轧成形,轴向进给运动下进入中高频感应加热器的成形区域连续加热,由挤压滚轧模具完成工件上花键的挤压滚轧成形,中高频感应加热器在挤压滚轧成形模具和工件装夹位置之间,中高频感应加热器仅对即将开始挤压滚轧变形的部分成形区域内将发生塑性变形的表面局部区域加热,本发明具有花键成形力小、热量损失少、节省能源、能够加材料变形抗力大、细长轴类和大模数花键类零件、成形精度和表面质量高、生产效率高、加工范围广等优点。
说明书
技术领域
本发明属于先进材料成形技术领域,具体涉及一种中高频感应加热轴向进给挤压滚轧成形花键轴的方法。
背景技术
花键是机械系统中用来传递力和扭矩的关键零件,花键联接作为一种联接强度高、结构紧凑、可靠性高的联接方式,在汽车以及各种车辆和装备制造业中应用非常广泛。
随着汽车工业的快速发展,高强度高精度花键,特别是长花键轴的需求量日益增加且使用要求不断提高,对传统花键的加工工艺及设备提出了新的挑战。花键的加工工艺主要分为传统的切削加工和塑性成形加工,传统的花键切削加工工艺存在切削加工强度高、生产率低、机械性能和表面质量差等缺点,而花键滚轧成形工艺无屑加工范畴,具有生产效率高、材料利用率高、成形载荷小、工件尺寸精度稳定、产品性能好等诸多优点,在渐开线花键加工制造中得到广泛应用。然而花键轴向完全同滚轮接触产生塑性变形,成形载荷高,难以适用于长花键轴的加工,此外室温下的高强度钢变形抗力大,使得高强度钢花键冷滚轧成形载荷大、材料流动困难,并且成形设备传动系统和整体刚度也面临极大的挑战。
温成形集中了冷成形和热成形工艺的优点,不仅可有效降低变形抗力,提高金属材料塑性成形能力;并且避免了热成形能耗大,易产生过热、氧化、脱碳,以及加工余量大等缺点;能够获得较好的产品表面质量和较高的尺寸精度。目前,由于温成形的诸多优点,众多学者对该工艺开展了广泛的研究,应用到很多生产场合并取得了满意的效果,例如温拉深成形、温挤压成形、温锻精密成形等,但还没有将温成形技术应用于轴向进给挤压滚轧成形花键的塑性加工工艺中。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供一种中高频感应加热轴向进给挤压滚轧成形花键轴的方法,花键成形载荷小,材料流动性能好,能够加工材料变形抗力大、细长轴类和大模数花键类零件,具有成形精度和表面质量高、生产效率高、加工范围广、通用性强的优点。
一种中高频感应加热轴向进给挤压滚轧成形花键轴的方法,包括如下步骤:
步骤1,装夹工件2,工件2由前顶尖1及模花键集成顶尖3夹紧,使工件2的理论分度圆与挤压滚轧成形模具5的分度圆相切;
步骤2,工件2上成形花键段端部区域表面局部加热,
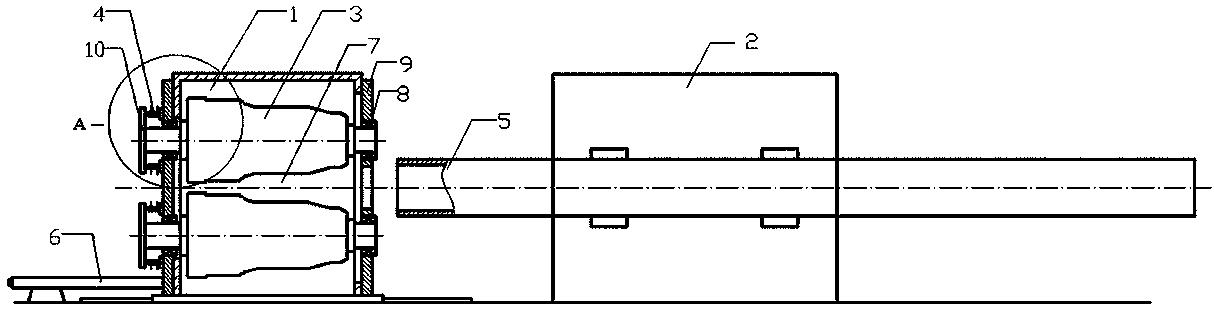
2.1、工件2向挤压滚轧成形模具5方向进给,工件2上成形花键段进入中高频感应加热器4内,中高频感应加热器4配置在挤压滚轧成形模具5和工件2装夹位置之间,工件2上成形花键段靠近挤压滚轧成形模具5一端同中高频感应加热器4靠近挤压滚轧成形模具5一端对齐,
加热区域长度为中高频感应加热器4加热段a的长度为La,中高频感应加热器4靠近挤压滚轧成形模具5一端同挤压滚轧成形模具5端面之间空隙段b的长度为Lb,挤压滚轧成形模具5挤压滚轧刃角段c的长度为Lc,长度La、Lb和Lc满足公式La=Lb≥Lc(1);
2.2、中高频感应加热器4开始工作,工件2上成形花键段在加热段a内的表面加热层深度Δ应满足公式Δ=rZ-rf+(1.5~2.0)h;
式中:rZ为坯料花键区域滚轧前坯料半径;rf为成形花键齿根圆半径;h为成形花键齿全高;
2.3、加热段a内工件的表面加热层深度Δ内的温度达到预定的成形温度T,其加热时间为t,
成形温度T是在变形材料蓝脆区温度以上,充分进行再结晶的温度以下的温成形温度;或是在充分进行再结晶的温度以上的热成形温度;加热时间t依据锻造生产中采用电磁感应加热时确定最短加热时间的方法确定,其中加热段a内工件中心温度和表面层温度差ΔT在200℃~(T-50℃)范围内选择;
步骤3,连续的中高频感应加热和轴向进给,由挤压滚轧成形模具5完成工件2上花键的挤压滚轧成形,
当工件2上成形花键段全部脱离中高频感应加热器4后,中高频感应加热器4停止工作;工件2由前顶尖1及模花键集成顶尖3夹紧的同时进行轴向进给;三个挤压滚轧成形模具5沿工件2圆周方向120°等间距阵列,三个挤压滚轧成形模具5同步同向转动,挤压滚轧成形模具5由增量径向压入刃角段c和滚轧校正段d组成,增量径向压入刃角段c先进行花键的挤压滚轧,再由滚轧校正段d进行滚轧校正;
加热段a内的表面加热层深度Δ应满足公式Δ=rZ-rf+(1.5~2.0)h;工件2轴向进给速度v应满足公式
增量径向压入刃角角度范围为6°~9°;模花键集成顶尖3上的花键段e与挤压滚轧成形模具5相互啮合传动,实现成形初期工件2挤压滚轧成形具有同挤压滚轧成形模具5相对应的转速,挤压滚轧成形模具5的转速范围为20RPM~60RPM;模花键集成顶尖3上的花键段e和要成形花键具有相同的尺寸结构,模花键集成顶尖3上的花键段e的长度为Le,长度Le满足公式Le>Lb+Lc;
步骤4,工件2由前顶尖1及模花键集成顶尖3夹紧同时反向退出,卸料。
本发明将中高频感应加热与轴向进给挤压滚轧成形花键有机结合,实现轴向进给挤压滚轧成形高强度钢长花键轴;中高频感应加热器在挤压滚轧成形模具和工件装夹位置之间,仅对即将开始挤压滚轧变形的部分成形区域进行加热;轴向进给运动下进入中高频感应加热器的成形区域连续加热;中高频感应加热器仅对将发生塑性变形的表面局部区域加热;减少热量损失,节省能源;可降低材料变形抗力,提高金属塑性变形能力;可加工材料变形抗力大、细长轴类和大模数花键类零件。
附图说明
图1为本发明的流程图。
图2为本发明所用装置连接示意图。
图3为本发明的中高频感应加热器4和挤压滚轧成形模具5区域的轴测图。
图4为本发明的中高频感应加热器4和挤压滚轧成形模具5区域的前视图。
图5为本发明的工件2和挤压滚轧成形模具5布局及运动示意。
图6为本发明挤压滚轧成形模具5轴测图。
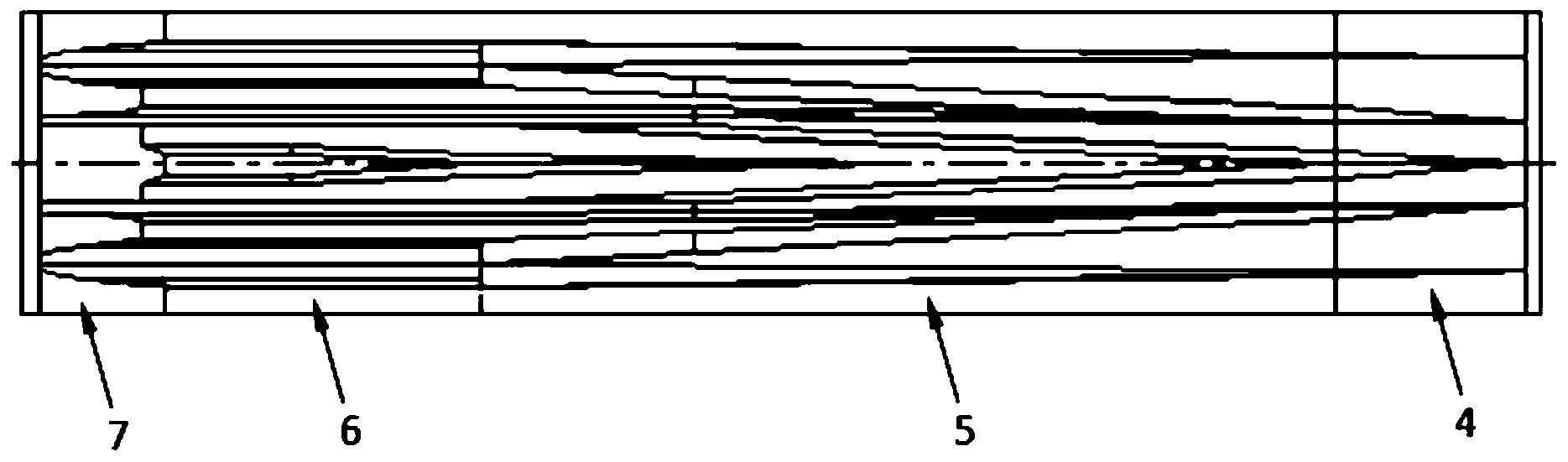
图7为本发明挤压滚轧成形模具5前视图。
图8为本发明的模花键集成顶尖3示意图。
具体实施方式
下面结合附图和实施例对本发明做详细描述。
本实施例采用工件2的材料为42CrMo高强度钢,三个挤压滚轧成形模具5同步同向转动。
参照图1,一种中高频感应加热轴向进给挤压滚轧成形花键轴的方法,包括如下步骤:
步骤1,装夹工件2;
工件2由前顶尖1及模花键集成顶尖3夹紧,保证工件2的理论分度圆与挤压滚轧成形模具5的分度圆相切;
步骤2,工件2上成形花键段端部部分区域表面局部加热;
2.1、工件2向挤压滚轧成形模具5方向进给,工件2上成形花键段进入中高频感应加热器4内,参照图2,中高频感应加热器4配置在挤压滚轧成形模具5和工件2装夹位置之间,工件2上成形花键段靠近挤压滚轧成形模具5一端同中高频感应加热器4靠近挤压滚轧成形模具5一端对齐,参照图3,
参照图4,加热区域长度为中高频感应加热器4加热段a的长度为La,中高频感应加热器4靠近挤压滚轧成形模具5一端同挤压滚轧成形模具5端面之间空隙段b的长度为Lb,挤压滚轧成形模具5挤压滚轧刃角段c的长度为Lc,长度La、Lb和Lc满足公式La=Lb≥Lc;
2.2、中高频感应加热器4开始工作,工件2上成形花键段在加热段a内的表面加热层深度Δ应满足公式Δ=rZ-rf+(1.5~2.0)h;
式中:rZ为坯料花键区域滚轧前坯料半径;rf为成形花键齿根圆半径;h为成形花键齿全高;
2.3、加热段a内工件的表面加热层深度Δ内的温度达到预定的成形温度T,其加热时间为t,
成形温度T是在变形材料蓝脆区温度以上,充分进行再结晶的温度以下的温成形温度,具体为700℃;加热时间t依据锻造生产中采用电磁感应加热时确定最短加热时间的方法确定,其中加热段a内工件中心温度和表面层温度差ΔT在201℃~650℃范围内选择;
步骤3,连续的中高频感应加热和轴向进给,由挤压滚轧成形模具5完成工件2上花键的挤压滚轧成形;
当工件2上成形花键段全部脱离中高频感应加热器4后,中高频感应加热器4停止工作;工件2由前顶尖1及模花键集成顶尖3夹紧的同时进行轴向进给;沿工件2圆周方向120°等间距阵列的三个挤压滚轧成形模具5同步同向转动,参照图5,挤压滚轧成形模具5由增量径向压入刃角段c和滚轧校正段d组成,参照图6,增量径向压入刃角段c先进行花键的挤压滚轧,再由滚轧校正段d进行滚轧校正;
加热段a内的表面加热层深度Δ应满足公式Δ=rZ-rf+(1.5~2.0)h;工件2轴向进给速度v应满足公式
增量径向压入刃角角度范围为6°~9°,参照图7,本实施例中为7°;模花键集成顶尖3上的花键段e,参照图8,花键段e与挤压滚轧成形模具5相互啮合传动,实现成形初期工件2挤压滚轧成形具有同挤压滚轧成形模具5相对应的转速,挤压滚轧成形模具5的转速为30RPM;模花键集成顶尖3上的花键段e和要成形花键具有相同的尺寸结构,模花键集成顶尖3上的花键段e的长度为Le,长度Le满足公式Le>Lb+Lc;
步骤4,工件2由前顶尖1及模花键集成顶尖3夹紧同时反向退出,卸料。
一种中高频感应加热轴向进给挤压滚轧成形花键轴的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0