






专利摘要
本实用新型为一种复合板组坯过程的密封装置。该密封装置包括真空阀阀体、导气管、合页、抽气管、真空盖板、真空密封垫片、调节螺柱、调节螺母和套管;真空阀阀体的左侧中部安装有导气管;真空阀阀体的右侧上部固定有抽气管;所述的真空阀阀体内空腔安装有调节螺柱;所述的导气管右侧末端垂直上方的空腔的阀壁上,安装有合页,合页与真空盖板的上部连接端相连,真空盖板的尾端固定在套管上;套管连接在调节螺母侧面,调节螺母套在调节螺柱上。本实用新型可以有效地消除由于不锈钢管存在而引起的不利影响,避免了加热焊死不锈钢管的过程,简化了工序,提高了生产效率,对生产企业来说,具有重要意义。
权利要求
1.一种复合板组坯过程的密封装置,其特征为该密封装置包括真空阀阀体、导气管、合页、抽气管、真空盖板、真空密封垫片、调节螺柱、调节螺母和套管;
所述的真空阀阀体为正方体或长方体结构,其内部右侧为长方体的空腔,真空阀阀体的左侧中部开有第一通孔直通空腔,第一通孔内过盈配合安装有导气管;导气管的左侧端部与真空阀阀体的阀壁外侧对齐,并与真空阀阀体焊合;导气管右侧突出入真空阀阀体的空腔内为3~5mm;
真空阀阀体的右侧上部开有第二通孔直通空腔;第二通孔上过盈配合固定有抽气管,抽气管左侧与真空阀阀体内壁对齐,抽气管右端伸出真空阀阀体外30~50mm;
所述的真空阀阀体内空腔下部的左侧内壁上水平开有圆形槽,该圆形槽的左部末端,开有一个直径大于圆形槽直径3~5mm的凹槽,圆形槽水平对应的空腔右侧的阀壁上开有第三通孔,圆形槽、凹槽和第三通孔同轴分布,共同安装有调节螺柱;
所述的导气管右侧末端垂直上方的空腔的阀壁上,安装有合页,合页与真空盖板的上部连接端相连,真空盖板的尾端固定在套管上;
所述的真空盖板包括上部连接端、圆形盖板和尾端,圆形盖板的直径大于导气孔的直径1~3mm,其左侧固定有真空密封垫片,真空盖板的尾端为圆柱体,真空盖板的尾端套在套管内,套管连接在调节螺母侧面,调节螺母套在调节螺柱上,调节螺柱右端带有六角凹槽,调节螺柱的左端为直径大于螺柱直径3~4mm的圆盘。
2.如权利要求1所述的复合板组坯过程的密封装置,其特征为所述的导气管右侧端部预制为V型凹槽状。
3.如权利要求1所述的复合板组坯过程的密封装置,其特征为所述的套管与调节螺母之间的连接处设置有同样大小的圆形平台,两侧的平台中间设置有通孔,套管与调节螺母的连接是通过用铆钉穿过两个通孔实现,但套管与调节螺母之间留有间隙,可以保证套管与调节螺母的相互转动。
4.如权利要求1所述的复合板组坯过程的密封装置,其特征为所述的真空阀阀体的大小为60~80*60~80*80~100mm。
说明书
技术领域
本实用新型涉及一种复合板真空加热轧制的密封方法,具体涉及不锈钢/碳钢复合板的真空加热轧制。
背景技术
随着科学技术的发展,人们对各种技术提出了越来越高的要求,面对着单一材料很难满足性能的综合要求和抵抗各种恶劣环境的性能;比如腐蚀性环境、低温环境以及高温环境中。通常我们会采用将材料“结合”的方式使其满足使用要求,如钛/钢复合板、铝/钢复合板、不锈钢/碳钢复合板、铝/铜复合板和钛/铝复合板等,使其能够具有多种金属的特性,应用于不同的工况条件下,复合板的出现,一方面,提供了一种性能更加优越的材料,另一方面,也节约了大量的经济成本。复合板的生产方法有爆炸焊接、扩散结合、瞬间液相结合以及轧制等方法。轧制法又可以分为热轧法和冷轧法。其中热轧法适用于多种金属之间的结合,也是最经济、效率最高的生产复合板的方法。复合板真空加热轧制过程一般为:下料、打磨、组坯、加热保温、热轧、切边和剥离,其中组坯是关乎复合板界面结合性能的重要环节。密封性良好的坯料也是保证复合板界面结合性能的前提。现有复合板生产企业对于组坯的环节还未给予足够高的重视,通常是通过一根钢管与真空泵相连接,当坯料内部达到所需真空度时,加热钢管至红热状态,然后用液压钳将钢管焊死,然后卸掉真空泵。在这种组坯方法中,可能会存在因钢管未焊死而漏气的现象,将会造成坯料内部真空度降低,影响复合板界面结合性能。另一方面,由于真空管留在坯料的尾部,也会给坯料的保存、搬运以及轧制过程带来不必要的麻烦,降低企业生产效率以及产品质量。因此为提高企业生产效率,降低生产成本并且简化工序,亟需设计一种密封装置来改善现有的复合板组坯方法,真空阀技术应运而生。
如南京润邦金属复合材料有限公司申请的名为“真空轧制层状金属复合板的组坯”的专利,专利申请号为201520131698.0,公开号为CN204494059U,提供了一种真空轧制层状金属复合板的组坯的方法:分别将两块基板,覆板对称放置,中间放隔离布,将覆板四周焊接隔离板并满焊密封,钻取真空孔,然后通过真空孔抽取真空,后密封。
中国第一重型机械股份公司申请的名为“对称热轧制造不锈钢复合板的真空封装方法”的专利,专利申请号为201310551111.7,公开号为CN 103639203A,提供了一种对称热轧制造不锈钢复合板的真空封装方法:将板坯去除氧化层、清洗并干燥、涂刷隔离涂、焊接固定、密封、钻通孔,然后将空气抽出,最后将小孔焊接封严,组坯完成。
但以上现有技术存在以下问题,抽取真空后的具体密封方法都一带而过,没有具体阐述,而采用外伸真空管加热夹死的密封方法,就会存在密封性差,漏气,搬运过程中大大增加了因磕碰导致漏气轧废的可能性,生产效率低等不足。
实用新型内容
本实用新型的目的在于针对当前技术中存在的不足,提供一种复合板组坯过程的密封装置。该装置通过真空盖板、真空密封垫片的设计,利用调节螺柱的转动带动调节螺母的移动,实现导气管的闭合的控制。将该装置安装在坯料密封条上预留的方形孔内,并与密封条焊合在一起,保证密封性,将真空阀与真空泵相连,当坯料内部达到所需真空度时,通过调节螺柱与调节螺母之间通过螺纹配合实现真空盖板的闭合,从而实现密封作用。本实用新型避免了加热焊死不锈钢管的过程,简化了工序,提高了生产效率。也避免了由于不锈钢管的存在可能造成的漏气、真空度降低等情况的发生。
本实用新型的技术方案为:
一种复合板组坯过程的密封装置,该密封装置包括真空阀阀体、导气管、合页、抽气管、真空盖板、真空密封垫片、调节螺柱、调节螺母和套管;
所述的真空阀阀体为正方体或长方体结构,其内部右侧为长方体的空腔,真空阀阀体的左侧中部开有第一通孔直通空腔,第一通孔内过盈配合安装有导气管;导气管的左侧端部与真空阀阀体的阀壁外侧对齐,并与真空阀阀体焊合;导气管右侧突出入真空阀阀体的空腔内为3~5mm;
真空阀阀体的右侧上部开有第二通孔直通空腔;第二通孔上过盈配合固定有抽气管,抽气管左侧与真空阀阀体内壁对齐,抽气管右端伸出真空阀阀体外30-50mm;
所述的真空阀阀体内空腔下部的左侧内壁上水平开有圆形槽,该圆形槽的左部末端,开有一个直径大于圆形槽直径3~5mm的凹槽,圆形槽水平对应的空腔右侧的阀壁上开有第三通孔,圆形槽、凹槽和第三通孔同轴分布,共同安装有调节螺柱;
所述的导气管右侧末端垂直上方的空腔的阀壁上,安装有合页,合页与真空盖板的上部连接端相连,真空盖板的尾端固定在套管上;
所述的真空盖板包括上部连接端、圆形盖板和尾端,圆形盖板的直径大于导气孔的直径 1~3mm,其左侧固定有真空密封垫片,真空盖板的尾端为圆柱体,真空盖板的尾端套在套管内,套管连接在调节螺母侧面,调节螺母套在调节螺柱上,调节螺柱右端带有六角凹槽,调节螺柱的左端为直径大于螺柱直径3~4mm的圆盘。
所述的导气管右侧端部预制为V型凹槽状。
所述的套管与调节螺母之间的连接处设置有同样大小的圆形平台,两侧的平台中间设置有通孔,套管与调节螺母的连接是通过用铆钉穿过两个通孔实现,但套管与调节螺母之间留有间隙,可以保证套管与调节螺母的相互转动。
所述的真空阀阀体的大小为60~80*60~80*80~100mm。
本实用新型的有益效果为:
传统的组坯方法是通过一根不锈钢管与坯料焊接在一起,并与坯料内部相连通,通过真空管与真空泵连接,使复合板坯料内部达到所需真空度,此时加热不锈钢管达到红热状态,用液压钳将不锈钢管焊死,然后卸掉真空泵,由于不锈钢管的存在,将会对坯料的储存、搬运以及轧制造成一定的麻烦,不锈钢管也可能在搬运和储存的过程中发生漏气,使坯料内部真空度降低,影响生产效率以及产品质量。而本专利通过真空阀实现密封作用,成功地解决了由于不锈钢管的存在而引起的问题,真空阀中,调节螺柱与调节螺母之间通过螺纹配合实现真空盖板的闭合与开启,从而实现密封作用。本实用新型可以有效地消除由于不锈钢管存在而引起的不利影响,而且由于本密封装置的存在,也避免了加热焊死不锈钢管的过程,简化了工序,提高了生产效率,对生产企业来说,具有重要意义。
附图说明
下面结合附图对本密封装置进一步说明。
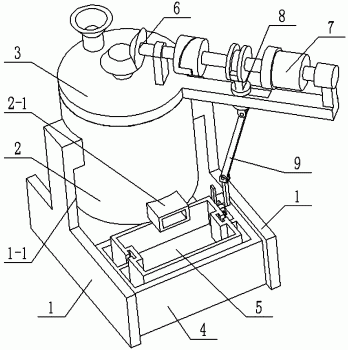
图1是本真空阀闭合之前的结构示意图。
图2是本真空阀闭合之后的结构示意图。
图3调节螺柱结构图
图4调节螺母剖视图
图5调节螺母与套管三视图,其中,图5a为调节螺母与套管主视图,图5b为调节螺母与套管左视图,图5c为调节螺母与套管俯视图;
图6真空盖板与真空密封垫片三视图,其中,图6a为调节螺母与套管主视图,图6b为调节螺母与套管左视图,图6c为调节螺母与套管俯视图;
图中数字所表示的相应部件的名称:
1.真空阀阀体、2.导气管、3.合页、4.抽气管、5.真空盖板、6.真空密封垫片、7.调节螺柱、8.调节螺母、9.套管、10.螺纹、11.焊缝。
具体实施方式
本实用新型所述的一种复合板组坯过程的密封装置的结构如图1-2所示,包括真空阀阀体1、导气管2、合页3、抽气管4、真空盖板5、真空密封垫片6、调节螺柱7、调节螺母8、套管9、螺纹10和焊缝11;
其中真空阀阀体1为正方体或长方体结构,真空阀阀体1的尺寸约为60*60*80mm,其内部右侧为长方体的空腔,空腔的尺寸为30*40*40mm,在真空阀阀体1长度为80mm的方向上空腔尺寸为30mm,空腔左侧壁厚40mm,右侧壁厚10mm;真空阀阀体1的左侧中心偏上位置开有第一通孔直通空腔,第一通孔的中心线距离真空阀阀体1上壁25mm,距离真空阀阀体1 下壁35mm,第一通孔直径25mm;真空阀阀体1的右侧上部开有第二通孔直通空腔,第二通孔直径10mm;在空腔下部的左侧内壁上水平开有直径为5.5mm,深度为9mm的圆形槽(用来放置调节螺柱7),该圆形槽的左部末端,开有一个直径大于圆形槽的凹槽,凹槽的直径为9.2mm,宽为1.2mm,凹槽顶部距离第一通孔1mm;圆形槽水平对应的空腔右侧的阀壁上开有第三通孔,第三通孔直径5.5mm,圆形槽、凹槽和第三通孔同轴分布,共同安装有调节螺柱7;图1与图 2为整个真空密封装置的剖视图,与第一通孔相连的是导气管2,导气管2与通孔之间为过盈配合,以提供一定的强度,导气管的左侧端部与真空阀阀体1的阀壁外侧对齐,并与真空阀阀体1焊合,保证密封性,导气孔右侧要突出真空阀阀体1约为3~5mm,以便于更好的实现密封。
所述的导气管2右侧端部预制为V型凹槽状,以便于更好的实现密封,导气管2壁厚6mm,内径13mm,导气管2与真空阀阀体1过盈配合的长度为40mm,目的是提高导气管的稳定性,第二通孔上过盈配合固定有抽气管4,抽气管4外径为10mm,壁厚1.5mm,内径7mm,抽气管 4右端伸出真空阀阀体1外30-50mm,用来连接真空泵。
空腔内的导气管2右侧末端的垂直上方的阀壁上,距离真空阀阀体1左侧壁约3~5mm,对应导气管伸出的长度,安装有合页3,合页3与真空盖板5的上部连接端相连,真空盖板5 的尾端固定在套管9上;
所述的真空盖板5的三视图如图6所示,包括上部连接端、圆形盖板和尾端,圆形盖板部分直径约为26mm,略大于导气管2端口直径,其左侧固定有真空密封垫片6,真空盖板5 的尾端为直径为5mm的圆柱体,套管9内径5.2mm,套管壁1.4mm,套管外径8mm,套管长8mm,套管9套在真空盖板5的尾端的圆柱上,套管9连接在调节螺母8侧面,如图1、2所示,套管9与调节螺母8之间的连接处设置有同样大小的圆形平台,两侧的平台中间设置有通孔,套管与调节螺母的连接是通过用铆钉穿过两个通孔实现,但套管与调节螺母之间留有间隙,可以保证套管与调节螺母的相互转动。套管9处于调节螺母8的侧面,如图1所示,套管9 处于调节螺母8靠里的位置,调节螺母8剖视图如图4所示,外径为8mm,长度为8mm,内部带有螺纹,与调节螺柱7相匹配,调节螺柱7的剖视图如图3所示,中间带螺纹部分直径为 5mm,总长为50mm,其中带有螺纹的长度为30mm,对应空腔所在的位置,调节螺母8可以在带有螺纹的位置移动,调节螺柱7右端带有六角凹槽,凹槽深度5mm,调节螺柱7右侧端部直径10mm,宽度7mm,调节螺柱7右侧端部与真空阀阀体1的上壁之间距离1mm,以便于旋转调节螺柱7,调节螺柱7的左端为直径为9mm,宽度为1mm的圆盘,圆盘位于真空阀阀体1 上预制的圆形凹槽内,用于固定调节螺柱7的位置,防止调节螺柱7左右移动。
调节螺母8与调节螺柱7之间通过螺纹相对移动,通过调节螺柱转动,带动调节螺母从右到左水平移动,从而带动套管9沿着真空盖板的尾端移动,最终使真空盖板闭合,从而带动真空盖板5的移动,实现密封;真空盖板5的左侧设置有真空密封垫片6;真空密封垫片6 为直径为25mm,材质为石墨,当真空盖板5垂直于调节螺柱7时,真空盖板5将通过真空密封垫片6将导气管2封闭;
所述的导气管2,合页3,真空盖板5,调节螺柱7,调节螺母8和套管9的材质为热强钢;真空阀阀体1,抽气管4的材质为低碳钢。
本密封装置在制作时,先从钢坯上切下一块大小为真空阀阀体1大小的刚块,先在钢坯的长度方向一端的中间靠下的位置铣出一个直径为12mm,深度为7mm的凹槽,与调节螺柱7 带六角凹槽的一端相匹配,然后在凹槽的中间位置钻出一个直径为5.5mm,深度为43.2mm的圆孔,然后将钢坯从中间切开,两部分对称加工出右侧放置真空盖板5的空腔,空腔尺寸为 30*40*40mm,以及放置调节螺柱7左侧圆盘的圆形凹槽,再将合页3安装在真空盖板5的上部的固定端,将套管9与调节螺母8通过铆钉连接起来,将套管9套在真空盖板5一端的圆柱上,然后将调节螺母8套入调节螺柱7,再将调节螺柱7左端的圆盘焊在调节螺柱的左端,之后将调节螺柱7放到真空阀阀体1预制的凹槽内,最后将真空盖板5通过合页3固定在真空阀阀体1的上壁,等内部真空盖板5、调节螺母8、调节螺柱7和套管9等装置放好后,将真空阀阀体1对称焊合,最后开出导气管2与抽气管4的通孔,将导气管2与真空阀阀体1 安装好,在外侧将真空阀阀体1与导气管2焊合,保证密封性,再将抽气管4与真空阀阀体 1安装好,并焊合,保证密封性。至此,真空阀加工完成。
将复合板母材按照基层、复层、隔离布、复层、基层的顺序放置,其中基层坯料长和宽的尺寸要比复层的尺寸大20毫米,先将两块复层金属板中间放置高温隔离布,然后将两块复层金属板焊接固定,再将基层金属板置于复层金属板的上下两侧,用密封条将两块基层板焊合密封,密封条上要预留安装真空阀的位置,将真空阀放置在预留的位置上,并将真空阀与密封条焊合密封,其中真空阀阀体与坯料内部空间相连通,要求保证真空阀阀体与密封条之间密封性良好。抽真空时真空泵通过抽气管4相连接,调节螺柱7右端凹槽处与真空阀阀体 1之间的缝隙用真空泥填满,保证密封性,当不锈钢复合板坯料内部达到所需真空度时,此时通过旋转调节螺柱7使真空盖板5压在导气管2的端部,通过真空密封垫片6实现密封,使不锈钢复合板坯料内部与外界隔离,此时,卸掉真空泵,并将导气管4切掉,并清理掉调节螺柱右端的真空泥,最后将抽气管和调节螺柱右端缺口焊合,形成焊缝11,如图2中所示。
本密封装置不仅适用于不锈钢复合板的组坯工序,也同样适用于其他多层金属的组坯工序。
本实用新型未尽事宜为公知技术。
一种复合板组坯过程的密封装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0