







专利摘要
一种多向复合振动增量式滚轧成形装置及工艺,毛坯由复合交流伺服电机驱动轴向进给,至中高频感应加热器进行快速加热,继续轴向进给至沿着毛坯轴线圆周均布3~6个滚轧模具的滚轧位置,滚轧模具由调整交流伺服电机驱动径向送进,并由主动力交流伺服电机驱动,毛坯由复合交流伺服电机驱动,同时分别向复合交流伺服电机中的开关磁通永磁电机及交流伺服直线电机输入含谐波分量的电流信号和向调整交流伺服电机给定间隔正反转脉冲信号,实现毛坯在增量式滚轧过程中施加切向、轴向和径向的振动,毛坯反向退出,卸料,本发明具有工艺系统简单,控制精度高,成形力小,成形质量好,加工范围广等优点。
权利要求
1.一种多向复合振动增量式滚轧成形装置,其特征在于:包括复合交流伺服电机(1)和调整交流伺服电机(8),复合交流伺服电机(1)的Ⅰ部分为开关磁通永磁电机,Ⅱ部分为交流伺服直线电机,复合交流伺服电机(1)与夹具(2)连接,夹具(2)将毛坯(3)夹持固定,中高频感应加热器(4)布局在复合交流伺服电机(1)的前方,在中高频电磁感应加热器(4)的后方沿毛坯(3)轴线圆周均布3~6个滚轧模具(5),滚轧模具(5)安装在滑座(6)上,滑座(6)通过滚珠丝杠螺母副(7)与调整交流伺服电机(8)连接,滚轧模具(5)在后方通过万向联轴器(10)与主动力交流伺服电机(11)连接;
复合交流伺服电机(1)的Ⅰ部开关磁通永磁电机实现切向振动;
复合交流伺服电机(1)的Ⅱ部交流伺服直线电机实现轴向振动;
调整交流伺服电机(8)实现径向振动。
2.权利要求1所述的一种多向复合振动增量式滚轧成形装置的成形工艺,其特征在于,包括以下步骤:
a)、用夹具(2)将毛坯(3)夹持固定,根据毛坯(3)材料和成形后结构的不同,采取冷成形、温成形以及热成形三种方式进行加工;
b)、在复合交流伺服电机(1)的驱动下,毛坯(3)沿着轴向进给,直至毛坯(3)进入中高频电磁感应加热器(4)的内腔;
c)、由中高频电磁感应加热器(4)对毛坯(3)的表面金属进行快速加热至预设温度,加热时间为5sec~15sec,预设温度为400℃~750℃;
d)、毛坯(3)继续轴向进给,直至进入沿毛坯(3)轴线圆周均布3~6个滚轧模具(5)的滚轧位置;
e)、沿着毛坯(3)轴线圆周均布的3~6个滚轧模具(5)及滑座(6)在各自的调整交流伺服电机(8)及滚珠丝杠螺母副(7)的驱动下,沿着导轨(9)径向进给至指定位置,随即向调整交流伺服电机(8)给定间隔正反转脉冲信号,带动滚轧模具(5)和滑座(6)在径向方向做一定频率、振幅的振动,振动频率为10Hz~100Hz,振幅为0.5mm~1.0mm,同时滚轧模具由各自的主动力交流伺服电机(11)及万向联轴器(10)驱动,开始同步、同速、同向转动,转速为50RPM~100RPM,同时分别向复合交流伺服电机(1)的Ⅰ部分开关磁通永磁电机和Ⅱ部分交流伺服直线电机输入含谐波分量的电流信号,实现复合交流伺服电机(1)谐波扭矩及谐波轴向推力的输出,进而实现毛坯(3)由复合交流伺服电机(1)驱动进行转动、轴向进给的同时复合施加切向振动和轴向振动,轴向进给速度为1~5mm/sec,转速为100RPM~200RPM,振动频率为50Hz~10000Hz;
f)、当滚轧完毕,停止向复合交流伺服电机(1)输入基波电流信号,停止向调整交流伺服电机(8)给定间隔正反转脉冲信号,滚轧模具(5)及滑座(6)反方向退出,复合交流伺服电机(1)带着已成形的毛坯(3)退回,卸下已成形毛坯(3),完毕。
说明书
技术领域
本发明属于先进金属塑性加工技术领域,具体涉及一种多向复合振动增量式滚轧成形装置及工艺。
背景技术
传统的切削加工方法制造金属零件材料利用率低,生产效率低,不符合“绿色制造”可持续发展战略的要求。增量式滚轧成形属于近净成形技术领域,但传统的增量式滚轧成形工艺成形力大,模具受力大,工作环境恶劣,变形程度小。
中高频电磁感应加热工艺,多数用于工业金属零件表面淬火、金属熔炼、棒料透热等多个领域,使零件表面产生一定的感应电流,迅速加热零件表层金属,达到表层迅速加热,而心部温升较小的效果。
鉴于常用金属材料在高于室温的温度下,塑性变形抗力会不同程度减少,并且在一定变形温度下存在塑性变形抗力与频率、振幅敏感的现象,引起变形抗力显著下降,塑性显著提高。因此,为了解决滚轧时变形力大的问题,本发明提出一种针对不同材质、不同塑性成形温度,在滚轧过程中施加多向复合振动的新型增量式滚轧成形工艺。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供一种多向复合振动增量式滚轧成形装置及工艺,具有成形力小、加工效率高、工序简单、工艺灵活性强、适用范围广、操作方便的优点。
为了达到上述目的,本发明采取的技术方案为:
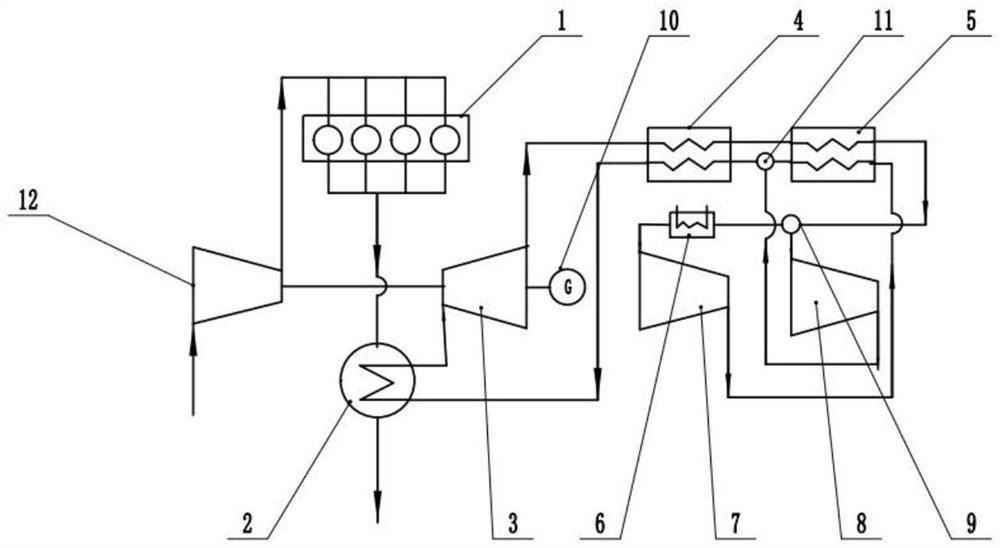
一种多向复合振动增量式滚轧成形装置,包括复合交流伺服电机1和调整交流伺服电机8,复合交流伺服电机1的Ⅰ部分为开关磁通永磁电机,Ⅱ部分为交流伺服直线电机,复合交流伺服电机1与夹具2连接,夹具2将毛坯3夹持固定,中高频感应加热器4布局在复合交流伺服电机1的前方,在中高频电磁感应加热器4的后方沿毛坯3轴线圆周均布3~6个滚轧模具5,滚轧模具5安装在滑座6上,滑座6通过滚珠丝杠螺母副7与调整交流伺服电机8连接,滚轧模具5在后方通过万向联轴器10与主动力交流伺服电机11连接。
复合交流伺服电机1的Ⅰ部开关磁通永磁电机实现切向振动。
复合交流伺服电机1的Ⅱ部交流伺服直线电机实现轴向振动。
调整交流伺服电机8实现径向振动。
一种多向复合振动增量式滚轧成形工艺,其包括以下步骤:
a)、用夹具2将毛坯3夹持固定,根据毛坯3材料和成形后结构的不同,采取冷成形、温成形或热成形三种方式进行加工;
b)、在复合交流伺服电机1的驱动下,毛坯3沿着轴向进给,直至毛坯3进入中高频电磁感应加热器4的内腔;
c)、由中高频电磁感应加热器4对毛坯3的表面金属进行快速加热至预设温度,加热时间为5sec~15sec,预设温度为400℃~750℃;
d)、毛坯3继续轴向进给,直至进入沿毛坯3轴线圆周均布3~6个滚轧模具5的滚轧位置;
e)、沿着毛坯3轴线圆周均布的3~6个滚轧模具5及滑座6在各自的调整交流伺服电机8及滚珠丝杠螺母副7的驱动下,沿着导轨9径向进给至指定位置,随即向调整交流伺服电机8给定间隔正反转脉冲信号,带动滚轧模具5和滑座6在径向方向做一定频率、振幅的振动,振动频率为10Hz~100Hz,振幅为0.5mm~1.0mm,同时滚轧模具由各自的主动力交流伺服电机11及万向联轴器10驱动,开始同步、同速、同向转动,转速为50RPM~100RPM,同时分别向复合交流伺服电机1的Ⅰ部分开关磁通永磁电机和Ⅱ部分交流伺服直线电机输入含谐波分量的电流信号,实现复合交流伺服电机1谐波扭矩及谐波轴向推力的输出,进而实现毛坯3由复合交流伺服电机1驱动进行转动、轴向进给的同时复合施加切向振动和轴向振动,轴向进给速度为1~5mm/sec,转速为100RPM~200RPM,振动频率为50Hz~10000Hz;
f)、当滚轧完毕,向复合交流伺服电机1输入基波电流信号,停止向调整交流伺服电机8给定间隔正反转脉冲信号,滚轧模具5及滑座6反方向退出,复合交流伺服电机1带着已成形的毛坯3退回,卸下已成形毛坯3,完毕。
本发明具有以下优点:
1、在毛坯进行增量滚轧成形前,对对需变形的表面金属进行中高频感应加热,提高了金属材料的塑性,降低了成形力,扩大了加工范围,加热效率高。
2、毛坯在滚轧过程中,由3~6个滚轧模具同时作用,属于增量式塑性变形,成形力小,成形精度高,表面质量好。
3、增量滚轧过程中的滚轧模具以及毛坯的运动均由交流伺服电机实现,工艺系统简单,灵活性强,控制精度高,操作方便。
4、在增量滚轧过程中,实现了对毛坯在一定温度下施加了轴向、径向和切向三向振动,降低了金属的变形抗力,改善了毛坯与滚轧模具间的摩擦状况。
5、该工艺可滚轧棒料、花键轴、丝杠、内外带齿筒形件等金属零件。
附图说明
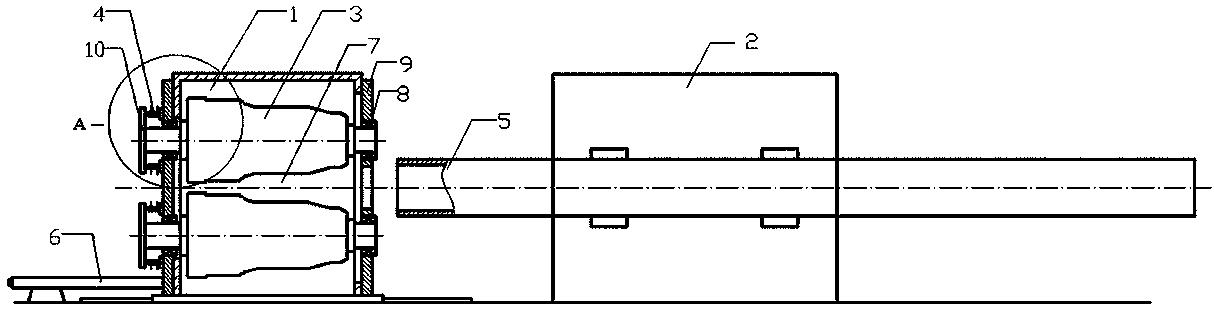
图1为实现本发明的装置结构示意图。
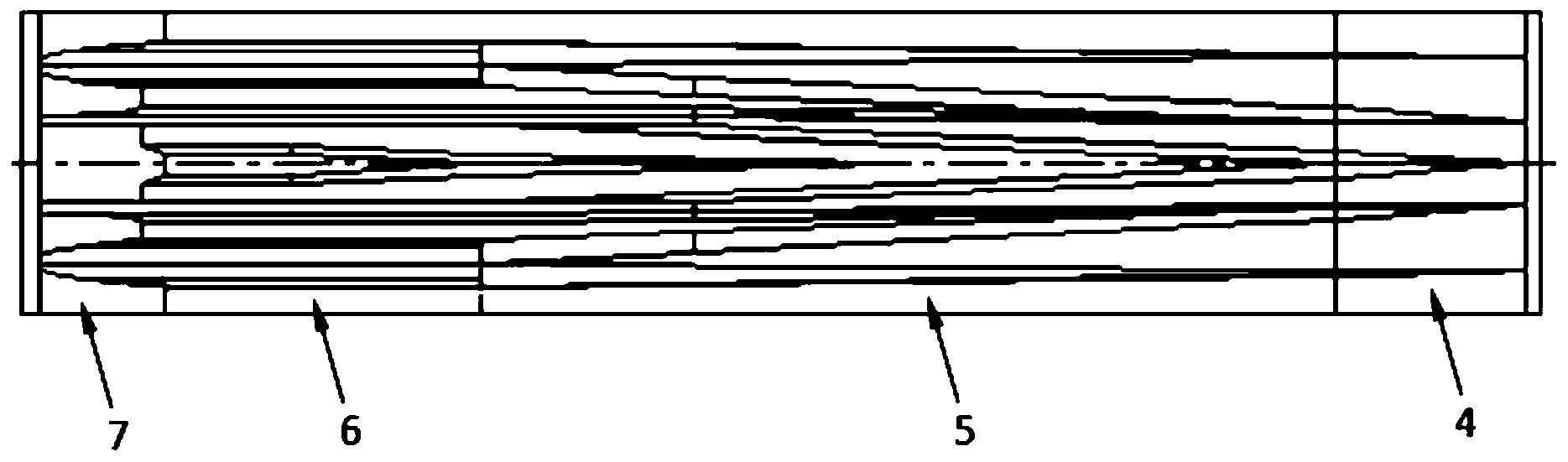
图2为本发明的滚轧模具(4个)布局图。
图3为本发明的复合交流伺服电机1的示意图。
图4为本发明的复合交流伺服电机1的Ⅰ部分开关磁通永磁电机结构示意图。
图5为本发明的复合交流伺服电机1的Ⅱ部分交流伺服直线电机结构示意图。
具体实施方式
以下结合附图对本发明做详细描述。
参照图1,图2和图3,一种多向复合振动增量式滚轧成形装置,包括复合交流伺服电机1和调整交流伺服电机8,复合交流伺服电机1的Ⅰ部分为开关磁通永磁电机,Ⅱ部分为交流伺服直线电机,复合交流伺服电机1与夹具2连接,夹具2将毛坯3夹持固定,中高频感应加热器4布局在复合交流伺服电机1的前方,在中高频电磁感应加热器4的后方沿毛坯3轴线圆周均布4个滚轧模具5,滚轧模具5安装在滑座6上,滑座6通过滚珠丝杠螺母副7与调整交流伺服电机8连接,滚轧模具5在后方通过万向联轴器10与主动力交流伺服电机11连接。
参照图4,复合交流伺服电机1的Ⅰ部开关磁通永磁电机包括电机定子1a、电机转子1b,通过输入含谐波分量的电流信号实现切向振动,振动频率由基波电流频率、电机转子1b极数和转速确定,振幅与输入含谐波分量的电流信号的幅值呈线性关系。
参照图5,复合交流伺服电机1的Ⅱ部交流伺服直线电机包括电机初级1c、电机次级1d,通过输入含谐波分量的电流信号实现轴向振动,振动频率由基波电流频率、电机初级1c齿数和进给速度确定,振幅与输入含谐波分量的电流信号的幅值呈线性关系。
调整交流伺服电机8由输入给定正反转的脉冲信号实现径向振动。
一种多向复合振动增量式滚轧成形工艺,包括以下步骤:
a)、用夹具2将毛坯3夹持固定,根据毛坯3材料和成形后结构的不同,采取冷成形、温成形以及热成形三种方式进行加工;
b)、在复合交流伺服电机1的驱动下,毛坯3沿着轴向进给,直至毛坯3进入中高频电磁感应加热器4的内腔;
c)、由中高频电磁感应加热器4对毛坯3的表面金属进行快速加热至预设温度,加热时间为5sec~15sec,预设温度为400℃~750℃;
d)、毛坯3继续轴向进给,直至进入沿毛坯3轴线圆周均布4个滚轧模具5的滚轧位置;
e)、沿着毛坯3轴线圆周均布的4个滚轧模具5及滑座6在各自的调整交流伺服电机8及滚珠丝杠螺母副7的驱动下,沿着导轨9径向进给至指定位置,随即向调整交流伺服电机8给定间隔正反转脉冲信号,带动滚轧模具5和滑座6在径向方向做一定频率、振幅的振动,振动频率为10Hz~100Hz,振幅为0.5mm~1.0mm,同时滚轧模具由各自的主动力交流伺服电机11及万向联轴器10驱动,开始同步、同速、同向转动,转速为50RPM~100RPM,同时分别向复合交流伺服电机1的Ⅰ部分开关磁通永磁电机和Ⅱ部分交流伺服直线电机输入含谐波分量的电流信号,实现复合交流伺服电机1谐波扭矩及谐波轴向推力的输出,进而实现毛坯3由复合交流伺服电机1驱动进行转动、轴向进给的同时复合施加切向振动和轴向振动,轴向进给速度为1~5mm/sec,转速为100RPM~200RPM,振动频率为50Hz~10000Hz;
f)、当滚轧完毕,停止向复合交流伺服电机1输入基波电流信号,停止向调整交流伺服电机8给定间隔正反转脉冲信号,滚轧模具5及滑座6反方向退出,复合交流伺服电机1带着已成形的毛坯3退回,卸下已成形毛坯3,完毕。
一种多向复合振动增量式滚轧成形装置及工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0